Спосіб одержання литих виробів необмеженої довжини
Номер патенту: 121335
Опубліковано: 27.11.2017
Автори: Пилипенко Віталій Олександрович, Опанасенко Микола Вікторович, Пилипенко Олександр Віталійович, Опанасенко Олександр Миколайович
Формула / Реферат
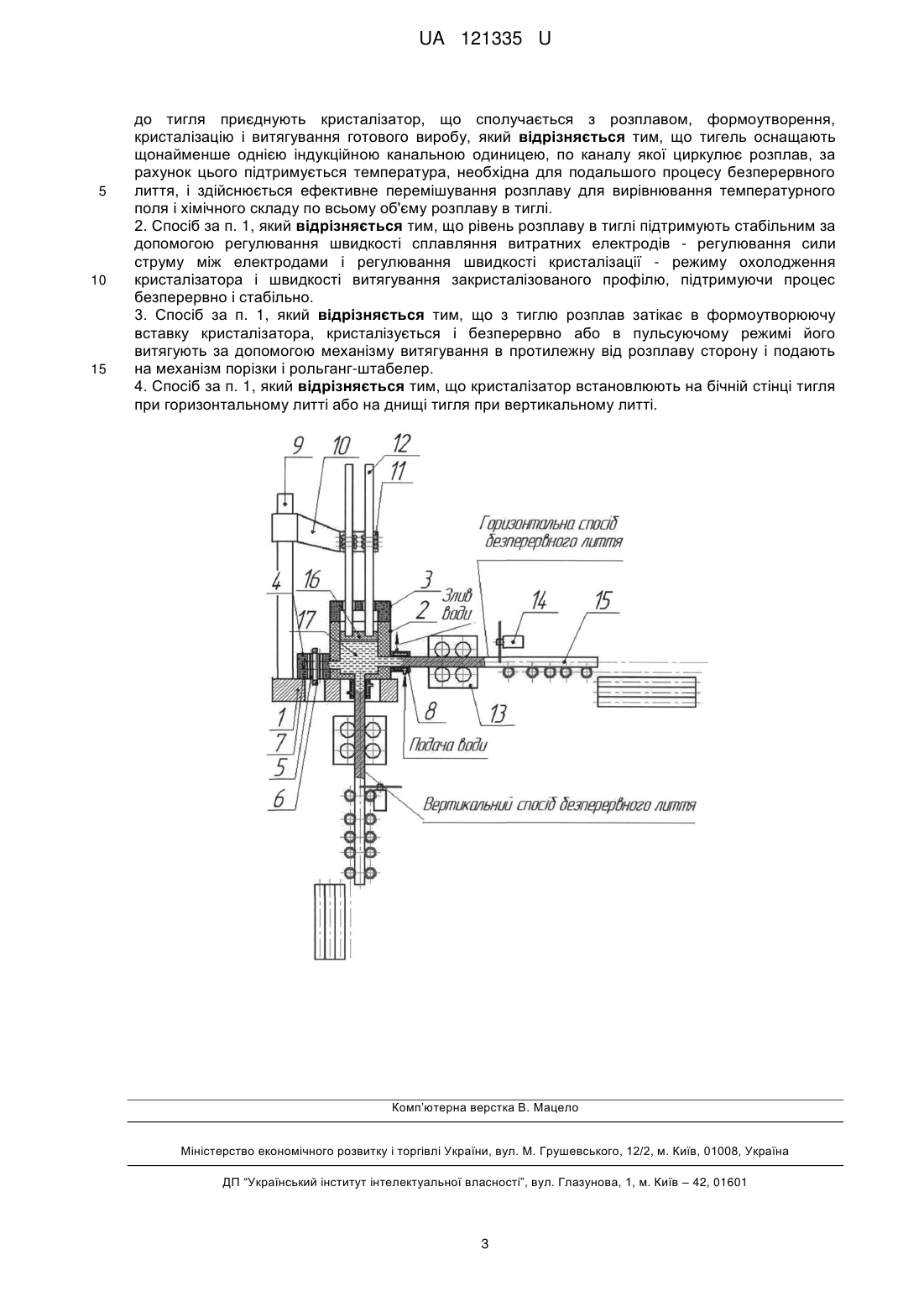
1. Спосіб одержання литих виробів необмеженої довжини, при якому виконують приготування і рафінування розплаву, які здійснюють в тиглі установки для електрошлакової тигельної плавки, до тигля приєднують кристалізатор, що сполучається з розплавом, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що тигель оснащають щонайменше однією індукційною канальною одиницею, по каналу якої циркулює розплав, за рахунок цього підтримується температура, необхідна для подальшого процесу безперервного лиття, і здійснюється ефективне перемішування розплаву для вирівнювання температурного поля і хімічного складу по всьому об'єму розплаву в тиглі.
