Комплекс плавильно-рафінувально-ливарний
Номер патенту: 121336
Опубліковано: 27.11.2017
Автори: Опанасенко Олександр Миколайович, Пилипенко Віталій Олександрович, Опанасенко Микола Вікторович, Пилипенко Олександр Віталійович
Формула / Реферат
1. Комплекс плавильно-рафінувально-ливарний, що містить станину, тигель, електроди і механізм переміщення витратних електродів, кристалізатор, механізм витягування закристалізованого профілю, сполучений з тиглем, який відрізняється тим, що тигель, який має кришку, встановлено на станині і сполучено з індукційними канальними одиницями для підігріву і перемішування розплаву в тиглі і з кристалізатором з формоутворюючою вставкою, механізм переміщення витратних електродів з'єднано з електродотримачем, змонтованим на колоні, яку встановлено на станині, а з механізмом витягування закристалізованого профілю сполучено механізм порізки і рольганг-штабелер.
2. Комплекс за п. 1, який відрізняється тим, що тигель футеровано вогнетривкими матеріалами.
3. Комплекс за п. 1, який відрізняється тим, що до складу індукційної канальної одиниці входить котушка індуктора, магнітопровід індуктора і футерований канал.
4. Комплекс за п. 1, який відрізняється тим, що електроди виконано з металу чи сплаву.
5. Комплекс за п. 1, який відрізняється тим, що кристалізатор встановлено на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті.
Текст
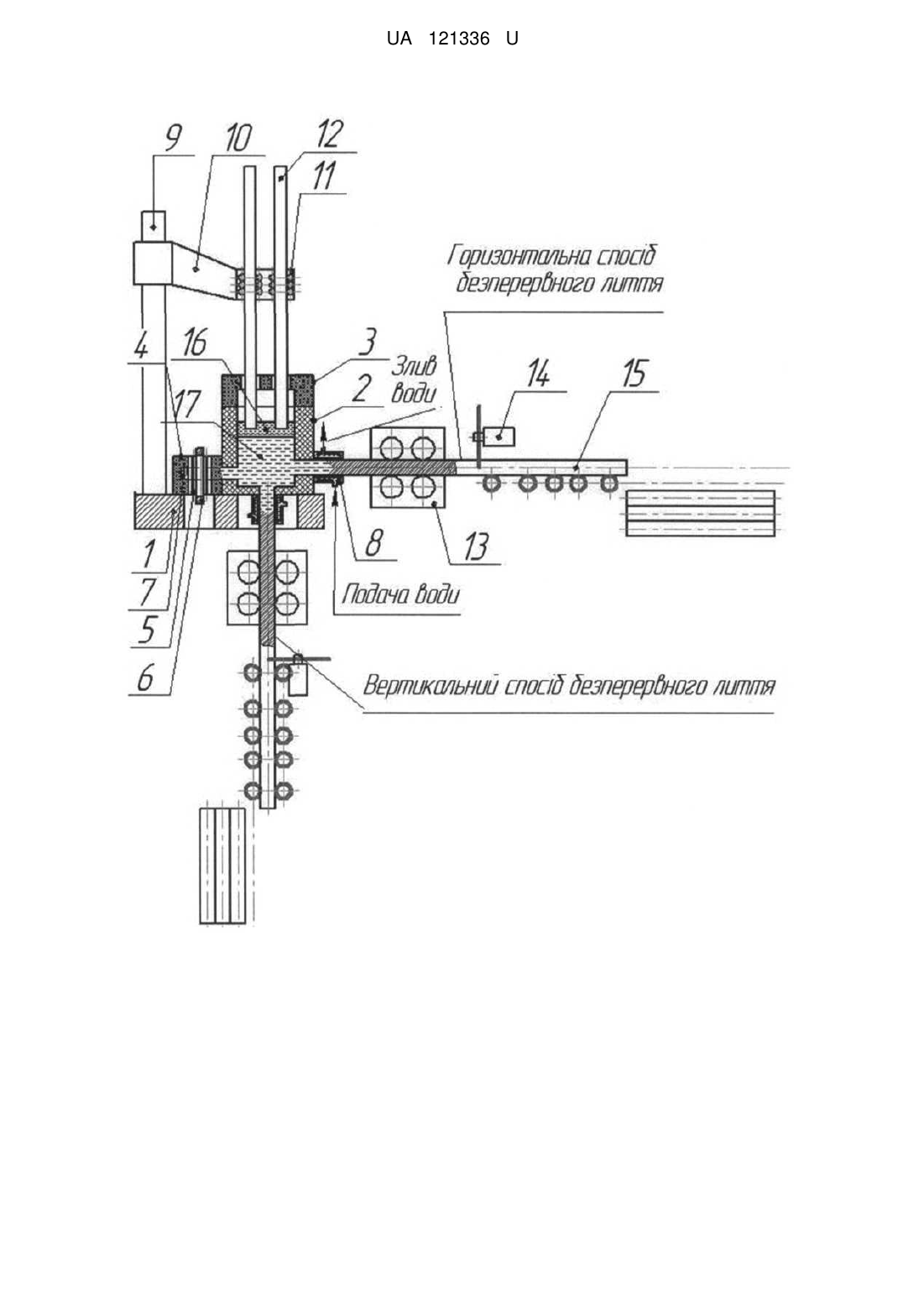
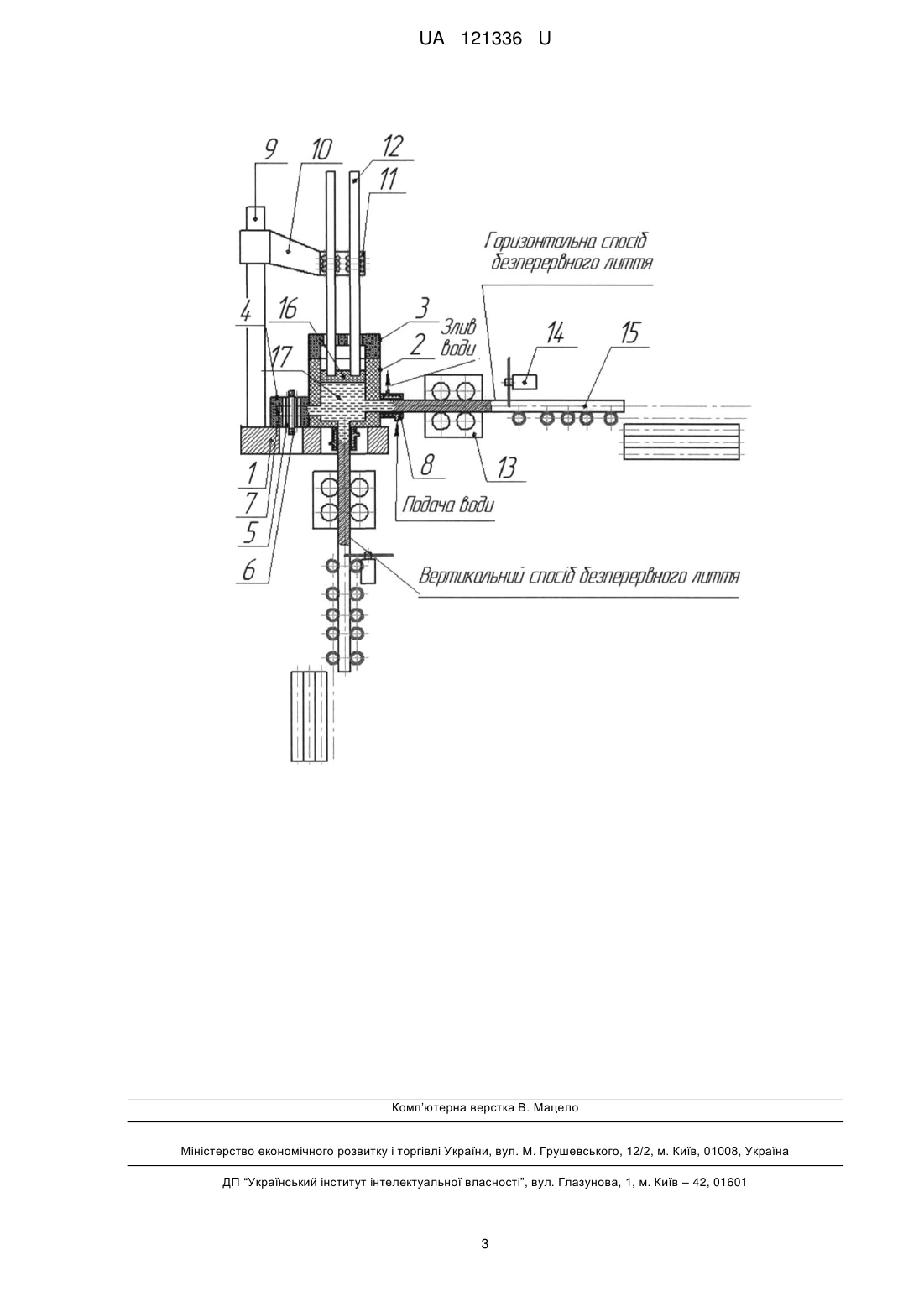
Реферат: Комплекс плавильно-рафінувально-ливарний, містить станину, тигель, електроди і механізм переміщення витратних електродів, кристалізатор, механізм витягування закристалізованого профілю, сполучений з тиглем. Тигель, який має кришку, встановлено на станині і сполучено з індукційними канальними одиницями для підігріву і перемішування розплаву в тиглі і з кристалізатором з формоутворюючою вставкою, механізм переміщення витратних електродів з'єднано з електродотримачем, змонтованим на колоні, яку встановлено на станині, а з механізмом витягування закристалізованого профілю сполучено механізм порізки і рольгангштабелер. UA 121336 U (12) UA 121336 U UA 121336 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, зокрема до лиття металів безперервним способом, і може бути використана для установок для безперервного лиття. Відомо установку, що містить в собі установку електрошлакової тигельної плавки, яка містить джерело нагріву у вигляді трансформатора, станину, кронштейн з електродом, виконаний з можливістю переміщення по напрямній станині, тигель