Спосіб виготовлення поковок
Номер патенту: 112943
Опубліковано: 10.01.2017
Автори: Мкртчян Єгор Арутюнович, Аніщенко Олександр Сергійович, Балалаєва Олена Юріївна, Тузенко Ольга Олександрівна, Кухар Володимир Валентинович

Формула / Реферат
Спосіб виготовлення поковок, що містить попереднє визначення коефіцієнта бочкоутворення при випробуваннях осаджуванням зразків в залежності від їх ступеня деформації та співвідношення діаметра та висоти, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочко утворення, а також осаджування заготовки, який відрізняється тим, що при визначенні коефіцієнта бочкоутворення використовують зразки, виготовлені з матеріалу поковки, осаджування зразків проводять при різних термомеханічних умовах деформування, а коефіцієнт бочкоутворення при розрахунку розмірів заготовки визначають за формулою:
![]() , (1)
, (1)
де ![]() - коефіцієнт бочкоутворення;
- коефіцієнт бочкоутворення;
![]() - діаметр торця, що розраховується за умовах рівномірної деформації заготовки при її осаджуванні до питомої висоти поковки
- діаметр торця, що розраховується за умовах рівномірної деформації заготовки при її осаджуванні до питомої висоти поковки ![]() .
.
![]() - коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах деформування;
- коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах деформування;
![]() ,
, ![]() - вихідні діаметр та висота заготовки.
- вихідні діаметр та висота заготовки.
Текст
Реферат: Спосіб виготовлення поковок містить попереднє визначення коефіцієнта бочкоутворення при випробуваннях осаджуванням зразків в залежності від їх ступеня деформації та співвідношення діаметра та висоти, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочкоутворення. а також осаджування заготовки. При визначенні коефіцієнта бочкоутворення використовують зразки, виготовлені з матеріалу поковки, осаджування зразків проводять при різних термомеханічних умовах деформування, а коефіцієнт бочкоутворення при розрахунку розмірів заготовки визначають за формулою: а Д Д Д 1 Д б a0 ід 0 ехр а2 ід 0 , (1) Н Н к Н0 к Н0 де б - коефіцієнт бочкоутворення; Дід - діаметр торця, що розраховується за умовах рівномірної деформації заготовки при її осаджуванні до питомої висоти поковки Нк ; a0 , a1, a2 - коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах деформування; Д0 , Н0 - вихідні діаметр та висота заготовки. UA 112943 U (12) UA 112943 U UA 112943 U 5 10 15 20 25 30 35 Корисна модель належить до обробки металів тиском, зокрема до процесів кування поковок осаджуванням. Відомий спосіб виготовлення стальної поковки, що містить, визначення коефіцієнта бочкоутворення за емпіричною формулою в залежності від вихідних розмірів заготовки, висоти поковки та діаметра поковки, що мав би бути при умовах рівномірної деформації, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочкоутворення, а також осаджування заготовки в торець між плоскопаралельними плитами (Ребельский А.В. Основы проектирования процессов горячей объёмной штамповки / А.