Спосіб виготовлення легкої личкованої стружкової плити
Номер патенту: 122721
Опубліковано: 25.01.2018


Формула / Реферат
Спосіб виготовлення легкої личкованої стружкової плити, що включає її одержання шляхом пресування з одночасним личкуванням, який відрізняється тим, що змішують компоненти внутрішнього шару 90-96 мас. % обсмолених деревинних частинок і 10-4 мас. % пінополістирольних гранул, на листи лущеного шпону односторонньо наносять клей, перемішані компоненти внутрішнього шару і листи лущеного шпону з нанесеним клейовим шаром подаються на формування пакета, для цього укладають один шар поверх іншого, причому спочатку укладають нижній шар (зворотний шар) лущеного шпону з нанесеним клейовим шаром, потім на нього насипають перемішані компоненти внутрішнього шару, насамкінець на насипаний внутрішній шар укладають верхній шар (лицьовий шар) лущеного шпону з нанесеним клейовим шаром, сформований пакет попередньо підпресовують та після цього пресують.
Текст
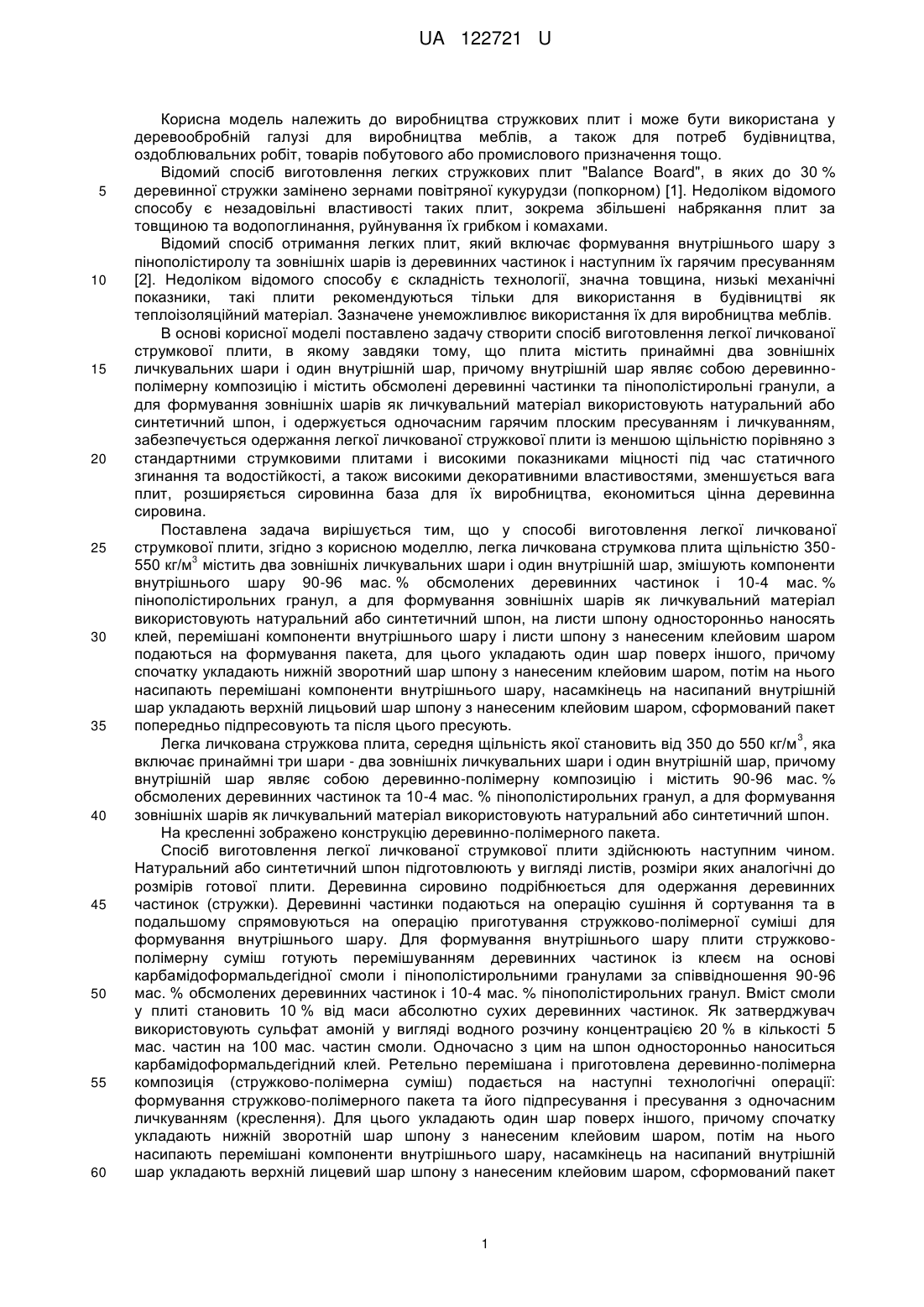
Реферат: Спосіб виготовлення легкої личкованої стружкової плити включає підготовку деревинних частинок, їх обсмолення, підготовку личкувального матеріалу, формування шарів стружкового пакета, формування пакета, підпресування, пресування. Внутрішній шар плити являє собою деревинно-полімерну композицію, яку одержують змішуванням 90-96 мас. % обсмолених деревинних частинок і 10-4 мас. % пінополістирольних гранул. Для формування зовнішніх шарів як личкувальний матеріал використовують натуральний або синтетичний шпон, причому на листи шпону односторонньо наносять клей, перемішані компоненти внутрішнього шару і листи шпону з нанесеним клейовим шаром подаються на формування пакета. Для цього укладають один шар поверх іншого, причому спочатку укладають нижній шар (зворотний шар) шпону з нанесеним клейовим шаром. Потім на нього насипають перемішані компоненти внутрішнього шару, насамкінець на насипаний внутрішній шар укладають верхній шар (лицевий шар) лущеного шпону з нанесеним клейовим шаром, сформований пакет попередньо підпресовують та після цього пресують. UA 122721 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЛЕГКОЇ ЛИЧКОВАНОЇ СТРУЖКОВОЇ ПЛИТИ UA 122721 U UA 122721 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва стружкових плит і може бути використана у деревообробній галузі для виробництва меблів, а також для потреб будівництва, оздоблювальних робіт, товарів побутового або промислового призначення тощо. Відомий спосіб виготовлення легких стружкових плит "Balance Board", в яких до 30 % деревинної стружки замінено зернами повітряної кукурудзи (попкорном) [1]. Недоліком відомого способу є незадовільні властивості таких плит, зокрема збільшені набрякання плит за товщиною та водопоглинання, руйнування їх грибком і комахами. Відомий спосіб отримання легких плит, який включає формування внутрішнього шару з пінополістиролу та зовнішніх шарів із деревинних частинок і наступним їх гарячим пресуванням [2]. Недоліком відомого способу є складність технології, значна товщина, низькі механічні показники, такі плити рекомендуються тільки для використання в будівництві як теплоізоляційний матеріал. Зазначене унеможливлює використання їх для виробництва меблів. В основі корисної моделі поставлено задачу створити спосіб виготовлення легкої личкованої струмкової плити, в якому завдяки тому, що плита містить принаймні два зовнішніх личкувальних шари і один внутрішній шар, причому внутрішній шар являє собою деревиннополімерну композицію і містить обсмолені деревинні частинки та пінополістирольні гранули, а для формування зовнішніх шарів як личкувальний матеріал використовують натуральний або синтетичний