Спосіб отримання тонковолокнистого фільтрувального матеріалу
Номер патенту: 116946
Опубліковано: 12.06.2017
Автори: Савченко Богдан Михайлович, Резанова Наталія Михайлівна, Сова Надія Володимирівна, Плаван Вікторія Петрівна, Будаш Юрій Олександрович, Іскандаров Руслан Шоімардонович

Формула / Реферат
1. Спосіб отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру, який відрізняється тим, що після змішування полімерів формують композиційну стренгу на одношнековому екструдері, а формування композиційної плівки здійснюють методом адитивного нанесення розплаву суміші полімерів на 3D принтері із композиційної стренги з утворенням багатошарової композиційної плівки, в якій шари стренг розташовані перпендикулярно один до одного.
2. Спосіб за п. 1, який відрізняється тим, що кількість шарів композиційних стренг складає 2-4.
Текст
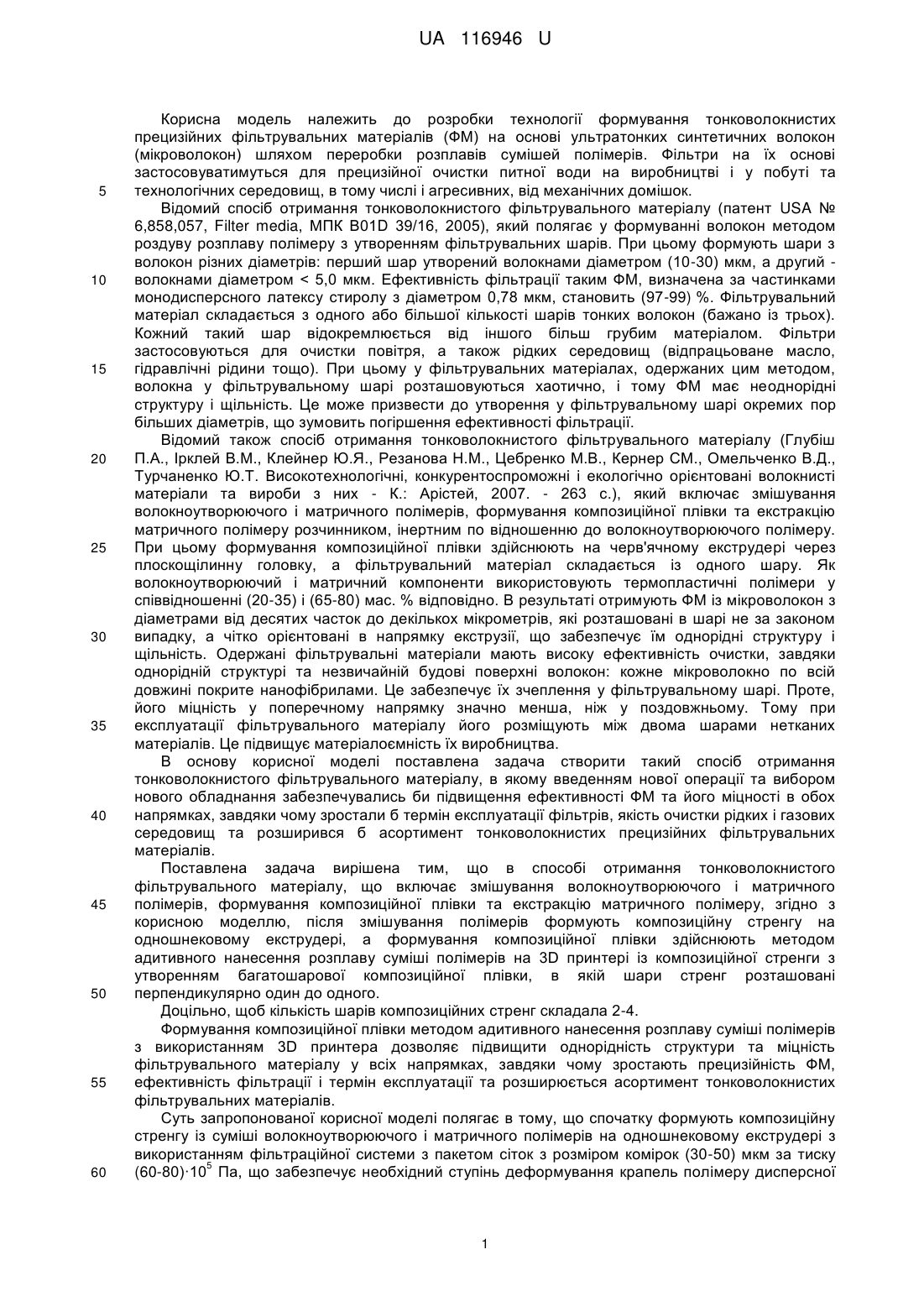
Реферат: Спосіб отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру. Після змішування полімерів формують композиційну стренгу на одношнековому екструдері, а формування композиційної плівки здійснюють методом адитивного нанесення розплаву суміші полімерів на 3D принтері із композиційної стренги з утворенням багатошарової композиційної плівки, в якій шари стренг розташовані перпендикулярно один до одного. UA 116946 U (12) UA 116946 U UA 116946 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до розробки технології формування тонковолокнистих прецизійних фільтрувальних матеріалів (ФМ) на основі ультратонких синтетичних волокон (мікроволокон) шляхом переробки розплавів сумішей полімерів. Фільтри на їх основі застосовуватимуться для прецизійної очистки питної води на виробництві і у побуті та технологічних середовищ, в тому числі і агресивних, від механічних домішок. Відомий спосіб отримання тонковолокнистого фільтрувального матеріалу (патент USA № 6,858,057, Filter media, МПК В01D 39/16, 2005), який полягає у формуванні волокон методом роздуву розплаву полімеру з утворенням фільтрувальних шарів. При цьому формують шари з волокон різних діаметрів: перший шар утворений волокнами діаметром (10-30) мкм, а другий волокнами діаметром < 5,0 мкм. Ефективність фільтрації таким ФМ, визначена за частинками монодисперсного латексу стиролу з діаметром 0,78 мкм, становить (97-99) %. Фільтрувальний матеріал складається з одного або більшої кількості шарів тонких волокон (бажано із трьох). Кожний такий шар відокремлюється від іншого більш грубим матеріалом. Фільтри застосовуються для очистки повітря, а також рідких середовищ (відпрацьоване масло, гідравлічні рідини тощо). При цьому у фільтрувальних матеріалах, одержаних цим методом, волокна у фільтрувальному шарі розташовуються хаотично, і тому ФМ має неоднорідні структуру і щільність. Це може призвести до утворення у фільтрувальному шарі окремих пор більших діаметрів, що зумовить погіршення ефективності фільтрації. Відомий також спосіб отримання тонковолокнистого фільтрувального матеріалу (Глубіш П.А., Ірклей В.М., Клейнер Ю.Я., Резанова Η.Μ., Цебренко М.В., Кернер СМ., Омельченко В.Д., Турчаненко Ю.