Спосіб оцінки якості та властивостей виробів
Номер патенту: 71815
Опубліковано: 25.07.2012
Автори: Бурцев Сергій Олексійович, Скобло Тамара Семенівна, Клочко Оксана Юріївна, Марченко Олексій Юрієвич, Марченко Михайло Валентинович, Безлюдько Геннадій Якович, Соломаха Роман Миколайович, Листопад Олександра Іванівна, Трищ Роман Михайлович


Формула / Реферат
1. Спосіб оцінки якості та властивостей виробів, що включає магнітний неруйнівний метод оцінки за величиною коерцитивної сили при частковому контакті перетворювачів приладу зі зразком, який відрізняється тим, що аналіз найбільш достовірних показників по перерізу досліджуваної робочої поверхні виконують накладними перетворювачами різних розмірів, які налаштовуються за єдиним показником стандартного зразка, починаючи з мінімального значення з однаковим положенням розташованого перетворювача відносно вимірюваного зразка.
2. Спосіб за п. 1, який відрізняється тим, що накладні перетворювачі забезпечують оцінку якості та властивостей виробів, у яких мінімальна глибина магнітного контролю не перевищує 5 мм, а максимальна - досягає 25 мм, при цьому вимірювання властивостей виробів проводять при відсутності на поверхні зразка поверхневих дефектів, а для оцінки анізотропії властивостей виробів перетворювачі встановлюють послідовно у двох положеннях зі зміною вимірів на 90°, враховуючи напрям деформації (вздовж та впоперек виробів) або умови кристалізації (вздовж та впоперек дендритів).
3. Спосіб за п. 1 або 2, який відрізняється тим, що показники коерцитивної сили оцінюють в залежності від ступеня контакту перетворювача з виробом у наступних межах: ступінь контакту 55-100 % - похибка вимірів не перевищує 10 %; 40-55 % - похибка вимірів досягає 10-18 %; 30-40 % - похибка вимірів складає 18-25 % та ступінь контакту 25-30 % - похибка вимірів перевищує 25-40 %; при контакті щупів перетворювача менше ніж на 20 % - вимірювання проводять тільки за умов однакових форм виробів, їх розмірів та марки матеріалу.
Текст
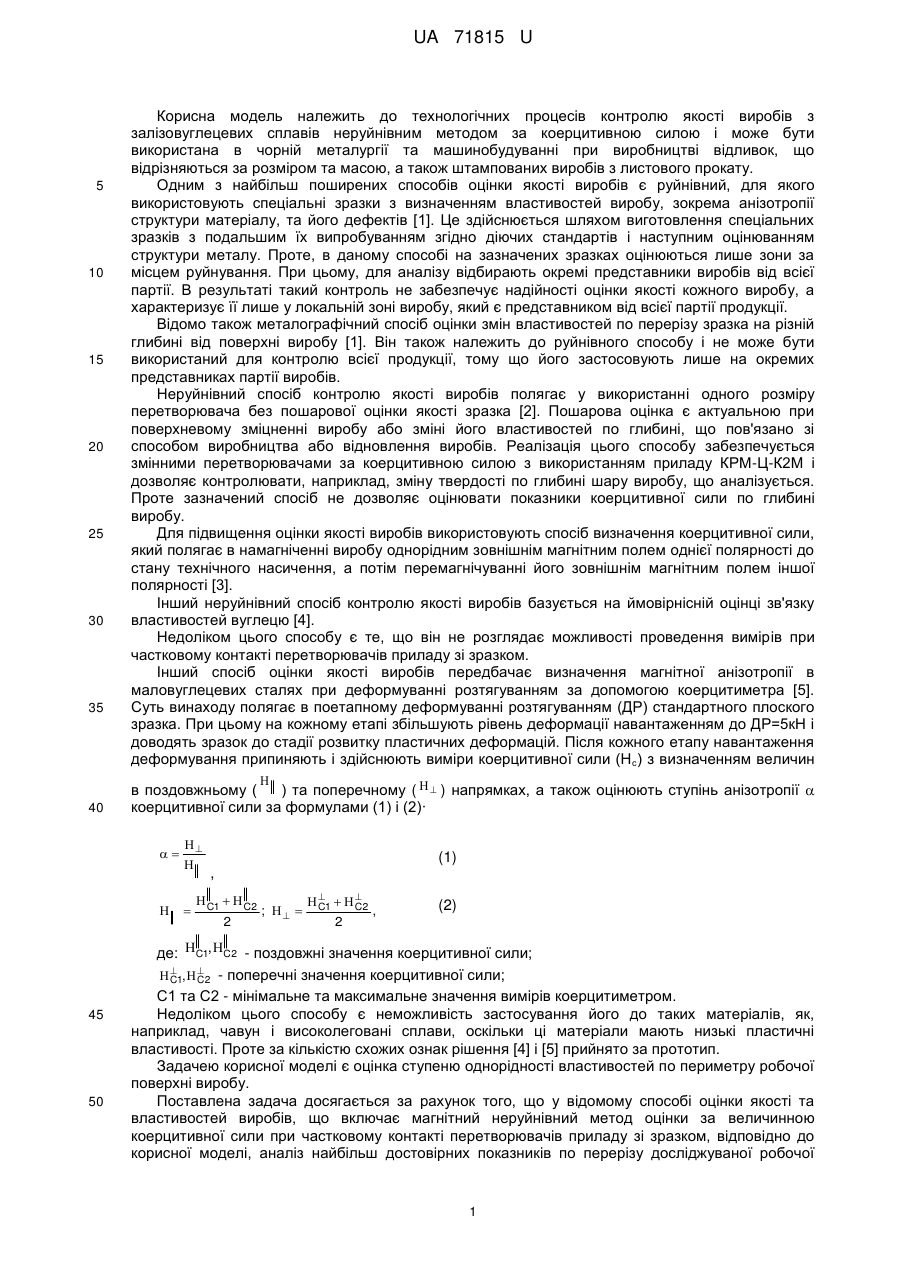
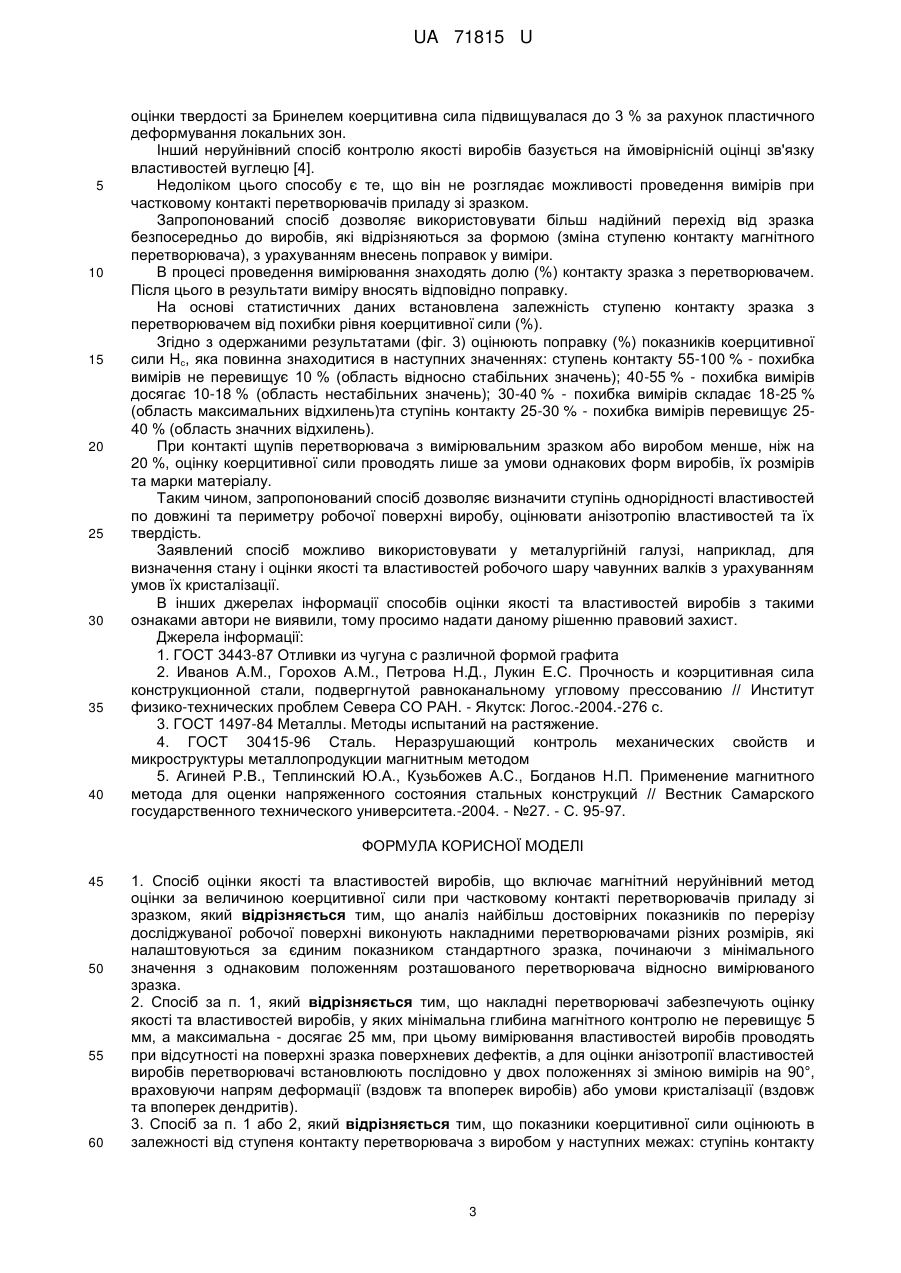
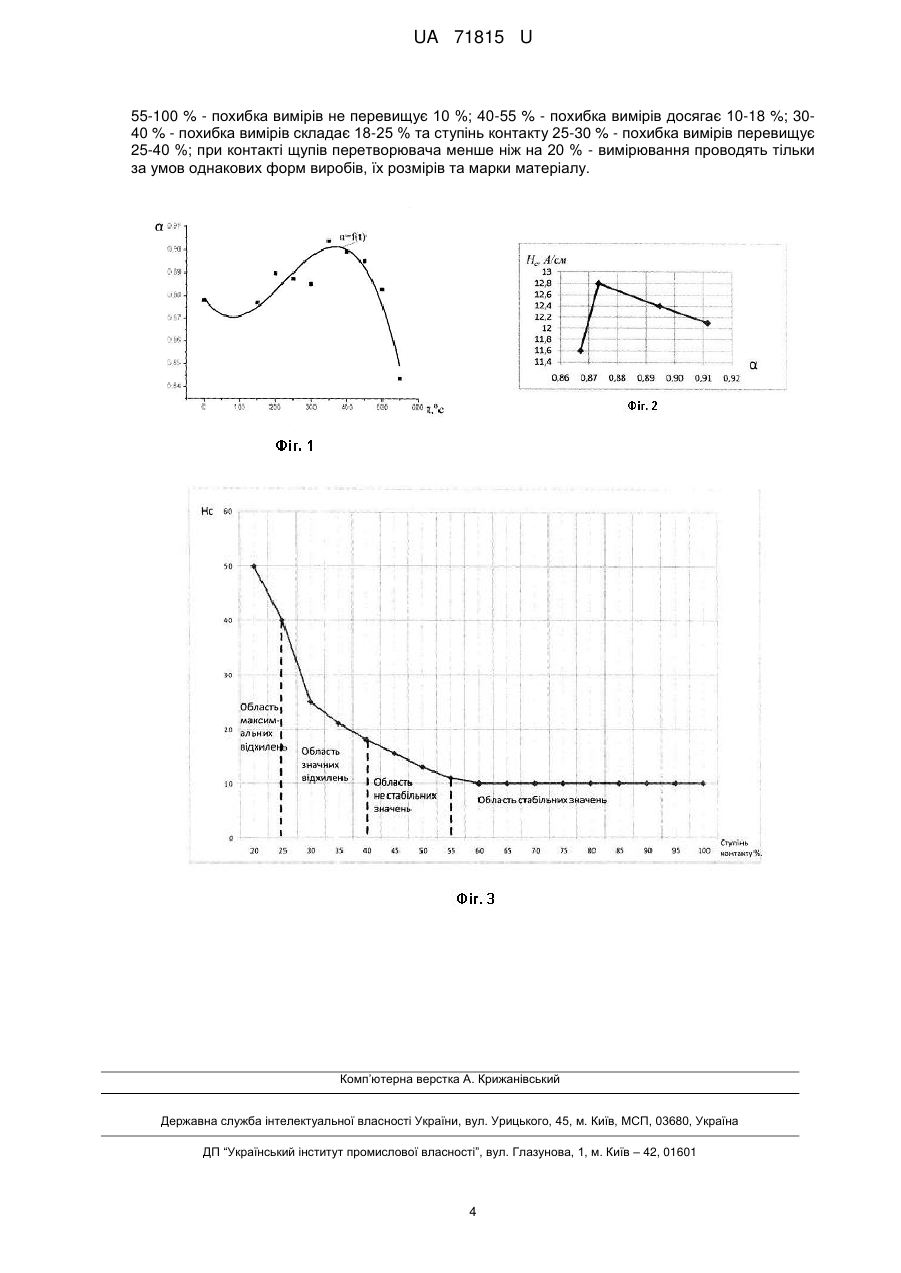
Реферат: Спосіб оцінки якості та властивостей виробів включає магнітний неруйнівний метод оцінки за величиною коерцитивної сили при частковому контакті перетворювачів приладу зі зразком. Аналіз найбільш достовірних показників по перерізу досліджуваної робочої поверхні виконують накладними перетворювачами різних розмірів, які налаштовуються за єдиним показником стандартного зразка, починаючи з мінімального значення з однаковим положенням розташованого перетворювача відносно вимірюваного зразка. UA 71815 U (12) UA 71815 U UA 71815 U 5 10 15 20 25 30 35 Корисна модель належить до технологічних процесів контролю якості виробів з залізовуглецевих сплавів неруйнівним методом за коерцитивною силою і може бути використана в чорній металургії та машинобудуванні при виробництві відливок, що відрізняються за розміром та масою, а також штампованих виробів з листового прокату. Одним з найбільш поширених способів оцінки якості виробів є руйнівний, для якого використовують спеціальні зразки з визначенням властивостей виробу, зокрема анізотропії структури матеріалу, та його дефектів [1]. Це здійснюється шляхом виготовлення спеціальних зразків з подальшим їх випробуванням згідно діючих стандартів і наступним оцінюванням структури металу. Проте, в даному способі на зазначених зразках оцінюються лише зони за місцем руйнування. При цьому, для аналізу відбирають окремі представники виробів від всієї партії. В результаті такий контроль не забезпечує надійності оцінки якості кожного виробу, а характеризує її лише у локальній зоні виробу, який є представником від всієї партії продукції. Відомо також металографічний спосіб оцінки змін властивостей по перерізу зразка на різній глибині від поверхні виробу [1]. Він також належить до руйнівного способу і не може бути використаний для контролю всієї продукції, тому що його застосовують лише на окремих представниках партії виробів. Неруйнівний спосіб контролю якості виробів полягає у використанні одного розміру перетворювача без пошарової оцінки якості зразка [2]. Пошарова оцінка є актуальною при поверхневому зміцненні виробу або зміні його властивостей по глибині, що пов'язано зі способом виробництва або відновлення виробів. Реалізація цього способу забезпечується змінними перетворювачами за коерцитивною силою з використанням приладу КРМ-Ц-К2М і дозволяє контролювати, наприклад, зміну твердості по глибині шару виробу, що аналізується. Проте зазначений спосіб не дозволяє оцінювати показники коерцитивної сили по глибині виробу. Для підвищення оцінки якості виробів використовують спосіб визначення коерцитивної сили, який полягає в намагніченні виробу однорідним зовнішнім магнітним полем однієї полярності до стану технічного насичення, а потім перемагнічуванні його зовнішнім магнітним полем іншої полярності [3]. Інший неруйнівний спосіб контролю якості виробів базується на ймовірнісній оцінці зв'язку властивостей вуглецю [4]. Недоліком цього способу є те, що він не розглядає можливості проведення вимірів при частковому контакті перетворювачів приладу зі зразком. Інший спосіб оцінки якості виробів передбачає визначення магнітної анізотропії в маловуглецевих