Спосіб виготовлення шлакової чаші
Номер патенту: 113677
Опубліковано: 27.02.2017
Автори: Чигарьов Валерій Васильович, Лоза Аркадій Васильович, Шишкін Володимир Вікторович



Формула / Реферат
Спосіб виготовлення шлакової чаші, що включає заливку рідкого металу в ливарну форму, охолоджування виливка і подальше приварювання сталевих ребер жорсткості до корпусу чаші, який відрізняється тим, що перед заливкою рідкого металу в стінку ливарної форми закладають металеві холодильники, які розміщують напроти ділянок чаші, де будуть приварені ребра жорсткості.
Текст
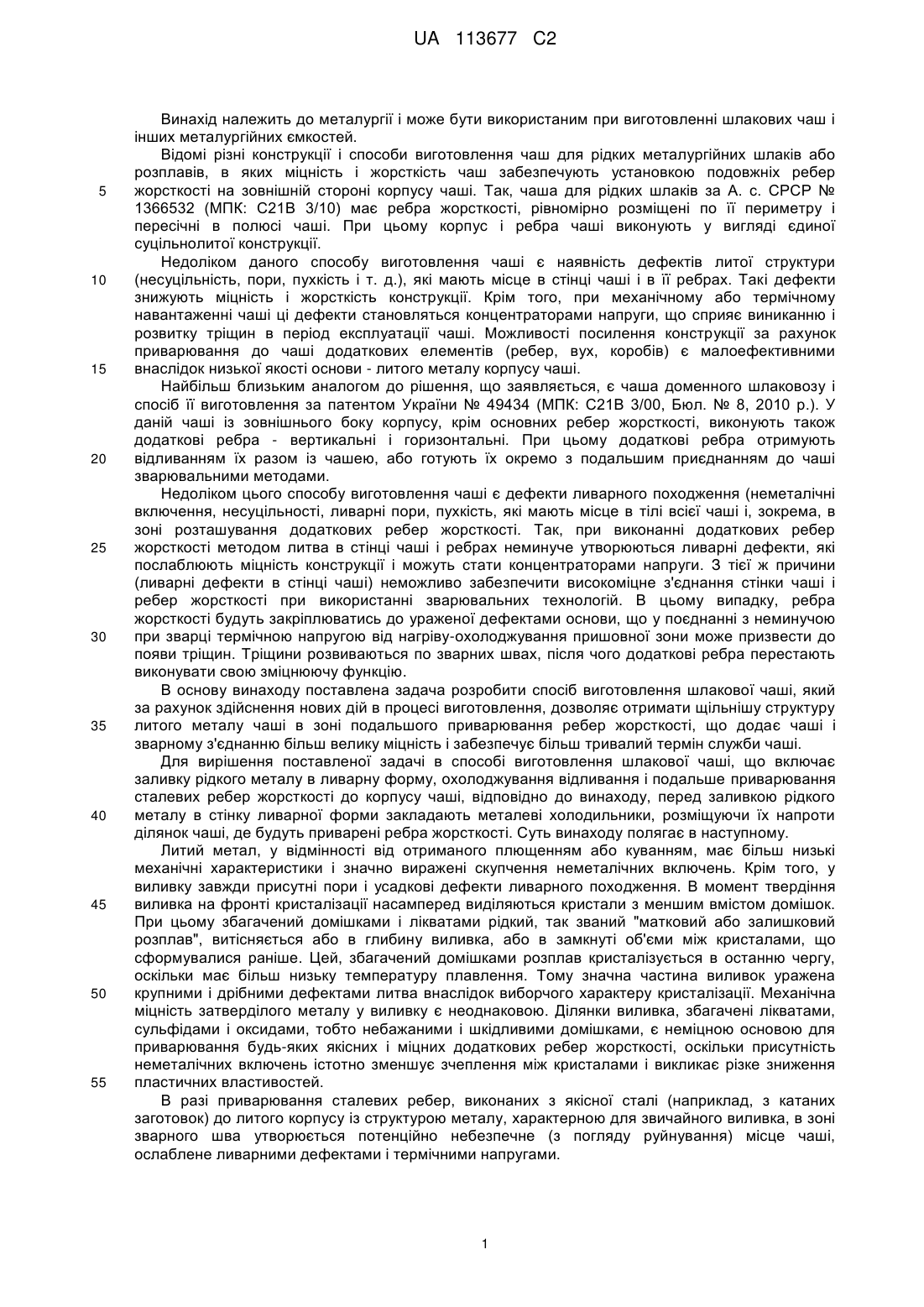
Реферат: Винахід належить до металургії. Спосіб виготовлення шлакової чаші включає заливку рідкого металу в ливарну форму, охолоджування виливка і подальше приварювання сталевих ребер жорсткості до корпусу чаші, причому перед заливкою рідкого металу в стінку ливарної форми закладають металеві холодильники, які розміщують напроти ділянок чаші, де будуть приварені ребра жорсткості. Винахід дозволяє одержати зварне з’єднання з більшою міцністю, що забезпечує підвищений термін служби чаші. UA 113677 C2 (12) UA 113677 C2 UA 113677 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до металургії і може бути використаним при виготовленні шлакових чаш і інших металургійних ємкостей. Відомі різні конструкції і способи виготовлення чаш для рідких металургійних шлаків або розплавів, в яких міцність і жорсткість чаш забезпечують установкою подовжніх ребер жорсткості на зовнішній стороні корпусу чаші. Так, чаша для рідких шлаків за А. с. СРСР № 1366532 (МПК: С21В 3/10) має ребра жорсткості, рівномірно розміщені по її периметру і пересічні в полюсі чаші. При цьому корпус і ребра чаші виконують у вигляді єдиної суцільнолитої конструкції. Недоліком даного способу виготовлення чаші є наявність дефектів литої структури (несуцільність, пори, пухкість і т. д.), які мають місце в стінці чаші і в її ребрах. Такі дефекти знижують міцність і жорсткість конструкції. Крім того, при механічному або термічному навантаженні чаші ці дефекти становляться концентраторами напруги, що сприяє виниканню і розвитку тріщин в період експлуатації чаші. Можливості посилення конструкції за рахунок приварювання до чаші додаткових елементів (ребер, вух, коробів) є малоефективними внаслідок низької якості основи - литого металу корпусу чаші. Найбільш близьким аналогом до рішення, що заявляється, є чаша доменного шлаковозу і спосіб її виготовлення за патентом України № 49434 (МПК: С21В 3/00, Бюл. № 8, 2010 р.). У даній чаші із зовнішнього боку корпусу, крім основних ребер жорсткості, виконують також додаткові ребра - вертикальні і горизонтальні. При цьому додаткові ребра отримують відливанням їх разом із чашею, або готують їх окремо з подальшим приєднанням до чаші зварювальними методами. Недоліком цього способу виготовлення чаші є дефекти ливарного походження (неметалічні включення, несуцільності, ливарні пори, пухкість, які мають місце в тілі всієї чаші і, зокрема, в зоні розташування додаткових ребер жорсткості. Так, при виконанні додаткових ребер жорсткості методом литва в стінці чаші і ребрах неминуче утворюються ливарні дефекти, які послаблюють міцність конструкції і можуть стати концентраторами напруги. З тієї ж причини (ливарні дефекти в стінці чаші) неможливо забезпечити високоміцне з'єднання стінки чаші і ребер жорсткості при використанні зварювальних технологій. В цьому випадку, ребра жорсткості