Т. Високотехнологічні, конкурентоспроможні і екологічно орієнтовані волокнисті матеріали та вироби з них - К.: Арістей, 2007. - 263 с.), який включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру розчинником, інертним по відношенню до волокноутворюючого полімеру. При цьому формування композиційної плівки здійснюють на черв'ячному екструдері через плоскощілинну головку, а фільтрувальний матеріал складається із одного шару. Як волокноутворюючий і матричний компоненти використовують термопластичні полімери у співвідношенні (20-35) і (65-80) мас. % відповідно. В результаті отримують ФМ із мікроволокон з діаметрами від десятих часток до декількох мікрометрів, які розташовані в шарі не за законом випадку, а чітко орієнтовані в напрямку екструзії, що забезпечує їм однорідні структуру і щільність. Одержані фільтрувальні матеріали мають високу ефективність очистки, завдяки однорідній структурі та незвичайній будові поверхні волокон: кожне мікроволокно по всій довжині покрите нанофібрилами. Це забезпечує їх зчеплення у фільтрувальному шарі. Проте, його міцність у поперечному напрямку значно менша, ніж у поздовжньому. Тому при експлуатації фільтрувального матеріалу його розміщують між двома шарами нетканих матеріалів. Це підвищує матеріалоємність їх виробництва. В основу корисної моделі поставлена задача створити такий спосіб отримання тонковолокнистого фільтрувального матеріалу, в якому введенням нової операції та вибором нового обладнання забезпечувались би підвищення ефективності ФМ та його міцності в обох напрямках, завдяки чому зростали б термін експлуатації фільтрів, якість очистки рідких і газових середовищ та розширився б асортимент тонковолокнистих прецизійних фільтрувальних матеріалів. Поставлена задача вирішена тим, що в способі отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру, згідно з корисною моделлю, після змішування полімерів формують композиційну стренгу на одношнековому екструдері, а формування композиційної плівки здійснюють методом адитивного нанесення розплаву суміші полімерів на 3D принтері із композиційної стренги з утворенням багатошарової композиційної плівки, в якій шари стренг розташовані перпендикулярно один до одного. Доцільно, щоб кількість шарів композиційних стренг складала 2-4. Формування композиційної плівки методом адитивного нанесення розплаву суміші полімерів з використанням 3D принтера дозволяє підвищити однорідність структури та міцність фільтрувального матеріалу у всіх напрямках, завдяки чому зростають прецизійність ФМ, ефективність фільтрації і термін експлуатації та розширюється асортимент тонковолокнистих фільтрувальних матеріалів. Суть запропонованої корисної моделі полягає в тому, що спочатку формують композиційну стренгу із суміші волокноутворюючого і матричного полімерів на одношнековому екструдері з використанням фільтраційної системи з пакетом сіток з розміром комірок (30-50) мкм за тиску 5 (60-80)·10 Па, що забезпечує необхідний ступінь деформування крапель полімеру дисперсної 1 UA 116946 U 5 10 15 20 25 30 35 40 фази та злиття їх у рідкі струмені (мікроволокна). Потім методом адитивного нанесення розплаву суміші полімерів на 3D принтері формують композиційну плівку із композиційної стренги, вкладаючи її паралельно. При цьому плівка утворюється із двох і