Спосіб інформаційно-орієнтованого ремонтного виробництва
Номер патенту: 121008
Опубліковано: 27.11.2017
Автори: Дранев Сергій Валерійович, Савченков Борис Васильович, Тернюк Микола Емануілович, Калашніков Євген Євгенович, Дудукалов Юрій Володимирович, Костюк Олег Олександрович

Формула / Реферат
1. Спосіб інформаційно-орієнтованого ремонтного виробництва, який включає маркування деталей, вузлів, агрегатів за допомогою пристроїв для прикріплення до виробу пластиру, який відрізняється тим, що маркування проводять після виконання кожної операції технологічного процесу, і на кожній операції маркування добавляють знаки, форма яких несе інформацію про виконання операції і характеристики цієї операції.
2. Спосіб за п. 1, який відрізняється тим, що формування закодованого повідомлення виконується одночасною дією групи не менш ніж двох лазерних променів.
Текст
Реферат: Спосіб інформаційно-орієнтованого ремонтного виробництва, який включає маркування деталей, вузлів, агрегатів за допомогою пристроїв для прикріплення до виробу пластиру, причому маркування проводять після виконання кожної операції технологічного процесу, і на кожній операції маркування добавляють знаки, форма яких несе інформацію про виконання операції і характеристики цієї операції, а формування закодованого повідомлення виконується одночасною дією групи не менш ніж двох лазерних променів. UA 121008 U (12) UA 121008 U UA 121008 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі автомобільного транспорту, а саме до способів ремонту транспортних засобів, переважно вантажних автомобілів. Необхідність періодичного виконання ремонту автомобілів обумовлена тим, що виробництво транспортних засобів, різні умови їх експлуатації не забезпечують однакових термінів служби його окремих агрегатів та деталей. Недоцільно припиняти експлуатацію всього автомобіля при виході з працездатного стану лише деяких складальних одиниць транспортного засобу. Таким чином, повноцінне використання автомобіля може бути забезпечене за умови проведення ефективних ремонтів. Основне призначення ремонту - відновлення працездатності або початкового ресурсу транспортного засобу. Для цього застосовуються поточний і капітальний ремонти. Поточний ремонт виконується для відновлення працездатності виробу й передбачає заміну й (або) відновлення окремих деталей. Характерними операціями при виконанні поточного ремонту є розбирання, збирання, слюсарні та зварювальні роботи, фарбування, заміна деталей і агрегатів. При поточному ремонті допускається заміна окремих деталей, які досягли граничного стану, крім базових. Зберігається первісна комплектація деталей та їх початкова належність не порушується. До капітального ремонту автомобіль або його агрегати направляються у випадку, якщо їх технічний стан погіршився через значне зношування більшості деталей, включаючи базові. Капітальний ремонт автомобілів виконується для відновлення втраченого ресурсу, щоб знову наблизити його до первісного значення. Для цього виконується заміна або відновлення агрегатів і вузлів. При проведенні капітального ремонту здійснюється повне розбирання, дефектація, відновлення або заміна деталей, а також їх складання, регулювання й випробування. Відомий спосіб ремонту автомобілів [1], при якому виконують повне розбирання автомобіля, діагностування деталей, вузлів і агрегатів, відновлення або заміни деталей новими чи відремонтованими, виконують технологічні операції по зборці й регулюванню, а на завершальній стадії ремонту проводять випробування автомобіля в цілому. Перед проведенням технологічних операцій по розбиранню проводять послідовно мийно-збиральні роботи, заправні й мастильно-очисні роботи (аналог). Слід зазначити, що організація виробництва передбачає обробку деталей партіями. Перевагою цього способу ремонту методу є можливість досягнення високого рівня продуктивності праці завдяки організації поточного виробництва, застосування високопродуктивного обладнання та спеціального