Спосіб і пристрій для облагороджування деревинно-стружкової плити



Формула / Реферат
1. Спосіб облагороджування деревинно-стружкової плити (ДСП) (2), яка має щонайменше на верхній стороні й/або нижній стороні декоративну обробку, що включає наступні стадії:
(а) очищення верхньої сторони й нижньої сторони ДСП (2),
(б) нанесення першого верхнього шару смоли, що містить частинки корунду, на верхню сторону й першого нижньою шару смоли на нижню сторону ДСП (2),
(в) сушіння першого верхнього шару смоли й першого нижнього шару смоли до залишкової вологості від 3 % до 6 %,
(г) нанесення другого верхньою шару смоли, що містить целюлозу, на верхню сторону й другого нижнього шару смоли на нижню сторону ДСП (2),
(д) сушіння другого верхнього шару смоли й другого нижнього шару смоли до залишкової вологості від 3 % до 6 %,
(е) нанесення щонайменше третього верхнього шару смоли, що містить частинки скла, на верхню сторону й щонайменше третього нижнього шару смоли на нижню сторону ДСП (2),
(ж) сушіння третього верхньою шару смоли й третього нижнього шару смоли до залишкової вологості від 3 % до 6 %,
(з) пресування шарової структури під впливом тиску й температури.
2. Спосіб за п. 1, який відрізняється тим, що в третій верхній шар смоли додають приблизно 20 % скла.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що в другий верхній шар смоли додають приблизно 5 % целюлози.
4. Спосіб за пп. 1, 2 або 3, який відрізняється тим, що в перший верхній шар смоли додають близько 20 % корундових частинок.
5. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що верхні шари смоли й нижні шари смоли наносять у кількості від 20 до 50 г/м2.
6. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що в верхні шари смоли й нижні шари смоли додають 60 %-ий розчин синтетичної смоли.
7. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що під декоративною обробкою ДСП (2), яка підлягає облагороджуванню, наносять праймер і ґрунтовку, а декоративну обробку надруковують на ґрунтовку й покривають покриттям.
8. Спосіб за одним або декількома з пп. 1-6, який відрізняється тим, що декоративну обробку наносять на ДСП (2) у вигляді наклеєного шару декоративного паперу.
9. Пристрій для облагороджування ДСП (2), при цьому щонайменше верхня сторона й/або нижня сторона ДСП (2) має декоративну обробку, який містить
(а) перший пристрій (6) для нанесення двостороннього покриття,
(б) розташований у напрямку (V) обробки за першим пристроєм (6) для нанесення двостороннього покриття сушильний пристрій (12),
(в) розташований у напрямку (V) обробки за першим сушильним пристроєм (12) другий пристрій для нанесення двостороннього покриття,
(г) розташований у напрямку (V) обробки за другим пристроєм для нанесення двостороннього покриття другий сушильний пристрій,
(д) щонайменше один розташований у напрямку (V) обробки за другим сушильним пристроєм третій пристрій (14) для нанесення двостороннього покриття,
(е) щонайменше один розташований у напрямку (V) обробки за третім пристроєм (14) для нанесення двостороннього покриття третій сушильний пристрій (16), і
(ж) короткотактний прес (20),
при цьому кожний пристрій для нанесення двостороннього покриття містить верхній пристрій (8) для нанесення шару смоли на верхню сторону ДСП (2) і нижній пристрій (10) для нанесення шару смоли на нижню сторону ДСП (2), і кожний верхній пристрій (8) для нанесення покриття й кожний нижній пристрій (10) для нанесення покриття має відповідно змішувальний резервуар (24), у якому смола, що підлягає нанесенню, змішується щонайменше з однією присадкою.
10. Пристрій за п. 9, який відрізняється тим, що має накопичувальну батарею (26) з декількома резервуарами (28), в яких окремо одна від одної зберігаються смола, що підлягає нанесенню, й присадки, і підвідними трубопроводами (30) від накопичувальних резервуарів (28) до змішувальних резервуарів (24).
11. Пристрій за п. 10, який відрізняється тим, що має блок керування (32) для регулювання кількості подаваних за підвідними трубопроводами (30) у змішувальні резервуари (24) смоли й присадок.
12. Пристрій за одним або декількома з пп. 9-11, який відрізняється тим, що кожний верхній пристрій (8) для нанесення покриття й кожний нижній пристрій (10) для нанесення покриття є вальцями, що наносять.