і підвідні кабелі, водоохолоджуваний кристалізатор, встановлений на стінці або днищі тигля таким чином, що формоутворююча втулка одним відкритим кінцем сполучена з розплавом в тиглі, механізм витягування закристалізованого виробу [UA № 20250A, B22D 11/14, 1998]. Конструкція установки створює недостатнє перемішування розплаву в тиглі, що викликає нерівномірність розподілу температури по об'єму розплаву (висока температура в верхній плавильній зоні і значно нижча, аж до "замерзання" розплаву, в нижній частині тигля, з якої розплав надходить в кристалізатор і можливість розшарування багатокомпонентних розплавів на "важчі" і "легші" шари. Нерівномірність температурного поля розплаву викликає необхідність значного перегріву розплаву в верхній частині тигля, власне в зоні плавлення, для забезпечення завдяки теплопровідності розплаву визначеної прийнятної температури безперервного лиття в нижній частині тигля, що сполучається з кристалізатором, а це, в свою чергу, призводить до більших витрат електроенергії, перегріву і витрат флюсів, зниження якості розплаву (часто аж до неприйнятної) в результаті відомого ефекту більшого газопоглинання і окислення розплаву при більш високих температурах, а також підвищених втрат металу від посиленого окислення і переходу в шлак. Крім того, необхідність підтримання підвищеної температури в зоні плавлення пришвидшує наплавлення кількості розплаву і ускладнює (часто унеможливлює) узгодження швидкості наплавлення розплаву зі швидкістю кристалізації розплаву в кристалізаторі і швидкістю безперервного лиття, таким чином негативно впливаючи на стійкість, керованість і стабільність всього комплексного процесу плавлення-рафінування-безперервного лиття. Можливість розшарування розплаву на шари з "важчими" і "легшими" компонентами призводить до нерівномірного розподілу компонентів розплаву (нерівномірного хімічного складу) по об'єму безперервно відлитого профілю, що також є підставою для бракування такої продукції. В основу корисної моделі поставлено задачу удосконалення відомої установки шляхом додавання нових елементів і їх розміщення для зниження питомих енергозатрат, зниження втрати металу від посиленого окислення і переходу в шлак, підвищення якості безперервно відлитих профілів і забезпечення стійкості, керованості та стабільності процесу. Поставлену задачу вирішують тим, що в комплексі плавильно-рафінувально-ливарному, який містить станину, тигель, електроди і механізм переміщення витратних електродів, кристалізатор, механізм витягування закристалізованого