Спосіб термічної обробки виливків з високохромистого комплексно-легованого чавуну
Номер патенту: 112365
Опубліковано: 25.08.2016
Автори: Чабак Юлія Геннадіївна, Єфременко Богдан Васильович, Єфременко Василь Георгійович, Зурнаджі Вадим Іванович

Формула / Реферат
Спосіб термічної обробки виливків з високохромистого комплексно-легованого чавуну, що включає нагрівання, витримку, охолодження та відпуск, який відрізняється тим, що нагрівання виконують в окислювальній атмосфері при 1000-1200 °C з витримкою впродовж 4-10 год., потім знижують температуру, на 30-60 °C нижче температури максимальної швидкості виділення вторинних карбідів з первинного аустеніту та витримують впродовж 2-4 год.
Текст
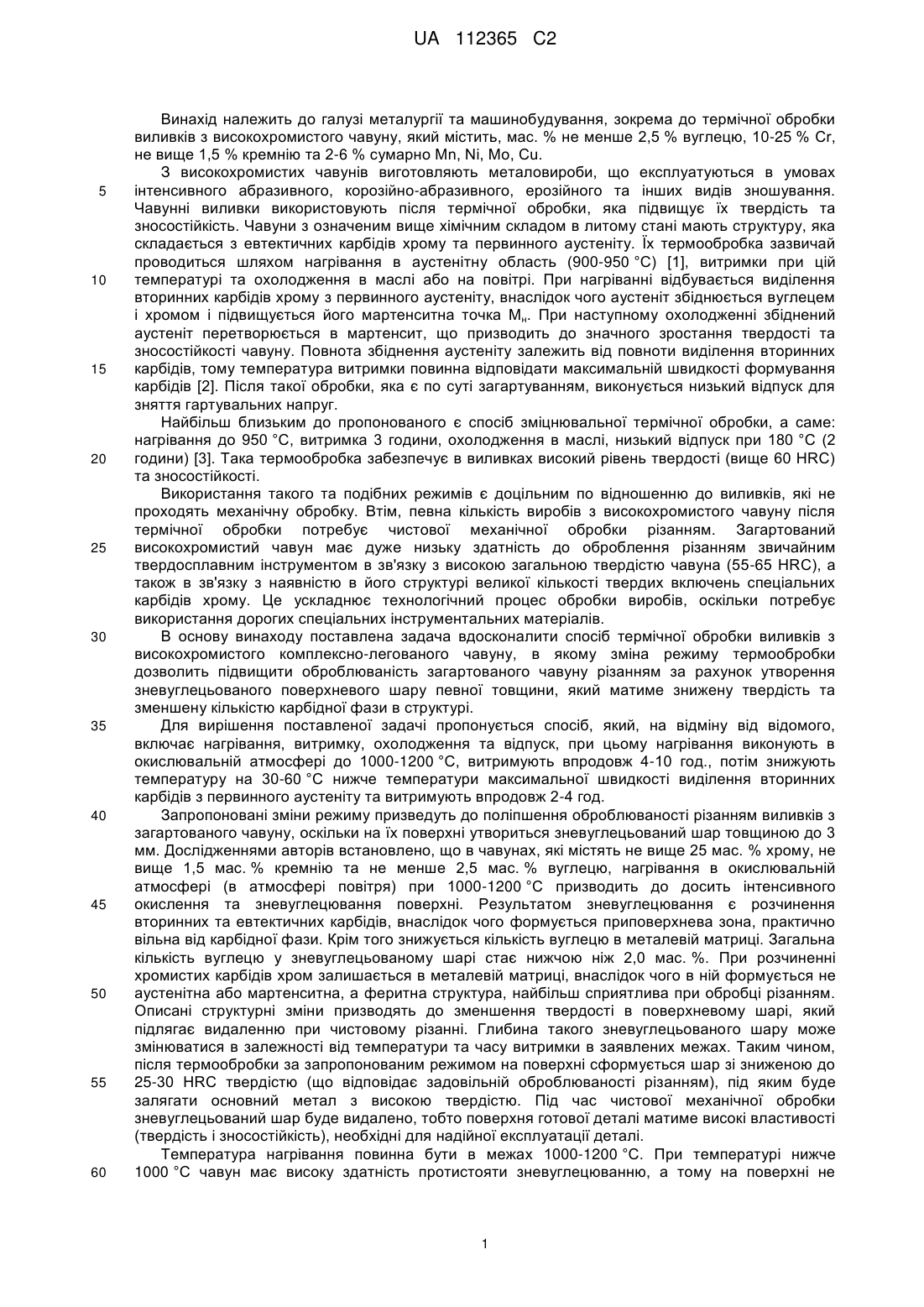
Реферат: Винахід належить до галузі металургії та машинобудування, зокрема до способу термічної обробки виливків з високохромистих чавунів, які містять не менше 2,5 мас. % С, 10-25 мас. % Сr, не вище 1,5 мас. % Si, 2-6 мас. % сумарно Mn, Ni, Mo, Cu. Спосіб включає нагрівання, витримку, охолодження та відпуск, при цьому нагрівання виконують в окислювальній атмосфері до 1000-1200 °C з витримкою впродовж 4-10 год., потім знижують температуру, на 30-60 °C нижче температури максимальної швидкості виділення вторинних карбідів з первинного аустеніту та витримують впродовж 2-4 год. Винахід забезпечує підвищення оброблюваності виливків різанням їх зневуглецьованого поверхневого шару при збереженні твердості вище 60 HRC основного металу. UA 112365 C2 (12) UA 112365 C2 UA 112365 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії та машинобудування, зокрема до термічної обробки виливків з високохромистого чавуну, який містить, мас. % не менше 2,5 % вуглецю, 10-25 % Сr, не вище 1,5 % кремнію та 2-6 % сумарно Mn, Ni, Mo, Cu. З високохромистих чавунів виготовляють металовироби, що експлуатуються в умовах інтенсивного абразивного, корозійно-абразивного, ерозійного та інших видів зношування. Чавунні виливки використовують після термічної обробки, яка підвищує їх твердість та зносостійкість. Чавуни з означеним вище хімічним складом в литому стані мають структуру, яка складається з евтектичних карбідів хрому та первинного аустеніту. Їх термообробка зазвичай проводиться шляхом нагрівання в аустенітну область (900-950 °C) [1], витримки при цій температурі та охолодження в маслі або на повітрі. При нагріванні відбувається виділення вторинних карбідів хрому з первинного аустеніту, внаслідок чого аустеніт збіднюється вуглецем і хромом і підвищується його мартенситна точка Мн. При наступному охолодженні збіднений аустеніт перетворюється в мартенсит, що призводить до значного зростання твердості та зносостійкості чавуну. Повнота збіднення аустеніту залежить від повноти виділення вторинних карбідів, тому температура витримки повинна відповідати максимальній швидкості формування карбідів [2]. Після такої обробки, яка є по суті загартуванням, виконується низький відпуск для зняття гартувальних напруг. Найбільш близьким до пропонованого є спосіб зміцнювальної термічної обробки, а саме: нагрівання до 950 °C, витримка 3 години, охолодження в маслі, низький відпуск при 180 °C (2 години) [3]. Така термообробка забезпечує в виливках високий рівень твердості (вище 60 HRC) та зносостійкості. Використання такого та подібних режимів є доцільним по відношенню до виливків, які не проходять механічну обробку. Втім, певна кількість виробів з високохромистого чавуну після термічної обробки