Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів
Номер патенту: 116248
Опубліковано: 10.05.2017
Автори: Петрищев Олег Миколайович, Плєснецов Сергій Юрійович, Сучков Григорій Михайлович, Мигущенко Руслан Павлович
Формула / Реферат
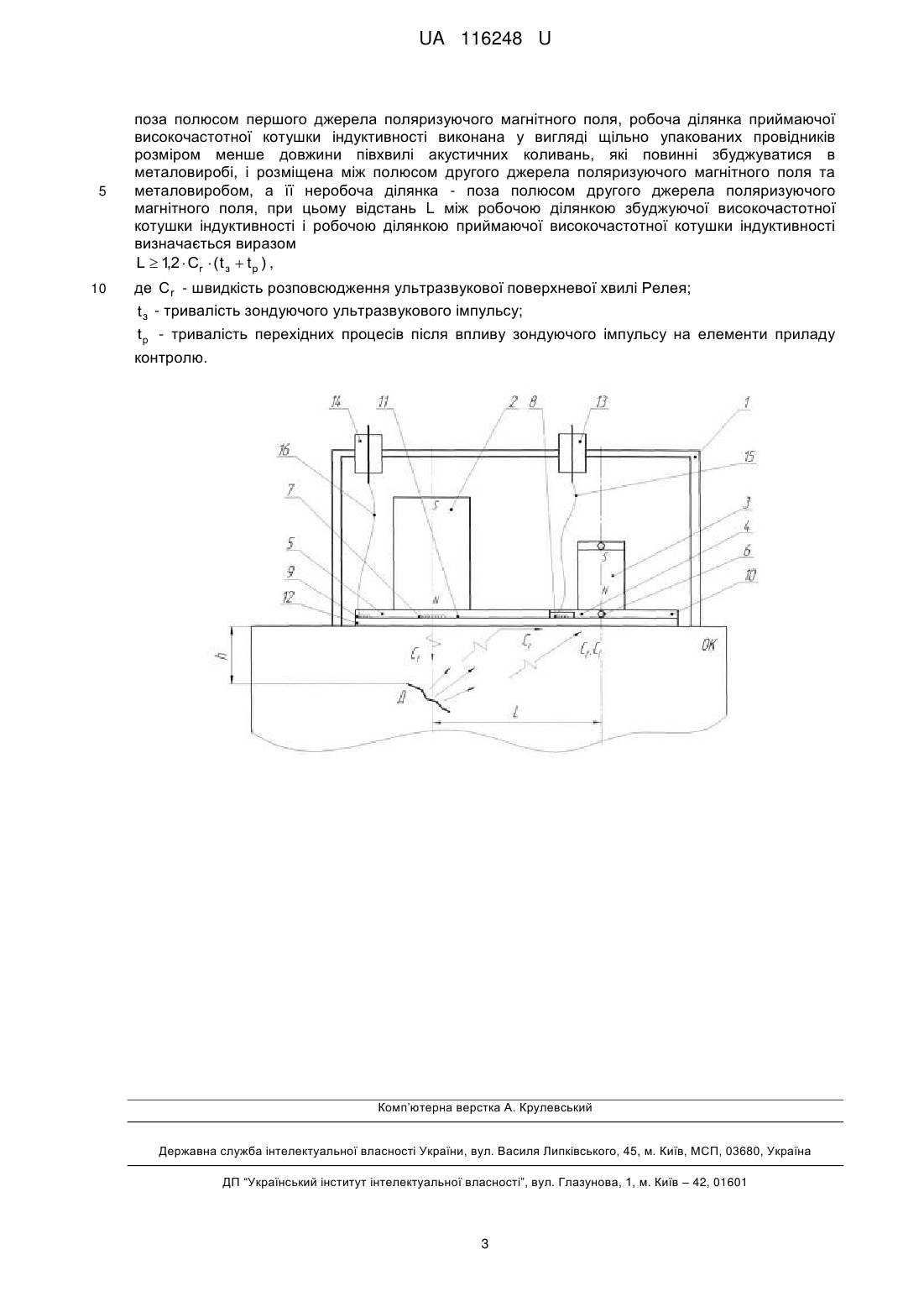
Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів, що має корпус та закріплені в ньому два джерела постійного магнітного поля, дві окремі плоскі високочастотні котушки індуктивності з робочими і неробочими ділянками, які розміщені в неелектропровідних неферомагнітних основах, одна, високочастотна котушка індуктивності, є збуджуючою, а друга - приймаючою, і протектор, який відрізняється тим, що робоча ділянка збуджуючої високочастотної котушки індуктивності виконана в вигляді рядом розташованих в площині витків провідників і розміщена між полюсом першого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом першого джерела поляризуючого магнітного поля, робоча ділянка приймаючої високочастотної котушки індуктивності виконана у вигляді щільно упакованих провідників розміром менше довжини півхвилі акустичних коливань, які повинні збуджуватися в металовиробі, і розміщена між полюсом другого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом другого джерела поляризуючого магнітного поля, при цьому відстань L між робочою ділянкою збуджуючої високочастотної котушки індуктивності і робочою ділянкою приймаючої високочастотної котушки індуктивності визначається виразом
![]() ,
,
де ![]() - швидкість розповсюдження ультразвукової поверхневої хвилі Релея;
- швидкість розповсюдження ультразвукової поверхневої хвилі Релея;
![]() - тривалість зондуючого ультразвукового імпульсу;
- тривалість зондуючого ультразвукового імпульсу;
![]() - тривалість перехідних процесів після впливу зондуючого імпульсу на елементи приладу контролю.
- тривалість перехідних процесів після впливу зондуючого імпульсу на елементи приладу контролю.
Текст
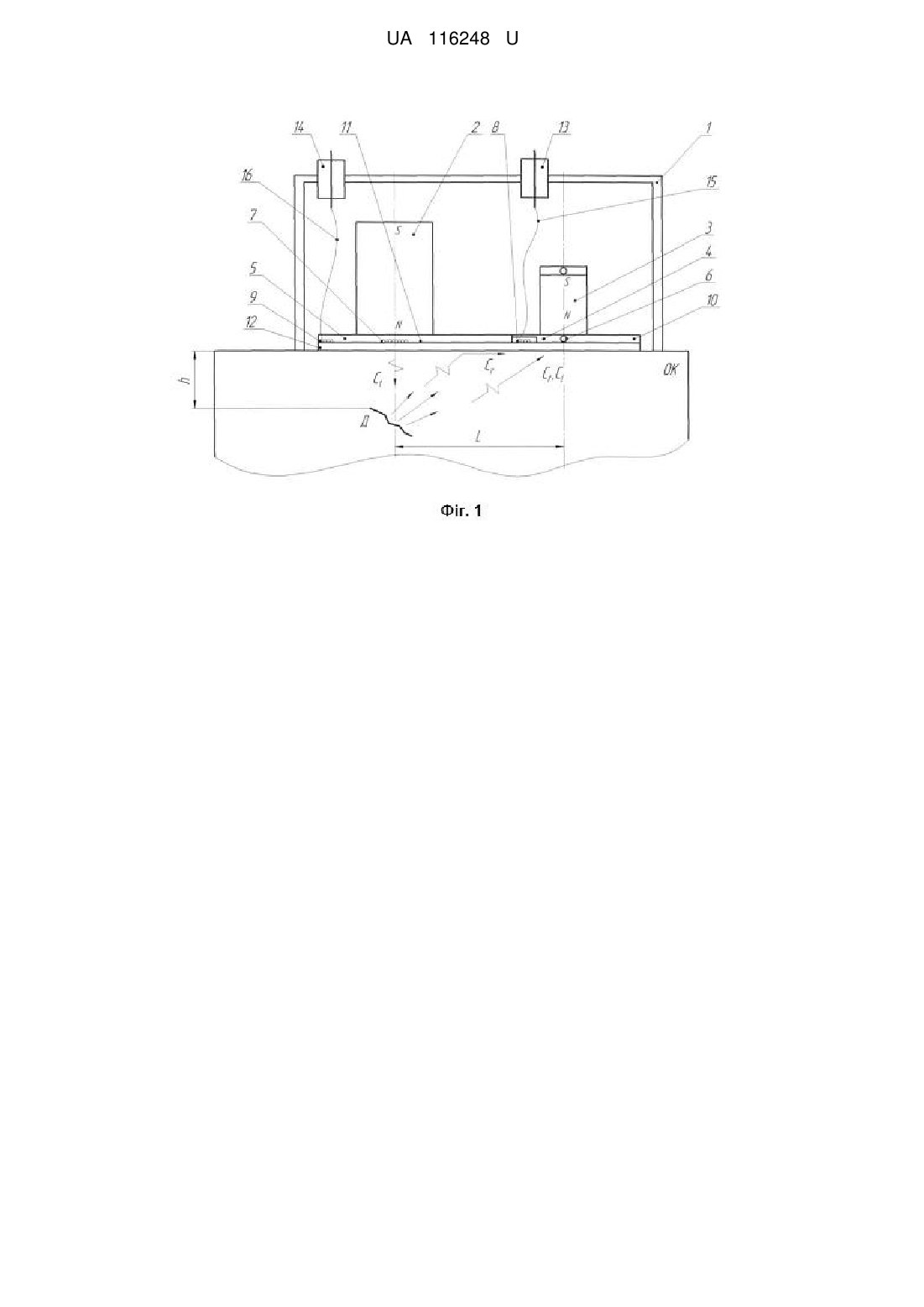
Реферат: Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів має корпус та закріплені в ньому два джерела постійного магнітного поля, дві окремі плоскі високочастотні котушки індуктивності з робочими і неробочими ділянками, які розміщені в неелектропровідних неферомагнітних основах, одна, високочастотна котушка індуктивності, є збуджуючою, а друга - приймаючою, і протектор. Робоча ділянка збуджуючої високочастотної котушки індуктивності виконана в вигляді рядом розташованих в площині витків провідників і розміщена між полюсом першого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом першого джерела