шпон, і одержується одночасним гарячим плоским пресуванням і личкуванням, забезпечується одержання легкої личкованої стружкової плити із меншою щільністю порівняно з стандартними струмковими плитами і високими показниками міцності під час статичного згинання та водостійкості, а також високими декоративними властивостями, зменшується вага плит, розширяється сировинна база для їх виробництва, економиться цінна деревинна сировина. Поставлена задача вирішується тим, що у способі виготовлення легкої личкованої струмкової плити, згідно з корисною моделлю, легка личкована струмкова плита щільністю 3503 550 кг/м містить два зовнішніх личкувальних шари і один внутрішній шар, змішують компоненти внутрішнього шару 90-96 мас. % обсмолених деревинних частинок і 10-4 мас. % пінополістирольних гранул, а для формування зовнішніх шарів як личкувальний матеріал використовують натуральний або синтетичний шпон, на листи шпону односторонньо наносять клей, перемішані компоненти внутрішнього шару і листи шпону з нанесеним клейовим шаром подаються на формування пакета, для цього укладають один шар поверх іншого, причому спочатку укладають нижній зворотний шар шпону з нанесеним клейовим шаром, потім на нього насипають перемішані компоненти внутрішнього шару, насамкінець на насипаний внутрішній шар укладають верхній лицьовий шар шпону з нанесеним клейовим шаром, сформований пакет попередньо підпресовують та після цього пресують. 3 Легка личкована стружкова плита, середня щільність якої становить від 350 до 550 кг/м , яка включає принаймні три шари - два зовнішніх личкувальних шари і один внутрішній шар, причому внутрішній шар являє собою деревинно-полімерну композицію і містить 90-96 мас. % обсмолених деревинних частинок та 10-4 мас. % пінополістирольних гранул, а для формування зовнішніх шарів як личкувальний матеріал використовують натуральний або синтетичний шпон. На кресленні зображено конструкцію деревинно-полімерного пакета. Спосіб виготовлення легкої личкованої струмкової плити здійснюють наступним чином. Натуральний або синтетичний шпон підготовлюють у вигляді листів, розміри яких аналогічні до розмірів готової плити. Деревинна сировино подрібнюється для одержання деревинних частинок (стружки). Деревинні частинки подаються на операцію сушіння й сортування та в подальшому спрямовуються на операцію приготування стружково-полімерної суміші для формування внутрішнього шару. Для формування внутрішнього шару плити стружковополімерну суміш готують перемішуванням деревинних частинок із клеєм на основі карбамідоформальдегідної смоли і пінополістирольними гранулами за співвідношення 90-96 мас. % обсмолених деревинних частинок і 10-4 мас. % пінополістирольних гранул. Вміст смоли у плиті становить 10 % від маси абсолютно сухих деревинних частинок. Як затверджувач використовують сульфат амоній у вигляді водного розчину концентрацією 20 % в кількості 5 мас. частин на 100 мас. частин смоли. Одночасно з цим на шпон односторонньо наноситься карбамідоформальдегідний клей. Ретельно перемішана і приготовлена деревинно-полімерна композиція (стружково-полімерна суміш) подається на наступні технологічні операції: формування стружково-полімерного пакета та його підпресування і пресування з одночасним личкуванням (креслення). Для цього укладають один шар поверх іншого, причому спочатку укладають нижній зворотній шар шпону з нанесеним клейовим шаром, потім на нього насипають перемішані компоненти внутрішнього шару, насамкінець на насипаний внутрішній шар укладають верхній лицевий шар шпону з нанесеним клейовим шаром, сформований пакет 1 UA 122721 U 3 5 10 15 20 попередньо підпресовують та після цього пресують. Пресування плит щільністю 