2. Спосіб за п. 1, який відрізняється тим, що рівень розплаву в тиглі підтримують стабільним за допомогою регулювання швидкості сплавляння витратних електродів - регулювання сили струму між електродами і регулювання швидкості кристалізації - режиму охолодження кристалізатора і швидкості витягування закристалізованого профілю, підтримуючи процес безперервно і стабільно.
3. Спосіб за п. 1, який відрізняється тим, що з тиглю розплав затікає в формоутворюючу вставку кристалізатора, кристалізується і безперервно або в пульсуючому режимі його витягують за допомогою механізму витягування в протилежну від розплаву сторону і подають на механізм порізки і рольганг-штабелер.
4. Спосіб за п. 1, який відрізняється тим, що кристалізатор встановлюють на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті.
Текст
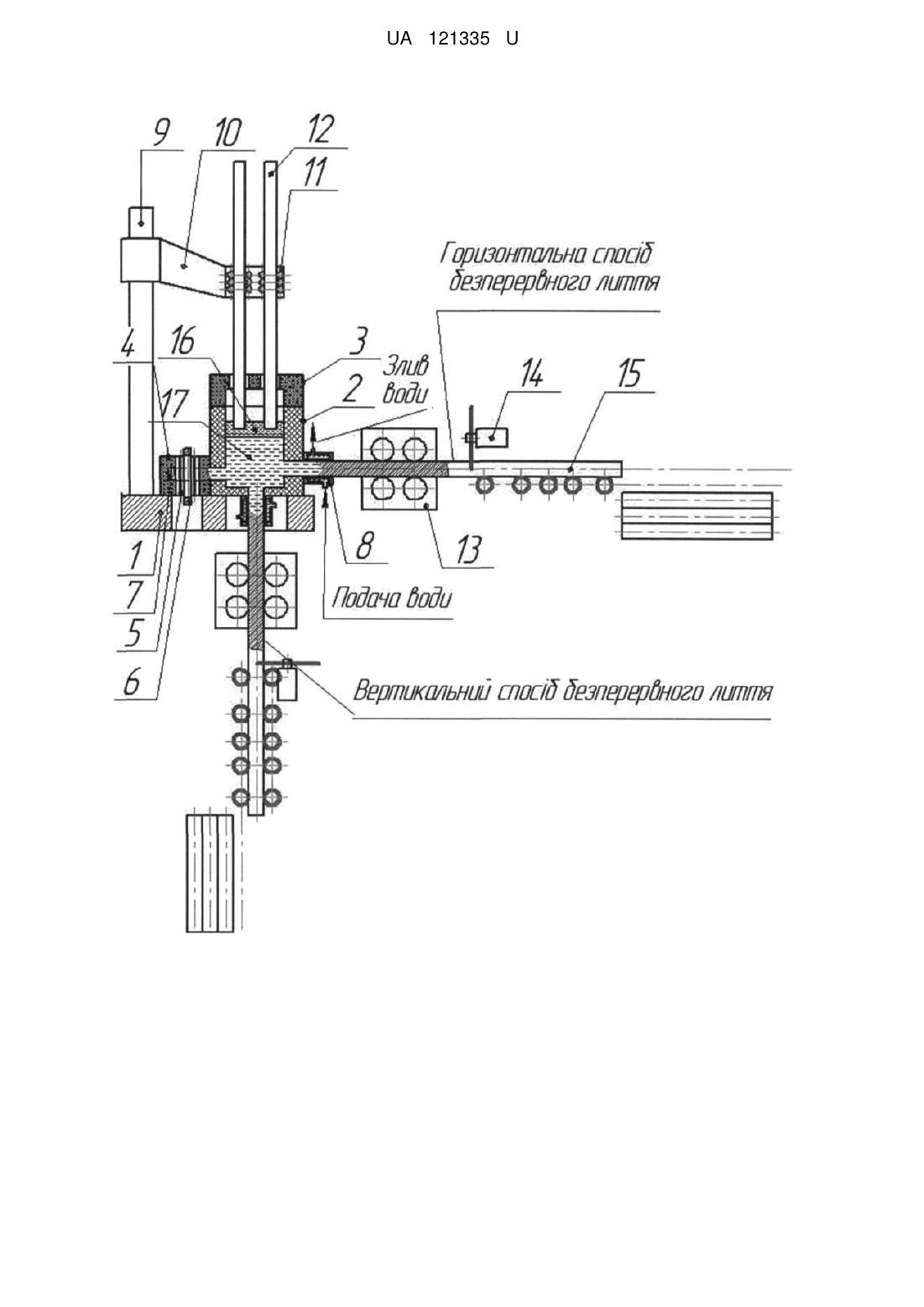
Реферат: Спосіб одержання литих виробів необмеженої довжини, включає приготування і рафінування розплаву, які здійснюють в тиглі установки для електрошлакової тигельної плавки, до тигля приєднують кристалізатор, що сполучається з розплавом, формоутворення, кристалізацію і витягування готового виробу. Тигель оснащають щонайменше однією індукційною канальною одиницею, по каналу якої циркулює розплав, за рахунок цього підтримується температура, необхідна для подальшого процесу безперервного лиття, і здійснюється ефективне перемішування розплаву для вирівнювання температурного поля і хімічного складу по всьому об'єму розплаву в тиглі. UA 121335 U (12) UA 121335 U UA 121335 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, зокрема до лиття металів безперервним способом, і може бути використана при одержанні безперервно литих виробів різних профілів необмеженої довжини. Відомо спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, при цьому приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом [UA №20250A, B22D 11/14, 1998]. Недоліком зазначеного способу, є недостатнє перемішування розплаву в тиглі, що викликає нерівномірність розподілу температури по об'єму розплаву (висока температура в верхній, плавильній зоні і значно нижча, аж до "замерзання" розплаву, в нижній частині тигля, з якої розплав надходить в кристалізатор машини безперервного лиття) і можливість розшарування багатокомпонентних розплавів на "важчі" і "легші" шари. Нерівномірність температурного поля розплаву викликає необхідність значного перегріву розплаву в верхній частині тигля, власне в зоні плавлення, для забезпечення завдяки теплопровідності розплаву визначеної прийнятної температури безперервного лиття в нижній частині тигля, що сполучається з кристалізатором машини безперервного лиття, а це, в свою чергу, призводить до більших витрат електроенергії, перегріву і витрат флюсів, зниження якості розплаву (часто аж до неприйнятної) в результаті відомого ефекту більшого газопоглинання і окислення розплаву при більш високих температурах, а також підвищених втрат металу від посиленого окислення і переходу в шлак. Крім того, необхідність підтримання підвищеної температури в зоні плавлення пришвидшує наплавлення кількості розплаву і ускладнює (часто унеможливлює) узгодження швидкості наплавлення розплаву зі швидкістю кристалізації розплаву