Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів
Номер патенту: 119406
Опубліковано: 25.09.2017
Автори: Поливода Світлана Леонідівна, Пужайло Леонід Петрович, Гординя Олександр Миколайович, Сірий Олександр Васильович
Формула / Реферат
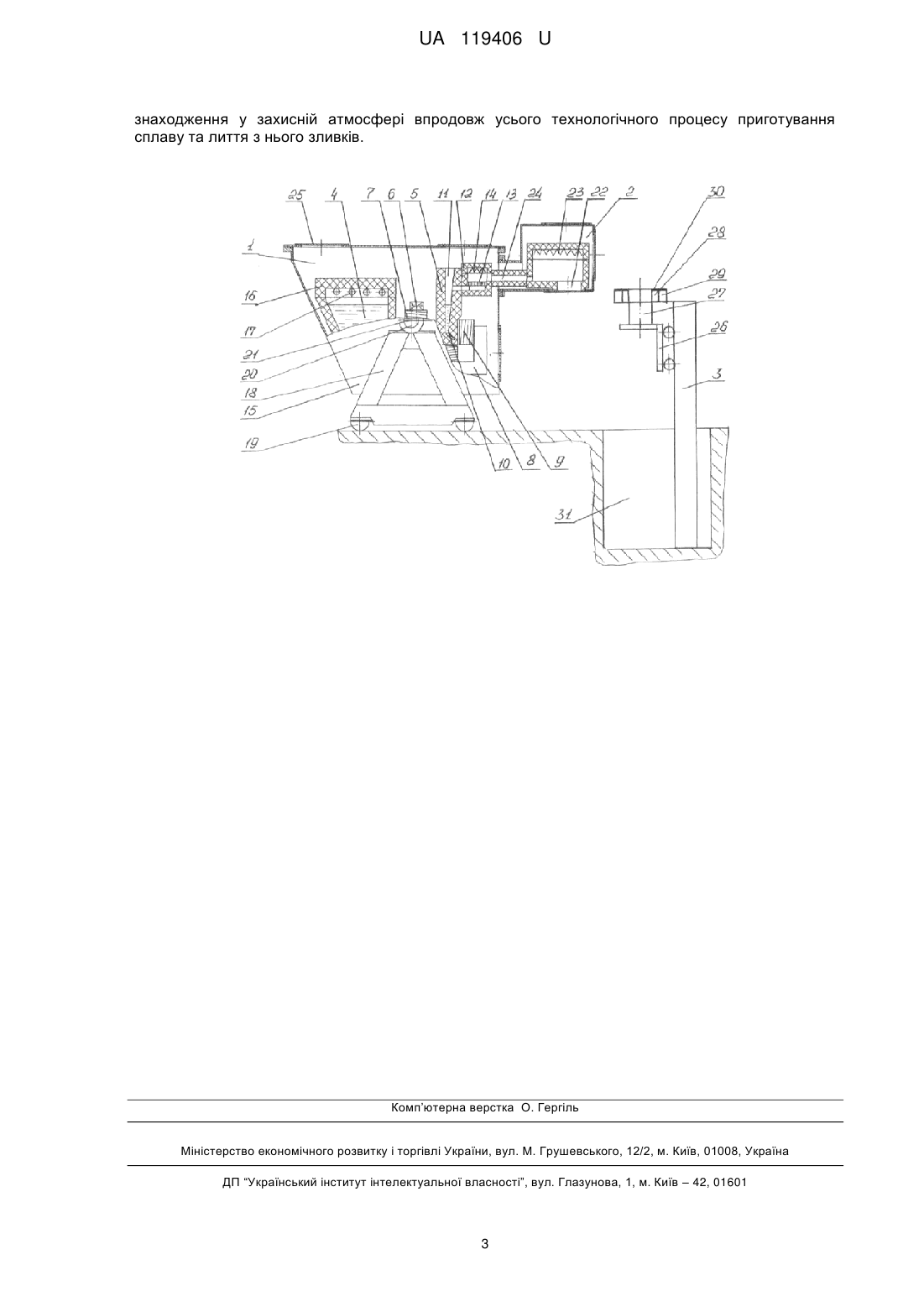
Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів, що містить плавильно-роздавальну піч з фільтрувальною камерою, роздавальний вузол з тепловою насадкою, що обігрівають, ливарну машину з механізмом витягування зливка та кристалізатором з електромагнітним перемішувачем рідкої фази зливка, а також вакуумну систему та системи подавання захисного газу у пічний простір та охолоджувальної рідини на зливок, який відрізняється тим, що плавильно-роздавальна піч виконана у вигляді вакуумного магнітодинамічного міксера, з якого розплав під електромагнітним тиском подають у кристалізатор ливарної машини через герметичний роздавальний вузол, чим забезпечують його знаходження у захисній атмосфері впродовж усього технологічного процесу приготування сплаву та лиття з нього зливків.