В. Ребельский. - М.: Машиностроение, 1965. - 248 с.). Недоліком способу є його обмеженість (придатність для використання тільки для осаджування стальних заготовок). Як прототип, якнайбільш близький за суттю та результатом, що досягається, є спосіб виготовлення поковок, що містить попереднє визначення коефіцієнта бочкоутворення при випробуваннях осаджуванням свинцевих зразків в залежності від їх ступеня деформації та співвідношення діаметра та висоти, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочкоутворення, а також осаджування заготовки (Охрименко Я.М. Теория процессов ковки / Я.М. Охрименко, В.А. Тюрин. - М.: Высш. шк., 1977. - 295 с.). Недоліком способу є недостатня точність визначення розмірів поковки, тому що коефіцієнт бочкоутворення, який використовують у способі, не враховує термомеханічні умови деформування та реологічні властивості матеріалу заготовки. Неточні розміри заготовки приводять або до збільшення витрат металу, або до браку поковок, якщо таку поковку після осаджування ще штампують в рівчаках (бочкоподібна поковка-напівфабрикат після осаджування з-за неточних розмірів не забезпечить або оформлення складного контуру кінцевої поковки при штампуванні, або питомий розмір поковки по висоті). В основу корисної моделі поставлена задача вдосконалити спосіб виготовлення поковок, а саме: зменшити витрати на метал, а також брак поковок, що досягається шляхом збільшення точності розрахунків вихідної заготовки для реалізації способу за рахунок використання більш точної та універсальної формули для визначення коефіцієнта бочкоутворення. Поставлена задача вирішується тим, що спосіб виготовлення поковок містить попереднє визначення коефіцієнта бочкоутворення при випробуваннях осаджуванням зразків в залежності від їх ступеня деформації та співвідношення діаметра та висоти, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочкоутворення, а також осаджування заготовки, в якому, згідно корисної моделі, при визначенні коефіцієнта бочкоутворення використовують зразки, виготовлені з матеріалу поковки, осаджування зразків проводять при різних термомеханічних умовах деформування, а коефіцієнт бочкоутворення при розрахунку розмірів заготовки визначають за формулою: Д Д б a0 ід 0 Н Н0 к 40 а1 Д Д ехр а2 ід 0 , (1) Н к Н0 де б - коефіцієнт бочкоутворення; Нк - питома висота поковки; Дід - діаметр торця, що розраховується за умовах рівномірної деформації заготовки при її осаджуванні до питомої висоти поковки Нк ; a0, a1, a2 - коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах 50 деформування; Д0 , Н0 - вихідні діаметр та висота заготовки. Коефіцієнти a0, a1, a2 , а також експоненціальний вид формули для визначення б дозволяють враховувати умови деформування (температуру, контактні умови тертя, форму бойків, ступінь та швидкість деформації і т. д.) та властивості матеріалу заготовки. Математичний сенс коефіцієнтів: a0 - характеризує максимальне значення б , a1 характеризує степеневу асимптотику формули, a 2 - впливає на крутизну кривої, що описується 55 формулою для визначення б . Спосіб здійснюють наступним чином. Спочатку проводять низку випробувань зразків з матеріалів, що мають різні механічні властивості (зокрема із матеріалу поковки). При цьому зразки мають різні співвідношення діаметра і висоти, осаджуються на різні ступені деформації з різними швидкостями