Пристрій для локального формування покриттів із електроліту на довгомірних деталях
Номер патенту: 114372
Опубліковано: 25.05.2017
Автори: Роп'як Любомир Ярославович, Стрілецький Юрій Йосипович, Рогаль Олександр Васильович, Бурда Мирослав Йосипович
Формула / Реферат
Пристрій для локального формування покриттів із електроліту на довгомірних деталях, який містить гальванічну ванну, два електроди, один із яких - деталь, джерело живлення, засіб для перемішування електроліту, який відрізняється тим, що додатково містить два ущільнюючі елементи, розміщені опозитно у наскрізних отворах, виконаних у вертикальних стінках гальванічної ванни, крім того, перфорований електрод, виконаний у вигляді циліндра з двома конусами на краях і встановлений коаксіально до поверхні довгомірної деталі.
Текст
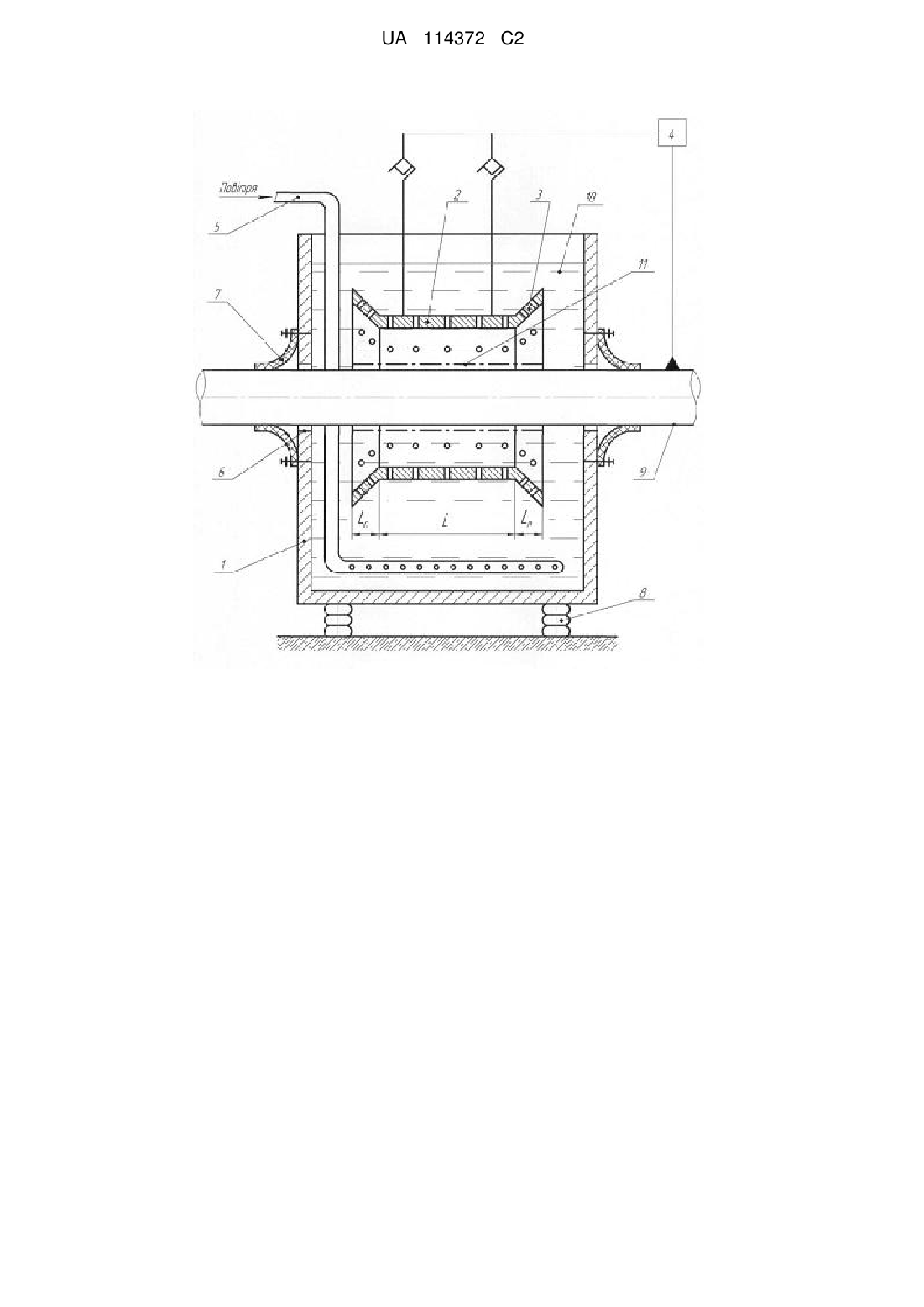
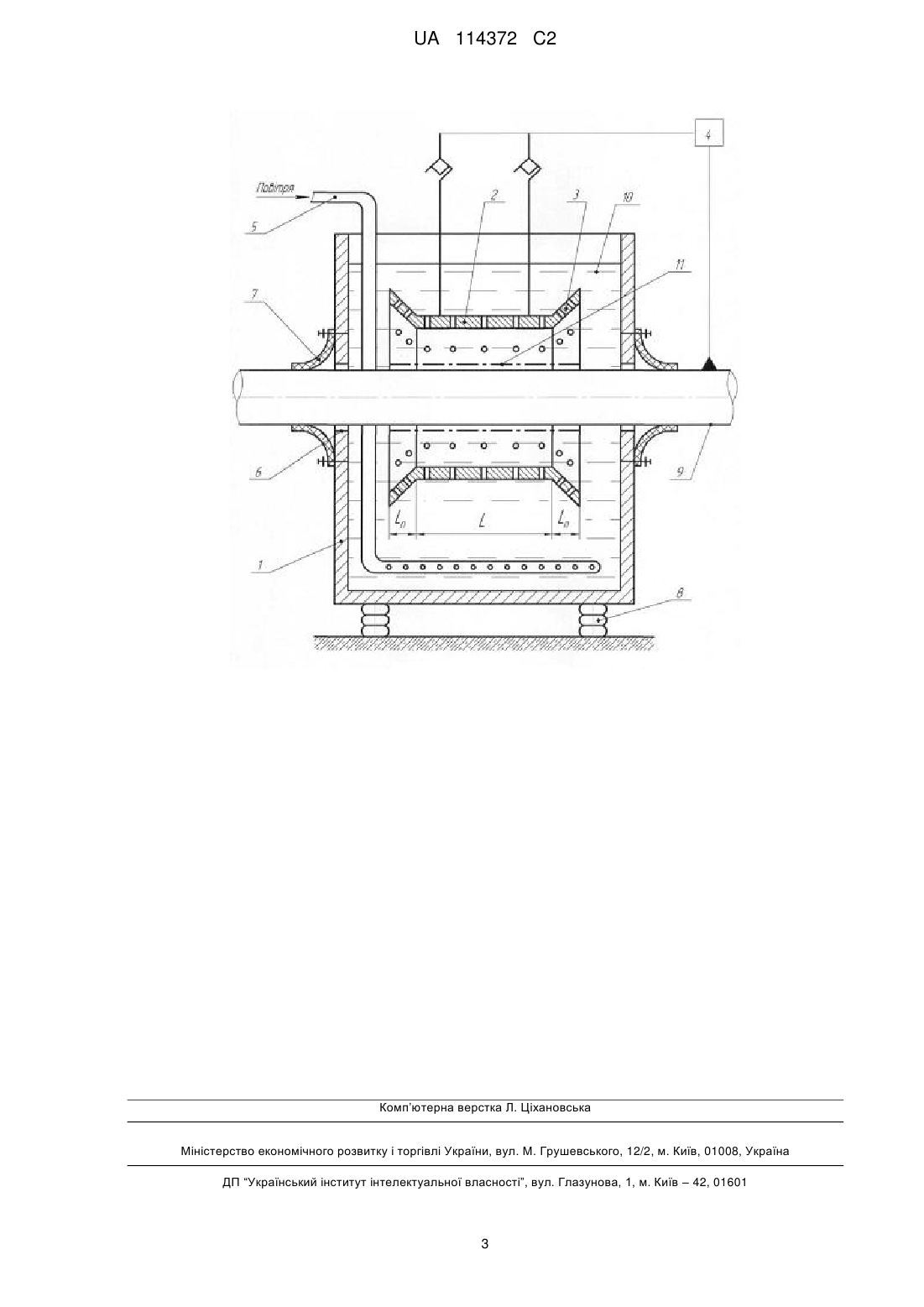
Реферат: Об'єкт винаходу: пристрій для локального формування покриттів із електроліту на довгомірних деталях. Галузь застосування: винахід належить до галузі гальванотехніки і може бути використаний для локального формування покриттів на довгомірних деталях, наприклад алюмінієвих бурильних трубах. Суть винаходу: пристрій для локального формування покриттів із електроліту на довгомірних деталях, який містить гальванічну ванну, два електроди, один із яких - деталь, джерело живлення, засіб для перемішування електроліту, новим є те, що пристрій додатково містить два ущільнюючі елементи, розміщені опозитно у наскрізних отворах, виконаних у вертикальних стінках ванни, крім того, перфорований електрод, виконаний у вигляді циліндра з двома конусами на краях і встановлений коаксіально до поверхні довгомірної деталі. 1 іл. UA 114372 C2 (12) UA 114372 C2 UA 114372 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі гальванотехніки і може бути використаний для локального формування покриттів на довгомірних деталях, наприклад алюмінієвих бурильних трубах. Відомий пристрій для локального формування покриття із електроліту на довгомірних деталях методом струминного хромування, який містить ванну, два електроди, один із яких деталь, на котру наносять покриття, джерело живлення, насос для подачі електроліту у зону гальванічної обробки [Молодык Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. -М.: Машиностроение, 1989. стр. 184, рисунок 29 (всього 480 стр.)]. До недоліків відомого пристрою можна віднести складність конструкції, яка містить насос для перекачування електроліту: насос має мати спеціальне виконання, яке передбачає стійкість елементів проточної частини насоса із корозійностійких матеріалів. Відомий також пристрій для локального формування покриттів із електроліту на великорозмірних (крупногабаритних) деталях, який містить ванну, два електроди, один із яких деталь, джерело живлення, засіб для перемішування електроліту [Гальванические покрытия в машиностроении. Справочник. В 2-х томах/ Под ред. М. А. Шлугера. -М.: Машиностроение, 1985. - Т. 1. 