в кристалізаторі і швидкістю безперервного лиття, таким чином негативно впливаючи на стійкість, керованість і стабільність всього комплексного процесу плавлення-рафінуваннябезперервного лиття. Можливість розшарування розплаву на шари з "важчими" і "легшими" компонентами призводить до нерівномірного розподілу компонентів розплаву (нерівномірного хімічного складу) по об'єму безперервно відлитого профілю, що також є підставою для бракування такої продукції. В основу корисної моделі поставлено задачу удосконалення відомого способу одержання литих виробів необмеженої довжини шляхом зміни технологічного процесу для зниження питомих енергозатрат, зниження втрати металу від посиленого окислення і переходу в шлак, підвищення якості безперервно відлитих профілів, забезпечення стійкості, керованості та стабільності процесу. Поставлену задачу вирішують тим, що у способі одержання литих виробів необмеженої довжини, який включає приготування і рафінування розплаву, що здійснюють в тиглі установки для електрошлакової тигельної плавки, до тигля приєднують кристалізатор, який сполучається з розплавом, формоутворення, кристалізацію і витягування готового виробу, згідно з корисною моделлю, тигель оснащають щонайменше однією індукційною канальною одиницею, по каналу якої циркулює розплав, за рахунок цього підтримується температура, необхідна для подальшого процесу безперервного лиття, і здійснюється ефективне перемішування розплаву для вирівнювання температурного поля і хімічного складу по всьому об'єму розплаву в тиглі. Рівень розплаву в тиглі підтримують стабільним за допомогою регулювання швидкості сплавляння витратних електродів - регулювання сили струму між електродами і регулювання швидкості кристалізації - режиму охолодження кристалізатора і швидкості витягування закристалізованого профілю, підтримуючи процес безперервно і стабільно. З тигля розплав затікає в формоутворюючу вставку кристалізатора, кристалізується і безперервно або в пульсуючому режимі його витягують за допомогою механізму витягування в протилежну від розплаву сторону і подають на механізм порізки і рольганг-штабелер. Кристалізатор встановлюють на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті. Через використання індукційних одиниць, приєднаних до тигля, забезпечується додатковий підігрів і інтенсивне електромагнітне перемішування розплаву, прогріваються нижні, більш "холодні" шари розплаву перед надходженням його в кристалізатор з меншими енергозатратами, а також вирівнюється температурне поле по об'єму розплаву, не перегріваючи верхні шари розплаву і флюсу, уникаючи таким чином зниження якості розплаву від підвищеного газопоглинання і окислення розплаву при підвищених температурах, а також створюється можливість роздільного регулювання і оптимізації температури розплаву в зоні плавлення і в зоні надходження розплаву в кристалізатор, забезпечуючи тим самим більшу 1 UA 121335 U 5 10 15 20 25 30 35 40 45 50 55 стійкість, керованість і стабільність всього комплексного процесу плавлення-рафінуваннябезперервного лиття. Крім того, завдяки використанню індукційних одиниць відбувається інтенсивне перемішування розплаву електромагнітними силами, що також допомагає вирівнювати температурне