деформування (отже і з різними швидкостями деформації), при різних 45 1 UA 112943 U температурах, між бійками різної форми, з різними контактними умовами між зразками та бойками, тобто з тими реологічними властивостями матеріалів та термомеханічними умовами деформування, які впливають на бочкоутворення при осаджуванні зразків. За результатами випробувань визначають коефіцієнт бочкоутворення: 5 Д Д б a0 ід 0 Н Н0 к 10 15 а1 Д Д ехр а2 ід 0 ; Н к Н0 де б - коефіцієнт бочкоутворення; Нк - питома висота поковки; Дід - діаметр торця, що розраховується за умовах рівномірної деформації заготовки при її осаджуванні до питомої висоти поковки Нк ; a0, a1, a2 - коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах деформування; Д0 , Н0 - вихідні діаметр та висота заготовки. Далі на основі креслення деталі, наприклад, колеса, визначають розміри поковки, тобто диска висотою Нк , діаметрами торців Д т та бочки Дб , а також її об'єм. Розміри поковки зв'язані між собою та коефіцієнтом б співвідношеннями: Д т Дід 1 0,01 б ; 3 0,01 б . Дб Д т 1 1 1 0,01 1 2 б 20 25 З урахуванням цих співвідношень та формули (1) визначають вихідні діаметр Д0 та висоту Н0 заготовки. При наступному осаджуванні заготовки з такими розмірами поковка гарантовано буде мати розміри Нк , Д т та Дб . Приклад конкретного виконання способу Для деталі "колесо" з алюмінієвого сплаву АМг6 необхідна поковка розмірами Нк 60 мм , Дт 220 мм та Дб 244 мм . Розрахунки розмірів заготовки та її об'єму за способом, що пропонується, та способом-прототипом показали, що спосіб, що пропонується, дозволяє зменшити об'єм заготовки на 8-10 % завдяки більш точним розрахункам з використанням коефіцієнта б . 30 35 40 45 Для деталі "бандаж" з латуні Л60 необхідна поковка висотою Нк 70 мм та діаметрами Дт Дб 80 мм . Розрахунки розмірів заготовки та її об'єму за способом-прототипом та її наступне осаджування показали, що в двох випадках з дванадцяти діаметр торця Д т був менше ніж 80 мм, тобто поковка виявилася браком. Визначення розмірів заготовки та її об'єму за способом, що пропонується, та наступне осаджування поковки забезпечили у всіх випадках поковку з діаметром торця Дт 80 мм і діаметром бочки Дб 108 112 мм . Спосіб дозволяє зменшити витрати на метал, а також брак поковок за рахунок використання більш точної та універсальної формули для визначення коефіцієнта бочкоутворення при розрахунках розмірів заготовки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення поковок, що містить попереднє визначення коефіцієнта бочкоутворення при випробуваннях осаджуванням зразків в залежності від їх ступеня деформації та співвідношення діаметра та висоти, розрахунок розмірів заготовки за розмірами поковки і деталі з урахуванням коефіцієнта бочко утворення, а також осаджування заготовки, який відрізняється тим, що при визначенні коефіцієнта бочкоутворення використовують зразки, виготовлені з матеріалу поковки, осаджування зразків проводять при різних термомеханічних умовах деформування, а коефіцієнт бочкоутворення при розрахунку розмірів заготовки визначають за формулою: 2 UA 112943 U а Д Д Д 1 Д б a0 ід 0 ехр а2 ід 0 , (1) Н Н к Н0 к Н0 де б - коефіцієнт бочкоутворення; Дід - діаметр торця, що розраховується за умов рівномірної деформації заготовки при її 5 осаджуванні до питомої висоти поковки Нк ; a0 , a1, a2 - коефіцієнти, що визначають властивості матеріалу заготовки при заданих умовах деформування; Д0 , Н0 - вихідні діаметр та висота заготовки. Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: виготовлення, спосіб, поковок
