Спосіб виготовлення кулезахисної панелі для засобів бронезахисту
Номер патенту: 120720
Опубліковано: 10.11.2017
Автори: Стрижало Володимир Олександрович, Марченко Тетяна Віталіївна, Новогрудський Леонід Самуілович

Формула / Реферат
Спосіб виготовлення кулезахисної панелі для засобів бронезахисту, що включає виготовлення з термообробленої кулестійкої сталі заготовки, форма якої відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту, який відрізняється тим, що на протилежних площинах заготовки панелі розміщують пару інструментів у вигляді роликів і/або пуансонів, а ділянку по товщині заготовки панелі між парою інструментів піддають стиску з її одночасним електростимульованим пластичним деформуванням шляхом пропускання через ділянку та інструменти серії електричних імпульсів, напрямок дії струму кожної з серій суміщують з напрямком механічних напружень, створених інструментами у ділянці заготовки панелі, рівень навантаження інструментів на ділянку заготовки панелі фіксують на час пропускання серій імпульсів, а електростимульоване пластичне деформування здійснюють до отримання кулезахисної панелі, поверхні якої мають ділянки з різними наперед визначеними значеннями твердості.
Текст
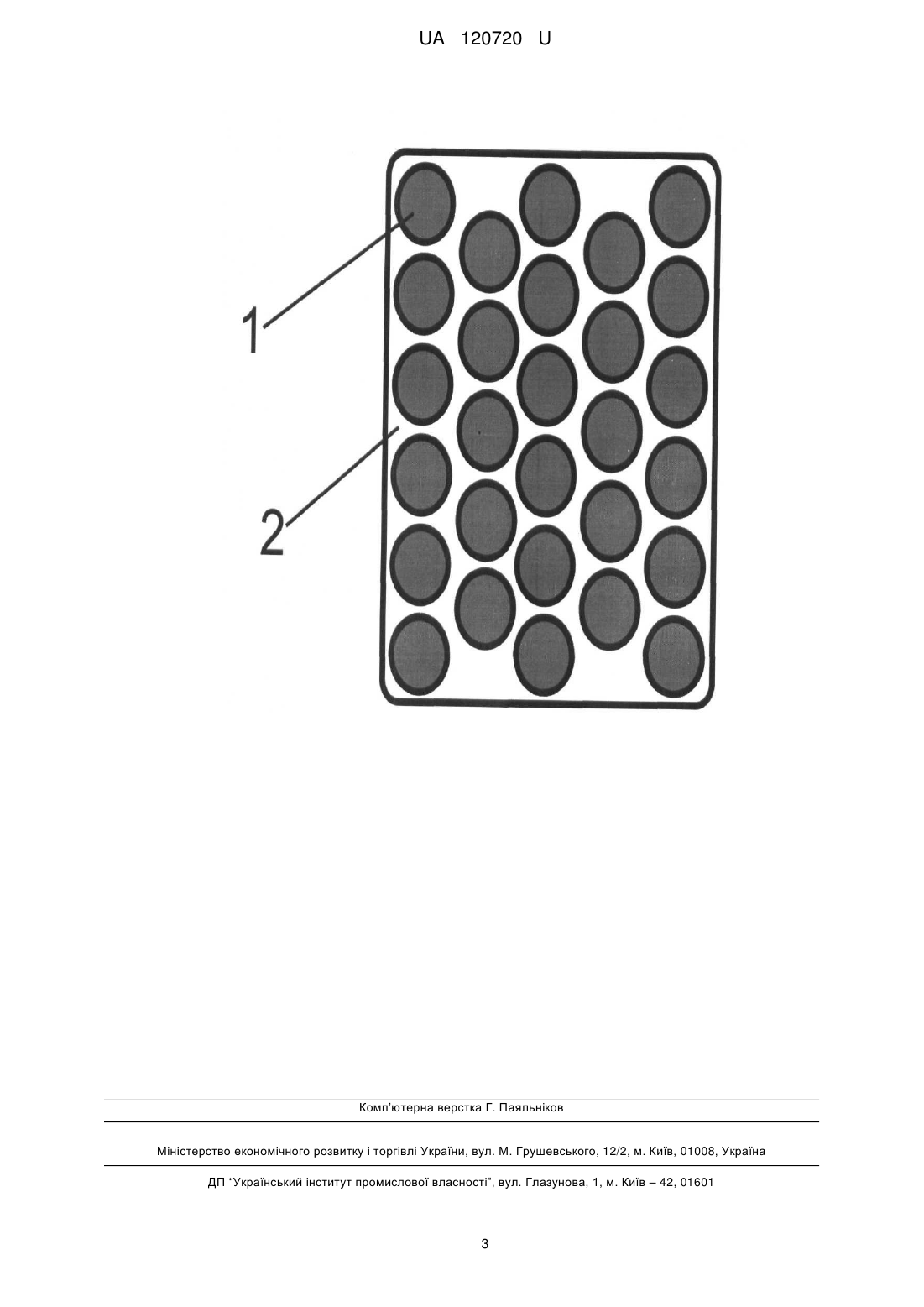
Реферат: Спосіб виготовлення кулезахисної панелі для засобів бронезахисту включає виготовлення з термообробленої кулестійкої сталі заготовки, форма якої відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту. На протилежних площинах заготовки панелі розміщують пару інструментів у вигляді роликів і/або пуансонів, а ділянку по товщині заготовки панелі між парою інструментів піддають стиску з її одночасним електростимульованим пластичним деформуванням шляхом пропускання через ділянку та інструменти серії електричних імпульсів. Напрямок дії струму кожної з серій суміщують з напрямком механічних напружень, створених інструментами у ділянці заготовки панелі. Рівень навантаження інструментів на ділянку заготовки панелі фіксують на час пропускання серій імпульсів. Електростимульоване пластичне деформування здійснюють до отримання кулезахисної панелі, поверхні якої мають ділянки з різними наперед визначеними значеннями твердості. UA 120720 U (12) UA 120720 U UA 120720 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів виготовлення засобів бронезахисту, а саме до способу виготовлення кулезахисної панелі, яка може бути використана, зокрема у конструкції бронежилету, призначеного для індивідуального захисту людини від враження кулями бойової стрілецької зброї та осколків, а також бронещитків для захисту інших рухомих та нерухомих об'єктів. Найбільш близьким до пропонованого за кількістю суттєвих ознак є спосіб виготовлення кулезахисної панелі для засобів бронезахисту, що включає виготовлення з термообробленої кулестійкої сталі заготовки, форма якої відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту [Патент на винахід № 2 139 357 РФ, МПК C21D 9/42 (1995.01); F41H 1/02 (1995.01); F41H 5/02 (1995.01); Опубліковано: 10.10.1999]. У відповідності до згаданого способу виготовляють кулезахисні панелі товщиною до 20,5 мм і твердістю від 58 до 63 одиниць HRC. Такі панелі є досить крихкими - при влученні у неї кулі з високою енергією у ділянці влучення зароджуються лавинні тріщини, які у деяких випадках приводять до руйнування - поділу панелі на окремі фрагменти. Тому панелі, виготовлені згаданим способом є недостатньо надійними. В основу пропонованої корисної моделі поставлена задача створення такого способу, який би дозволив отримувати більш надійні кулезахисні панелі. Поставлена задача вирішується за рахунок створення умов для зменшення довжини лавинної тріщини у панелі, яка виникає у момент влучення у неї кулі. Пропонований, як і відомий спосіб виготовлення кулезахисної панелі для засобів бронезахисту, включає виготовлення з термообробленої кулестійкої сталі заготовки, форма якої відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту, а відповідно, до пропонованої корисної моделі, на протилежних площинах заготовки панелі розміщують пару інструментів у вигляді роликів і/або пуансонів, а ділянку по товщині заготовки панелі між парою інструментів піддають стиску з її одночасним електростимульованим пластичним деформуванням шляхом пропускання через ділянку та інструменти серії імпульсів електричного струму, напрямок дії струму кожної з серій суміщують з напрямком дії механічного навантаження, створеного інструментами у ділянці заготовки панелі, рівень навантаження інструментів на ділянку заготовки панелі фіксують на час пропускання серій імпульсів, а електростимульоване пластичне деформування здійснюють до отримання кулезахисної панелі, поверхні якої утворені із ділянок з різними наперед визначеними значеннями твердості. Авторами експериментально встановлено на зразках з кулестійкої сталі (45 × 2НМФБА), що розповсюдження лавинної тріщини, утвореної у зразку товщиною 5 мм під дією удару, еквівалентному кулі СВД, випущеної із стрілецької зброї із відстані 100 метрів, припиняється або ж швидкість її розповсюдження суттєво зменшується і змінюється напрямок при виході тріщини з ділянки панелі, яка була утворена стиском по товщині панелі з її одночасним електростимульованим пластичним деформуванням. У момент влучання кулі у панель, виготовлену пропонованим способом, у твердій ділянці панелі (до 60 одиниць HRC) виникає лавинна тріщина, яка розповсюджується через ділянку, в якій втрачає більшу частину своєї енергії, а при русі в напрямку іншої твердої ділянки у багатьох випадках її розповсюдження припиняється. Таким чином, у випадку влучення кулі у панель, виготовлену пропонованим способом, розповсюдження лавинної тріщини є обмеженим, практично однією твердою ділянкою та проміжком між сусідніми твердими ділянками, що дозволяє продовжити використання панелі і надалі. Висока твердість і підвищена надійність панелі, виготовленої пропонованим способом, дозволяє зменшити її товщину до 3,5-4,5 мм і, як наслідок, зменшити вагу панелі. Форма смуг визначається технологічними можливостями підприємства-виробника. Суть пропонованого способу пояснюється схематичним кресленням, на якому показаний один із прикладів використання кулезахисної панелі для засобів бронезахисту, виготовленої пропонованим способом і призначеної для її застосування у бронежилеті. Такий бронежилет складається з передньої і задньої