поле по об'єму розплаву за рахунок не лише теплопередачі, а і за рахунок конвекції, що значно ефективніше, і забезпечує рівномірність розподілу компонентів розплаву в його об'ємі, рівномірність хімічного складу, тим самим знижуючи питомі енергозатрати, знижуючи втрати металу від посиленого окислення і переходу в шлак і підвищуючи якість виробів (безперервно відлитих профілів). Переваги способу у порівнянні з прототипом пролягають у зниженні енергозатрат на підтримання всіх процесів, зниження втрат теплової енергії в навколишнє середовище, підвищення якості рафінування за рахунок оптимізації температур в зоні плавлення і зоні надходження розплаву в кристалізатор, підвищення якості продукції, що відливається на даному комплексі, підвищення стійкості, керованості та стабільності комплексного процесу плавлення-рафінування-безперервного лиття. Корисна модель пояснюється кресленням комплексу плавильно-рафінувально-ливарного. Комплекс містить станину 1, на якій змонтовано тигель 2, що футеровано вогнетривкими матеріалами і що має кришку 3, Тигель 2 призначено для розплавлення в ньому, рафінування і накопичення розплаву. Тигель 2 сполучено з індукційними одиницями 4 для підігріву і перемішування розплаву в тиглі 2. До складу індукційної одиниці входить котушка 5 індуктора, магнітопровід 6 індуктора і футерований канал 7. Тигель 2 також сполучено з кристалізатором 8 з формоутворюючою вставкою. Кристалізатор 8 може бути встановлено на бічній стінці тигля 2 при горизонтальному литті або на днищі тигля 2 при вертикальному литті. На станині 1 змонтовано щонайменше одну колону 9 з електородотримачем 10 з механізмом 11 переміщення витратних електродів 12 в тигель 2 для електрошлакового переплаву і рафінування розплаву. З тиглем 2 сполучено механізм 13 витягування закристалізованого профілю, з'єднаний з механізмом 14 порізки і рольгангом-штабелером 15. Спосіб здійснюють наступним чином. З металу чи сплаву, який потребує рафінування перед подальшим литтям безперервним способом, виготовляють тим чи іншим способом (пресування, виливання, відрізка з прокату тощо) витратні (ті, що розплавляються в процесі рафінування) електроди 12. Такий електрод 12 встановлюють в електродотримач 10 колони 9 електрошлакового переплаву (ЕШП) (при роботі в монофілярному режимі), або два електроди 12 встановлюють в електродотримачі 10 двох колон 9 ЕШП (при роботі в біфілярному режимі). На електроди 12 подають напругу від джерела електроживлення ЕШП механізмами подачі 11, витратні електроди 12 занурюють у розплавлену шлакову ванну в тиглі 2, де під дією тепла, що виділяється від проходження струму між електродами 12 через шлакову (флюсову) ванну, здійснюється поступове розплавлення витратних електродів 12, проходження каплі розплавленого металу чи сплаву через шар 7 розплавленого рафінуючого шлаку (флюсу), де таким чином відбувається процес рафінування. Рафінований розплав 8 металу чи сплаву збирається в нижній частині тигля 2 під шаром 16 розплавленого шлаку (флюсу), який захищає розплав 17 від контакту з навколишнім повітрям. Тигель 2 оснащають однією або декількома індукційними канальними одиницями 4, що дозволяють забезпечити підтримання необхідної температури розплаву, а також