Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Близнюк Сергій Анатолійович, Алієв Іграмотдін Серажутдінович, Михайленко Борис Омелянович, Марков Олег Євгенович, Соколов Лев Миколайович
Формула / Реферат
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн ³ D/2 і Rв ³ D/2 - Нп відповідно, після кантування на 180° заготовку вигинають у зворотному напрямку до одержання V-подібного профілю і продовжують протягати в комбінованих бойках до товщини полиці, що дорівнює висоті плити Hп, після чого роблять виправлення на плоских бойках.
Текст
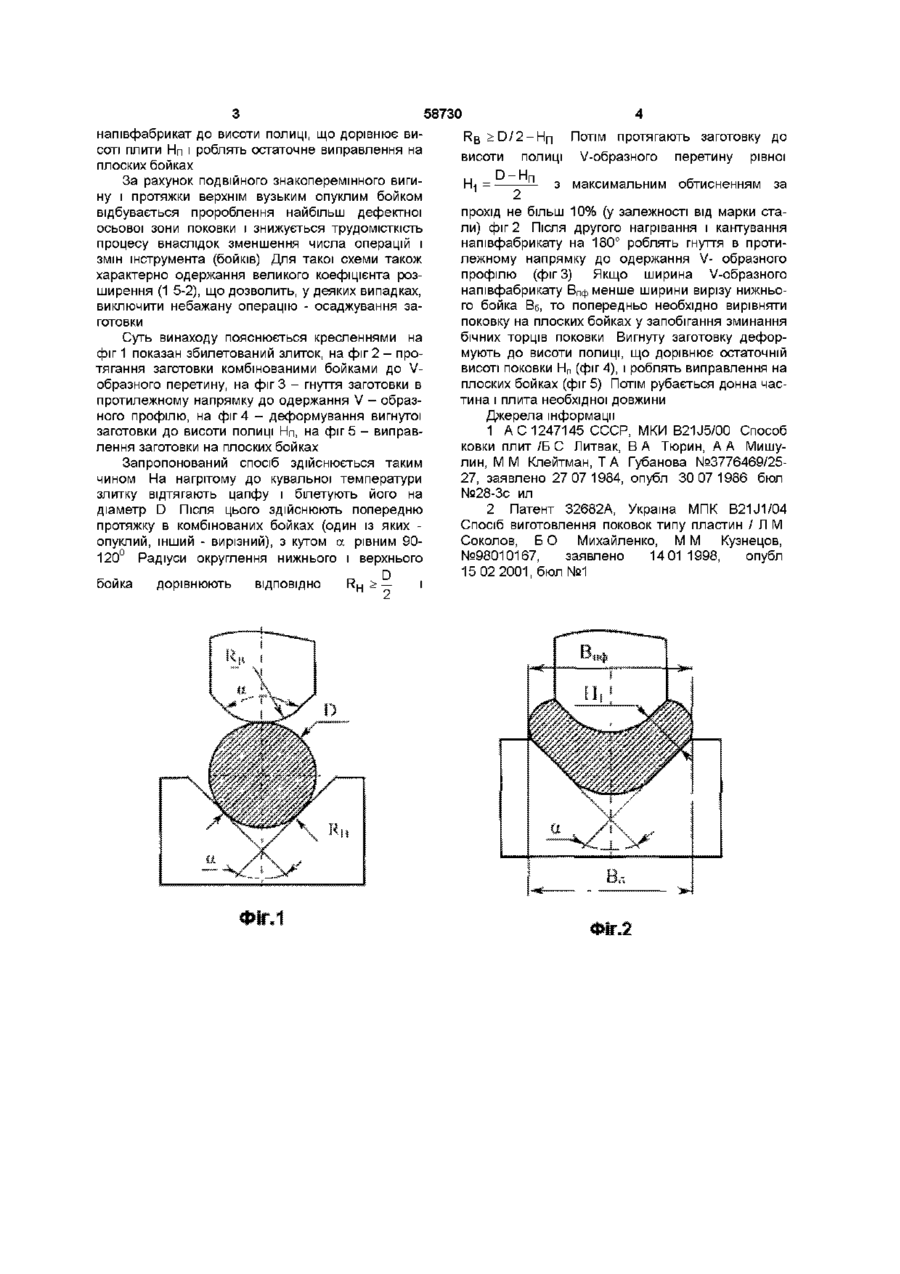
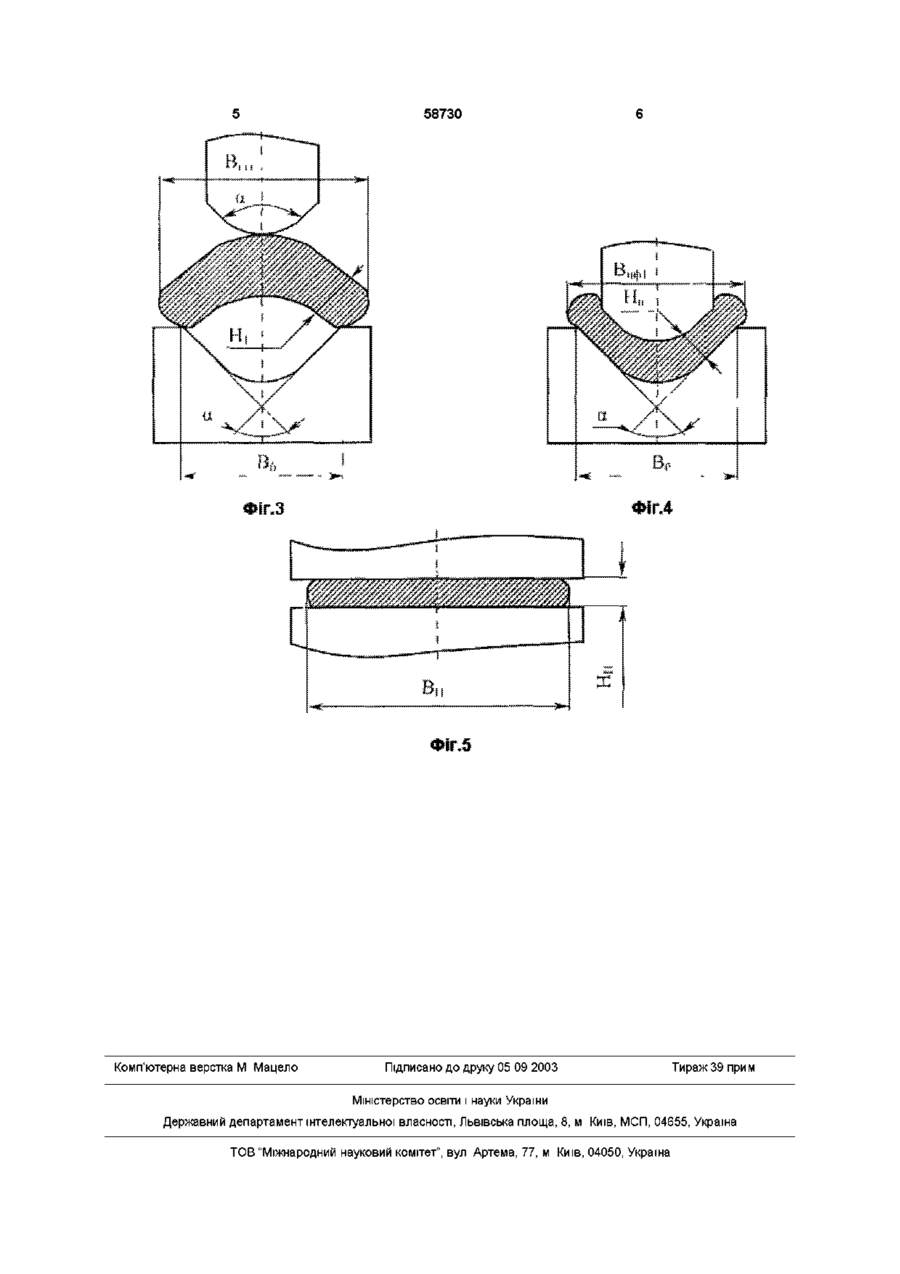
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці Ні = (D - Нп)/2, де D - діаметр білета, Н п - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Винахід відноситися до галузі обробки металів тиском, а саме до способу виготовлення поковок типу пластин зі зливків на кувальних пресах Відомий спосіб кування плит [1], у якому прямокутну заготовку, отриману на плоских бойках з відношенням ширини до висоти в межах 2-3, протягають у комбінованих бойках (верхній - опуклий, нижній - вирізний), причому ширина верхнього бойка в 2-2 5 рази менше ширини поковки, а нижній з вирізом 0 7-0 9 ширини поковки Кут вирізу бойків складає 90-120° Після протяжки заготовку кантують на 180° і продовжують деформувати в тих же бойках У результаті поковка має високу якість проковування металу осьової зони, за рахунок багаторазового, знакоперемінного вигину заготовки остаточну протяжку на плоских бойках Для цього процесу характерне утворення застійних