сталях при деформуванні розтягуванням за допомогою коерцитиметра [5]. Суть винаходу полягає в поетапному деформуванні розтягуванням (ДР) стандартного плоского зразка. При цьому на кожному етапі збільшують рівень деформації навантаженням до ДР=5кН і доводять зразок до стадії розвитку пластичних деформацій. Після кожного етапу навантаження деформування припиняють і здійснюють виміри коерцитивної сили (Н с) з визначенням величин 40 в поздовжньому ( ) та поперечному ( ) напрямках, а також оцінюють ступінь анізотропії коерцитивної сили за формулами (1) і (2)· 45 50 (1) , C1 C2 2 ; C1 C2 , 2 (2) де: C1,C2 - поздовжні значення коерцитивної сили; C1, C2 - поперечні значення коерцитивної сили; С1 та С2 - мінімальне та максимальне значення вимірів коерцитиметром. Недоліком цього способу є неможливість застосування його до таких матеріалів, як, наприклад, чавун і високолеговані сплави, оскільки ці матеріали мають низькі пластичні властивості. Проте за кількістю схожих ознак рішення [4] і [5] прийнято за прототип. Задачею корисної моделі є оцінка ступеню однорідності властивостей по периметру робочої поверхні виробу. Поставлена задача досягається за рахунок того, що у відомому способі оцінки якості та властивостей виробів, що включає магнітний неруйнівний метод оцінки за величинною коерцитивної сили при частковому контакті перетворювачів приладу зі зразком, відповідно до корисної моделі, аналіз найбільш достовірних показників по перерізу досліджуваної робочої 1 UA 71815 U 5 10 15 20 25 30 поверхні виконують накладними перетворювачами різних розмірів, які налаштовуються за єдиним показником стандартного зразка, починаючи з мінімального значення з однаковим положенням розташованого перетворювача відносно вимірюваного зразка, і забезпечують оцінку якості та властивостей виробів, у яких мінімальна глибина магнітного контролю не перевищує 5 мм, а максимальна - досягає 25 мм. При цьому, вимірювання властивостей виробів проводять при відсутності на поверхні зразка поверхневих дефектів, а для оцінки анізотропії властивостей виробів перетворювачі встановлюють послідовно у двох положеннях зі зміною вимірів на 90°, враховуючи напрям деформації (вздовж та впоперек виробів), або умови кристалізації (вздовж та впоперек дендритів). Оцінювання показників коерцитивної сили здійснюють в залежності від ступеню контакту перетворювача з виробом у наступних межах: ступінь контакту 55-100 % - похибка вимірів не перевищує 10 %: 40-55 % - похибка вимірів досягає 10-18 %; 30-40 % - похибка вимірів складає 18-25 % та ступінь контакту 25-30 % похибка вимірів перевищує 25-40 %; при контакті щупів