профілю, сполучений з тиглем, згідно з корисною моделлю, тигель, який має кришку, встановлено на станині і сполучено з індукційними канальними одиницями для підігріву і перемішування розплаву в тиглі і з кристалізатором з формоутворюючою вставкою, механізм переміщення витратних електродів з'єднано з електродотримачем, змонтованим на колоні, яку встановлено на станині, а з механізмом витягування закристалізованого профілю сполучено механізм порізки і рольганг-штабелер. Тигель футеровано вогнетривкими матеріалами. До складу індукційної канальної одиниці входить котушка індуктора, магнітопровід індуктора і футерований канал. Електроди виконано з металу чи сплаву. Кристалізатор може бути встановлено на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті. Використання індукційних одиниць, приєднаних до тигля, забезпечує додатковий підігрів і інтенсивне електромагнітне перемішування розплаву, дозволяє прогрівати нижні, більш "холодні" шари розплаву перед надходженням його в кристалізатор з меншими енергозатратами, а також вирівнювати температурне поле по об'єму розплаву, не перегріваючи верхні шари розплаву і флюсу, уникаючи таким чином зниження якості розплаву від підвищеного газопоглинання і окислення розплаву при підвищених температурах, а також дозволяє роздільне регулювання і оптимізацію температури розплаву в зоні плавлення і в зоні надходження розплаву в кристалізатор, забезпечуючи тим самим більшу стійкість, керованість і стабільність всього комплексного процесу плавлення-рафінування-безперервного лиття. Крім того, використання індукційних одиниць дозволяє інтенсивно перемішувати розплав електромагнітними силами, що також допомагає вирівнювати температурне поле по об'єму розплаву за рахунок не лише теплопередачі, а і за рахунок конвекції, що значно ефективніше, і 1 UA 121336 U 5 10 15 20 25 30 35 40 забезпечує рівномірність розподілу компонентів розплаву в його об'ємі, рівномірність хімічного складу, тим самим знижуючи питомі енергозатрати, знижуючи втрати металу від посиленого окислення і переходу в шлак і підвищуючи якість виробів (безперервно відлитих профілів). Переваги комплексу у порівнянні з прототипом пролягають у зниженні енергозатрат на підтримання всіх процесів, зниження втрат теплової енергії в навколишнє середовище, підвищення якості рафінування за рахунок оптимізації температур в зоні плавлення і зоні надходження розплаву в кристалізатор, підвищення якості продукції, що відпивається на даному комплексі, підвищення стійкості, керованості та стабільності комплексного