зон у МІСЦІ контакту заготовки з нижнім вирізним бойком Це приводить до недостатнього пророблення структури в цьому МІСЦІ В основу винаходу поставлена задача поліпшення якості осьової зони поковки і зменшення трудомісткості виготовлення прямокутних поковок Поставлена задача досягається тим, що циліндрична заготовка обжимається в комбінованих бойках (один із яких - опуклий, інший Однак відомий спосіб трудомісткий через велике число операцій, необхідних для одержання прямокутної форми поковки (білетування, осаджування, протяжки, багаторазове гнуття (згинання) і виправлення на плоских бойках) Для технології характерні часті нагріви заготовки і зміна інструмента Відомий також, обраний як прототип, спосіб виготовлення поковок типу пластин [2], шляхом протяжки круглого білета в комбінованих бойках, один із яких вирізний, інший опуклий, з кутом робочих поверхонь 90-120° Товщина полиці отриманої заготовки складає 11-12 товщини готової поковки Після ЦЬОГО роблять виправлення й RH > D/2 і RB > D/2 - Н п ВІДПОВІДНО, після кантування на 180° заготовку вигинають у зворотному напрямку до одержання V-подібного профілю і продовжують протягати в комбінованих бойках до товщини полиці, що дорівнює висоті плити Нп, після чого роблять виправлення на плоских бойках D H - вирізний) до висоти Н1 = " n — , де D - діаметр заготовки (білета), Нп - висота поковки (пластини) При цьому кут вирізу нижнього бойка дорівнює куту верхнього і складає 90-120°, радіуси округлення цих кутів дорівнюють RB > D/2 — НП ВІДПОВІДНО RH > — і ПІСЛЯ ЦЬОГО робиться поворот навколо своєї