секцій, сполучених кріпильно-регулювальними пристроями плечовими шлейками на липучках та поясними застібками на липучках (не показано). Його передня і задня секції забезпечені встановленими у відповідних кишенях однаковими кулезахисними панелями у областях, що відповідають розташуванню життєво важливих органів особи. Розмір кожної панелі: 25 на 30 см. Бронежилет забезпечений також: амортизаційними елементами (демпферами) у вигляді вставок-демпферів із пом'якшуючого удар матеріалу, приклеєного до тильного боку панелі (не показано), антирикошетним екраном (не показано), протисколковим захистом шиї, плечей, паху та боків (не показано). Кожна кулезахисна панель має форму, що відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту. На кожній панелі є ділянки 1 і 2 з різними наперед 1 UA 120720 U 5 10 15 20 25 30 35 40 45 50 55 визначеними значеннями поверхневої твердості. Ділянки 1 створені шляхом стиску панелі по товщині циліндричними пуансонами з її одночасним електростимульованим пластичним деформуванням шляхом пропускання через ділянку 1 та інструменти серії електричних імпульсів. Ділянки 2 - проміжки між ділянками 1. В залежності від класу захисту, вага панелі для пропонованого бронежилета складає 3,0-4,5 кг. Приклад. 3 термообробленої кулестійкої сталі 45 × 2НМФБА виготовляли заготовку панелі товщиною 5 мм, форма якої відповідала встановленим нормативам на кулезахисні панелі для бронежилетів. На протилежних площинах заготовки панелі розміщували пару інструментів у вигляді циліндричних пуансонів, які підключали до відповідних виходів генератора імпульсів електричного струму (ІЕС). При цьому пуансони притискували до поверхні заготовки панелі з зусиллям, яке забезпечує напруження, що дорівнює або перевищує значення границі плинності сталі. Для розмірів використаних пуансонів і даної сталі воно складало 5600 Н. Рівень навантаження інструментів на ділянку заготовки панелі фіксували на час пропускання серій імпульсів. Пропускали через -2 пуансони і заготовку панелі серії ІЕС тривалістю 10 с та амплітудою 2800 А. При цьому товщина ділянки 1 панелі під дією пуансонів і імпульсів електричного струму зменшувалася, а твердість ділянки 1 у момент її стрімкого охолодження через відносно велику масу панелі зростала, що дозволило отримати панель, поверхні якої утворені із ділянок 1 і 2, мали різні наперед визначені значення поверхневої твердості, відповідно, 60 та 30-32 одиниць HRC. Електростимульоване пластичне деформування здійснювали до отримання кулезахисної панелі, поверхні якої були утворені із ділянок 1 і 2 з різними наперед визначеними значеннями поверхневої твердості. Кулезахисна панель, виготовлена пропонованим способом, у бронежилеті працює так. Попередньо, особа одягає бронежилет на себе і за допомогою кріпильно-регулювальних пристроїв - плечових шлейок та поясних застібок, використовуючи липучки, надає комфортного розташування на собі бронежилета. У випадку обстрілу особи у бронежилеті з стрілецької зброї і влучення кулі у кулезахисну панель, остання не дає кулі можливості проникнути до тіла особи. Так, куля здійснює удар по ділянці 1 панелі, яка через високу твердість суттєво послаблює проникну здатність