350-550 кг/м , товщиною 18 мм здійснюють за таких режимних параметрів пресування: тиск - 2,4 МПа, температура - 200 °C, тривалість пресування - 0,23 хв/мм. Вологість готових плит становить 8 %. Властивості одержаної легкої личкованої стружкової плити з використанням натурального лущеного шпону наведено в Таблиці. У таблиці також наведено для порівняння властивості легких стружкових плит згідно зі стандартом EN 16368. Визначали міцність і модуль пружності під час статичного згинання (ДСТУ EN 310), межу міцності під час розтягування перпендикулярно до площини плити (ДСТУ ISO 16984) та набрякання за товщиною (ДСТУ 4761) легкої личкованої стружкової плити. Таким чином, отримані личковані лущеним шпоном легкі стружкові плити з додаванням до деревинних частинок внутрішнього шару 10-4 мас. % гранульованого пінополістиролу і склеюванням карбамідоформальдегідним клеєм, мають підвищені показники модуля пружності під час статичного згинання і набрякання за товщиною у всьому досліджуваному діапазоні вмісту пінополістиролу в плитах і їх щільностей порівняно з вимогами стандартів. Задовільні щодо вимог стандартів показники межі міцності під час статичного згинання, модуля пружності 3 та набрякання за товщиною отримано для всього діапазону щільностей плити 350-550 кг/м і вмісту пінополістиролу в них у досліджуваних межах 4-10 мас. %. Межа міцності під час розтягу 3 перпендикулярно до площини одержаних плит щільністю 450 і 550 кг/м за вмісту пінополістирольних гранул 4-7 мас. % відповідає вимогам стандарту EN 16368 відповідно для плит типу LP1 та LP2. Таблиця Показник Запропонований спосіб 3 для щільності плит, кг/м 350 450 550 за вмісту пінополістиролу в плитах, % 7 10 4 7 10 4 7 4 Межа міцності під час статичного згинання, 7,9 9,7 МПа Модуль пружності підчас статичного 2622 2651 згинання, МПа Межа міцності під час розтягу 0,14 0,12 перпендикулярно до площини плити, МПа Набрякання за товщиною після 24 9,8 9,6 год. витримки у воді 25 30 35 Вимоги згідно з EN 16368:2011 для плит LP1 LP2 28,2 35,1 12,3 3,5 7,0 667 3197 3907 1629 3771 5163 2591 500 950 0,06 0,25 0,24 0,12 0,36 0,35 0,18 0,24 0,35 3,5 9,5 18,0 22,4 7,9 10 11,9 11,6 11,3 13,9 13,5 13,2 не регламентується Личкування плит березовим шпоном надає легким плитам додаткової жорсткості і пружності, покращує зовнішній вигляд поверхні плит, а пінополістирол сприяє заповненню порожнин між деревинними частинками і збільшенню контактів між частинками. Отже, запропоновані легкі личковані стружкові плити і спосіб їх виготовлення дають змогу зменшити вагу плит і, відповідно, економити деревинну сировину, розширити сировинну базу для їх виготовлення завдяки залученню пінополістиролу, через личкування натуральним шпоном покращити зовнішній вигляд плит. Джерела інформації: 1. Barbu Μ.С. Evolution of lightweight wood composites / M.C. Barbu // Pro Ligno. - 2015. - Vol. 11, № 4. - P. 21-26. 2. EP2875924. Wood-based panels, method for manufacturing them and their use / Welling Johannes, Shalbafan Ali. Stated 26.11.2013, Publicated 19.04.17, ЕРО. 2 UA 122721 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення легкої личкованої стружкової плити, що включає її одержання шляхом пресування з одночасним личкуванням, який відрізняється тим, що змішують компоненти внутрішнього шару 90-96 мас. % обсмолених деревинних частинок і 10-4 мас. % пінополістирольних гранул, на листи лущеного шпону односторонньо наносять клей, перемішані компоненти внутрішнього шару і листи лущеного шпону з нанесеним клейовим шаром подаються на формування пакета, для цього укладають один шар поверх іншого, причому спочатку укладають нижній шар (зворотний шар) лущеного шпону з нанесеним клейовим шаром, потім на нього насипають перемішані компоненти внутрішнього шару, насамкінець на насипаний внутрішній шар укладають верхній шар (лицьовий шар) лущеного шпону з нанесеним клейовим шаром, сформований пакет попередньо підпресовують та після цього пресують. Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B27N 3/10