потребує чистової механічної обробки різанням. Загартований високохромистий чавун має дуже низьку здатність до оброблення різанням звичайним твердосплавним інструментом в зв'язку з високою загальною твердістю чавуна (55-65 HRC), а також в зв'язку з наявністю в його структурі великої кількості твердих включень спеціальних карбідів хрому. Це ускладнює технологічний процес обробки виробів, оскільки потребує використання дорогих спеціальних інструментальних матеріалів. В основу винаходу поставлена задача вдосконалити спосіб термічної обробки виливків з високохромистого комплексно-легованого чавуну, в якому зміна режиму термообробки дозволить підвищити оброблюваність загартованого чавуну різанням за рахунок утворення зневуглецьованого поверхневого шару певної товщини, який матиме знижену твердість та зменшену кількістю карбідної фази в структурі. Для вирішення поставленої задачі пропонується спосіб, який, на відміну від відомого, включає нагрівання, витримку, охолодження та відпуск, при цьому нагрівання виконують в окислювальній атмосфері до 1000-1200 °C, витримують впродовж 4-10 год., потім знижують температуру на 30-60 °C нижче температури максимальної швидкості виділення вторинних карбідів з первинного аустеніту та витримують впродовж 2-4 год. Запропоновані зміни режиму призведуть до поліпшення оброблюваності різанням виливків з загартованого чавуну, оскільки на їх поверхні утвориться зневуглецьований шар товщиною до 3 мм. Дослідженнями авторів встановлено, що в чавунах, які містять не вище 25 мас. % хрому, не вище 1,5 мас. % кремнію та не менше 2,5 мас. % вуглецю, нагрівання в окислювальній атмосфері (в атмосфері повітря) при 1000-1200 °C призводить до досить інтенсивного окислення та зневуглецювання поверхні. Результатом зневуглецювання є розчинення вторинних та евтектичних карбідів, внаслідок чого формується приповерхнева зона, практично вільна від карбідної фази. Крім того знижується кількість вуглецю в металевій матриці. Загальна кількість вуглецю у зневуглецьованому шарі стає нижчою ніж 2,0 мас. %. При розчиненні хромистих карбідів хром залишається в металевій матриці, внаслідок чого в ній формується не аустенітна або мартенситна, а феритна структура, найбільш сприятлива при обробці різанням. Описані структурні зміни призводять до зменшення твердості в поверхневому шарі, який підлягає видаленню при чистовому різанні. Глибина такого зневуглецьованого шару може змінюватися в залежності від температури та часу витримки в заявлених межах. Таким чином, після термообробки за запропонованим режимом на поверхні сформується шар зі зниженою до 25-30 HRC твердістю (що відповідає задовільній оброблюваності різанням), під яким буде залягати основний метал з високою твердістю. Під час чистової механічної обробки зневуглецьований шар буде видалено, тобто поверхня готової деталі матиме високі властивості (твердість і зносостійкість), необхідні для надійної експлуатації деталі. Температура нагрівання повинна бути в межах 1000-1200 °C. При температурі нижче 1000 °C чавун має високу здатність протистояти зневуглецюванню, а тому на поверхні не 1 UA 112365 C2 5 10 15 20 25 30 35 40 утвориться шар пониженої твердості. При температурах вище 1200 °C можливим є оплавлення поверхні виливків, що є неприпустимим. Час витримки при зневуглецюванні повинен становити 4-10 год. Витримка менша за 4 год. не забезпечить необхідного ступеню зневуглецювання, тому твердість поверхні буде підвищена, а оброблюваність