ефективного його перемішування, що вимагається для здійснення подальшого процесу безперервного лиття. На тиглі 2 встановлюють кристалізатор 8 (на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті) таким чином, що формоутворююча вставка кристалізатора сполучається з розплавом 17. У кристалізатор 8 надходить розплав 17, здійснюється кристалізація розплаву 17 у литий профіль заданого перерізу, що безперервно або в пульсуючому режимі витягують в протилежну від розплаву сторону механізмом 13 витягування і подають на механізм порізки 14 і рольганг-штабелер 15. Витратні електроди 12 періодично у міру розплавлення замінюють новими. Рівень розплаву 17 в тиглі 2 підтримують стабільним за допомогою регулювання швидкості сплавляння витратних електродів 12 (регулювання сили струму між електродами) і регулювання швидкості кристалізації (режиму охолодження кристалізатора 8 і швидкості витягування закристалізованого профілю, підтримуючи процес безперервно і стабільно. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Спосіб одержання литих виробів необмеженої довжини, при якому виконують приготування і рафінування розплаву, які здійснюють в тиглі установки для електрошлакової тигельної плавки, 2 UA 121335 U 5 10 15 до тигля приєднують кристалізатор, що сполучається з розплавом, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що тигель оснащають щонайменше однією індукційною канальною одиницею, по каналу якої циркулює розплав, за рахунок цього підтримується температура, необхідна для подальшого процесу безперервного лиття, і здійснюється ефективне перемішування розплаву для вирівнювання температурного поля і хімічного складу по всьому об'єму розплаву в тиглі. 2. Спосіб за п. 1, який відрізняється тим, що рівень розплаву в тиглі підтримують стабільним за допомогою регулювання швидкості сплавляння витратних електродів - регулювання сили струму між електродами і регулювання швидкості кристалізації - режиму охолодження кристалізатора і швидкості витягування закристалізованого профілю, підтримуючи процес безперервно і стабільно. 3. Спосіб за п. 1, який відрізняється тим, що з тиглю розплав затікає в формоутворюючу вставку кристалізатора, кристалізується і безперервно або в пульсуючому режимі його витягують за допомогою механізму витягування в протилежну від розплаву сторону і подають на механізм порізки і рольганг-штабелер. 4. Спосіб за п. 1, який відрізняється тим, що кристалізатор встановлюють на бічній стінці тигля при горизонтальному литті або на днищі тигля при вертикальному литті. Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/14
Мітки: спосіб, одержання, необмеженої, виробів, довжини, литих
Код посилання
<a href="https://ua.patents.su/5-121335-sposib-oderzhannya-litikh-virobiv-neobmezheno-dovzhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання литих виробів необмеженої довжини</a>
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів
Номер патенту: 20250
Опубліковано: 15.07.1997
Автори: Опанасенко Віктор Миколайович, Опанасенко Олександр Миколайович
МПК: C22B 9/18, B22D 11/00
Мітки: спосіб, сплавів, литих, необмеженої, металів, виробів, довжини, одержання
Формула / Реферат:
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом.