Текст
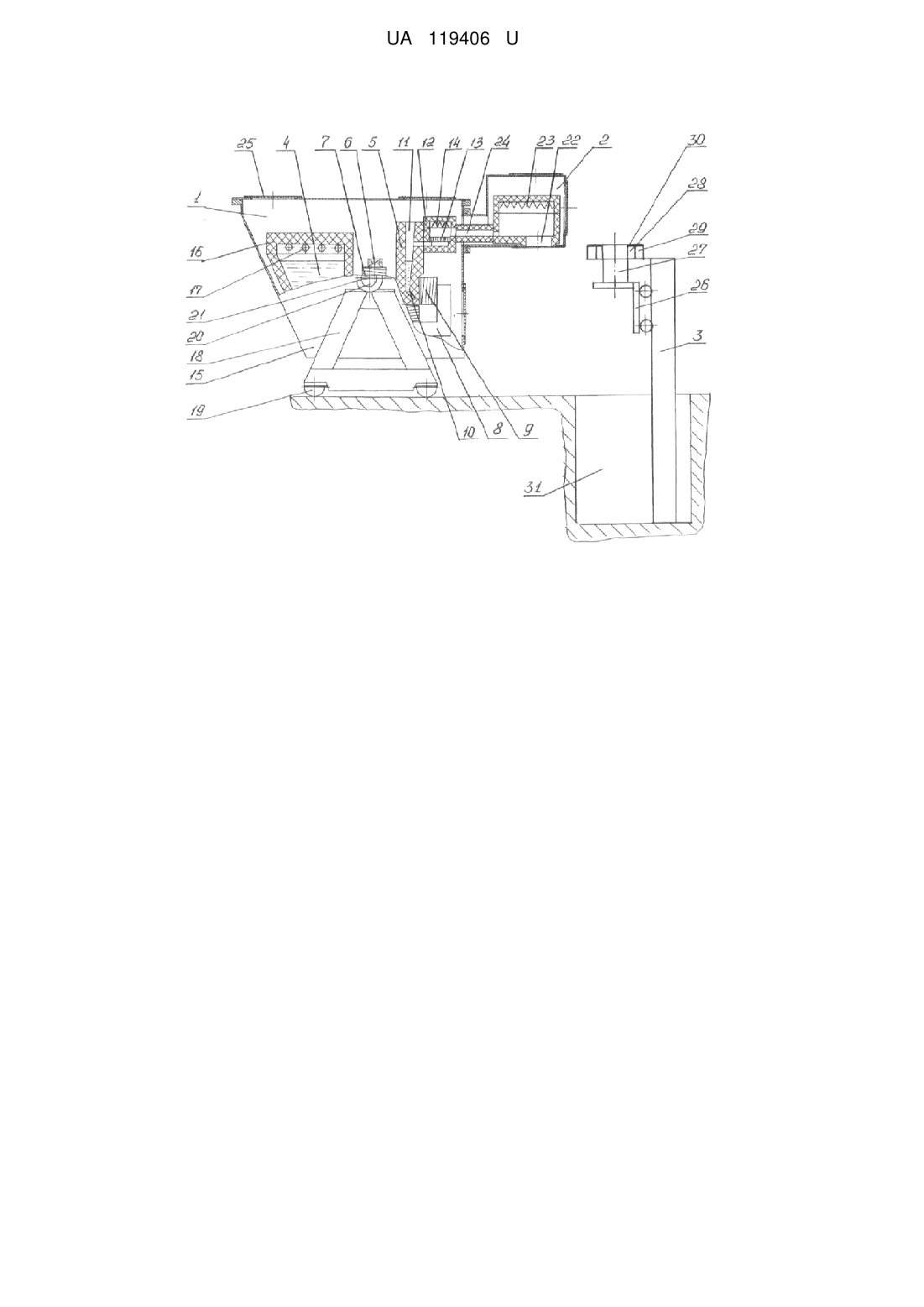
Реферат: Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів містить плавильно-роздавальну піч з фільтрувальною камерою, роздавальний вузол з тепловою насадкою, що обігрівають, ливарну машину з механізмом витягування зливка та кристалізатором з електромагнітним перемішувачем рідкої фази зливка, а також вакуумну систему та системи подавання захисного газу у пічний простір та охолоджувальної рідини на зливок. Плавильно-роздавальна піч виконана у вигляді вакуумного магнітодинамічного міксера, з якого розплав під електромагнітним тиском подають у кристалізатор ливарної машини через герметичний роздавальний вузол, чим забезпечують його знаходження у захисній атмосфері впродовж усього технологічного процесу приготування сплаву та лиття з нього зливків. UA 119406 U (12) UA 119406 U UA 119406 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області металургії, а саме до комплексного обладнання для приготування алюмінієвих сплавів та напівбезперевного лиття з них зливків. Відомий плавильно-ливарний агрегат [1], до складу якого входять плавильно-роздавальна газова піч, установка безперервної дегазації, пристрій для подавання пруткової лігатури, фільтр-бокс з пінокерамічним фільтром та ливарна машина з кристалізатором, механізмом витягування зливка та системою подавання охолоджувальної рідини на зливок. Недоліком такого плавильно-ливарного агрегату є неможливість створення захисної атмосфери над розплавом як в плавильній печі, так і на шляху розплаву від печі до кристалізатора. Найбільш близькою за технічної суттю (прототипом) є плавильно-заливочна установка для отримання зливків з композиційних матеріалів [2], яка включає плавильну турбоіндукційну тигельну піч, окремо розташований металоприймач з пристроєм донного зливання розплаву у кристалізатор з тепловою насадкою і магнітогідродинамічним перемішувачем та механізмом витягування зливка. Піч та металоприймач оснащені форсунками для подавання захисного газу. Недоліком даної установки є необхідність переливання розплаву з плавильної печі у металоприймач, під час якого, за відсутності захисної атмосфери, розплав окислюється, що призводить до погіршення якості зливків. В основу корисної моделі поставлена задача підвищення якості зливків