різанням - понижена. Витримка більша за 10 год. не є доцільною, оскільки глибина зневуглецьованого шару буде більшою, аніж це потребується при чистовій обробці різанням, тобто в готовому виробі після чистового різання твердість поверхні не досягне максимального значення. Під зневуглецьованим шаром знаходиться основний метал з високою твердістю та зносостійкістю. Такі властивості основного металу досягаються тим, що після витримки при 1000-1200 °C (яка необхідна для зневуглецювання), згідно з винаходом виконується витримка при температурі, яка на 30-60 °C нижче кінетичного максимуму виділення вторинних карбідів з первинного аустеніту. При цьому найбільш повно виділяються карбіди з аустеніту і досягаються умови для максимального підвищення твердості та зносостійкості чавуну. Необхідність витримки при температурі, що є нижчою на 30-60 °C від кінетичного максимуму виділення вторинних карбідів, пояснюється тим, що в процесі витримки при 1000-1200 °C аустеніт значно стабілізується, а тому змінюються термокінетичні параметри виділення з нього карбідів у порівнянні з первинним аустенітом, який не піддавався такій стабілізації. Якщо проводити наступну витримку при температурі, меншій, аніж заявлена межа, то вторинні карбіди виділяються не повною мірою, наслідком чого є понижена твердість чавуну. Час витримки при цій температурі повинен становити 2-4 год. При меншій витримці вторинні карбіди виділяться з аустеніту не повною мірою, при витримці більше 4 год. починається коагуляція та сфероїдизація карбідів. В обох випадках це призводить до зниження твердості чавуну. Приклад реалізації запропонованого способу. Використовували чавун лабораторної виплавки такого хімічного складу, мас. %: 3,15 С, 0,90 Si, 15,70 Сr, 3,95 Мn. Попередньо проведеними дослідженнями було встановлено, що максимальна швидкість виділення вторинних карбідів з литого аустеніту даного чавуну відповідає 950 °C [4], тобто другу стадію нагрівання проводили при 890-920 °C. Зразки чавуну мали розміри 10 × 20 × 20 мм і їх піддавали зневуглецюванню в термічній обробці в муфельній електропечі в атмосфері повітря, після чого температура печі знижувалась до температури другої стадії витримки з відповідною витримкою. Після завершення другої стадії витримки зразки охолоджували в маслі, після чого підвергали відпуску при 200 °C впродовж 2 год. Режими термообробки наведено в табл. 1. Зразки цього ж чавуну піддавали термічній обробці за відомим режимом: нагрівання при 950 °C (витримка 3 год.), загартування в маслі, відпуск при 180 °C (2 год.). На термооброблених зразках вимірювали твердість поверхні (за методом Роквела), а також металографічним методом визначали глибину зневуглецювання поверхні. За повну глибину зневуглецювання приймали відстань від поверхні, на якій середня кількість евтектичних карбідів була на 5 мас. % менше від середньої кількості евтектичних карбідів в середині зразку. Результати вимірювань наведені у таблиці. Таблиця Режими термообробки та результати випробувань зразків чавуну № режиму 1 2 3 4 5 Відомий 45 Перша стадія Друга стадія Твердість, HRC Глибина нагрівання нагрівання зневуглецювання, витримка, витримка, на за межами зони мм т-ра, °C т-ра, °C год. год. поверхні зневуглецювання 1000 4 890 2 30,0 63,5 1,8 1200 10 920 4 25,0 64 2,5 1100 6 905 3 28,5 64,5 2,9 970 3 850 1,5 64,0 63,5 0,2 1250 12 950 6 58,0 57,5 оплавлення 950 3,0 63,5 63,0 0,1 Результати, наведені в таблиці 1, показують, що коли параметри