і енергію кулі. У випадку ж утворення лавинної тріщини куля руйнує ділянку 1, а лавинна тріщина входить у ділянку 2, яка має більшу, ніж ділянка 1 в'язкість руйнування, вже послабленою і не може зруйнувати інші ділянки панелі, зберігаючи її цілісність і кулестійкість. Куля ж з витраченою енергією на подолання твердої ділянки 1 у більшості випадків вже не є фатальною для особи у бронежилеті. У випадку ж утворення лавинної тріщини, остання може зруйнувати лише одну-дві ділянки 1 і 2, а тому кулезахисна панель залишається роботоспроможною - продовжує надавати надійний захист особі у бронежилеті. Таким чином, пропонований спосіб дозволяє створити більш надійну за панель, виготовлену способом-прототипом, за рахунок створення у ній умов для зменшення довжини лавинних тріщин, які виникають у момент влучання у панель кулі, лише розмірами одної ділянки 1 чи 2, в який влучає куля чи осколок. Окрім сказаного, панель, виготовлена пропонованим способом, має меншу вагу, оскільки передбачає використання металу меншої товщини, що збільшує можливості для рухів особи у бронежилеті. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення кулезахисної панелі для засобів бронезахисту, що включає виготовлення з термообробленої кулестійкої сталі заготовки, форма якої відповідає встановленим нормативам на кулезахисні панелі для засобів бронезахисту, який відрізняється тим, що на протилежних площинах заготовки панелі розміщують пару інструментів у вигляді роликів і/або пуансонів, а ділянку по товщині заготовки панелі між парою інструментів піддають стиску з її одночасним електростимульованим пластичним деформуванням шляхом пропускання через ділянку та інструменти серії електричних імпульсів, напрямок дії струму кожної з серій суміщують з напрямком механічних напружень, створених інструментами у ділянці заготовки панелі, рівень навантаження інструментів на ділянку заготовки панелі фіксують на час пропускання серій імпульсів, а електростимульоване пластичне деформування здійснюють до отримання кулезахисної панелі, поверхні якої мають ділянки з різними наперед визначеними значеннями твердості. 2 UA 120720 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, панелі, кулезахисної, засобів, виготовлення, бронезахисту
Код посилання
<a href="https://ua.patents.su/5-120720-sposib-vigotovlennya-kulezakhisno-paneli-dlya-zasobiv-bronezakhistu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кулезахисної панелі для засобів бронезахисту</a>
Кулезахисна панель для засобів бронезахисту
Номер патенту: 100163
Опубліковано: 10.07.2015
Автори: Скрипченко Володимир Іванович, Книш Вадим Святославович, Родічев Юрій Михайлович, Земцов Михайло Петрович
Мітки: бронезахисту, панель, засобів, кулезахисна
Формула / Реферат:
1. Кулезахисна панель для засобів бронезахисту, яка складається з паралельно розташованих основи та керамічної плити, яка відрізняється тим, що керамічна плита виготовлена із, щонайменше двох, окремих фрагментів-острівців, між суміжними торцями яких є шов, що з'єднує фрагменти-острівці між собою, а шов виконаний на основі полімерного зв'язуючого.2. Кулезахисна панель для засобів бронезахисту за п. 1, яка відрізняється тим, що...