поляризуючого магнітного поля. Робоча ділянка приймаючої високочастотної котушки індуктивності виконана у вигляді щільно упакованих провідників розміром менше довжини півхвилі акустичних коливань, які повинні збуджуватися в металовиробі, і розміщена між полюсом другого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом другого джерела поляризуючого магнітного поля. UA 116248 U (54) УЛЬТРАЗВУКОВИЙ РОЗДІЛЬНО-ПОЄДНАНИЙ ЕЛЕКТРОМАГНІТНО-АКУСТИЧНИЙ ПЕРЕТВОРЮВАЧ ДЛЯ КОНТРОЛЮ ФЕРОМАГНІТНИХ МЕТАЛОВИРОБІВ UA 116248 U UA 116248 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до засобів неруйнівного контролю і може бути використана для виявлення дефектів в поверхневих шарах феромагнітних металовиробів за допомогою ультразвукових імпульсів. Відомі безконтактні електромагнітно-акустичні (ЕМА) перетворювачі (ЕМАП) [1] для збудження та прийому ультразвукових імпульсів різного типу, характеристики яких залежать від його конструкції. Оскільки об'єкт контролю (ОК) приймає безпосередню участь в збудженні і прийомі акустичних імпульсів, то його характеристики також слід враховувати при конструюванні ЕМАП. Металевий корпус ЕМА перетворювача виконує роль електромагнітного екрана, що в комплексі з іншими елементами конструкції підвищує завадостійкість і міцність конструкції. Важливою частиною перетворювача є джерело магнітного поля (ДМП) та джерело електромагнітного поля. Електромагнітне поле отримують завдяки електричним імпульсам струму, що протікають через плоску високочастотну котушку індуктивності (індуктор). Збудження і прийом акустичних хвиль реалізують шляхом використанням нормального до поверхні ОК магнітного і електромагнітного полів, формуючи в поверхневому шарі ОК поперечні ультразвукові коливання необхідної частоти. Недоліком даного ЕМАП є наявність неконтрольованого шару металу, що може приводити до пропуску дефектів і, в результаті, до неправильної оцінки якості ОК. Найбільш близьким до запропонованого є ЕМА перетворювач [2], що складається з корпусу, протектора, з'єднувачів, плоского індуктора, виконаного з тонких провідників, над яким розміщено ДМП, що дає можливість формувати в поверхневому шарі феромагнітного виробу нормальне магнітне поле. Такий ЕМАП збуджує і приймає поперечні ультразвукові хвилі, довжина яких коротка, що дає можливість зменшити неконтрольовану поверхневу зону металу. Недоліком такого ЕМАП є те, що при збудженні індуктора імпульсом високочастотного струму певної частоти, в ЕМА перетворювачі та в елементах ультразвукового дефектоскопа виникають перехідні процеси, які не дозволяють приймати з виробу імпульси відбиті від