Спосіб ціанування сталевих виробів
Номер патенту: 117841
Опубліковано: 10.07.2017
Автори: Мак-Мак Наталя Євгеніївна, Чейлях Ян Олександрович, Чейлях Олександр Петрович

Формула / Реферат
Спосіб ціанування сталевих виробів в середовищі азот-вуглецевмісної солі при швидкісному багаторазовому термоциклічному нагріванні струмами високої частоти при температурі 900-1140 °C, який відрізняється тим, що попередньо проводять цементацію, а як азот-вуглецевмісні солі використовують порошок карбаміду (NH2)2CO.
Текст
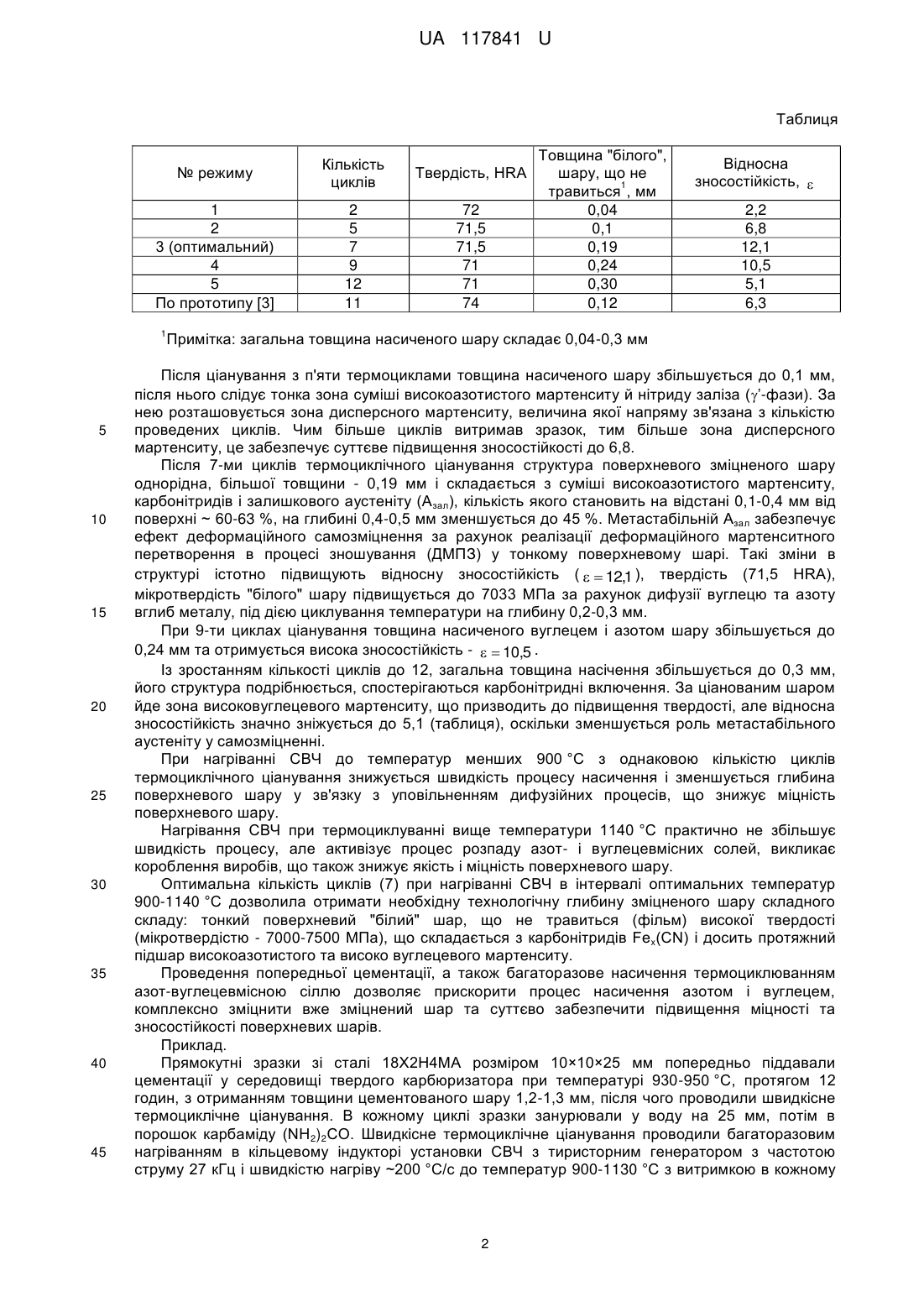
Реферат: Спосіб ціанування сталевих виробів в середовищі азот-вуглецевмісної солі при швидкісному багаторазовому термоциклічному нагріванні струмами високої частоти при температурі 9001140 °C. Попередньо проводять цементацію, а як азот-вуглецевмісні солі використовують порошок карбаміду (NH2)2CO. UA 117841 U (12) UA 117841 U UA 117841 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії, зокрема до хіміко-термічної обробки сталевих деталей. Відомий спосіб нітроцементації сталевих виробів в пасті [1], що містить сажу і азотовмісний компонент - в якості якого застосовують карбамід при наступному співвідношенні компонентів, мас. ч.: карбамід 50-55, сажа 50-45. Нітроцементацію проводять з витримкою протягом 4 год. в печі при температурі 550 °C. Недоліком даного процесу є велика тривалість обробки, пов'язана з приготуванням і нанесенням пасти, просушуванням виробів до 60 хв. при 70-100 °C, а потім власне процесом нітроцементації - 4 години, а також виснаженням пасти. Відомий спосіб рідкісного ціанування, що полягає в зануренні цементованих виробів у гарячу соляну ванну, що складається з хлористих і вуглекислих солей з присадкою ціаністого натру або калію по 45 %. Також в неї вводять окислюючий реагент (напр. вуглекислий газ або сурик) [2]. Недоліком даного процесу є велика тривалість обробки та його токсичність. Найбільш близьким аналогом є спосіб ціанування сталевих виробів з нанесенням порошку азот - вуглецевмісних солей, у якості яких застосовують порошок жовтої кров'яної солі K4[Fe(CN)6]3H2O або карбаміду [H2NCONH2]3H2O, і багаторазового-термоциклічного нагріву струмами високої частоти (СВЧ) їх від 900 до 1140 °C з кількістю циклів від 5 до 14 [3]. Недоліками відомого способу є відсутність комплексного поверхневого зміцнення спочатку хіміко-термічною обробкою на задану глибину та додаткового зміцнення вже зміцненого шару, що не дозволяє отримати подвійний збільшений ефект у зв'язку з відсутністю шару з високим змістом вуглецю. В основу корисної моделі поставлена задача удосконалити спосіб ціанування сталевих виробів, в якому за рахунок попереднього навуглецювання матеріалу та зміни режиму ціанування, прискорюється процес насичення вуглецем та азотом, забезпечується додаткове підвищення міцності поверхневого шару, який отримує високі мікротвердість і зносостійкість. Поставлена задача вирішується тим, що в способі ціанування сталевих виробів у середовищі азот - вуглецевмісних солей з багаторазовим, швидкісним термоциклічним нагріванням струмами високої частоти при температурі 900-1140 °C, згідно з корисною моделлю, здійснюють попередню цементацію, а як азот - вуглецевмісних солей застосовують порошок карбаміду (NH2)2CO. Використання тільки карбаміду обумовлено тим, що на відміну від інших солей, в тому числі жовтої кров'яної солі, він не має шкідливого впливу на організм людини. Кількістю циклів нагріву СВЧ при ціануванні можна регулювати товщину "білого" шару і шару високоазотистого мартенситу та кількість структурних складових. Загальна товщина насиченого азотом та вуглецем шару значно більше і складає від 0,04 до 0,3 мм, в залежності від кількості циклів. Із збільшенням кількості циклів до семи відбувається значне поліпшення структури насиченого шару. Особливістю даної структури, отриманої після попередньої цементації і наступної ТЦО в середовищі карбаміду, є те, що додатково отримується навуглецьований шар товщиною 1,2-1,3 мм, у структурі якого спостерігається в значно більшій кількості Азал та на більшій глибині, ніж без попередньої цементації. Додаткове насичення карбамідом призводить до насичення поверхневого шару азотом та утворенню карбонітрідних фаз. Зміна структури по шару відбувається рівномірно, таким чином, ми отримуємо градієнтну структуру з різними властивостями по всьому перетину зміцненого шару. Після 2-х циклів ТЦА на поверхні цементованих зразків сталі 18X2Н4МА утворюється зміцнений шар товщиною 0,07-0,14 мм, який складається з декількох зон. Верхня зона складається переважно з карбонітриду типу Fe(N,С), мікротвердістю 6500-6700 МПа, значно вище мікротвердості серцевини (2400-2800 МПа) і плавно знижується від поверхні до основи. Потім розташовується зона, що складається з твердого розчину вуглецю і азоту в залізі з включеннями карбонітрідних фаз, твердість якої значно вище твердості серцевини (HV 67007000 МПа). Потім структура переходить в аустенітно-мартенситно-карбідну, в деяких місцях зустрічаються нітриди твердістю 7000-11000 МПа. Кількісний металографічний аналіз по глибині зміцненого шару сталі показав, що на відстані 0,1-0,4 мм від поверхні зміст залишкового аустеніту (Азал) становить ~65 %, на глибині 0,4-0,5 мм кількість Азал зменшується до 60 %, кількість мартенситу при цьому збільшується. При цьому, не досягаються високі показники відносної зносостійкості ( 2,2 ), але досягається висока твердість 72 HRA (таблиця). Це пояснюється тим, що "білий" ціанований шар - має малу товщину (0,04 мм) та складається з карбонітридів Fex(CN) високої твердості, що не дозволяє отримувати високу зносостійкість, тому що при зношуванні відбуваються відколи й розтріскування. 60 1 UA 117841 U Таблиця № режиму Кількість циклів Твердість, HRA 1 2 3 (оптимальний) 4 5 По прототипу [3] 2 5 7 9 12 11 72 71,5 71,5 71 71 74 Товщина "білого", шару, що не 1 травиться , мм 0,04 0,1 0,19 0,24 0,30 0,12 Відносна зносостійкість, 2,2 6,8 12,1 10,5 5,1 6,3 1 Примітка: загальна товщина насиченого шару складає 0,04-0,3 мм 5 10 15 20 25 30 35 40 45 Після ціанування з п'яти термоциклами товщина насиченого шару збільшується до 0,1 мм, після нього слідує тонка зона суміші високоазотистого мартенситу й нітриду заліза (’-фази). За нею розташовується зона дисперсного мартенситу, величина якої напряму зв'язана з кількістю проведених циклів. Чим більше циклів витримав зразок, тим більше зона дисперсного мартенситу, це забезпечує суттєве підвищення зносостійкості до 6,8. Після 