більше шарів, в яких стренги розташовані перпендикулярно одна до одної. Після екстракції матричного полімеру із композиційної плівки орієнтація мікроволокон зберігається, що забезпечує формування фільтрувального шару із мікороволокон, чітко орієнтованих в кожному шарі та розташованих перпендикулярно одних до інших. В порівнянні з найближчим аналогом, фільтрувальний матеріал, одержаний за даним способом, має вищі прецизійність та ефективність очищення рідких та газових середовищ, а також більший термін експлуатації, завдяки покращенню однорідності структури та збільшенню міцності фільтрувального шару. Фільтрувальний матеріал одержують із суміші волокноутворюючого і матричного полімерів, а компоненти беруть у такому співвідношенні, мас. %: волокноутворюючий полімер 20,0-35,0; матричний полімер 65,0-80,0. Фільтрувальний матеріал із одного шару має міцність і ефективність фільтрації на рівні найближчого аналога. Коли кількість шарів є більшою ніж 4, то міцність і ефективність очищення покращуються, але незначною мірою. При цьому зростає опір ФМ, що зумовлює зменшення продуктивності фільтрів, а також збільшується матеріалоємність виробництва. З літератури невідомо одержання тонковолокнистого фільтрувального матеріалу із суміші волокноутворюючого і матричного полімерів шляхом формування композиційної плівки із композиційної стренги методом адитивного нанесення розплаву суміші на 3D принтері та подальшої екстракції матричного полімеру. Таким чином, за способом, що пропонується, отримують тонковолокнисті фільтрувальні матеріали, які є більш прецизійними, мають кращу ефективність очищення та одноріднішу міцність, порівняно зі способом найближчого аналога. Корисна модель пояснюється таким прикладом. Приклад. Для отримання тонковолокнистого фільтрувального матеріалу як волокноутворюючий компонент вибрали поліпропілен (ПП) марки TATREN HG 1007 з показником текучості розплаву 10 г/10 хв., а як матричний співполіамід (СПА) марки 6/66 з температурою плавлення 170 °C та вмістом низькомолекулярних сполук 3,5 мас. %. Співполіамід попередньо сушили під вакуумом за температури (85±5) °С до вмісту вологи і летких сполук 0,05 мас. %. Композиційну стренгу діаметром 1,75 мм формували на одношнековому екструдері з використанням фільтраційної 5 системи із сіток марки П72-П120 з розміром комірок 30 мкм за тиску 70·10 Па. Із одержаної стренги методом адитивного нанесення розплаву суміші полімерів на 3D принтері формували багатошарові композиційні плівки, в яких шари розташовані перпендикулярно один до одного. Екстракцію СПА проводили спирто-водним розчином за температури (70±5) °С. Після екстракції матричного полімеру одержали фільтрувальний матеріал, який складається із ПП мікроволокон. Це свідчить про те, що запропонований спосіб формування композиційної плівки із суміші волокноутворюючого і матричного полімерів дозволяє реалізувати волокноутворення поліпропілену в матриці співполіаміду. Затримуючу здатність ФМ оцінювали за допомогою лічильника аерозольних частинок АЗ-5 в діапазоні їх діаметрів (0,3-1,0) мікрометрів. Ефективність фільтрації визначали, як відношення кількості затриманих частинок відповідного діаметра до їх кількості