дефектів на протязі деякого часу. В результаті певний поверхневий шар металу залишається неконтрольованим, що може призвести до неправильної оцінки якості ОК. В основу корисної моделі поставлена задача створити ЕМА перетворювач, нове виконання якого дозволило б забезпечити виявлення дефектів металу по всій товщині поверхневого шару ОК. Поставлена задача вирішується тим, що має корпус та закріплені в ньому два джерела постійного магнітного поля, дві окремі плоскі високочастотні котушки індуктивності з робочими і неробочими ділянками, які розміщені в неелектропровідних неферомагнітних основах, одна, високочастотна котушка індуктивності, є збуджуючою, а друга - приймаючою, і протектор, згідно з корисною моделлю, робоча ділянка збуджуючої високочастотної котушки індуктивності виконана в вигляді рядом розташованих в площині витків провідників і розміщена між полюсом першого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка поза полюсом першого джерела поляризуючого магнітного поля, робоча ділянка приймаючої високочастотної котушки індуктивності виконана у вигляді щільно упакованих провідників розміром менше довжини півхвилі акустичних коливань, які повинні збуджуватися в металовиробі, і розміщена між полюсом другого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом другого джерела поляризуючого магнітного поля, при цьому відстань L між робочою ділянкою збуджуючої високочастотної котушки індуктивності і робочою ділянкою приймаючої високочастотної котушки індуктивності визначається виразом L 1 2 Cr ( t з t p ) , , де C r - швидкість розповсюдження ультразвукової поверхневої хвилі Релея; t з - тривалість зондуючого ультразвукового імпульсу; t p - тривалість перехідних процесів після впливу зондуючого імпульсу на елементи приладу 50 55 контролю. На кресленні наведена схематичне зображення ультразвукового роздільно-поєднаного електромагнітно-акустичного перетворювача для контролю феромагнітних металовиробів та його розміщення на ОК. На кресленні позначені елементи ЕМАП: 1 - корпус; 2 - перше джерело постійного поляризуючого магнітного поля; 3 - друге джерело поляризуючого постійного магнітного поля; 4 - приймаюча високочастотна котушка індуктивності з робочою 6 та неробочою 8 ділянками; 5 збуджуюча високочастотна котушка індуктивності з робочою 7 та неробочою 9 ділянками; приймаюча високочастотна котушка 4 індуктивності розміщена в неелектропровідній неферомагнітній основі 10; збуджуюча високочастотна котушка 5 індуктивності розміщена в 1 UA 116248 U 5 10 15 20 25 30 неелектропровідній неферомагнітній основі 11; 12- протектор; 13 і 14 - з'єднувачі; 15 і 16 з'єднувальні провідники; ОК - об'єкт контролю. ЕМАП функціонує наступним чином. ЕМАП, який має корпус 1, розташовують на поверхні ОК, як це зображено на фіг. 1 так, щоб протектор 12 прилягав до поверхні ОК, захищаючи елементи ЕМАП від пошкоджень. Джерело 2 постійного поляризуючого магнітного поля створює в поверхневому шарі феромагнітного ОК поляризуюче магнітне поле, силові лінії якого нормальні його поверхні. Імпульси високочастотного струму живлять високочастотну котушку 5 через роз'єм 14 і провідник 16, яка відповідно генерує електромагнітне поле. Взаємодія електромагнітного поля і магнітного поля в поверхневому шарі ОК проходить тільки під полюсом джерела 2 постійного поляризуючого магнітного поля, під яким розташована робоча ділянка 7 високочастотної котушки 5 і не проходить під неробочою ділянкою 9 високочастотної котушки 5. В результаті, в ОК збуджуються акустичне поле імпульсів поперечних хвиль, які розповсюджуються нормально поверхні вглиб виробу зі швидкістю Ct. Основа 10 виготовлена з неелектропровідного і неферомагнітного матеріалу і необхідна для фіксації високочастотних котушок 4 і 5. Якщо в зоні збудженого акустичного поля буде знаходитися дефект Д, то за рахунок дифракції на його поверхні будуть збуджені хвилі різних типів. В результаті в поверхневому шарі металу ОК під полюсом другого джерела 3 поляризуючого постійного магнітного поля з'являться три типи хвиль: поверхнева (Релея) зі швидкістю розповсюдження Сr, поперечна зі швидкістю розповсюдження Сt та поздовжня, зі швидкістю розповсюдження Сl. Взаємодія вказаних хвиль з магнітним полем другого джерела 3 збудить над поверхнею металу ОК електромагнітне поле. Це поле наведе ЕРС в робочій ділянці 6 приймаючої високочастотної котушки 4 індуктивності і не наведе ЕРС в робочій ділянці 8 приймаючої високочастотної котушки 4 індуктивності. Виконання робочої ділянки 6 приймаючої високочастотної котушки 4 індуктивності у вигляді щільно упакованих провідників розміром менше довжини півхвилі акустичних коливань, які повинні збуджуватися в металовиробі, гарантує прийом сигналів з максимальною амплітудою. Прийнятий імпульс, який несе інформацію про наявність дефекту Д і його характеристики, через провідник 15 поступає на з'єднувач 13. Відстань L між робочою ділянкою 7 збуджуючої високочастотної котушки 5 індуктивності і робочою ділянкою 6 приймаючої високочастотної котушки 4 індуктивності визначається виразом L 1 2 Cr ( t з t p ) , , де C r - швидкість розповсюдження ультразвукової поверхневої хвилі Релея; t з - тривалість зондуючого ультразвукового імпульсу; t p - тривалість