1985. стр. 145, рисунок 28 (всього 240 стр.)]. Формування покриття на цьому пристрої передбачає неповне занурення деталі (на 0,3-0,4 діаметра) та її обертання під час процесу електролізу на опорних підшипниках, які одночасно виконують роль контактних -1 пристосувань. Деталь (вал) обертають із частотою 10-30 хв за допомогою привідного двигуна. На відомому пристрої зокрема обробляють друкарські циліндри у текстильній та поліграфічній промисловості [Бартфаи Бела Справочник гальваностега. -М.: МАШГИЗ, 1960. стр. 232-233, рисунок 81 (всього 396 стр.)]. До недоліків відомого пристрою слід віднести: на ньому обробляють крупногабаритні, але відносно короткі деталі, неможливо обробляти довгомірні деталі типу труб; пристрій повинен бути оснащений приводом обертання виробу, що ускладнює конструкцію та його експлуатацію; неповне занурення деталі і постійне контактування формованого покриття із повітрям створює сприятливі умови для окислення та виникнення дефектів у покритті, нестабільності його властивостей, зокрема, фізико-механічних. В основу винаходу поставлена задача розробити конструкцію компактного пристрою, яка забезпечила б локальне формування якісних покриттів із електроліту (металевих анодних і катодних, а також оксидних) на довгомірних деталях типу тіл обертання, з раціональною будовою зони країв покриття, що забезпечує мінімальну концентрацію напружень між покриттям і непокритою ділянкою деталі. Поставлена задача вирішується тим, що у пристрої для локального формування покриттів із електроліту на довгомірних деталях, який містить гальванічну ванну, два електроди, один із яких - деталь, джерело живлення, засіб для перемішування електроліту, згідно з винаходом, новим є те, що пристрій додатково містить два ущільнюючі елементи, розміщені опозитно у наскрізних отворах, виконаних у вертикальних стінках гальванічної ванни, крім того, перфорований електрод, виконаний у вигляді циліндра з двома конусами на краях і встановлений коаксіально до поверхні довгомірної деталі. Виконання у вертикальних стінках гальванічної ванни наскрізних опозитно розміщених отворів забезпечує локальне формування покриттів з електроліту на довгомірних деталях. Введення у склад пристрою ущільнюючих елементів дозволяє герметизувати зазори навколо довгомірної деталі та запобігає витіканню електроліту, а також забезпечує центрування цієї деталі. Виконання перфорованого електрода у вигляді циліндра з двома конусами на краях забезпечує формування будови покриття з оптимальним розподілом внутрішніх напружень. Встановлення перфорованого електрода коаксіально до поверхні деталі забезпечує