у повітрі. Вплив кількості шарів у композиційній плівці на ефективність фільтрації атмосферного повітря від механічних домішок наведено в таблиці. Таблиця Ефективність фільтрації атмосферного повітря від механічних домішок К-ть шарів 1 2 3 4 5 аналог 0,3 80,7 85,0 90,2 95,6 96,1 78,6 Ефективність фільтрації (%) за частинками розміром, мкм 0,4 0,5 0,6 0,7 0,8 0,9 85,4 86,6 88,7 90,5 92,7 97,4 88,5 90,8 93,8 95,4 96,9 99,1 92,8 95,4 98,9 100 100 100 96,8 97,9 99,9 100 100 100 97,3 98,0 100 100 100 100 83,5 85,9 88,6 89,3 91,9 98,3 45 2 1,0 99,8 99,9 100 100 100 99,9 UA 116946 U 5 10 15 Аналіз одержаних результатів свідчить, що фільтрувальні матеріали ефективно затримують механічні частинки в усьому дослідженому діапазоні діаметрів. Фільтрувальний матеріал, який складається із одного шару поліпропіленових мікроволокон, має затримуючу здатність на рівні найближчого аналогу. Зі збільшенням кількості шарів прецизійність і ефективність фільтрувальних матеріалів зростають. Проте, коли кількість шарів стає більшою чотирьох, значно зростає опір ФМ та зменшується їх продуктивність. Фільтрувальний матеріал, який складається із чотирьох шарів, характеризується високими затримуючою здатністю та продуктивністю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру, який відрізняється тим, що після змішування полімерів формують композиційну стренгу на одношнековому екструдері, а формування композиційної плівки здійснюють методом адитивного нанесення розплаву суміші полімерів на 3D принтері із композиційної стренги з утворенням багатошарової композиційної плівки, в якій шари стренг розташовані перпендикулярно один до одного. 2. Спосіб за п. 1, який відрізняється тим, що кількість шарів композиційних стренг складає 2-4. 20 Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: D01F 8/04, B33Y 10/00, D01F 8/00, B01D 39/16
Мітки: фільтрувального, тонковолокнистого, матеріалу, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/5-116946-sposib-otrimannya-tonkovoloknistogo-filtruvalnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання тонковолокнистого фільтрувального матеріалу</a>
Спосіб одержання тонковолокнистого фільтрувального матеріалу
Номер патенту: 67423
Опубліковано: 27.02.2012
Автори: Резанова Наталія Михайлівна, Резанова Вікторія Георгіївна, Дзюбенко Лідія Степанівна, Цебренко Марія Василівна, Мельник Ірина Анатоліївна, Сап'яненко Олександр Олександрович, Міщенко Валентин Миколайович, Горбик Петро Петрович
МПК: D01F 8/00, B01J 20/28
Мітки: матеріалу, фільтрувального, тонковолокнистого, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання тонковолокнистого фільтрувального матеріалу, що включає змішування у розплаві волокнотвірного і матричного полімерів та кремнезему, формування композиційної плівки з розплаву суміші полімерів та екстрагування матричного полімеру, який відрізняється тим, що фільтрувальний матеріал додатково обробляють озоном при одночасному ультрафіолетовому опроміненні впродовж 1,0-3,0 хв.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб отримання адсорбційного фільтрувального матеріалу
Номер патенту: 12822
Опубліковано: 15.03.2006