перехідних процесів після впливу зондуючого імпульсу на елементи приладу 35 40 45 50 55 контролю. При такому встановленні величини L імпульс, який несе інформацію про дефект Д, з'являється в часовій площині після закінчення перехідних процесів в елементах дефектоскопа і буде обов'язково зареєстрований приладом контролю. Експериментально встановлено, що розроблений ЕМАП гарантує виявлення дефектів, які знаходяться на глибинах 0…30 мм від поверхні ОК. Технічним результатом корисної моделі є те, що перетворювач даної конструкції, в порівнянні з традиційними, забезпечує виявлення дефектів в поверхневому шарі металу, починаючи з поверхні ОК. Джерела інформації: 1. Комаров В.А. Квазистационарное электромагнитно-акустическое преобразование в металлах / В.А. Комаров. - Свердловск: УНЦ АН СССР, 1986. - 235 с. 2. Неразрушающий контроль: Справочник: В 7 т. Под ред. В.В. Клюева. Т.3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. - М.: Машиностроение, 2004. - 864 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів, що має корпус та закріплені в ньому два джерела постійного магнітного поля, дві окремі плоскі високочастотні котушки індуктивності з робочими і неробочими ділянками, які розміщені в неелектропровідних неферомагнітних основах, одна, високочастотна котушка індуктивності, є збуджуючою, а друга - приймаючою, і протектор, який відрізняється тим, що робоча ділянка збуджуючої високочастотної котушки індуктивності виконана в вигляді рядом розташованих в площині витків провідників і розміщена між полюсом першого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка 2 UA 116248 U 5 10 поза полюсом першого джерела поляризуючого магнітного поля, робоча ділянка приймаючої високочастотної котушки індуктивності виконана у вигляді щільно упакованих провідників розміром менше довжини півхвилі акустичних коливань, які повинні збуджуватися в металовиробі, і розміщена між полюсом другого джерела поляризуючого магнітного поля та металовиробом, а її неробоча ділянка - поза полюсом другого джерела поляризуючого магнітного поля, при цьому відстань L між робочою ділянкою збуджуючої високочастотної котушки індуктивності і робочою ділянкою приймаючої високочастотної котушки індуктивності визначається виразом L 1,2 Cr ( t з t p ) , де C r - швидкість розповсюдження ультразвукової поверхневої хвилі Релея; t з - тривалість зондуючого ультразвукового імпульсу; t p - тривалість перехідних процесів після впливу зондуючого імпульсу на елементи приладу контролю. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/04