процесу плавленнярафінування-безперервного лиття. Корисна модель пояснюється кресленням комплексу плавильно-рафінувально-ливарного. Комплекс містить станину 1, на якій змонтовано тигель 2, що футеровано вогнетривкими матеріалами і що має кришку 3, Тигель 2 призначено для розплавлення в ньому, рафінування і накопичення розплаву. Тигель 2 сполучено з індукційними одиницями 4 для підігріву і перемішування розплаву в тиглі 2. До складу кожної індукційної одиниці входить котушка 5 індуктора, магнітопровід 6 індуктора і футерований канал 7. Тигель також сполучено з кристалізатором 8 з формоутворюючою вставкою. Кристалізатор 8 може бути встановлено на бічній стінці тигля 2 при горизонтальному литті або на днищі тигля 2 при вертикальному литті. На станині 1 змонтовано щонайменше одну колону 9 з електородотримачем 10 з механізмом 11 переміщення витратних електродів 12 в тигель 2 для електрошлакового переплаву і рафінування розплаву. З тиглем 2 сполучено механізм 13 витягування закристалізованого профілю, з'єднаний з механізмом 14 порізки і рольгангом-штабелером 15. Комплекс функціонує наступним чином Витратні електроди 12 з металу чи сплаву, що потребують рафінування перед процесом безперервного лиття в профіль, закріплюють в електродотримачі 10 механізму переміщення 11 витратних електродів 12. У тигель 2 заливають розплавлений флюс-шлак, куди механізмом 11 переміщення занурюють на визначену глибину витратні електроди 12, на які подають електричний струм від джерела живлення. Струм проходить від одного електрода 12 до іншого через розплавлений струмопровідний шлак (флюс) і розігріває шлак. Від теплоти шлаку починають плавитись витратні електроди 12 і, каплями протікаючи через шар 16 розплавленого шлаку, рафінуються і накопичуються у вигляді розплаву 17 в придонній частині тигля 2. Розплав 17 циркулює по каналах індукційних канальних одиниць 4, за рахунок цього підтримується температура, що необхідна для подальшого процесу безперервного лиття, і здійснюється ефективне перемішування розплаву для вирівнювання температурного поля і хімічного складу по всьому об'єму розплаву в тиглі 2. Розплав 17 затікає в формоутворюючу вставку кристалізатора 8, кристалізується, і безперервно або в пульсуючому режимі його витягують в протилежну від розплаву 17 сторону механізмом витягування 13 і подають на механізми порізки 14 і рольганг-штабелер 15. Витратні електроди 12 періодично у міру розплавлення замінюють новими, Рівень розплаву 17 у тиглі 2 підтримують стабільним за допомогою регулювання швидкості сплавляння витратних електродів 12 (регулювання сили струму між електродами) і регулювання швидкості кристалізації (режиму охолодження кристалізатора і швидкості витягування закристалізованого профілю, підтримуючи таким чином процес безперервно і стабільно. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Комплекс плавильно-рафінувально-ливарний, що містить станину, тигель, електроди і механізм переміщення витратних електродів, кристалізатор, механізм витягування закристалізованого профілю, сполучений з тиглем, який відрізняється тим, що тигель, який має кришку, встановлено на станині і сполучено з індукційними канальними одиницями для підігріву і перемішування розплаву в тиглі і з кристалізатором з формоутворюючою вставкою, механізм переміщення витратних електродів з'єднано з електродотримачем, змонтованим на колоні, яку встановлено на станині, а з механізмом витягування закристалізованого профілю сполучено механізм порізки і рольганг-штабелер. 2. Комплекс за п. 1, який відрізняється тим, що тигель футеровано вогнетривкими матеріалами. 3. Комплекс за п. 1, який відрізняється тим, що до складу індукційної канальної одиниці входить котушка індуктора, магнітопровід індуктора і футерований канал. 4. Комплекс за п. 1, який відрізняється тим, що електроди виконано з металу чи сплаву. 5. Комплекс за п. 1, який відрізняється тим, що кристалізатор встановлено на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті. 2 UA 121336 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/14
Мітки: плавильно-рафінувально-ливарний, комплекс
Код посилання
<a href="https://ua.patents.su/5-121336-kompleks-plavilno-rafinuvalno-livarnijj.html" target="_blank" rel="follow" title="База патентів України">Комплекс плавильно-рафінувально-ливарний</a>
Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів
Номер патенту: 119406
Опубліковано: 25.09.2017
Автори: Поливода Світлана Леонідівна, Сірий Олександр Васильович, Гординя Олександр Миколайович, Пужайло Леонід Петрович
МПК: B22D 11/14
Мітки: комплекс, плавильно-ливарний, алюмінієвих, лиття, сплавів, зливків, напівбезперервного
Формула / Реферат:
Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів, що містить плавильно-роздавальну піч з фільтрувальною камерою, роздавальний вузол з тепловою насадкою, що обігрівають, ливарну машину з механізмом витягування зливка та кристалізатором з електромагнітним перемішувачем рідкої фази зливка, а також вакуумну систему та системи подавання захисного газу у пічний простір та охолоджувальної рідини на зливок, який...