з алюмінієвих сплавів за рахунок уникнення окислення та вторинного насичення розплаву воднем шляхом створення захисної атмосфери над розплавом на протязі усього технологічного процесу приготування алюмінієвих сплавів та напівбезперевного лиття з них зливків. Поставлена задача вирішується тим, що у пропонованому плавильно-ливарному комплексі для напівбезперервного лиття зливків з алюмінієвих сплавів, який включає плавильнороздавальну піч з фільтрувальною камерою, роздавальний вузол з тепловою насадкою, що обігрівається, ливарну машину з механізмом витягування зливка та кристалізатором з електромагнітним перемішувачем рідкої фази зливка, а також вакуумну систему та системи подавання захисного газу в пічний простір та охолоджувальної рідини на зливок, згідно з корисною моделлю, плавильно-роздавальна піч виконана у вигляді вакуумного магнітогідродинамічного міксера (МГД-міксер), з якого розплав під електромагнітним тиском подається у кристалізатор ливарної машини через герметичний роздавальний вузол. Запропонована конструкція забезпечує можливість створення захисної атмосфери над розплавом у вакуумній камері МГД-міксера і у роздавальному вузлі як підчас приготування сплаву, так і підчас електромагнітної подачі розплаву до кристалізатора ливарної машини. Суть корисної моделі пояснює креслення. Плавильно-ливарний комплекс складається з вакуумного МГД-міксера 1, роздавального вузла 2 та ливарної машини 3. Тигель 4 вакуумного МГД-міксера з'єднаний з П-подібним горизонтальним каналом 5. Канал охоплює індуктор 6 з котушкою 7 та електромагніт 8 з котушками 9. Робоча зона 10 зі зливним металопроводом 11 розташована в області дії електромагніту. До верхньої частини каналу приєднана фільтрувальна камера 12 з пінокерамічним фільтром 13, який обігрівається спіралями 14. Тигель, канал, індуктор і електромагніт розташовані у вакуумній камері 15. Тигель накритий відкатною кришкою 16, у якій розміщені спіралі 17. Вакуумна камера встановлена на візку 18 з приводами переміщення 19 та повороту 20 і має можливість рухатися по рейках та обертатися навколо осей 21. Ці можливості застосовуються при стикуванні МГД-міксера з ливарною машиною. У роздавальному вузлі, який герметично з'єднаний з вакуумною камерою МГД-міксера, розміщена теплова насадка 22, яка