7-ми циклів термоциклічного ціанування структура поверхневого зміцненого шару однорідна, більшої товщини - 0,19 мм і складається з суміші високоазотистого мартенситу, карбонітридів і залишкового аустеніту (Азал), кількість якого становить на відстані 0,1-0,4 мм від поверхні ~ 60-63 %, на глибині 0,4-0,5 мм зменшується до 45 %. Метастабільній Азал забезпечує ефект деформаційного самозміцнення за рахунок реалізації деформаційного мартенситного перетворення в процесі зношування (ДМПЗ) у тонкому поверхневому шарі. Такі зміни в структурі істотно підвищують відносну зносостійкість ( 12,1 ), твердість (71,5 HRA), мікротвердість "білого" шару підвищується до 7033 МПа за рахунок дифузії вуглецю та азоту вглиб металу, під дією циклування температури на глибину 0,2-0,3 мм. При 9-ти циклах ціанування товщина насиченого вуглецем і азотом шару збільшується до 0,24 мм та отримується висока зносостійкість - 10,5 . Із зростанням кількості циклів до 12, загальна товщина насічення збільшується до 0,3 мм, його структура подрібнюється, спостерігаються карбонітридні включення. За ціанованим шаром йде зона високовуглецевого мартенситу, що призводить до підвищення твердості, але відносна зносостійкість значно зніжується до 5,1 (таблиця), оскільки зменшується роль метастабільного аустеніту у самозміцненні. При нагріванні СВЧ до температур менших 900 °C з однаковою кількістю циклів термоциклічного ціанування знижується швидкість процесу насичення і зменшується глибина поверхневого шару у зв'язку з уповільненням дифузійних процесів, що знижує міцність поверхневого шару. Нагрівання СВЧ при термоциклуванні вище температури 1140 °C практично не збільшує швидкість процесу, але активізує процес розпаду азот- і вуглецевмісних солей, викликає короблення виробів, що також знижує якість і міцність поверхневого шару. Оптимальна кількість циклів (7) при нагріванні СВЧ в інтервалі оптимальних температур 900-1140 °C дозволила отримати необхідну технологічну глибину зміцненого шару складного складу: тонкий поверхневий "білий" шар, що не травиться (фільм) високої твердості (мікротвердістю - 7000-7500 МПа), що складається з карбонітридів Fex(CN) і досить протяжний підшар високоазотистого та високо вуглецевого мартенситу. Проведення попередньої цементації, а також багаторазове насичення термоциклюванням азот-вуглецевмісною сіллю дозволяє прискорити процес насичення азотом і вуглецем, комплексно зміцнити вже зміцнений шар та суттєво забезпечити підвищення міцності та зносостійкості поверхневих шарів. Приклад. Прямокутні зразки зі сталі 18X2Н4МА розміром 10×10×25 мм попередньо піддавали цементації у середовищі твердого карбюризатора при температурі 930-950 °C, протягом 12 годин, з отриманням товщини цементованого шару 1,2-1,3 мм, після чого проводили швидкісне термоциклічне ціанування. В кожному циклі зразки занурювали у воду на 25 мм, потім в порошок карбаміду (NH2)2CO. Швидкісне термоциклічне ціанування проводили багаторазовим нагріванням в кільцевому індукторі установки СВЧ з тиристорним генератором з частотою струму 27 кГц і швидкістю нагріву ~200 °C/с до температур 900-1130 °C з витримкою в кожному 2 UA 117841 U 5 10 15 20 25 30 35 циклі до 5 с і подальшим охолодженням у воді до кімнатної