перетворювача менше ніж на 20 % вимірювання проводять тільки за умов однакових форм виробів, їх розмірів та марки матеріалу. При оцінюванні показників анізотропії під час експлуатації литих виробів, представлених прокатними валками, зокрема сортопрокатними із глибоким врізанням калібрів, периметр яких відрізняється різною спрямованістю структури, що кристалізується, характерним є однорідність властивостей тільки в досліджуваному напрямку вимірювань. Тому, при прогнозуванні механічних та експлуатаційних властивостей та якості таких виробів необхідно враховувати цей показник для металу. Спосіб оцінювання, якості та властивостей виробів виконували таким чином. Після одержання відливки з чавуну її піддавали термічній обробці (Т.О.) у газовій печі однорідним нагріванням всіє маси виливків. При проведенні термообробки використовували плоскі зразки, відібрані від двошарових високохромистих чавунних валків виконання ЛПХ17Ндц, що мають наступний хімічний склад (%): вуглець - 2,68-2,90; кремній - 0,65-1,04; марганець - 0,80-1,13; фосфор - 0,03-0,06; сірка - 0,016-0,040; хром - 16,0-17,1; нікель - 1,24-1,52; молібден - 1,02-1,28; мідь - 0,21-0,40; вольфрам - 0,18-0,31; магній - 0,030-0,035; залізо - решта. Вплив термічної обробки оцінювали після різних режимів відпуску від 100 до 550 °C (фіг. 1). Після кожної температури обробки здійснювали виміри коерцитивної сили Нс і твердості з наступним оцінюванням потім оцінювали ступеня анізотропії матеріалу за допомогою формул (1) і (2). На підставі виконаних вимірювань з оцінювання (дослідження) показників властивостей встановлена кореляційна залежність =f(t) ступеня анізотропії a матеріалу від зміни температури t термообробки, яка представлена на графіку (фіг. 1) й описується рівнянням: 35 (t)=8,7910 -210 t+210 t -310 t -2 40 45 50 55 -4 -6 2 -9 3 (3) Після виміру ступеня анізотропії матеріалу, її значення вводяться в тарувальний графік (3), отриманий для даного матеріалу з урахуванням відповідної зміни твердості, після чого визначається рівень твердості згідно зміни коерцитивної сили. Як приклад, також розглянуто підхід до оцінки якості виробів з прокату. Виміри для оцінки коерцитивної сили також проводять з урахуванням розмірів перетворювача відповідно до товщини прокату, з якого одержано виріб з оцінкою анізотропії його властивостей (фіг. 2). Із залежності видно, що при =0,87 суттєво підвищується коерцитивна сила Нс (з 11,6 до 12,8 А/см), а за умов подальшого підвищення значень коерцитивна сила знижується, та при =0,91 дорівнює Нс 12 А/см. На прикладі зразка тонколистового прокату товщиною 0,8-2,0 мм, призначеного для штампування виробів