оснащення. Суттєво, що під час проведення технологічних операцій деталі, вузли, агрегати знеособлюються і їх належність до конкретного автомобіля втрачається. Збирається автомобіль та його агрегати із нових і відновлених деталей в інші з'єднання та вузли. Знеособлений метод ремонту показав доцільність використання перш за все на спеціалізованих авторемонтних підприємствах з масовим поточним ремонтом однієї або дуже обмеженої кількості моделей автомобілів. До недоліків цього способу ремонту відноситься: - втрачається існуюча приробка деталей та вузлів, що заміняються; - втрачається ресурс спряжень на повторну обкатку та приробку; - складність організації ремонтного виробництва в умовах різномаркових автомобілів; - не враховуються права власності на належність до автомобіля його складових частин у знеособленому потоці; - не забезпечується потрібний рівень контролю якості ремонту на проміжних технологічних операціях і знеособлюється відповідальність за неякісний кінцевий ремонт автомобіля. Таким чином, цей спосіб ремонту автомобілів перш за все реалізує переваги поточної організації масового виробництва з високою продуктивністю, що відповідає потребам промислового ремонту автомобілів [1] (аналог). Відомий також спосіб незнеособленого індивідуалізованого ремонту автомобілів, який передбачає збереження належності деталей, вузлів, агрегатів до конкретного автомобіля [2, 3] (прототип). При незнеособленому ремонті несправні, пошкоджені деталі, вузли та агрегати ремонтуються та встановлюються на той же автомобіль, до якого вони належали до ремонту. При цьому способі ремонту зберігається взаємна приробка деталей і вузлів, і завдяки цьому якість ремонту досягається, як правило, більш висока. Незнеособлений ремонт максимально реалізує залишковий ресурс всіх деталей автомобіля. При поточній організації виробництва імітуються умови індивідуального ремонту. Це досягається збереженням первісної комплектності, коли всі комплектуючи зосереджені в 1 UA 121008 U 5 10 15 20 25 30 35 40 45 50 55 60 одному місці, а якщо деталі чи складальні одиниці потрібно направити на технологічні операції відновлення, то вони маркіруються. Так, при капітальному ремонті двигуна рекомендуються такі позначення: нанести номер фарбою на блоці циліндрів, картері зчеплення, маховику; - навісити бирку з номером на головці блока, колекторі, колінчастому валу, розподільчому валу, шатунах, гільзах циліндрів, муфті зчеплення; - поставити клеймо на шестернях розподільчого та колінчастого валів; - встановити в касети з номерами клапани, штовхачі, штанги, пружини штовхачів. До недоліків цього способу ремонту автомобілів, який вибрано за прототип, можна віднести: - ускладнення організації ремонтних робіт, необхідність відслідковувати і фіксувати в обліку переміщення партій деталей, що належать до різних автомобілів; - складність організації автоматизованих систем обліку та управління ремонтним підприємством; - недостатня продуктивність маркування, можливість втрати бирок та інших носіїв інформації; - обмеженість інформації, що може бути використана для управління та контролю за ремонтними операціями, неможливість використання конструкторсько-технологічних повідомлень; - збільшення трудомісткості ремонту, виконання додаткових операцій по маркуванню; - потреба в додаткових складських приміщеннях; - збільшення тривалості знаходження машини, агрегату в ремонті, як наслідок, зниження продуктивності праці. Поки незнеособлений метод ремонту застосовується тільки для машин, наявних в малих кількостях або для автомобілів, що мають виключно важливе значення. Задача корисної моделі - розширення технологічних та інформаційних можливостей способу ремонту, створення умов для ефективної організації незнеособленого поточного ремонту автомобілів. Винахідницький задум полягає в тому, щоб розширити функціональні, технічні і інформаційні можливості способу ремонту, підвищити його продуктивність та гнучкість за рахунок створення