локальне формування покриття з однаковими властивостями у радіальному напрямку. Конструкція пристрою для локального формування покриттів із електроліту на довгомірних деталях пояснюється кресленням. Пристрій містить гальванічну ванну 1, перфорований електрод, який складається із циліндричної частини 2 та двох конічних частин 3 на краях. Пристрій споряджений джерелом живлення 4 та засобом для перемішування електроліту 5. У вертикальних стінках гальванічної ванни 1 виконані опозитно один до одного два наскрізні отвори 6, які оснащені еластичними ущільненнями 7 (манжетними або їм подібними), наприклад, грибкового типу. Гальванічну ванну 1 встановлюють на електроізолюючих опорах 8. Пристрій використовують для локального формування покриттів на довгомірних деталях 9, наприклад алюмінієвих бурильних трубах, у середовищі електроліту 10. 1 UA 114372 C2 5 10 15 20 25 30 Пристрій працює наступним чином. У порожнині гальванічної ванни 1 встановлено перфорований електрод, що містить циліндричну 2 та конічні 3 частини на краях, який встановлюють таким чином, що його вісь співпадає із віссю, яка проходить через центри наскрізних отворів 6. Через одне із ущільнень 7, ззовні, у порожнину гальванічної ванни 1 вводять довгомірну деталь 9. Дальше цю деталь 9 пропускають через інше ущільнення 7 і встановлюють коаксіально до перфорованого електрода 2-3 (навколо зони локального формування покриття 11 для зміцнення довгомірної деталі 9). Електрод 2-3 виготовляють із листового матеріалу і перфорують отворами для відведення газів, які виділяються в процесі електролізу. Гальванічну ванну 1 відповідним засобом (на кресленні не показано) заповнюють електролітом 10. До довгомірної деталі 9 і перфорованого електрода 2-3 подають від джерела живлення 4 електричний струм. Перфорований електрод 2-3 може бути анодом при нанесенні гальванічних покриттів, катодом і/або анодом - при оксидуванні (при цьому використовують відповідні матеріали для перфорованого електрода 2-3, склади електролітів 10 і технологічні режими електролізу). Одночасно у засіб 5 для перемішування електроліту 10, що здійснюється за рахунок барботажу, подається стиснуте повітря, яке забезпечує інтенсивне перемішування електроліту 10 в процесі локального формування покриття 11. В процесі електролізу локально формують покриття 11 у випадку гальванічного процесу на зміцнювальній ділянці довгомірної деталі 9 - наносять металеве покриття, наприклад хромове або композиційне на основі хрому. При роботі пристрою у режимі оксидування на довгомірну деталь 9 подають відповідний потенціал у залежності від режимів технологічного процесу. Використанням спеціального електроліту та відповідних електричних режимів можна забезпечити реалізацію процесу мікродугового оксидування зміцнюваної ділянки поверхні