Спосіб виготовлення рельєфної декоративної оздоблювальної панелі із деревоволокнистої плити
Номер патенту: 93446
Опубліковано: 10.02.2011
Автори: Боєвець Віктор Володимирович, Козак Сергій Романович
МПК: B44C 1/00
Мітки: рельєфної, спосіб, деревоволокнистої, панелі, виготовлення, плити, декоративної, оздоблювальної
Формула / Реферат:
Спосіб виготовлення рельєфної декоративної оздоблювальної панелі із деревоволокнистої плити, що включає тиснення узорів на листових заготовках із застосуванням узороутворюючого елемента, який відрізняється тим, що тиснення здійснюють вальцюванням листової деревоволокнистої заготовки дією питомого тиску 350-550 кг/см2, а як узороутворюючий елемент застосовують твірну зовнішньої поверхні ведучого вала-матриці.
Спосіб виготовлення сендвіч-панелі з перлітовим наповнювачем
Номер патенту: 23257
Опубліковано: 10.05.2007
Автор: Щербіна Олександр Анатолійович
МПК: E04B 2/00
Мітки: перлітовим, наповнювачем, спосіб, сендвіч-панелі, виготовлення
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційної сендвіч-панелі, де застосовуються два профільовані металеві листи і теплоізоляційний наповнювач, який відрізняється тим, що як наповнювач, в проміжок між профільованими листами, заливають теплоізолюючу суміш, основною діючою речовиною якої є спучений перліт, замішаний з в'яжучою речовиною - портландцементом, гіпсом, вапном, глиною, смолою, або рідким склом.2. Спосіб за п. 1, який...
Спосіб виготовлення панелі
Номер патенту: 33311
Опубліковано: 17.03.2003
Автор: Хохлов Володимир Олександрович
Мітки: панелі, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення панелі шляхом формування двох шарів з ізоляційним проміжком між ними, який відрізняється тим, що спочатку в горизонтальній площині формують перший шар, водночас зверху в його тіло вводять кінці з'єднувальних елементів, за які застосовують стержні, і розташовують їх під кутом один відносно одного, а далі формують другий шар, одночасно на нього зверху накладають раніш сформований перший шар таким чином, щоб вільні кінці...
Спосіб виготовлення теплоізоляційної панелі
Номер патенту: 88681
Опубліковано: 25.03.2014
Автор: Слюсар Владислав Михайлович
МПК: E04C 2/00
Мітки: виготовлення, теплоізоляційної, спосіб, панелі
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційної панелі, що включає процес формування форми основи і кріплення на неї облицювальної плитки, який відрізняється тим, що як основу використовують готовий теплоізоляційний матеріал з виконаними по периметру бічних поверхонь прямокутними пазами, а потім наносять на нього або на облицювальну плитку клейові склади, а потім розміщують в кліше облицювальну плитку для створення того або іншого способу укладання...
Попередній патент: Хліб “конопляний”
Наступний патент: Кулезахисна панель для засобів бронезахисту
Випадковий патент: Розважальна гральна система "телелото"