інформаційного супроводження технологічних операцій шляхом нанесення закодованих повідомлень на спеціально закріплені пластирі потрібного розміру з якісною поверхнею, що розташовані в обумовлених місцях на вільних, необроблених поверхнях технічних об'єктів, з можливістю зручного зчитування інформації, її повторного чи додаткового розміщення на поверхні пластирів, а також обробки, зберігання та використання в комп'ютерній мережі управління ремонтом. Задача корисної моделі вирішується тим, що до способу знеособленого ремонту введено маркування шляхом нанесення пластирів з металевим мікропорошком, які закріплюються в обумовлених, зручних для зчитування інформації місцях технічних об'єктів для чіткого нанесення на їх поверхню інформаційного повідомлення. Спосіб інформаційно-орієнтованого ремонтного виробництва передбачає, що на пластирі записується інформація після виконання кожної операції технологічного процесу. В інформаційне поле добавляють знаки, що несуть інформацію про виконання операцій і характеристики цих операцій, а формування закодованого повідомлення виконується дією одного чи групи лазерних променів. Також інформаційне поле містить відомості про виріб, підприємство, дату виготовлення, технологічні відомості по виготовленню, марка і склад матеріалу, фізико-механічні властивості (твердість, міцність і т.д.), критичні параметри, граничні умови експлуатації, дефекти, контроль якості відновлення і тому подібне. Об'єм інформації, який потрібно записати в інформаційному полі, визначає розміри пластиру, їх кількість і розташування. Спосіб інформаційно-орієнтованого виробництва формує три основні організаційні рівня: 1) верхній рівень для планування і організації ремонтних робіт на дільницях; 2) середній рівень, що включає в себе проектування ремонту виробів, технологічних процесів відновлення деталей, розробку управляючих програм для обладнання з мікропроцесорним керуванням; 3) нижній рівень, що включає в себе управлення технологічним обладнанням на операціях відновлення деталей. Інформаційне поле, що входить до складу ідентифікаційної мітки, має наступні специфічні відмінності: закодоване повідомлення може включати інформацію про конструкторсько-технологічні відомості технічного об'єкта, про фірму виробника, дату виготовлення, технологічні відомості по 2 UA 121008 U 5 10 15 20 25 виготовленню, марку і склад матеріалу, фізико-механічні властивості (твердість, міцність і т.д.), критичні параметри, граничні умови експлуатації і тому подібне; - як параметр для кодування можливо використання також кольори пластирів; - як джерело локального нагріву може бути використаний будь-який промисловий твердотілий лазер для маркування металів і неметалів; - закодоване повідомлення додатково може містити штрих-код і/або видиме кольорове зображення логотипу. Вказаним вирішується задача корисної моделі. Запропонований спосіб маркування технічного об'єкта для його ідентифікації може знайти широке застосування для організації управління незнеособленим машинобудівним або ремонтним виробництвом автомобілів, тракторів, комбайнів, спеціальної техніки та технологічного обладнання для оперативного управління технологічними рухом, що дозволить підвищити продуктивність обробки і якість виробів за рахунок індивідуалізованого виконання технологічних процесів, які враховують фізико-механічні властивості матеріалів і фактичний стан технічного об'єкта. Джерела інформації: 1. Пат. u201206154, УКРАЇНА, МПК (2012.01) B60S 5/00, B60S 1/00, G07C 5/00, G01М 17/00. Спосіб ремонту вантажних автомобілів /Шереметов С.І., Башинський В.Г., Білько Н.Ю., Васюхіна В.О., Гімбер С.Μ., Гребеник О.М., Зайківський О.Б., Капась А.Г., Колос О.І., Комаров В.О., Кузнецов В.О., Лотоха Л. М., Майстренко О.А., Мелькін В. В., Оністрат О.А., Сендецький М.М., Скрипник Μ.Α., Степаненко О.О., Чучмій А.В; Центральний науково-дослідний інститут озброєння та військової техніки Збройних Сил України, заявл. 22.05.2012; опубл. 