на основі оцінки анізотропії властивостей визначається оптимальний розкрій виробу. Аналіз анізотропії властивостей проводили порівняно зі зразками згідно руйнівного способу [1]. Це дозволило визначити рівень міцності, який забезпечує необхідну якість готового виробу при формоутворенні. Анізотропія властивостей тонколистової сталі Ст. 20, за залежностями (1) і (2), знаходилась в наступних інтервалах: - для зразків, орієнтованих у поздовжньому напрямку, - 1=0,83-0,89; - для зразків, орієнтованих у поперечному напрямку, - 2=0,85-0,91. При вимірах коерцитивної сили у зразків з дефектами на поверхні, в місцях, де було виявлено подряпини, забоїни, вм'ятини та пори спостерігалася стрибкоподібна зміна її значень, що становила близько 4-5 % від середнього рівня значень бездефектної зони вимірів. В місцях 2 UA 71815 U 5 10 15 20 25 30 35 40 оцінки твердості за Бринелем коерцитивна сила підвищувалася до 3 % за рахунок пластичного деформування локальних зон. Інший неруйнівний спосіб контролю якості виробів базується на ймовірнісній оцінці зв'язку властивостей вуглецю [4]. Недоліком цього способу є те, що він не розглядає можливості проведення вимірів при частковому контакті перетворювачів приладу зі зразком. Запропонований спосіб дозволяє використовувати більш надійний перехід від зразка безпосередньо до виробів, які відрізняються за формою (зміна ступеню контакту магнітного перетворювача), з урахуванням внесень поправок у виміри. В процесі проведення вимірювання знаходять долю (%) контакту зразка з перетворювачем. Після цього в результати виміру вносять відповідно поправку. На основі статистичних даних встановлена залежність ступеню контакту зразка з перетворювачем від похибки рівня коерцитивної сили (%). Згідно з одержаними результатами (фіг. 3) оцінюють поправку (%) показників коерцитивної сили Нс, яка повинна знаходитися в наступних значеннях: ступень контакту 55-100 % - похибка вимірів не перевищує 10 % (область відносно стабільних значень); 40-55 % - похибка вимірів досягає 10-18 % (область нестабільних значень); 30-40 % - похибка вимірів складає 18-25 % (область максимальних відхилень)та ступінь контакту 25-30 % - похибка вимірів перевищує 2540 % (область значних відхилень). При контакті щупів перетворювача з вимірювальним зразком або виробом менше, ніж на 20 %, оцінку коерцитивної сили проводять лише за умови однакових форм виробів, їх розмірів та марки матеріалу. Таким чином, запропонований спосіб дозволяє визначити ступінь однорідності властивостей по довжині та периметру робочої поверхні виробу, оцінювати анізотропію властивостей та їх твердість. Заявлений спосіб можливо