обігрівається спіралями 23 та сполучається з фільтрувальною камерою жолобом 24. Вакуумна камера та роздавальний вузол утворюють єдиний пічний простір та оснащені люками 25, які герметично закриваються та використовуються для обслуговування МГД-міксера та теплової насадки. Ливарна машина оснащена механізмом витягування зливка 26 з піддоном 27. Кристалізатор 28 ливарної машини оснащений електромагнітним перемішувачем 29 рідкої фази зливка і підчас лиття зливка з'єднується з тепловою насадкою через прокладку 30, яка герметизує площину стикування. Ливарна машина встановлена в шахті 31. Системи подавання захисного газу у пічний простір, охолоджувальної рідини на зливок, а також вакуумна система умовно не показані. Плавильно-ливарний комплекс працює наступним чином: приводом поворота вакуумна камера МГД-міксера повертається проти годинникової стрілки на кут 30-35°, у тигель завантажується тверда шихта. На спіралі 17 подається напруга змінного струму. Після розплавлення шихти міксер приводом повороту встановлюється в горизонтальне положення, при цьому відбувається заповнення П-подібного горизонтального каналу рідким металом. На 1 UA 119406 U 5 10 15 20 25 30 35 40 котушку індуктора та котушки електромагніта подається напруга змінного струму, у наслідок чого в металопроводі індуктора утворюється змінний магнітний потік, який індукує у рідкому металі П-подібного горизонтального каналу електричний струм. При цьому відбувається нагрівання рідкого металу до заданої температури, причому швидкість нагріву залежить від величини електричного струму у рідкому металі. За рахунок взаємодії струму, наведеного у рідкому металі індуктором, та магнітного поля, створеного електромагнітом, відбувається циркуляція металу у тиглі і каналі. Через люк, розташований над тиглем, у розплав завантажуються легуючі і модифікуючі елементи. Пічний простір герметизується і у нього подається захисний газ. Приготування сплаву відбувається за постійної наявності захисної атмосфери. Після розплавлення всіх шихтових матеріалів подача захисного газу припиняється, вмикається вакуумна система і у пічному просторі створюється залишковий тиск 1 мм рт. ст. Вакуумне рафінування триває 30 хвилин при 720 °C, що призводить до зниження вмісту водню та неметалевих включень у