12.11.2012, Бюл. № 21. 2. Лудченко О.А. Технічне обслуговування і ремонт автомобілів: організація і управління, [підручник] /О.А. Лудченко. - К.: Знання, 2004. - 478 с. (103-113 стор.) 3. Карагодин В.И. Ремонт автомобилей и двигателей: [учебник] /В.И. Карагодин, Н.Н. Митрохин. - 2-е изд., стер. - М.: Издательский центр "Академия", 2003. - 496 с. (15 стор.) ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Спосіб інформаційно-орієнтованого ремонтного виробництва, який включає маркування деталей, вузлів, агрегатів за допомогою пристроїв для прикріплення до виробу пластиру, який відрізняється тим, що маркування проводять після виконання кожної операції технологічного процесу, і на кожній операції маркування добавляють знаки, форма яких несе інформацію про виконання операції і характеристики цієї операції. 2. Спосіб за п. 1, який відрізняється тим, що формування закодованого повідомлення виконується одночасною дією групи не менш ніж двох лазерних променів. Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B60S 5/00, G07C 11/00, G01M 17/00
Мітки: ремонтного, інформаційно-орієнтованого, виробництва, спосіб
Код посилання
<a href="https://ua.patents.su/5-121008-sposib-informacijjno-oriehntovanogo-remontnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб інформаційно-орієнтованого ремонтного виробництва</a>
Спосіб оптимізації процесу експлуатації бурового та ремонтного інструменту
Номер патенту: 109088
Опубліковано: 10.08.2016
Автори: Януш Сергій Ігорович, Діц Руслан Анатолійович
МПК: E21B 12/00, B23K 9/04
Мітки: оптимізації, процесу, інструменту, спосіб, ремонтного, бурового, експлуатації
Формула / Реферат:
Спосіб оптимізації процесу експлуатації бурового та ремонтного інструменту, що включає визначення гірничотехнічних і гірничо-геологічних умов експлуатації інструменту, експлуатацію, тривалість якої знаходиться в прямій залежності від умов експлуатації, здійснення підйому на поверхню та оцінку технічного стану робочих елементів інструменту, проведення ремонтних робіт шляхом відновлення зношених робочих поверхонь твердосплавним наплавленням,...
Спосіб ремонтного обслуговування комп’ютерів та система для його здійснення
Номер патенту: 56310
Опубліковано: 15.05.2003
Автор: Шевченко Олексій Юрійович
МПК: G06F 11/00, G06Q 99/00
Мітки: система, спосіб, ремонтного, обслуговування, комп'ютерів, здійснення
Формула / Реферат:
1. Спосіб ремонтного обслуговування комп'ютерів, який:по-перше, заснований на застосуванні ремонтної експертної системи, яка щонайменше містить базу даних про апаратні засоби, базу даних про програмні засоби, базу даних про сценарії діагностики і ремонту і систему керування зазначеними базами даних, у яку включений щонайменше один засіб для підключення зазначеної ремонтної експертної системи до несправного комп'ютера користувача,...
Спосіб відбору стресостійкого ремонтного молодняку
Номер патенту: 97393
Опубліковано: 10.03.2015
Автор: Церенюк Олександр Миколайович
МПК: A01K 67/02
Мітки: молодняку, відбору, ремонтного, спосіб, стресостійкого
Формула / Реферат:
Спосіб відбору стресостійкого ремонтного молодняку, що включає: відлучення молодняку від матері як стрес-фактор (період "кризи відлучення"), і передбачає відбір поросят в племінну групу, який відрізняється тим, що післявідлучний період приймається рівним 15 добам, в цей період проводять індивідуальне зважування тварин на четверту, дев'яту та п'ятнадцяту добу після відлучення, далі за сумою різниць за живою масою пар дат на 15 і 4...
Спосіб годівлі ремонтного молодняку свиней
Номер патенту: 119042
Опубліковано: 11.09.2017
Автори: Півторак Ярослав Іванович, Блайда Іванна Миколаївна
МПК: A23K 10/00
Мітки: годівлі, спосіб, ремонтного, свиней, молодняку
Формула / Реферат:
Спосіб годівлі ремонтного молодняку свиней, що включає введення до основного складу раціону пробіотичного препарату, який відрізняється тим, що свиням згодовують з кормом пробіотик "ПРОПІГплв" у кількості 3 г на голову на добу.