Мітки: електромагнітно-акустичний, металовиробів, контролю, роздільно-поєднаний, перетворювач, феромагнітних, ультразвуковий
Код посилання
<a href="https://ua.patents.su/5-116248-ultrazvukovijj-rozdilno-poehdnanijj-elektromagnitno-akustichnijj-peretvoryuvach-dlya-kontrolyu-feromagnitnikh-metalovirobiv.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів</a>
Накладний електромагнітно-акустичний перетворювач
Номер патенту: 74614
Опубліковано: 12.11.2012
Автори: Сучков Григорій Михайлович, Хащіна Сергій Володимирович
МПК: G01N 29/04
Мітки: електромагнітно-акустичний, накладний, перетворювач
Формула / Реферат:
Накладний електромагнітно-акустичний перетворювач, що має корпус, закріплені в ньому джерело постійного магнітного поля, високочастотну котушку індуктивності з робочою та неробочою ділянками провідників, яка розміщена в неелектропровідній неферомагнітній основі, протектор, електромагнітний екран, розміщений між полюсом джерела постійного магнітного поля і високочастотною котушкою індуктивності, який відрізняється тим, що неелектропровідна...
Електромагнітно-акустичний перетворювач для контролю сферичних об’єктів
Номер патенту: 98025
Опубліковано: 10.04.2015
Автори: Тесленко Володимир Юрійович, Андрієнко Олексій Ігорович, Подолян Олександр Олександрович
МПК: G01N 29/04
Мітки: контролю, об'єктів, електромагнітно-акустичний, перетворювач, сферичних
Формула / Реферат:
Електромагнітно-акустичний перетворювач для контролю сферичних об'єктів, що складається з чотирьох паралельних один одному магнітоводів, встановлених навколо спільної осі симетрії, між якими з одного боку розміщений плоский випромінювач, перпендикулярний до загальної осі симетрії, а з іншого боку постійний магніт, встановлений з можливістю повороту навколо точки своєї симетрії, розташованої на загальній осі симетрії, який відрізняється тим,...
Електромагнітно-акустичний перетворювач для контролю об’єктів складної форми
Номер патенту: 98026
Опубліковано: 10.04.2015
Автори: Подолян Олександр Олександрович, Андрієнко Олексій Ігорович, Тесленко Володимир Юрійович
МПК: G01N 29/04
Мітки: контролю, електромагнітно-акустичний, перетворювач, форми, об'єктів, складної
Формула / Реферат:
1. Електромагнітно-акустичний перетворювач для контролю об'єктів складної форми, який складається з двох паралельно встановлених магнітоводів, що встановлюються на поверхню об'єкта контролю, між якими з однієї сторони розташований магніт, а з іншої сторони розташований плоский провідниковий випромінювач, головна площина якого перпендикулярна головним осям магнітоводів, який відрізняється тим, що торці магнітоводів зі сторони об'єкта контролю...