будуть закріплюватись до ураженої дефектами основи, що у поєднанні з неминучою при зварці термічною напругою від нагріву-охолоджування пришовної зони може призвести до появи тріщин. Тріщини розвиваються по зварних швах, після чого додаткові ребра перестають виконувати свою зміцнюючу функцію. В основу винаходу поставлена задача розробити спосіб виготовлення шлакової чаші, який за рахунок здійснення нових дій в процесі виготовлення, дозволяє отримати щільнішу структуру литого металу чаші в зоні подальшого приварювання ребер жорсткості, що додає чаші і зварному з'єднанню більш велику міцність і забезпечує більш тривалий термін служби чаші. Для вирішення поставленої задачі в способі виготовлення шлакової чаші, що включає заливку рідкого металу в ливарну форму, охолоджування відливання і подальше приварювання сталевих ребер жорсткості до корпусу чаші, відповідно до винаходу, перед заливкою рідкого металу в стінку ливарної форми закладають металеві холодильники, розміщуючи їх напроти ділянок чаші, де будуть приварені ребра жорсткості. Суть винаходу полягає в наступному. Литий метал, у відмінності від отриманого плющенням або куванням, має більш низькі механічні характеристики і значно виражені скупчення неметалічних включень. Крім того, у виливку завжди присутні пори і усадкові дефекти ливарного походження. В момент твердіння виливка на фронті кристалізації насамперед виділяються кристали з меншим вмістом домішок. При цьому збагачений домішками і лікватами рідкий, так званий "матковий або залишковий розплав", витісняється або в глибину виливка, або в замкнуті об'єми між кристалами, що сформувалися раніше. Цей, збагачений домішками розплавкристалізується в останню чергу, оскільки має більш низьку температуру плавлення. Тому значна частина виливок уражена крупними і дрібними дефектами литва внаслідок виборчого характеру кристалізації. Механічна міцність затверділого металу у виливку є неоднаковою. Ділянки виливка, збагачені лікватами, сульфідами і оксидами, тобто небажаними і шкідливими домішками, є неміцною основою для приварювання будь-яких якісних і міцних додаткових ребер жорсткості, оскільки присутність неметалічних включень істотно зменшує зчеплення між кристалами і викликає різке зниження пластичних властивостей. В разі приварювання сталевих ребер, виконаних з якісної сталі (наприклад, з катаних заготовок) до литого корпусу із структурою металу, характерною для звичайного виливка, в зоні зварного шва утворюється потенційно небезпечне (з погляду руйнування) місце чаші, ослаблене ливарними дефектами і термічними напругами. 1 UA 113677 C2 5 10 15 20 25 30 35 Таким чином, виготовлення додаткових ребер чаші литвом або закріплення ребер зваркою не забезпечує підвищення експлуатаційних характеристик чаші із-за виникнення тріщин по ливарних дефектах або зварних швах. Відповідно до рішення, що заявляється, перед заливкою рідкого металу в стінку ливарної форми закладають металеві холодильники, розміщуючи їх напроти ділянок чаші, де будуть приварені ребра жорсткості. Дана ознака дозволяє змінити структуру литого металу в локальних областях чаші, потенційно небезпечних в сенсі утворення тріщин і руйнування (а саме, в зоні приварювання ребер жорсткості). Це досягається за рахунок прискореного охолодження розплаву за допомогою розміщених у формі металевих холодильників. В результаті охолоджування отримують більш щільну і більш міцну структуру металу в місцях чаші, де згодом