осі (кантування) на 180° і деформування виробляється в зворотному напрямку Якщо ширина отриманої V-образноі заготовки менш ширини вирізу нижнього бойка, то необхідно зробити попереднє виправлення на плоских бойках, а тільки потім подальше вигинання її в зворотному напрямку до одержання V-образного профілю в комбінованих бойках Після цього протягають О со 00 ю 58730 напівфабрикат до висоти полиці, що дорівнює висоті плити Нп і роблять остаточне виправлення на плоских бойках За рахунок подвійного знакоперемінного вигину і протяжки верхнім вузьким опуклим бойком відбувається пророблення найбільш дефектної осьової зони поковки і знижується трудомісткість процесу внаслідок зменшення числа операцій і змін інструмента (бойків) Для такої схеми також характерно одержання великого коефіцієнта розширення (1 5-2), що дозволить, у деяких випадках, виключити небажану операцію - осаджування заготовки Суть винаходу пояснюється кресленнями на фіг 1 показан збилетований злиток, на фіг 2 - протягання заготовки комбінованими бойками до Vобразного перетину, на фіг 3 - гнуття заготовки в протилежному напрямку до одержання V - образного профілю, на фіг 4 - деформування вигнутої заготовки до висоти полиці Нп, на фіг 5 - виправлення заготовки на плоских бойках Запропонований спосіб здійснюється таким чином На нагрітому до кувальної температури злитку відтягають цапфу і білетують його на діаметр D Після ЦЬОГО ЗДІЙСНЮЮТЬ попередню протяжку в комбінованих бойках (один із яких опуклий, інший - вирізний), з кутом а рівним 90120° Радіуси округлення нижнього і верхнього бойка