довгомірної деталі 9 із металу з вентильними властивостями. Загальна довжина цієї ділянки поверхні визначається сумою довжин циліндричної поверхні перфорованого електрода L та двох конусних бокових частин Ln. Наявність конусних бокових частин 3 на краю перфорованого електрода 2 забезпечує формування перехідних зон у покритті 11 довжиною Ln. Після завершення процесу локального формування покриття 11 вимикають напругу від джерела живлення 4, припиняють перемішування електроліту 10, видаляють його із порожнини гальванічної ванни 1 відповідним засобом (на Фіг. не показано) і промивають довгомірну деталь 9 з використанням системи промивання (на Фіг. не показано). Зміцнену довгомірну деталь 9 від'єднують від джерела живлення 4, послаблюють ущільнення 7, виводять її із гальванічної ванни 1 та піддають контролю якості локально сформоване покриття 11. 35 ФОРМУЛА ВИНАХОДУ 40 Пристрій для локального формування покриттів із електроліту на довгомірних деталях, який містить гальванічну ванну, два електроди, один із яких - деталь, джерело живлення, засіб для перемішування електроліту, який відрізняється тим, що додатково містить два ущільнюючі елементи, розміщені опозитно у наскрізних отворах, виконані у вертикальних стінках гальванічної ванни, крім того, перфорований електрод, виконаний у вигляді циліндра з двома конусами на краях і встановлений коаксіально до поверхні довгомірної деталі. 2 UA 114372 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C25D 17/12, C25D 7/04, C25D 19/00
Мітки: деталях, покриттів, електроліту, формування, довгомірних, локального, пристрій
Код посилання
<a href="https://ua.patents.su/5-114372-pristrijj-dlya-lokalnogo-formuvannya-pokrittiv-iz-elektrolitu-na-dovgomirnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для локального формування покриттів із електроліту на довгомірних деталях</a>
Пристрій для нанесення покриттів на внутрішню поверхню довгомірних виробів (варіанти)
Номер патенту: 76344
Опубліковано: 17.07.2006
Автори: Ступак Римма Іванівна, Картмазов Геннадій Миколайович, Надтока Володимир Миколайович, Василіна Володимир Григорович, Саблев Леонід Павлович, Неклюдов Іван Матвійович, Зайцев Віктор Іванович, Андреєв Анатолій Опанасович
МПК: C23C 14/32
Мітки: довгомірних, покриттів, пристрій, варіанти, виробів, внутрішню, поверхню, нанесення
Формула / Реферат:
1. Пристрій для нанесення покриттів у вакуумі на внутрішню поверхню довгомірних виробів, який містить виконані з можливістю переміщення усередині виробу катод у вигляді циліндра з робочою бічною поверхнею і установлений на одній з ним осі анод, а також джерело живлення дугового розряду, який відрізняється тим, що він містить додатково електрод, установлений після катода і співвісно йому в напрямку переміщення, додаткове джерело живлення...