сплаві. Після завершення вакуумного рафінування у пічному просторі створюється атмосферний тиск шляхом напускання захисного газу. Під час приготування до лиття зливка зверху на кристалізатор, зафіксований на ливарній машині, встановлюється прокладка, яка герметизуватиме площину з'єднання з тепловою насадкою, а знизу, механізмом витягування зливка, вводиться піддон, який перешкоджатиме виходу захисного газу з пічного простору до початку подачі розплаву у кристалізатор. Приводом переміщення МГД-міксер по рейках рухається до ливарної машини. Нижній люк роздавального вузла знімається і теплова насадка стикується з кристалізатором. Після цього напруга на котушках електромагніту піднімається і у робочій зоні посилюється магнітний потік. При взаємодії магнітного потоку зі струмом в каналі виникає електромагнітна сила, під дією якої здійснюється рух рідкого металу по зливному металопроводу через пінокерамічний фільтр, жолоб та теплову насадку до кристалізатора. У систему охолодження зливка подається охолоджувальна рідина. Після досягнення заданого рівня металу у тепловій насадці включається механізм витягування зливка та електромагнітний перемішувач рідкої фази зливка, під дією якого над фронтом кристалізації зливка утворюється магнітогідродинамічний рух рідкого металу, що призводить до подрібнення зеренної структури зливка. Кількість рідкого металу, що подається у кристалізатор узгоджується зі швидкістю витягування зливка за рахунок підтримування постійного рівня металу у тепловій насадці. Після досягнення зливком заданої довжини подача рідкого металу у кристалізатор та охолоджувальної рідини на зливок, а також витяжка зливка припиняються. Вакуумний МГД-міксер переміщується на початкову позицію, нижній люк роздавального вузла герметизується, зливок знімається з ливарної машини. Процес приготування сплаву та лиття зливка повторюється. Таким чином, пропонований плавильно-ливарний комплекс для напівбезперевного лиття зливків з алюмінієвих сплавів забезпечує виконання вказаного технічного результату, а саме створення захисної атмосфери над розплавом на протязі усього технологічного процесу приготування алюмінієвих сплавів та напівбезперевного лиття з них зливків, що дозволяє підвищити якість зливків за рахунок уникнення окислення та вторинного насичення розплаву воднем. 