режиму знаходяться в межах, що заявляються (режими №№ 1-3), то на поверхні досягається мінімальна твердість (2530 HRC) при глибині зневуглецювання 1,8-2,9 мм, при тому, що за межами зневуглецьованої зони твердість сягає високих значень (63,5-64,5 HRC). Якщо параметри лежать нижче 2 UA 112365 C2 5 10 15 заявлених меж, то це призводить до різкого зменшення глибини зневуглецювання з відповідним збільшенням твердості поверхні до 59-64 HRC. У випадку підвищення температури першої та другої стадій вище заявлених меж було зафіксоване часткове оплавлення зразків і зниження твердості основного металу. Таким чином, реалізація режимів, що відповідають заявленим межам, дає можливість отримати на поверхні зразків шар з пониженою твердістю, достатньою для задовільної оброблюваності різанням, під яким залягає основний метал з високою твердістю (63,5-64,5 HRC), що відповідає меті даного винаходу. Джерела, прийняті в увагу при складанні заявки: 1. Жуков А.А., Износостойкие отливки из комплексно-легированных белых чугунов / А.А. Жуков, Г.И. Сильман, М.С. Фрольцов. - М.: Машиностроение, 1984. - 104 с. 2. Цыпин И.И. Белые износостойкие чугуны. Структура и свойства / И.И. Цыпин. - М.: Металлургия, 1983. - 176 с. 3. Китайгора Н.И. Износостойкеие лопасти дробеметных аппаратов / Н.И. Китайгора, А.К. Кисляков // Литейное производство. - 1968. - № 11. - С. 39-40. 4. Efremenko V. Effect of Destabilizing Heat Treatment on Solid-State Phase Transformation in High-Chromium Cast Irons / V. Efremenko, K. Shimizu, Yu. Chabak // Metallurgical and Materials Transaction A. - 2013. - Volume 44 A. - P. 5434-5446. ФОРМУЛА ВИНАХОДУ 20 25 Спосіб термічної обробки виливків з високохромистого комплексно-легованого чавуну, що включає нагрівання, витримку, охолодження та відпуск, який відрізняється тим, що нагрівання виконують в окислювальній атмосфері при 1000-1200 °C з витримкою впродовж 4-10 год., потім знижують температуру, на 30-60 °C нижче температури максимальної швидкості виділення вторинних карбідів з первинного аустеніту та витримують впродовж 2-4 год. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюYefremenko Vasyl Heorhiiovych, Yefremenko Bohdan Vasyliovych
Автори російськоюЕфременко Василий Георгиевич, Ефременко Богдан Васильевич
МПК / Мітки
МПК: C21D 5/00, C21D 1/18, C21D 5/04, C21D 1/78
Мітки: комплексно-легованого, виливків, обробки, високохромистого, термічної, чавуну, спосіб
Код посилання
<a href="https://ua.patents.su/5-112365-sposib-termichno-obrobki-vilivkiv-z-visokokhromistogo-kompleksno-legovanogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виливків з високохромистого комплексно-легованого чавуну</a>
Спосіб термічної обробки відливків із високохромистого комплексно-легованого чавуну
Номер патенту: 101325
Опубліковано: 10.09.2015
Автори: Чабак Юлія Геннадіївна, Єфременко Василь Георгійович, Єфременко Богдан Васильович, Зурнаджі Вадим Іванович
МПК: C21D 5/04
Мітки: термічної, високохромистого, відливків, спосіб, комплексно-легованого, чавуну, обробки
Формула / Реферат:
Спосіб термічної обробки відливків з високохромистого комплексно-легованого чавуну, що включає нагрів, витримку, охолодження та відпуск, який відрізняється тим, що нагрів виконують в окислювальній атмосфері при 1000-1200 °C з витримкою впродовж 4-10 год., потім знижують температуру на 30-60 °C нижче температури максимальної швидкості виділення вторинних карбідів з первородного аустеніту та витримують впродовж 2-4 год.