Електромагнітно-акустичний перетворювач для контролю об’єктів великих розмірів
Номер патенту: 98915
Опубліковано: 12.05.2015
Автори: Подолян Олександр Олександрович, Тимохін Олександр Армандович
МПК: G01N 29/04
Мітки: розмірів, контролю, перетворювач, великих, об'єктів, електромагнітно-акустичний
Формула / Реферат:
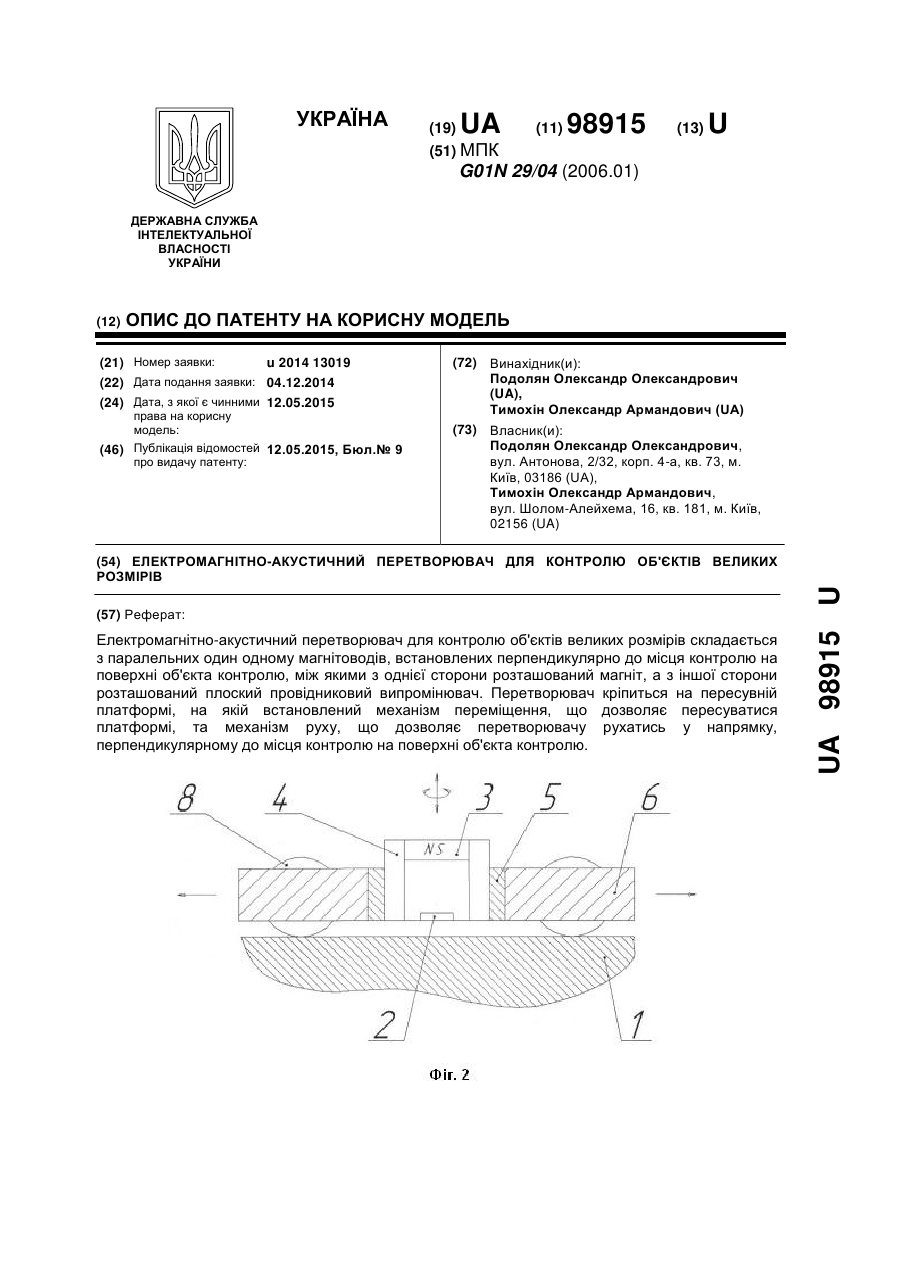
Електромагнітно-акустичний перетворювач для контролю об'єктів великих розмірів, що складається з паралельних один одному магнітоводів, встановлених перпендикулярно до місця контролю на поверхні об'єкта контролю, між якими з однієї сторони розташований магніт, а з іншої сторони розташований плоский провідниковий випромінювач, який відрізняється тим, що перетворювач кріпиться на пересувній платформі, на якій встановлений механізм переміщення,...