температури після кожного циклу нагрівання та змочуванням у порошку карбаміду. Із кожним зразком була проведена різна кількість циклів термоциклічного ціанування від 2 до 12. Кількістю циклів нагріву СВЧ при ціануванні регулювалася товщина шару насиченого азотом та вуглецем. Вимірювання твердості проводили на приладі Роквелла (ГОСТ 9012-59), мікротвердості на приладі ПМТ- З (ГОСТ 22761-77) при навантаженні 50 г. Випробування зносостійкості виробляли на тих же зразках на машині МІ-1М за схемою колодка (випробуваний зразок) - ролик (контр-тіло зі сталі 40X, загартованої на твердість 52 HRC) обертанням ролика зі швидкістю 500 -1 хв (лінійна швидкість 1,31 м/с) під навантаженням 67 Н. Відносна зносостійкість визначалась за формулою: mЭ ; mобр де mЭ , m обр - втрати маси еталона і зразка за однаковий час зношування (8 хв., приватне час зношування по 1 хв.). Як еталон використовувалася сталь 18X2Н4МА в загартованому стані з твердістю 58 HRA. У результаті використання розробленого способу досягається підвищення відносної зносостійкості ціанованих зразків сталі в ~2,5 рази, ніж без термоциклічного ціанування і в 1,9 рази, ніж після обробки за способом аналогом. Джерела інформації: [1] Способ нитроцементации металлов в пастах: Патент № 2254396 (Российская Федерация) МПК С23С 8/76 // Колмыков В.И., Переверзев В.М., Барабаш Μ.Α., Барабаш Α.Α. Курская государственная сельскохозяйственная академия им. Проф. И.И. Иванова, заявл. 19.09.03, №2003128356/02; опубл. 20.06.05, бюл. № 17 (ч. II). [2] Описание способа цементации стальных изделий в цианистых ваннах: А.с. 44261 (СССР), МПК С23С // Ильин М.М. - заявл. 26.11.1934 № 157910, опубл. 30.09.1935. [3] Чейлях Я.О., Куцомеля Ю.Ю., Шейченко Г.В. Спосіб ціанування сталевих виробів / Патент на винахід №108814 (Україна), МПК С23С 8/74, С23С 8/02, С23С 8/76, опубл. 10.06.2015, Бюл. №11. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб ціанування сталевих виробів в середовищі азот-вуглецевмісної солі при швидкісному багаторазовому термоциклічному нагріванні струмами високої частоти при температурі 9001140 °C, який відрізняється тим, що попередньо проводять цементацію, а як азотвуглецевмісні солі використовують порошок карбаміду (NH2)2CO. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 8/02, C23C 8/76, C23C 8/74
Мітки: виробів, спосіб, сталевих, ціанування
Код посилання
<a href="https://ua.patents.su/5-117841-sposib-cianuvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ціанування сталевих виробів</a>
Спосіб ціанування сталевих виробів
Номер патенту: 108814
Опубліковано: 10.06.2015
Автори: Куцомеля Юлія Юріївна, Шейченко Галина Валентинівна, Чейлях Ян Олександрович, Чейлях Олександр Петрович
МПК: C23C 8/02, C23C 8/76, C23C 8/74
Мітки: сталевих, виробів, ціанування, спосіб
Формула / Реферат:
1. Спосіб ціанування сталевих виробів в середовищі азот-вуглецевмісної солі при нагріванні струмами високої частоти, який відрізняється тим, що здійснюють багаторазовий термоциклічний нагрів при температурах 900-1140 °C з нанесенням порошку солей на вологий виріб до нагрівання і між циклами.2. Спосіб за п. 1, який відрізняється тим, що як азот-вуглецевмісну сіль застосовують порошок жовтої кров'яної солі K4[Fe(CN)6]*3H2O або...