Спосіб вакуумно-дугового осадження покриттів на внутрішні поверхні довгомірних виробів
Номер патенту: 66898
Опубліковано: 25.01.2012
Автори: Панков Роман Васильович, Дейнеко Леонід Миколайович, Надтока Володимир Миколайович
МПК: C23C 14/24
Мітки: спосіб, вакуумно-дугового, внутрішні, осадження, довгомірних, виробів, покриттів, поверхні
Формула / Реферат:
Спосіб вакуумно-дугового осадження покриттів на внутрішні поверхні довгомірних виробів, що включає розміщення випаровуваного матеріалу всередині довгомірного виробу, який відрізняється тим, що довгомірний виріб поміщають у ванну з розплавом солей, а стабілізацію температури довгомірного виробу в межах 400±20 °C здійснюють шляхом варіювання температури розплаву солей в межах 230-550 °C.
Спосіб формування зносостійких шарів на деталях із алюмінієвих сплавів
Номер патенту: 106512
Опубліковано: 10.09.2014
Автори: Бурда Мирослав Йосипович, Роп'як Любомир Ярославович, Рогаль Олександр Васильович, Бурда Юрій Мирославович
МПК: C23C 22/78, C23C 22/82, C25D 11/00, C23C 22/02
Мітки: зносостійких, спосіб, формування, деталях, сплавів, алюмінієвих, шарів
Формула / Реферат:
Спосіб формування зносостійких шарів на деталях із алюмінієвих сплавів, який полягає у формуванні на робочій поверхні деталі оксидного шару з наступним нанесенням на цей шар сполук фтору, який відрізняється тим, що перед нанесенням на оксидну поверхню полімерної сполуки фтору цю поверхню піддають викінчувальній механічній обробці, після чого здійснюють промивання поверхні деталі у розчині та висушування, а як полімерну сполуку фтору...
Спосіб формування оксидних покриттів на титанових сплавах
Номер патенту: 107117
Опубліковано: 25.11.2014
Автори: Смирнова Олександра Юріївна, Стеценко Ганна Валентинівна, Штефан Вікторія Володимирівна
МПК: C25D 3/54, C25D 11/00
Мітки: спосіб, оксидних, формування, сплавах, покриттів, титанових
Формула / Реферат:
Спосіб формування оксидних покриттів на титанових сплавах, що містить мікродугове оксидування, який відрізняється тим, що процес проводять у гальваностатичному режимі при густині струму 3-30 А/дм2 протягом 30-60 хвилин з електроліту, що містить сульфатну кислоту та катіон церію і/або сульфат церію при такому співвідношенні компонентів, г/л: сульфатна кислота 24-50 катіон і/або сульфат церію...
Електроліт для формування покриттів сплавом кобальт-молібден-вольфрам
Номер патенту: 81121
Опубліковано: 25.06.2013
Автори: Зюбанова Світлана Іванівна, Гапон Юліана Костянтинівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: формування, електроліт, сплавом, покриттів, кобальт-молібден-вольфрам
Формула / Реферат:
Електроліт для нанесення покриттів сплавом кобальт-молібден-вольфрам, що містить сульфат кобальту, вольфрамат і молібдат натрію, цитрат натрію та хлорид амонію, який відрізняється тим, що для підвищення вмісту вольфраму і молібдену в покритті, адгезії, виходу за струмом, терміну експлуатації до складу електроліту додатково вводять боратну кислоту, сульфат та гідроксид натрію в наступному співвідношенні компонентів, моль/дм3: ...
Попередній патент: Котельна установка
Наступний патент: Система культивування рослин і спосіб культивування рослин
Випадковий патент: Спосіб інтраопераційної профілактики утворення патологічних рубців голови та шиї