Електромагнітно-акустичний перетворювач
Номер патенту: 97929
Опубліковано: 10.04.2015
Автори: Подолян Олександр Олександрович, Козловський Андрій Геннадійович, Гасанов Ігор Тимурович
МПК: G01N 29/04
Мітки: перетворювач, електромагнітно-акустичний
Формула / Реферат:
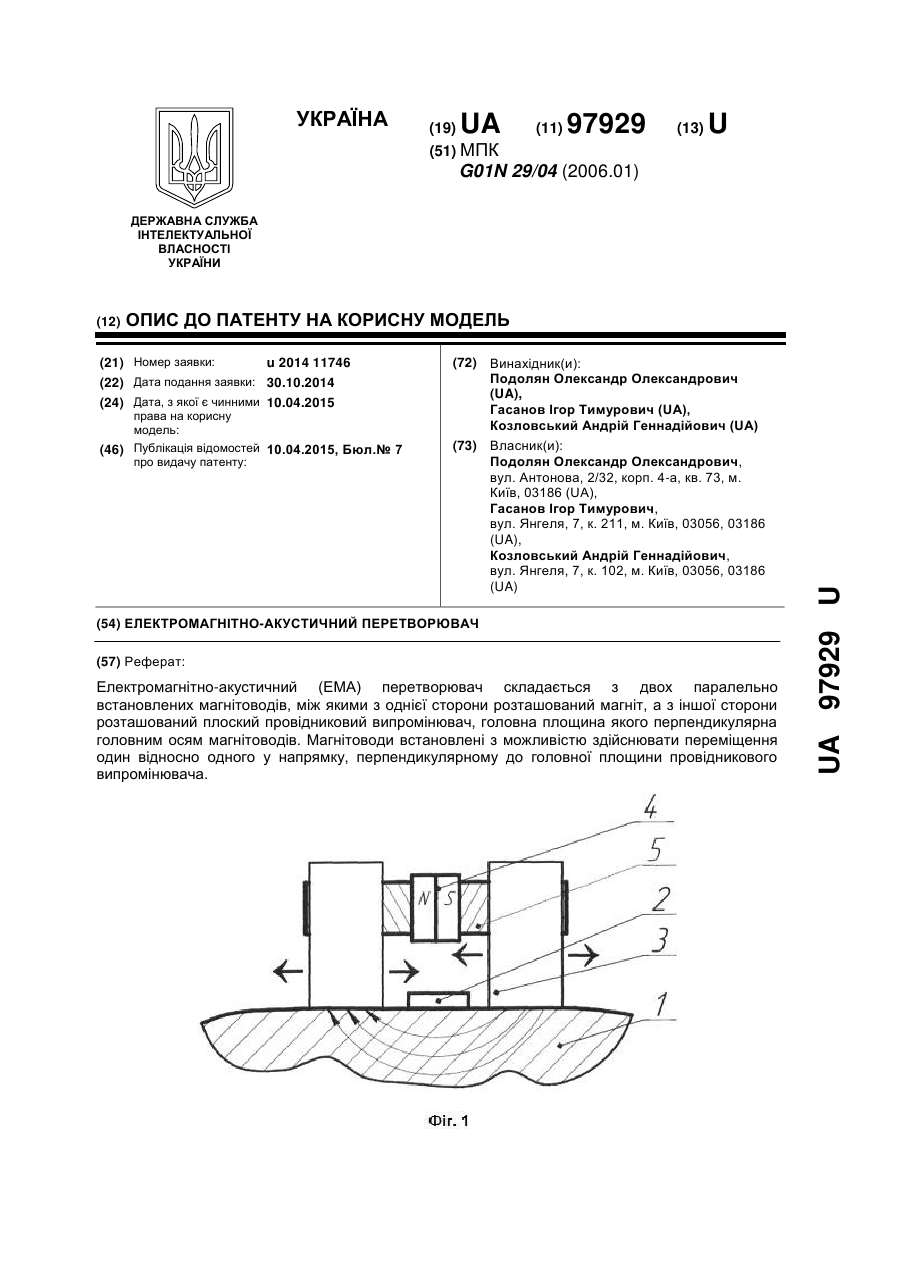
Електромагнітно-акустичний (ЕМА) перетворювач, який складається з двох паралельно встановлених магнітоводів, між якими з однієї сторони розташований магніт, а з іншої сторони розташований плоский провідниковий випромінювач, головна площина якого перпендикулярна головним осям магнітоводів, який відрізняється тим, що магнітоводи встановлені з можливістю здійснювати переміщення один відносно одного у напрямку, перпендикулярному до головної...
Попередній патент: Водяна баня-лабіринт
Наступний патент: Спосіб ультразвукового контролю твердості металу протяжного виробу хвилями релея
Випадковий патент: Пристрій керування профілографом