Спосіб підвищення зносостійкості сталевих виробів
Номер патенту: 108866
Опубліковано: 10.08.2016
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: C23C 4/04, B23H 9/00, B23H 1/06
Мітки: зносостійкості, сталевих, виробів, спосіб, підвищення
Формула / Реферат:
1. Спосіб підвищення зносостійкості сталевих виробів, який включає нанесення на зношувані поверхні сталевих виробів зносостійкого композитного матеріалу, що складається з твердосплавної суміші ВК6 і легкоплавкої суміші М1, який відрізняється тим, що зношувану поверхню виробу покривають шаром індію методом електроерозійного легування (ЕЕЛ) при енергії імпульсу Wp=0,01-0,03 Дж, після чого на вкриту індієм поверхню наносять зносостійкий...
Спосіб хіміко-термічної обробки сталевих виробів
Номер патенту: 117008
Опубліковано: 12.06.2017
Автори: Соболь Олег Валентинович, Александров Віктор Олександрович, Жиров Олександр Сергійович, Шепель Сергій Володимирович, Андреєв Анатолій Опанасович, Столбовий В'ячеслав Олександрович, Шевченко Світлана Михайлівна
МПК: C21D 1/06, C23C 14/32
Мітки: хіміко-термічної, обробки, сталевих, спосіб, виробів
Формула / Реферат:
Спосіб хіміко-термічної обробки сталевих виробів, за яким сталеві вироби піддають загартуванню, відпусканню та азотуванню у вакуумно-дуговому газовому розряді, який відрізняється тим, що азотування сталевих виробів у вакуумному-дуговому газовому розряді проводять перед загартуванням та відпусканням.
Спосіб дифузійного борохромування сталевих виробів
Номер патенту: 110116
Опубліковано: 25.11.2015
Автор: Стецько Андрій Євгенович
МПК: C23C 8/70, C23C 10/32
Мітки: борохромування, сталевих, спосіб, виробів, дифузійного
Формула / Реферат:
Спосіб дифузійного борохромування сталевих виробів, який включає нанесення на вироби борохромувальної суміші, що містить джерело хрому, карбіду бору і фторопласт, та термообробку, який відрізняється тим, що борохромувальна суміш є обмазкою, де джерелом хрому є ферохром, і вона додатково містить нікель, при такому співвідношенні компонентів, мас. %: ферохром 5-7 фторопласт ...
Спосіб поверхневої обробки сталевих виробів
Номер патенту: 42503
Опубліковано: 15.10.2001
Автори: Беліков Олександр Миколайович, Кримов Віталій Миколайович, Алімов Валерій Іванович
МПК: C23C 8/08
Мітки: сталевих, виробів, поверхневої, спосіб, обробки
Формула / Реферат:
Спосіб поверхневої обробки сталевих виробів, переважно різального інструменту, який включає насичення вуглецем поверхні, який відрізняється тим, що перед насиченням вуглецем на поверхню виробу з низьковуглецевої сталі наносять обмазку, яка містить легуючі елементи, що входять до складу інструментальної сталі, а насичення вуглецем поверхні здійснюють вуглецевою плазмою до вмісту 0,7-0,95 %.
Попередній патент: Спосіб визначення мутагенності хімічних факторів на drosophila melanogaster
Наступний патент: Спосіб корекції інсулінорезистентності у хворих на первинний гіпотиреоз з ожирінням та порушенням вуглеводного обміну на стадії предіабету
Випадковий патент: Спосіб виробництва білкового стабілізатора з курячого тримінгу