45 Джерела інформації: 1. Макаров Г.С. К вопросу о модернизации заготовительного производства алюминиевых деформируемых сплавов. - Цветные металлы. - 2001. - № 1. - С. 103-108. 2. Плавильно-заливочная установка для получения слитков из композиционных материалов, Патент РФ № 128530. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів, що містить плавильно-роздавальну піч з фільтрувальною камерою, роздавальний вузол з тепловою насадкою, що обігрівають, ливарну машину з механізмом витягування зливка та кристалізатором з електромагнітним перемішувачем рідкої фази зливка, а також вакуумну систему та системи подавання захисного газу у пічний простір та охолоджувальної рідини на зливок, який відрізняється тим, що плавильно-роздавальна піч виконана у вигляді вакуумного магнітодинамічного міксера, з якого розплав під електромагнітним тиском подають у кристалізатор ливарної машини через герметичний роздавальний вузол, чим забезпечують його 2 UA 119406 U знаходження у захисній атмосфері впродовж усього технологічного процесу приготування сплаву та лиття з нього зливків. Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/14
Мітки: алюмінієвих, сплавів, лиття, комплекс, зливків, плавильно-ливарний, напівбезперервного
Код посилання
<a href="https://ua.patents.su/5-119406-plavilno-livarnijj-kompleks-dlya-napivbezperervnogo-littya-zlivkiv-z-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів</a>
Кристалізатор для безперервного лиття зливків з алюмінієвих сплавів
Номер патенту: 118018
Опубліковано: 25.07.2017
Автори: Пужайло Леонід Петрович, Гординя Олександр Миколайович, Поливода Світлана Леонідівна, Сірий Олександр Васильович
МПК: B22D 11/14
Мітки: кристалізатор, безперервного, зливків, лиття, сплавів, алюмінієвих
Формула / Реферат:
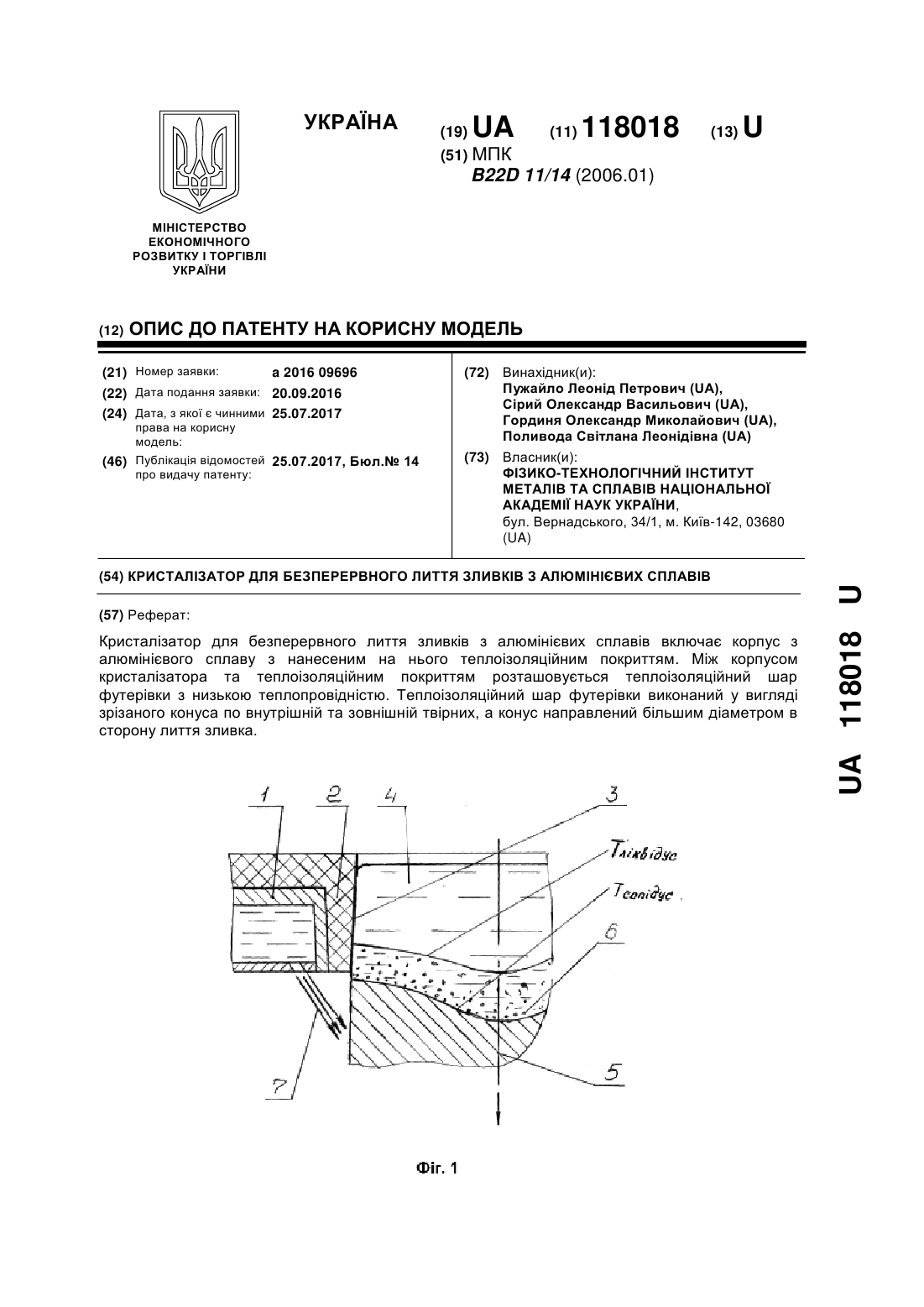
Кристалізатор для безперервного лиття зливків з алюмінієвих сплавів, що включає корпус з алюмінієвого сплаву з нанесеним на нього теплоізоляційним покриттям, який відрізняється тим, що між корпусом кристалізатора та теплоізоляційним покриттям розташовується теплоізоляційний шар футерівки з низькою теплопровідністю, причому теплоізоляційний шар футерівки виконаний у вигляді зрізаного конуса по внутрішній та зовнішній твірних, а конус...