використовувати у металургійній галузі, наприклад, для визначення стану і оцінки якості та властивостей робочого шару чавунних валків з урахуванням умов їх кристалізації. В інших джерелах інформації способів оцінки якості та властивостей виробів з такими ознаками автори не виявили, тому просимо надати даному рішенню правовий захист. Джерела інформації: 1. ГОСТ 3443-87 Отливки из чугуна с различной формой графита 2. Иванов A.M., Горохов A.M., Петрова Н.Д., Лукин Е.С. Прочность и коэрцитивная сила конструкционной стали, подвергнутой равноканальному угловому прессованию // Институт физико-технических проблем Севера СО РАН. - Якутск: Логос.-2004.-276 с. 3. ГОСТ 1497-84 Металлы. Методы испытаний на растяжение. 4. ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом 5. Агиней Р.В., Теплинский Ю.А., Кузьбожев А.С., Богданов Н.П. Применение магнитного метода для оценки напряженного состояния стальных конструкций // Вестник Самарского государственного технического университета.-2004. - №27. - С. 95-97. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Спосіб оцінки якості та властивостей виробів, що включає магнітний неруйнівний метод оцінки за величиною коерцитивної сили при частковому контакті перетворювачів приладу зі зразком, який відрізняється тим, що аналіз найбільш достовірних показників по перерізу досліджуваної робочої поверхні виконують накладними перетворювачами різних розмірів, які налаштовуються за єдиним показником стандартного зразка, починаючи з мінімального значення з однаковим положенням розташованого перетворювача відносно вимірюваного зразка. 2. Спосіб за п. 1, який відрізняється тим, що накладні перетворювачі забезпечують оцінку якості та властивостей виробів, у яких мінімальна глибина магнітного контролю не перевищує 5 мм, а максимальна - досягає 25 мм, при цьому вимірювання властивостей виробів проводять при відсутності на поверхні зразка поверхневих дефектів, а для оцінки анізотропії властивостей виробів перетворювачі встановлюють послідовно у двох положеннях зі зміною вимірів на 90°, враховуючи напрям деформації (вздовж та впоперек виробів) або умови кристалізації (вздовж та впоперек дендритів). 3. Спосіб за п. 1 або 2, який відрізняється тим, що показники коерцитивної сили оцінюють в залежності від ступеня контакту перетворювача з виробом у наступних межах: ступінь контакту 3 UA 71815 U 55-100 % - похибка вимірів не перевищує 10 %; 40-55 % - похибка вимірів досягає 10-18 %; 3040 % - похибка вимірів складає 18-25 % та ступінь контакту 25-30 % - похибка вимірів перевищує 25-40 %; при контакті щупів перетворювача менше ніж на 20 % - вимірювання проводять тільки за умов однакових форм виробів, їх розмірів та марки матеріалу. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for evaluation of quality and properties of articles