Код посилання
<a href="https://ua.patents.su/5-112943-sposib-vigotovlennya-pokovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Соколов Лев Миколайович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: пластин, виготовлення, спосіб, типу, поковок
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок з ультрадрібнозернистою структурою переважно для імплантатів
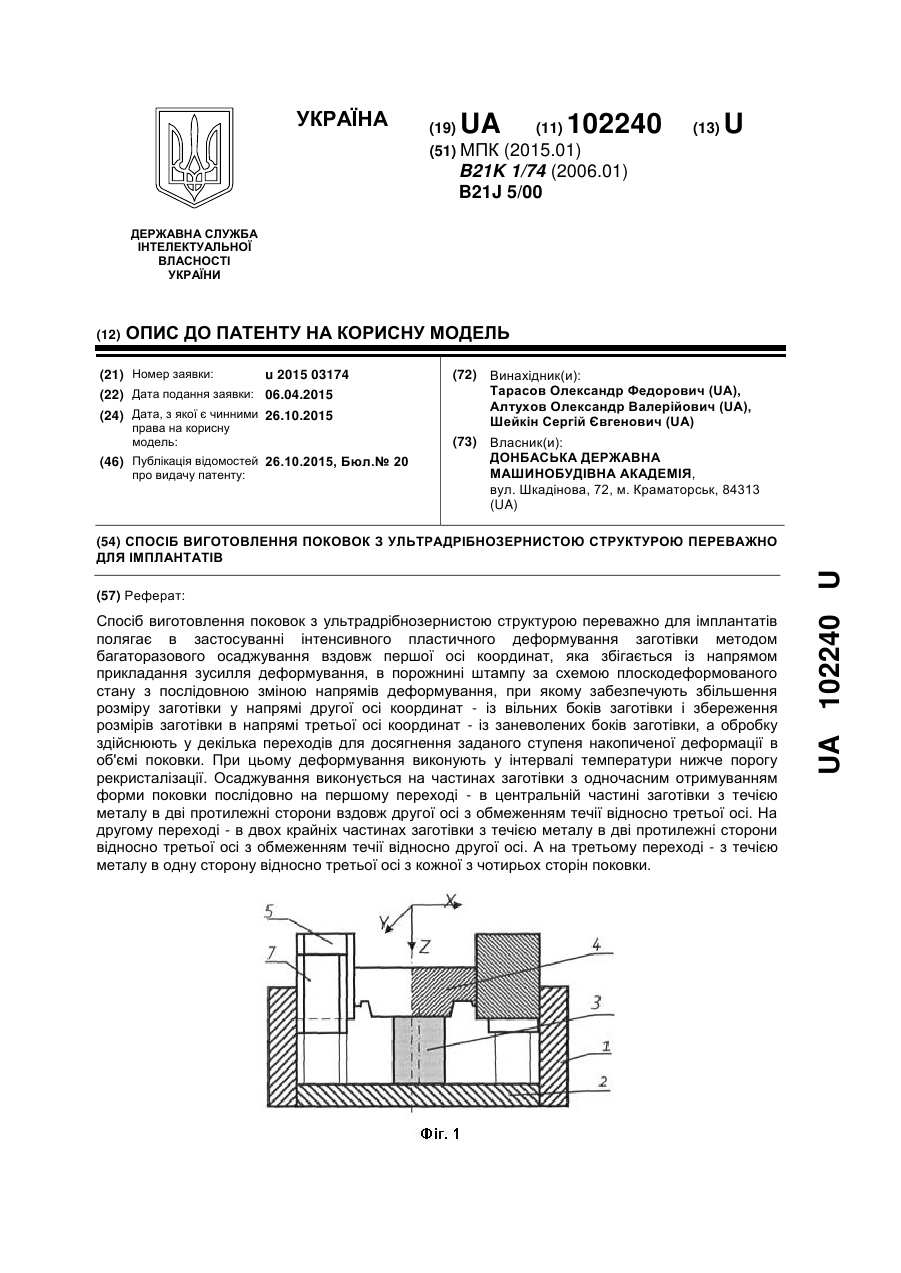
Номер патенту: 102240
Опубліковано: 26.10.2015
Автори: Шейкін Сергій Євгенович, Тарасов Олександр Федорович, Алтухов Олександр Валерійович
Мітки: переважно, ультрадрібнозернистою, структурою, спосіб, поковок, виготовлення, імплантатів
Формула / Реферат:
Спосіб виготовлення поковок з ультрадрібнозернистою структурою переважно для імплантатів, який полягає в застосуванні інтенсивного пластичного деформування заготівки методом багаторазового осаджування вздовж першої осі координат, яка збігається із напрямом прикладання зусилля деформування, в порожнині штампу за схемою плоскодеформованого стану з послідовною зміною напрямів деформування, при якому забезпечують збільшення розміру заготовки у...
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Соколов Лев Миколайович, Близнюк Сергій Анатолійович, Михайленко Борис Омелянович, Алієв Іграмотдін Серажутдінович, Марков Олег Євгенович
МПК: B21J 1/04
Мітки: пластин, спосіб, виготовлення, поковок, типу
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення поковок типу пластин
Номер патенту: 14312
Опубліковано: 15.05.2006
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Цвєткова Євгенія Олександрівна
МПК: B21J 1/04
Мітки: спосіб, типу, пластин, виготовлення, поковок
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом деформування циліндричної заготовки в комбінованих бойках, який відрізняється тим, що деформування циліндричної заготовки відбувається верхнім опуклим бойком з кутом вирізу 135° та нижнім - плоским з проміжним кантуванням напівфабрикату на 180°.
Спосіб виготовлення дискових поковок
Номер патенту: 17117
Опубліковано: 15.09.2006
Автори: Діамантопуло Констянтин Констянтинович, Гофман Леонід Давидович, Каргін Борис Сергійович, Бурцев Генадій Єгорович
МПК: B21J 5/00
Мітки: спосіб, виготовлення, поковок, дискових
Формула / Реферат:
Спосіб виготовлення дискових поковок, що включає використання гарячої заготівки, подачу і фіксування її в секційному штампі та послідовне локальне деформування кільцевих ділянок вихідної заготівки у висотному та радіальному напрямку до остаточного формоутворення поковки, який відрізняється тим, що висотні параметри послідовно деформованих кільцевих ділянок вихідної заготівки визначають із співвідношення:
Попередній патент: Візок машини для виготовлення котунів та агломерату
Наступний патент: Візок конвеєрної машини
Випадковий патент: Коронковий зубний протез