Електронно-променева установка для отримання зливків і литих виробів
Номер патенту: 108478
Опубліковано: 25.07.2016
Автори: Лапшук Тамара Володимирівна, Ладохін Сергій Васильович, Дрозд Євген Олександрович
Мітки: отримання, установка, литих, електронно-променева, виробів, зливків
Формула / Реферат:
Електронно-променева установка для отримання зливків і литих виробів, що складається з плавильної камери, в якій розміщені тигель з системою електромагнітного перемішування розплаву, проміжна ємність, пристрій подання шихтових матеріалів на переплав, ливарна форма і електронно-променеві гармати, що обігрівають тигель і проміжну ємність, і з двох камер ливарних форм, одна з який стикується з плавильною камерою знизу під тиглем, а інша - з...
Пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини
Номер патенту: 32306
Опубліковано: 12.05.2008
Автори: Спусканюк Віктор Захарович, Білошенко Віктор Олександрович, Давиденко Олександр Анатолійович, Коваленко Іван Михайлович, Гангало Олександр Миколайович
МПК: B21C 37/00
Мітки: пристрій, необмеженої, довжини, пресування, напівбезперервного, гідромеханічного, прутків
Формула / Реферат:
1. Пристрій для напівбезперервного гідромеханічного пресування прутків, переважно необмеженої довжини, який включає пристрій для подачі прутка в матрицю, контейнер з розміщеним в ньому внутрішнім затискним патроном, заповнений рідиною високого тиску, що оточує оброблюваний матеріал, яка подається в порожнину контейнера через боковий отвір в ньому, причому тиск створюється і підтримується за допомогою спеціального зовнішнього пристрою, а...
Електронно-променева установка для одержання литих заготовок
Номер патенту: 92801
Опубліковано: 10.09.2014
Автори: Левицький Микола Іванович, Ворон Михайло Михайлович, Дрозд Євген Олександрович, Лапшук Тамара Володимирівна, Ладохін Сергій Васильович
Мітки: одержання, литих, електронно-променева, заготовок, установка
Формула / Реферат:
Електронно-променева установка для одержання литих заготовок, яка складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщаються і стикуються з плавильною камерою на позиції заливки, яка...
Пристрій для пофарбування виробу необмеженої довжини
Номер патенту: 48419
Опубліковано: 15.10.2004
Автори: Приходько Володимир Іванович, Плютін Іван Іванович, Михайлов Микола Петрович, Дроздов Анатолій Іванович, Воронович Віктор Петрович, Прохоров Володимир Михайлович, Шиляєв Володимир Миколайович, Єрмаков Віталій Вікторович
МПК: B05C 3/02, B05C 13/02
Мітки: пофарбування, пристрій, довжини, виробу, необмеженої
Формула / Реферат:
1. Пристрій для пофарбування виробу необмеженої довжини, який має в своєму складі кільцевий кантувач з двома скріпленими між собою на заданій відстані колесами з прорізом для жорсткого закріплення в середині цього прорізу виробу, який відрізняється тим, що кільцевий кантувач закріплено на платформі залізничного типу, яку обладнано роликовими пристроями, розташованими в створі коліс і відстань між якими дорівнює відстані між колесами...
Попередній патент: Спосіб впливу наночастинок діоксиду кремнію та ацетату свинцю на структурні зміни печінки, нирок та селезінки щурів
Наступний патент: Комплекс плавильно-рафінувально-ливарний
Випадковий патент: Спосіб лікування вагітних з прееклампсією