Автори англійськоюSkoblo Tamara Semenivna, Burtsev Serhii Oleksiiovych, Lystopad Oleksandra Ivanivna, Marchenko Mykhailo Valentynovych, Klochko Oksana Yuriivna, Bezliudko Hennadii Yakovych, Martchenko Oleksii Yuriiovych, Solomakha Roman Mykolaiovych, Trisch Roman Mykhailovych
Назва патенту російськоюСпособ оценки качества и свойств изделий
Автори російськоюСкобло Тамара Семеновна, Бурцев Сергей Алексеевич, Листопад Александра Ивановна, Марченко Михаил Валентинович, Клочко Оксана Юрьевна, Безлюдько Геннадий Яковлевич, Марченко Алексей Юрьевич, Соломаха Роман Николаевич, Трищ Роман Михайлович
МПК / Мітки
МПК: G01D 21/00, G01N 3/317
Мітки: виробів, якості, властивостей, оцінки, спосіб
Код посилання
<a href="https://ua.patents.su/6-71815-sposib-ocinki-yakosti-ta-vlastivostejj-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки якості та властивостей виробів</a>
Спосіб контролю властивостей виробів з залізовуглецевих сплавів неруйнівним магнітним методом
Номер патенту: 30541
Опубліковано: 25.02.2008
Автори: Сідашенко Олександр Іванович, Марченко Михайло Валентинович, Скобло Тамара Семенівна, Безлюдько Геннадій Якович, Власовець Віталій Михайлович, Поздняков Микола Григорович, Сиром'ятников Петро Степанович
МПК: G01N 27/82
Мітки: залізовуглецевих, виробів, магнітним, спосіб, контролю, методом, неруйнівним, властивостей, сплавів
Формула / Реферат:
1. Спосіб контролю властивостей виробів з залізовуглецевих сплавів неруйнівним магнітним методом, що включає намагнічення контрольованого виробу і фіксацію його магнітних параметрів, який відрізняється тим, що межі показників твердості, міцності і коерцитивної сили визначають заздалегідь, виявивши кореляційну залежність між цими показниками, і порівнюють одержані дані з допустимими нормами.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб оцінки якості сталевих виробів
Номер патенту: 88799
Опубліковано: 25.11.2009
Автори: Іванько Павло Вадимович, Жучков Сергій Михайлович, Луценко Ольга Владиславівна, Сівак Ганна Іванівна, Луценко Владислав Анатолійович
МПК: G01N 33/20, B21C 51/00
Мітки: якості, виробів, оцінки, сталевих, спосіб
Формула / Реферат:
Спосіб оцінки якості сталевих виробів, переважно вуглецевої катанки, який включає відбір проб від готової катанки і визначення показників якості структури металу, який відрізняється тим, що якість структури металу визначають по дисперсності перліту, що характеризується міжпластинковою відстанню, на підставі результатів вимірювання глибини зневуглецьованого шару, виходячи із залежності:
Пристрій для оцінки якості посадки плечових виробів
Номер патенту: 24866
Опубліковано: 06.10.1998
Автори: Кардаш Олег Васильович, Руденко Наталя Григорівна, Ящук Вадим Романович, Кардаш Ольга Олегівна, Задерій Наталя Петрівна, Водзінська Оксана Іванівна
МПК: A41H 5/00, A41H 43/00
Мітки: пристрій, якості, посадки, плечових, виробів, оцінки
Формула / Реферат:
1. Пристрій для оцінки якості посадки плечових виробів, який містить основу, опору для розміщення плечового виробу, рамку, що з'єднана з опорою і має проградуйовану вимірювальну шкалу, який відрізняється тим, що рамка змонтована на основі з можливістю повороту в вертикальній площині і додатково обладнана кронштейном шаблона, кронштейном накладки та вимірювальною планкою, жорстко закріпленими на ній та розміщеними один над одним, відповідно,...
Спосіб оцінки якості матеріалу для індивідуальних зубоясенних запобіжників
Номер патенту: 8772
Опубліковано: 15.08.2005
Автори: Шкляр Сергій Петрович, Томілін В'ячеслав Геннадійович, Голік Віктор Павлович, Янішен Ігор Володимирович
МПК: A61C 8/00, A61B 10/00
Мітки: спосіб, якості, зубоясенних, індивідуальних, оцінки, запобіжників, матеріалу
Формула / Реферат:
Спосіб оцінки якості матеріалу для індивідуальних зубоясенних запобіжників, який включає вимірювання та послідовний якісно-дихотомічний аналіз фізико-механічних показників спеціально виготовлених зразків, який відрізняється тим, що якість оцінюють з урахуванням показника водопоглинання, який вимірюють на різних етапах клінічного застосування індивідуальних зубоясенних запобіжників, а кількісну оцінку виконують за узагальненим показником, який...
Спосіб сортування виробів і пристрій для вимірювання якості виробів у зазначеному способі
Номер патенту: 41619
Опубліковано: 17.01.2005
Автор: Крохін Ян Олександрович
МПК: G01D 21/00, B07C 5/00
Мітки: пристрій, сортування, зазначеному, якості, способи, виробів, спосіб, вимірювання
Формула / Реферат:
1. Спосіб сортування виробів по класах типу «придатний» - «брак», який полягає в тому, що попередньо перевіряють засоби вимірювання параметрів, параметри виробу почергово вимірюють, виміряні значення параметрів і їх норми перетворюють до безрозмірного виду і сортують вироби по класах за результатами порівняння перетворених значень параметрів з перетвореними нормами, який відрізняється тим, що при перевірці засобів вимірювань параметрів...
Попередній патент: Етикетка
Наступний патент: Пристрій для іскроплазмового спікання порошків
Випадковий патент: Спосіб діагностики пневмонії у дітей раннього віку