будуть приварені ребра. При цьому якісніша структура основи, одночасно, гарантує підвищення якості самого зварного з'єднання. Все це, зрештою, збільшує надійність роботи і термін безаварійної експлуатації шлакової чаші. Число, геометричні параметри і місце установки холодильників визначаються залежно від форми і розмірів приварюваних до чаші ребер жорсткості. Холодильники можуть бути встановлені за принципом прямої дії, при якій вони стикаються з виливком, або побічної дії, коли між металевим холодильником і виливком залишається шар формувальної суміші. Прикладом практичної реалізації способу, що заявляється, може служити опис експериментальної технології виготовлення чаші і її порівняння з відомою загальноприйнятою технологією. На двох ділянках ливарного цеху відливали чаші для доменних шлаковозів за наступних умов. На першій ділянці відливання чаші (умовно - чаша № 1) проводили за загальноприйнятою технологією. Заливку рідкого металу (Сталь 30) виконували у відповідності до заводської інструкції. Після операції обрубування до чаші приварювали 8 додаткових ребер жорсткості, виконаних з катаних заготовок товщиною 30 мм і висотою 400 мм. На другій ділянці шлакову чашу (умовно - чаша № 2) тієї ж конструкції відливали за технологією, що заявляється. До моменту заливки рідкого металу у верхню ливарну півформу (перед операцією сушіння форм) запресовували 8 сталевих холодильників, що працюють за принципом прямої дії. Холодильники розміщували в місцях півформи, що відповідають місцям чаші, де потім здійснюється приварювання ребер жорсткості. Холодильники мали вигляд зігнутих за формою чаші пластин товщиною 15 мм, шириною 100 мм і довжиною 450 мм. Після установки холодильників ливарні півформи піддавали фарбуванню і сушінню. Заливку рідкого металу виконували відповідно до технологічної інструкції. Після охолодження чаші і виконання операції обрубування до корпусу приварювали 8 додаткових ребер жорсткості тієї ж конструкції, що і на чаші № 1. Порівняльний аналіз якості металу і строків експлуатації чаш № 1 і 2 показав наступне: № 1 2 3 40 45 50 Величина показника Чаша № 1 Чаша № 2 Найменування показника Щільність металу, визначена аналізом стружки з області установки ребер, г/см3 Термін служби чаш до появи тріщин в місцях приварювання ребер, місяців Загальний термін служби чаші, місяців 7,4 7,64 6 12 24 32 Таким чином, застосування заявленого способу виготовлення шлакової чаші дозволяє отримати щільнішу структуру литого металу чаші в зоні подальшого приварювання ребер жорсткості, що додає чаші і зварному з'єднанню більш велику міцність і забезпечує більш тривалий термін служби чаші. ФОРМУЛА ВИНАХОДУ Спосіб виготовлення шлакової чаші, що включає заливку рідкого металу в ливарну форму, охолоджування виливка і подальше приварювання сталевих ребер жорсткості до корпусу чаші, який відрізняється тим, що перед заливкою рідкого металу в стінку ливарної форми закладають металеві холодильники, які розміщують напроти ділянок чаші, де будуть приварені ребра жорсткості. 2 UA 113677 C2 Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLoza Arkadii Vasyliovych, Chyhariov Valerii Vasyliovych
Автори російськоюЛоза Аркадий Васильевич, Чигарев Валерий Васильевич
МПК / Мітки
МПК: B22D 27/04, C21B 3/10, B22D 41/005
Мітки: спосіб, виготовлення, чаші, шлакової
Код посилання
<a href="https://ua.patents.su/5-113677-sposib-vigotovlennya-shlakovo-chashi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шлакової чаші</a>