Спосіб лиття зливків титанових сплавів
Номер патенту: 4069
Опубліковано: 15.12.2004
Автори: Смітюх Григорій Євдокимович, Чайка Микола Васильович, Згуровський Михайло Захарович, Мокеєв Юрій Геннадійович, Ільченко Михайло Юхимович, ДЕРЕЧА Олександр Якович, Собко-Нестерук Ольга Явдокимівна
Мітки: спосіб, сплавів, лиття, зливків, титанових
Формула / Реферат:
1. Спосіб лиття зливків титанових сплавів, який включає подачу титанової сировини, плавлення її електронними променями в проміжну ємність, перелив рідкого металу в кристалізатор та формування зливка в ньому неперервним витягуванням, який відрізняється тим, що швидкість витягування зливків періодично змінюють від „нуля” до „заданої” через рівні проміжки часу, а в перервах між витягуваннями здійснюють перелив рідкого металу в кристалізатор,...
Спосіб виробництва зливків із латуні та бронзи шляхом неперервного або напівнеперервного лиття
Номер патенту: 8969
Опубліковано: 15.08.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
МПК: B22D 21/00
Мітки: бронзи, шляхом, латуні, неперервного, спосіб, лиття, напівнеперервного, зливків, виробництва
Формула / Реферат:
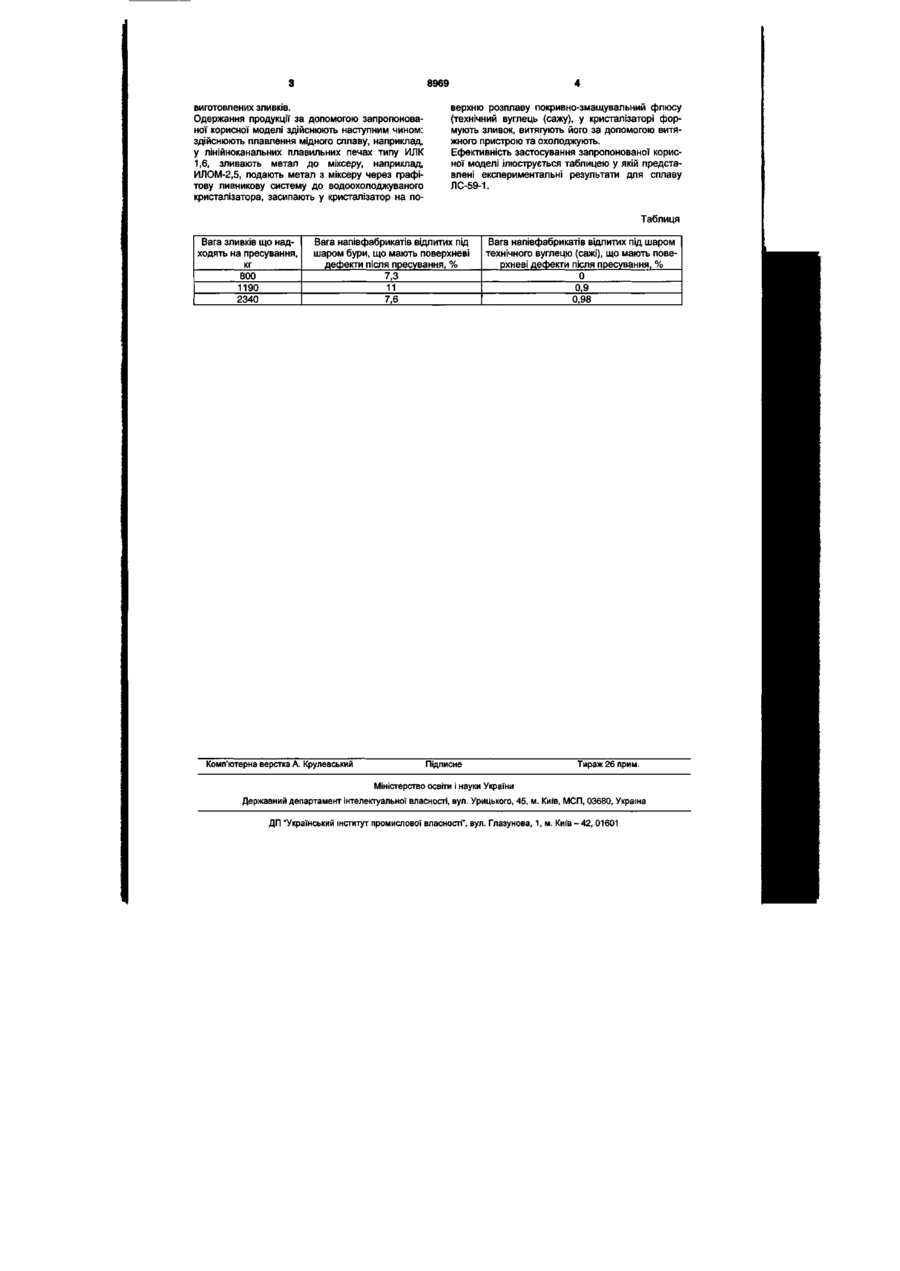
Спосіб виробництва зливків із латуні та бронзи шляхом неперервного або напівнеперервного лиття, що включає плавлення мідного сплаву у печах, зливання металу до міксера, подавання металу з міксера через графітову ливникову систему до водоохолоджуваного кристалізатора, засипання у кристалізатор на поверхню розплаву покривно-змащувального флюса, формування у кристалізаторі та витягуваня з нього виготовленого зливка, здійснення охолодження...
Кристалізатор для безперервного та напівбезперервного лиття міді та мідних сплавів
Номер патенту: 86216
Опубліковано: 25.12.2013