Мітки: стружкової, плити, личкованої, легко, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-122721-sposib-vigotovlennya-legko-lichkovano-struzhkovo-pliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення легкої личкованої стружкової плити</a>
Спосіб і пристрій для облагороджування деревинно-стружкової плити

Номер патенту: 101058
Опубліковано: 25.02.2013
Автор: Ольдорфф Франк
МПК: B44C 5/04
Мітки: плити, облагороджування, пристрій, спосіб, деревинно-стружкової
Формула / Реферат:
1. Спосіб облагороджування деревинно-стружкової плити (ДСП) (2), яка має щонайменше на верхній стороні й/або нижній стороні декоративну обробку, що включає наступні стадії:(а) очищення верхньої сторони й нижньої сторони ДСП (2),(б) нанесення першого верхнього шару смоли, що містить частинки корунду, на верхню сторону й першого нижньою шару смоли на нижню сторону ДСП (2),(в) сушіння першого верхнього шару смоли й першого...
Спосіб виготовлення теплошумоізоляційної плити “біотерм”
Номер патенту: 21221
Опубліковано: 15.03.2007
Автор: Корнилюк Юрій Сергійович
Мітки: біотерм, спосіб, теплошумоізоляційної, плити, виготовлення
Формула / Реферат:
Спосіб виготовлення теплошумоізоляційної плити, що включає послідовне укладання ізоляційного та арматурного матеріалу і формування плити, який відрізняється тим, що як ізоляційний матеріал використовують гіпсово-цементне в'яжуче з пороутворюючим наповнювачем та мінеральну вату, арматурний матеріал - скловолокнисту сітку та/або технічну целюлозу, а формують плиту при вібрації одночасно з утворенням монтажних замків.
Спосіб виготовлення стружкових плит з використанням соломи
Номер патенту: 21438
Опубліковано: 15.03.2007
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: соломи, виготовлення, стружкових, спосіб, плит, використанням
Формула / Реферат:
1. Спосіб виготовлення стружкових плит з використанням соломи, який включає операції приготування стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що як внутрішній, так і зовнішні шари плит сформовані із деревинних частинок із додаванням до них 10 % солом'яних частинок.2. Спосіб за п. 1, який відрізняється...
Спосіб виготовлення стружкових плит із використанням соломи
Номер патенту: 99915
Опубліковано: 25.06.2015
Автори: Бехта Павло Антонович, Козак Руслан Олегович
МПК: B27N 3/02, B27N 3/04, B27N 3/00
Мітки: плит, соломи, стружкових, спосіб, використанням, виготовлення
Формула / Реферат:
Спосіб виготовлення тришарових стружкових плит із використанням соломи, який включає операції виготовлення стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що внутрішній шар плити формується з суміші деревинних й солом'яних частинок за співвідношення між ними 35:65 % відповідно, які склеюються за допомогою карбамідоформальдегідного клею з добавкою 96...
Спосіб виготовлення стружкових плит
Номер патенту: 21441
Опубліковано: 15.03.2007
Автори: Салабай Роман Григорович, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, плит, стружкових, спосіб
Формула / Реферат:
1. Спосіб виготовлення стружкових плит, який включає операції виготовлення стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що зовнішні шари плит сформовані із деревинних частинок, а внутрішній шар - із деревинних частинок із додаванням до них до 20% солом'яних частинок.2. Спосіб за п.1, який відрізняється тим, що для виготовлення солом'яних...