дорівнюють ВІДПОВІДНО RH > — і RB > D / 2 - H n ВИСОТИ Н D-H ПОЛИЦІ n Потім протягають заготовку до V-образного перетину рівної з максимальним обтисненням за прохід не більш 10% (у залежності від марки стали) фіг 2 Після другого нагрівання і кантування напівфабрикату на 180° роблять гнуття в протилежному напрямку до одержання V- образного профілю (фіг 3) Якщо ширина V-образного напівфабрикату ВПф менше ширини вирізу нижнього бойка Вб, то попередньо необхідно вирівняти поковку на плоских бойках у запобігання зминання бічних торців поковки Вигнуту заготовку деформують до висоти полиці, що дорівнює остаточній висоті поковки Нп (фіг 4), і роблять виправлення на плоских бойках (фіг 5) Потім рубається донна частина і плита необхідної довжини Джерела інформації 1 А С 1247145 СССР, МКИ B21J5/00 Способ ковки плит /Б С Литвак, В А Тюрин, А А Мишулин, М М Кпейтман, ТА Губанова №3776469/2527, заявлено 27 07 1984, опубл 30 07 1986 бюл №28-Зс ил 2 Патент 32682А, Україна МПК B21J1/04 Спосіб виготовлення поковок типу пластин / Л М Соколов, Б О Михайленко, М М Кузнецов, №98010167, заявлено 14 01 1998, опубл 15 02 2001, бюл №1 58730 Комп'ютерна верстка М Мацело Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of plate-type forgings
Автори англійськоюSokolov Lev Mykolaiovych, Aliiev Ihramotdin Serazhutdinovych, Markov Oleh Yevhenovych
Назва патенту російськоюСпособ изготовления поковок типа пластин
Автори російськоюСоколов Лев Николаевич, Алиев Играмотдин Серажутдинович, Марков Олег Евгеньевич
МПК / Мітки
МПК: B21J 1/04
Мітки: типу, поковок, виготовлення, пластин, спосіб