Спосіб термічної обробки відливок із високохромистого комплексно-легованого чавуну
Номер патенту: 85134
Опубліковано: 11.11.2013
Автори: Козаревська Тетяна Василівна, Єфременко Василь Георгійович, Чабак Юлія Геннадіївна, Єфременко Богдан Васильович
МПК: C21D 5/00
Мітки: відливок, термічної, комплексно-легованого, обробки, спосіб, чавуну, високохромистого
Формула / Реферат:
1. Спосіб термічної обробки відливок з високохромистого комплексно-легованого чавуну, що включає нагрів, витримку та охолодження, який відрізняється тим, що нагрів виконують до температури ±25 °C з витримкою впродовж 2-3 год., потім проводять охолодження на спокійному повітрі до температури не вище 100 °C, і додатково проводять відпуск у кілька етапів: на першому...
Спосіб термічної обробки відливків з високохромистого комплексно-легованого чавуну
Номер патенту: 108129
Опубліковано: 25.03.2015
Автори: Козаревська Тетяна Василівна, Чабак Юлія Геннадіївна, Єфременко Василь Георгійович, Єфременко Богдан Васильович
МПК: C22C 38/56, C21D 9/38, C22C 37/06, C21D 5/00
Мітки: високохромистого, обробки, комплексно-легованого, термічної, відливків, спосіб, чавуну
Формула / Реферат:
1. Спосіб термічної обробки відливків з високохромистого комплексно-легованого чавуну, що включає нагрів, витримку та охолодження, який відрізняється тим, що нагрів виконують до температури °C з витримкою впродовж 2-3 год., потім проводять охолодження на спокійному повітрі до температури не вище 100 °C, і додатково проводять відпуск у кілька етапів: на першому -...
Спосіб термічної обробки відливок із зносостійкого високохромистого чавуну
Номер патенту: 85133
Опубліковано: 11.11.2013
Автори: Чабак Юлія Геннадіївна, Єфременко Василь Георгійович
МПК: C21D 5/00
Мітки: чавуну, термічної, обробки, спосіб, зносостійкого, відливок, високохромистого
Формула / Реферат:
Спосіб термічної обробки відливок з високохромистого чавуну, що включає нагрів, витримку, охолодження та низький відпуск, який відрізняється тим, що нагрів проводять при температурі з витримкою впродовж 15-60 хв, де - верхня межа температурного інтервалу критичної точки чавуну.
Спосіб термічної обробки двошарових виливків високолегованого чавуну
Номер патенту: 90822
Опубліковано: 25.05.2010
Автори: Філіпов Валентин Семенович, Чебаненко Юрій Броніславович, Погорєлов Юрій Володимирович, Бровко Андрій Олександрович, Коваль Микола Петрович
МПК: C21D 1/78, C21D 9/38, C21D 5/00
Мітки: термічної, високолегованого, двошарових, чавуну, обробки, виливків, спосіб
Формула / Реферат:
Спосіб термічної обробки двошарових виливків з високолегованого чавуну, що включає диференційоване охолоджування виливків з температури кристалізації і подальший відпуск, який відрізняється тим, що диференційоване охолоджування з температури кристалізації здійснюють до 70 °С і реалізують в ливарній формі зі швидкістю 40-60 °С/год. в інтервалі температур 1100-500 °С і 5-20 °С/год. у температурному інтервалі 500-70 °С, після чого...
Попередній патент: Установка безперервної дії для завантаження сипких матеріалів у клапанні мішки
Наступний патент: Спосіб отримання полімерного покриття на сталевому трубопроводі в базових і трасових умовах
Випадковий патент: Спосіб встановлення дентального імплантата