Автори: Горбик Петро Петрович, Сап'яненко Олександр Олександрович, Дзюбенко Лідія Степанівна, Резанова Вікторія Георгіївна, Луцик Ростислав Володимирович, Цебренко Ірина Олександрівна, Резанова Наталія Михайлівна, Куваєва Євгенія Павлівна, Цебренко Марія Василівна
МПК: B01J 20/28, D01F 8/00
Мітки: адсорбційного, матеріалу, отримання, фільтрувального, спосіб
Формула / Реферат:
Спосіб отримання адсорбційного фільтрувального матеріалу шляхом змішування в розплаві волокноутворюючого і матричного полімерів, формування композиційної плівки із розплаву суміші полімерів, та екстракції з неї матричного полімеру, який відрізняється тим, що на стадії змішування в волокноутворюючий полімер додатково вводять аеросил в кількості 0,2-5,0 мас. %.
Спосіб отримання фільтрувального матеріалу з розплаву полімеру
Номер патенту: 26981
Опубліковано: 10.10.2007
Автори: Ємченко Ольга Миколаївна, Поляков Микола Васильович, Поляков Віталій Станіславович
МПК: B01D 39/00
Мітки: розплаву, фільтрувального, полімеру, спосіб, матеріалу, отримання
Формула / Реферат:
Спосіб отримання фільтрувального матеріалу з розплаву полімеру, що включає аеродинамічне формування синтетичних ниток, напилювання їх на поверхню приймального пристрою, що рухається поступально й обертається, й формування матеріалу на ньому, який відрізняється тим, що після формування матеріал поміщають в електростатичне поле напруженістю 8-15 кВ/см при абсолютній вологості повітря 15-20 мг/л і температурі 18-25 °С.
Спосіб виготовлення фільтрувального матеріалу на основі ультратонких синтетичних волокон
Номер патенту: 30907
Опубліковано: 15.12.2000
Автори: Цебренко Марія Василівна, Резанова Наталія Михайлівна, Цебренко Ірина Олександрівна, Березненко Микола Петрович, Головко Дмитро Богданович
МПК: D01F 8/00
Мітки: фільтрувального, синтетичних, виготовлення, основі, матеріалу, волокон, спосіб, ультратонких
Текст:
...ФМ. Винахід ілюструється слідуючими прикладами. Приклад 1 Для приготування суміші брали слідуючі вихідні полімери: поліпропілен (ПП) - основний волокноутворюючий, сополіамід (СПА) – матричний і співполімер етилену з вінілацетатом (СЕВА) – другий волокноутворюючий компоненти. Для покращення сумісності між ПП і СПА в суміш вводили полімер - компатибілізатор (СЕВА), поскільки можна було передбачити можливість реалізації специфічної взаємодії між...
Спосіб отримання нетканого фільтрувального матеріалу
Номер патенту: 8164
Опубліковано: 15.07.2005
Автори: Добрянський Леонід Анатолійович, Пономарьов Володимир Львович, Дзюба Сергій Вікторович
МПК: B01D 39/00, B01D 39/16
Мітки: отримання, спосіб, матеріалу, нетканого, фільтрувального
Формула / Реферат:
Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру в полі високої напруги, що включає екструзію полімерного матеріалу волокноутворювальною головкою, дію на волокна розплаву потоком стисненого повітря у напрямку оправки, пошарове вкладання волокон на оправці у фільтрувальні шари, який відрізняється тим, що електрокінетичного потенціалу однойменного заряду надають волокну полімеру за рахунок впливу електричним полем,...
Попередній патент: Пристрій для натягу ланцюга скребкового конвеєра
Наступний патент: Пасова передача
Випадковий патент: Спосіб промивання горна доменної печі