Код посилання
<a href="https://ua.patents.su/3-58730-sposib-vigotovlennya-pokovok-tipu-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок типу пластин</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Соколов Лев Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: поковок, спосіб, виготовлення, типу, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Станков Юрій Миколаєвич, Лиманський Олександр Вадимович, Олешко Віктор Михайлович, Шабанов Володимир Борисович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: типу, спосіб, виковків, пластин, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Андрющенко Анатолій Петрович, Бублік Георгій Єгорович
МПК: B21D 37/00, B21D 22/06
Мітки: штампах, здійснення, осьовим, точних, типу, пристрій, підкладних, поковок, отвором, виготовлення, спосіб, фурм
Формула / Реферат:
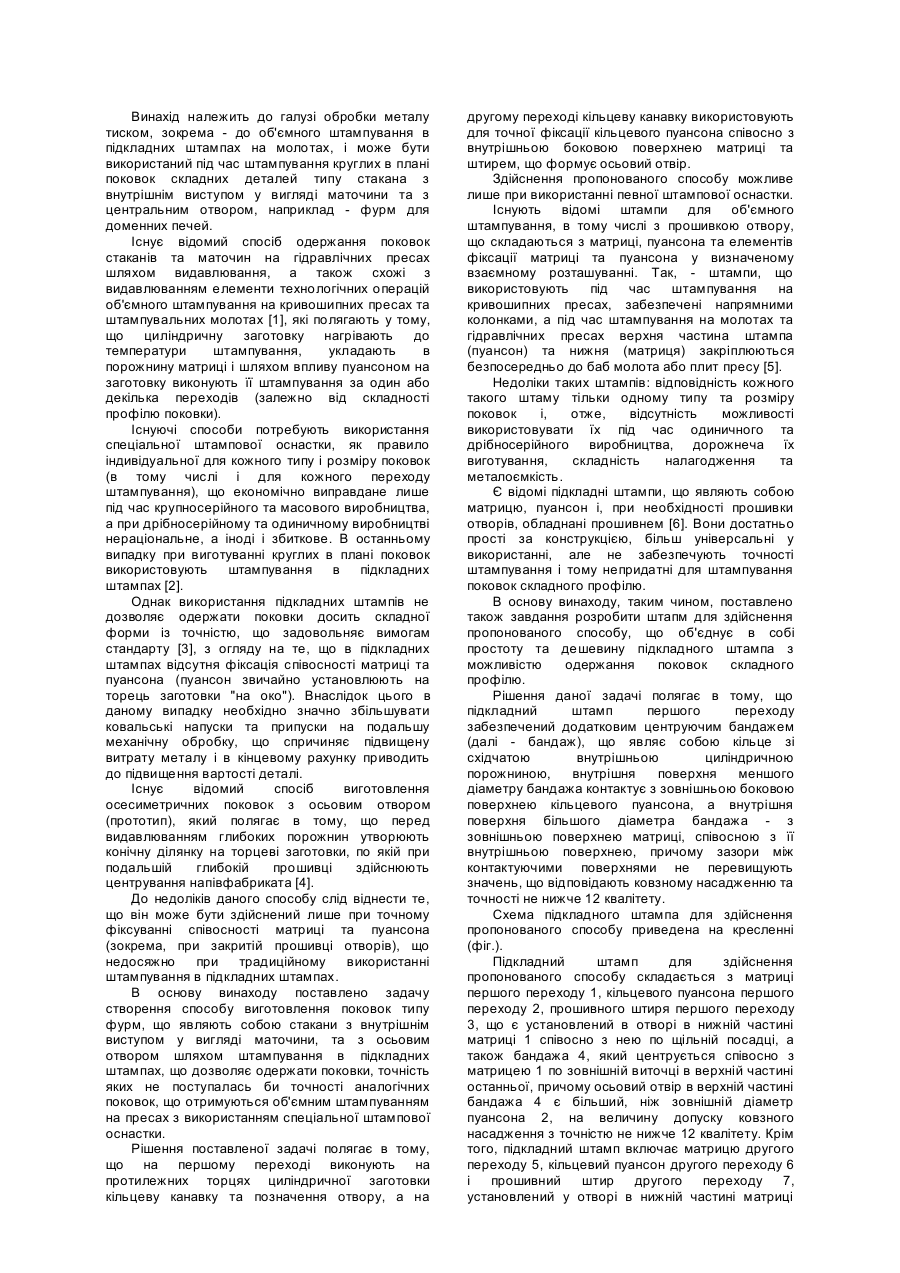
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Смирнов Юрій Константинович, Лазоркін Віктор Андрійович, Чорний Богдан Петрович
МПК: B21J 1/04
Мітки: спосіб, прямокутного, виготовлення, куванням, поковок, радіальним, перерізу
Формула / Реферат:
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її...
Спосіб виготовлення поковок
Номер патенту: 48530
Опубліковано: 15.08.2002
Автори: Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: поковок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок.
Попередній патент: Спосіб пересування механічного об’єкта
Наступний патент: Запірно-пломбувальний пристрій
Випадковий патент: Пристрій для електронно-променевого зварювання