Рафінувально-модифікувальний комплекс для алюмінієвих сплавів
Номер патенту: 69720
Опубліковано: 10.05.2012
Автори: Волчок Іван Петрович, Кюрчев Сергій Володимирович, Широкобокова Наталія Вікторівна, Колодій Олександр Сергійович, Мітяєв Олександр Анатолійович
МПК: C22C 1/06
Мітки: алюмінієвих, сплавів, рафінувально-модифікувальний, комплекс
Формула / Реферат:
Рафінувально-модифікувальний комплекс для алюмінієвих сплавів, що містить сірку, карбонат натрію, ультрадисперсний карбід кремнію та порошковий титан, який відрізняється тим, що додатково містить хлорид мангану, при наступному співвідношенні компонентів (мас. %): карбонат натрію (Na2CO3) 10-20 хлорид мангану (МnСl2) 15-20 ультрадисперсний карбід кремнію...
Рафінувально-модифікувальний комплекс для алюмінієвих сплавів
Номер патенту: 110214
Опубліковано: 26.09.2016
Автори: Лукінов Володимир Васильович, Волчок Іван Петрович, Лоза Костянтин Миколайович, Мітяєв Олександр Анатолійович, Клочихін Володимир Валерійович
МПК: C22C 1/06
Мітки: сплавів, комплекс, рафінувально-модифікувальний, алюмінієвих
Формула / Реферат:
Рафінувально-модифікувальний комплекс для алюмінієвих сплавів, що містить сірку, хлорид калію, який відрізняється тим, що додатково містить карбонат барію та тетрафтороборат калію, при наступному співвідношенні компонентів (мас. %): карбонат барію (ВаСО3) 25-35 хлорид калію (КСl) 5-10 тетрафтороборат калію (KBF4) 10-15 ...
Спосіб одержання литих виробів необмеженої довжини
Номер патенту: 121335
Опубліковано: 27.11.2017
Автори: Опанасенко Микола Вікторович, Опанасенко Олександр Миколайович, Пилипенко Олександр Віталійович, Пилипенко Віталій Олександрович
МПК: B22D 11/14
Мітки: одержання, довжини, спосіб, литих, виробів, необмеженої
Формула / Реферат:
1. Спосіб одержання литих виробів необмеженої довжини, при якому виконують приготування і рафінування розплаву, які здійснюють в тиглі установки для електрошлакової тигельної плавки, до тигля приєднують кристалізатор, що сполучається з розплавом, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що тигель оснащають щонайменше однією індукційною канальною одиницею, по каналу якої циркулює розплав, за рахунок...
Ливарний комплекс для виготовлення виливків за моделями, що газифікуються
Номер патенту: 45814
Опубліковано: 25.11.2009
Автори: Каричковський Петро Микитович, Болюх Віталій Анатолійович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22D 47/00, B22D 27/00
Мітки: виливків, виготовлення, газифікуються, ливарний, моделями, комплекс
Формула / Реферат:
1. Ливарний комплекс для виготовлення виливків за моделями, що газифікуються, який містить:•модельну дільницю у вигляді розташованих в технологічній послідовності установки для підспінювання полістиролу, накопичувального бункера для сушіння і активації пінополістиролу, стенда для складання і розкладання прес-форм, пристроїв для задування, спікання пінополістиролу, охолодження, сушіння, фарбування піномоделей та сушильних...
Попередній патент: Спосіб одержання литих виробів необмеженої довжини
Наступний патент: Спосіб нанесення покриття для захисту поверхні матеріалів від атмосферного впливу
Випадковий патент: Спосіб екстрагування металів із сульфідної і/або сульфідної мідної/залізної руди