Спосіб створення захисного покриття шлакової чаші
Номер патенту: 35509
Опубліковано: 25.09.2008
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/00
Мітки: захисного, чаші, спосіб, створення, шлакової, покриття
Формула / Реферат:
Спосіб створення захисного покриття шлакової чаші, що включає формування захисного шару і його закріплення на внутрішній поверхні чаші, який відрізняється тим, що захисний шар виконують з матеріалу з більш низькою в порівнянні з матеріалом чаші теплопровідністю, причому цей шар заздалегідь формують на відповідній поверхні форми для відливання чаші, а потім закріплюють його на внутрішній поверхні чаші за допомогою сплавлення або спікання з...
Спосіб захисту шлакової чаші
Номер патенту: 106010
Опубліковано: 10.07.2014
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/10
Мітки: захисту, чаші, шлакової, спосіб
Формула / Реферат:
1. Спосіб захисту шлакової чаші, що включає введення в чашу захисного елемента перед заливанням рідкого шлаку, який відрізняється тим, що захисний елемент застосовують у вигляді металевого холодильника, який опускають на дно чаші.2. Спосіб за п. 1, який відрізняється тим, що масу холодильника вибирають за умови МХ=(0,002-0,15)·МШ, де МХ і МШ - маси холодильника і шлаку, що заливають, відповідно.
Спосіб захисту шлакової чаші

Номер патенту: 86837
Опубліковано: 10.01.2014
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/10
Мітки: спосіб, захисту, шлакової, чаші
Формула / Реферат:
1. Спосіб захисту шлакової чаші, що включає введення в чашу захисного елементу перед заливанням рідкого шлаку, який відрізняється тим, що захисний елемент застосовують у вигляді металевого холодильника, який опускають на дно чаші.2. Спосіб за п. 1, який відрізняється тим, що масу холодильника вибирають за умови Μх=(0,002…0,15)×Мш, де Мх і Мш - маси холодильника і шлаку, що заливається, відповідно.
Установка для зважування шлакової чаші
Номер патенту: 16574
Опубліковано: 15.08.2006
Автори: Ларіонов Олександр Олексійович, Алексеєв Валентин Гнатович, Тростянецький Олег Брониславович, Івашина Володимир Володимирович, Токій Анатолій Миколайович, Кудінов Валерій Олексійович
МПК: G01G 11/00
Мітки: зважування, установка, чаші, шлакової
Формула / Реферат:
1. Установка для зважування шлакової чаші, що містить стенд під шлакову чашу, яка відрізняється тим, що стенд під шлакову чашу обладнаний ваговимірювальним інформаційним комплексом та ваговою платформою, яка виконана з двох плит, що зв’язані між собою горизонтальними і вертикальними обмежниками, причому між плитами встановлені три датчики, які рівномірно розташовані по...
Спосіб очищення шлакової чаші від шлаку
Номер патенту: 78630
Опубліковано: 25.03.2013
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/10
Мітки: чаші, спосіб, шлакової, очищення, шлаку
Формула / Реферат:
1. Спосіб очищення шлакової чаші від шлаку, що включає ударну дію на чашу ударним тілом, який відрізняється тим, що ударну дію здійснюють через додаткове проміжне тіло.2. Спосіб за п. 1, який відрізняється тим, що перед завданням удару забезпечують постійність контакту проміжного тіла з тілом чаші.3. Спосіб за п. 2, який відрізняється тим, що профіль контактної поверхні проміжного тіла виконують тотожним профілю контактної...
Попередній патент: Універсальна протиральна машина
Наступний патент: Обгортка курильного виробу
Випадковий патент: Відцентрова вертикальна ливарна машина