Автори: Смірнов Олексій Миколайович, Шутов Ігор Володимирович, Головчанський Антон Володимирович, Левіт Максим Борисович, Спірідонов Дмитро Валерійович, Куберський Сергій Володимирович, Ессельбах Сергій Борисович
МПК: B22D 11/04
Мітки: напівбезперервного, міді, безперервного, сплавів, кристалізатор, лиття, мідних
Формула / Реферат:
Кристалізатор для безперервного та напівбезперервного лиття міді та мідних сплавів, що містить металевий корпус, мідні водоохолоджувальні стінки робочого простору, захисне покриття мідних стінок, систему водяного охолодження, який відрізняється тим, що мідні плити широких стінок виконані з увігнутістю верхньої поверхні робочої частини на ділянці 0,7-0,8 висоти кристалізатора від верхнього його торця, увігнутості мають конфігурацію сегмента...
Спосіб одержання зливків титанових сплавів з застосуванням двостадійного витягування
Номер патенту: 75790
Опубліковано: 15.05.2006
Автори: Березос Володимир Олександрович, Варич Ігор Юрійович, ТРИГУБ Микола Петрович, Северин Андрій Юрійович, Жук Геннадій Віліорович
МПК: C21C 5/56
Мітки: зливків, титанових, сплавів, двостадійного, застосуванням, одержання, спосіб, витягування
Формула / Реферат:
Спосіб одержання титанових зливків із застосуванням двостадійного витягування, який включає в себе плавлення електронними променями шихтової заготовки в проміжну ємність, обігрівання рідкого металу електронними променями в проміжній ємності, періодичний злив порцій розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні зливка електронними променями в його центральній частині та в області його контакта з кристалізатором,...
Попередній патент: Розвідувальний безпілотний авіаційний комплекс
Наступний патент: Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву
Випадковий патент: Частотно-модульований генератор