Спосіб годівлі ремонтного молодняку кролів
Номер патенту: 33726
Опубліковано: 10.07.2008
Автори: Ібатуллін Ільдус Ібатуллович, Чичик Руслана Миколаївна, Уманець Дмитро Петрович
МПК: A23K 1/18
Мітки: кролів, спосіб, молодняку, ремонтного, годівлі
Формула / Реферат:
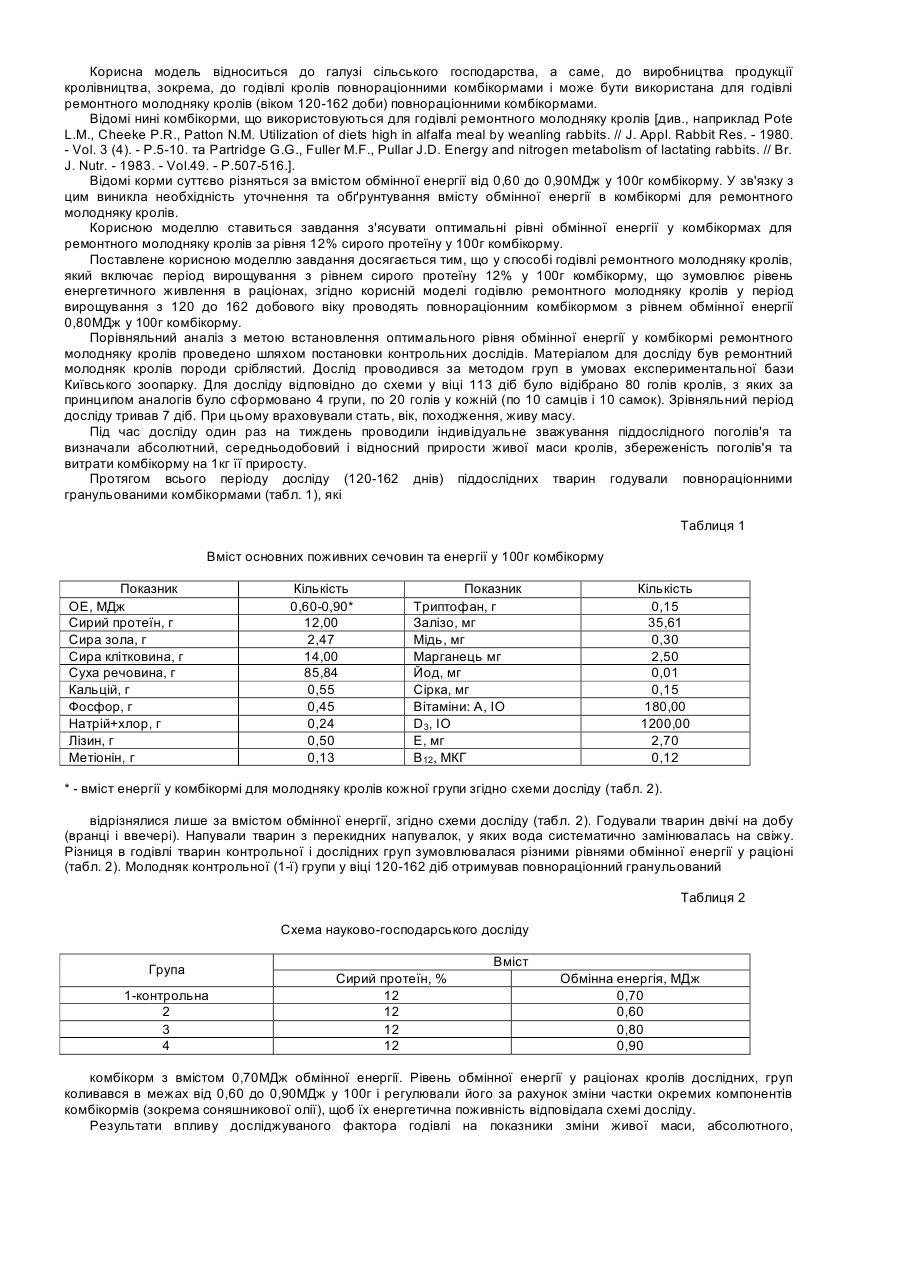
Спосіб годівлі ремонтного молодняку кролів, що включає період вирощування з рівнем сирого протеїну 12 % у 100 г комбікорму, що зумовлює рівень енергетичного живлення в раціонах, який відрізняється тим, що годівлю ремонтного молодняку кролів у період вирощування з 120 до 162 добового віку проводять повнораціонним комбікормом з рівнем обмінної енергії 0,80 МДж у 100 г комбікорму.
Попередній патент: Самонавчальний стенд для рихтування кузовних деталей
Наступний патент: Спосіб отримання гірчично-ріпакових гібридів
Випадковий патент: Пристрій для дугового зварювання