13. Пристрій за одним або декількома з пп. 9-12, який відрізняється тим, що має шлангові насоси (42) для нагнітання вмісту змішувальних резервуарів (24) у відповідні верхні пристрої (8) для нанесення покриття й нижні пристрої (10) для нанесення покриття.
14. Пристрій за одним або декількома з пп. 9-13, який відрізняється тим, що перед кожним пристроєм для нанесення двостороннього покриття встановлений щонайменше один притискач (56) для ДСП (2).
Текст
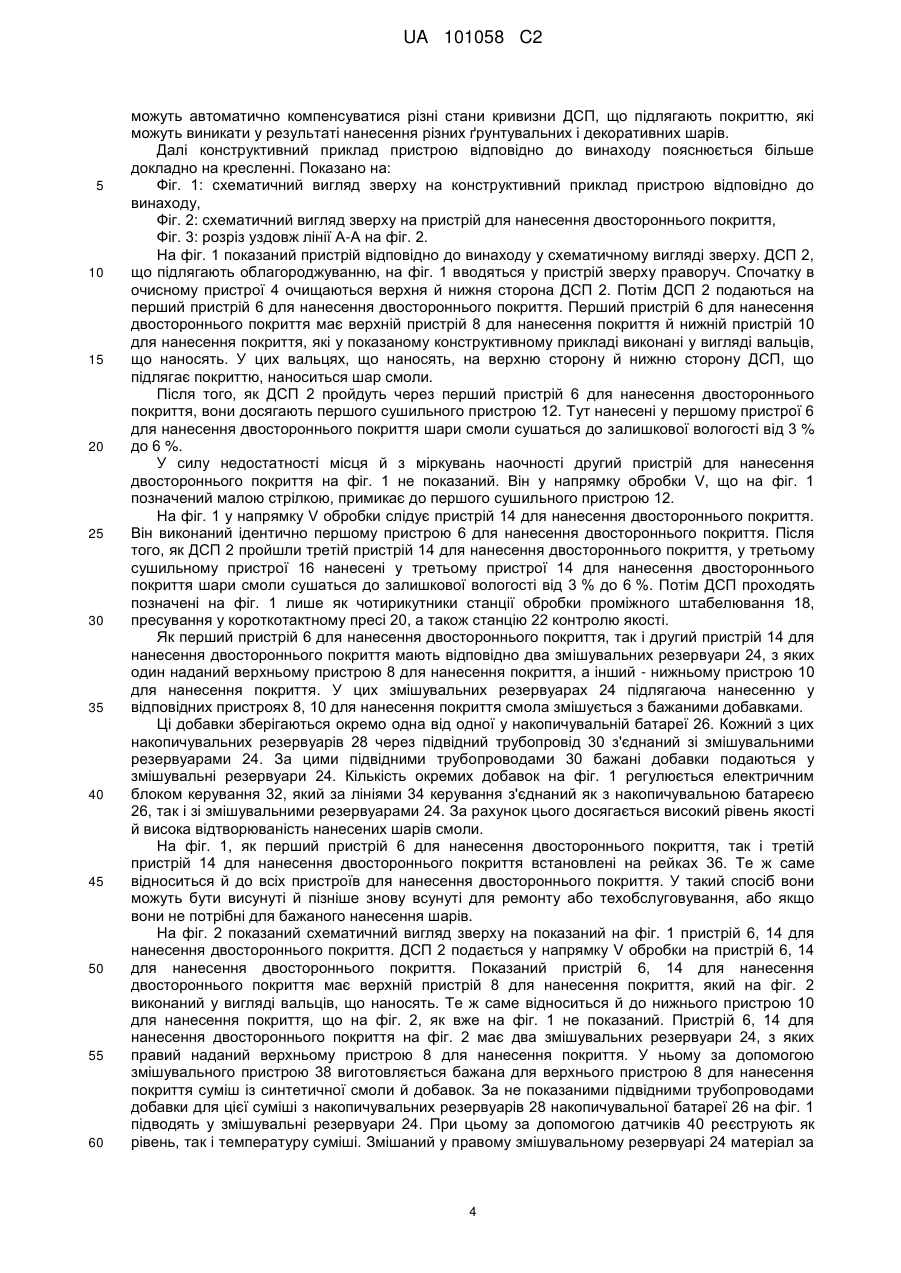
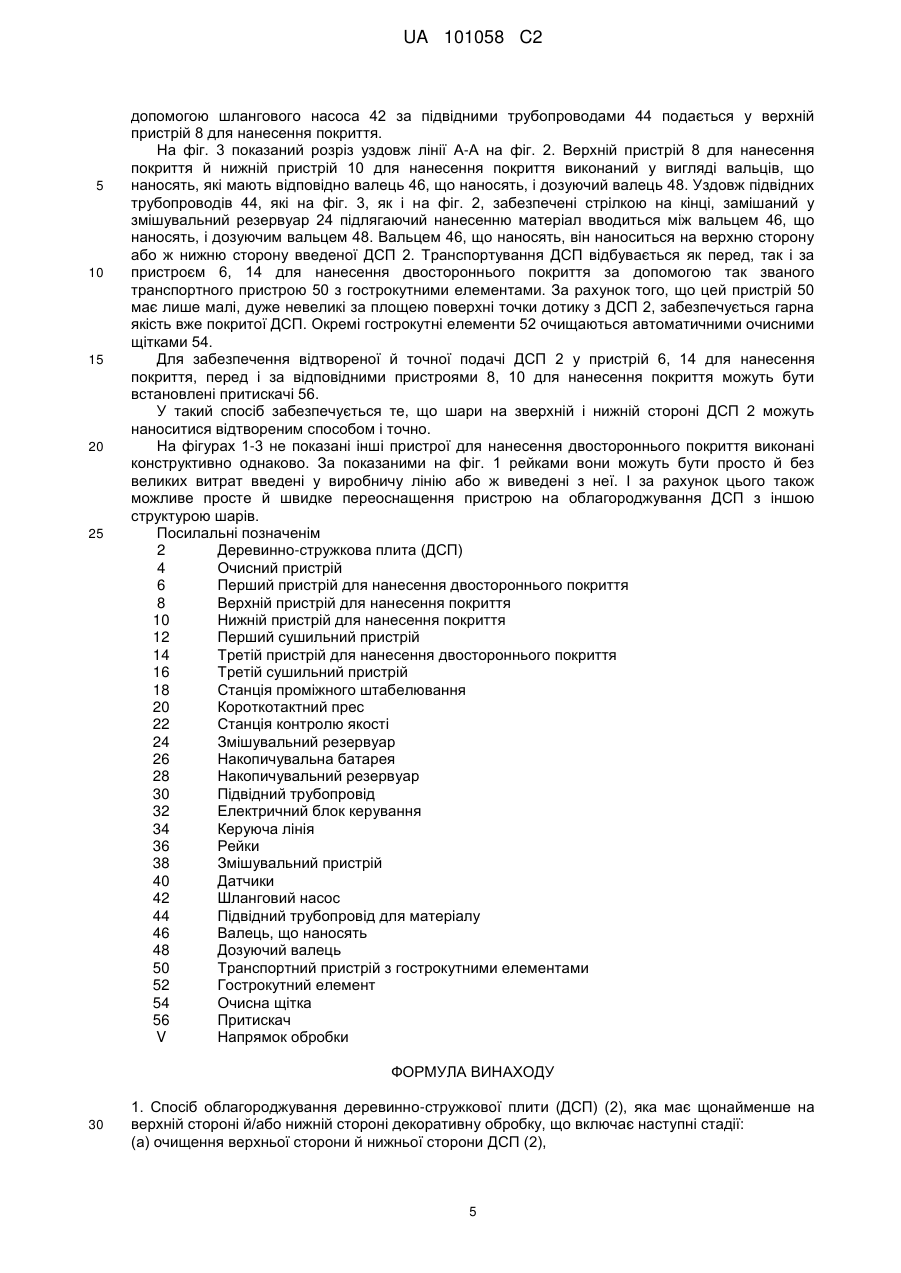
Реферат: Заявлений спосіб облагороджування деревинно-стружкової плити (ДСП) має щонайменше на верхній стороні й/або нижній стороні декоративну обробку, що включає стадії: очищення верхньої сторони й нижньої сторони ДСП (2), нанесення першого верхнього шару смоли, що містить частинки корунду, на верхню сторону й першого нижнього шару смоли на нижню сторону ДСП, сушіння першого верхнього шару смоли й першого нижнього шару смоли до відповідної залишкової вологості, нанесення другого верхнього шару смоли, що містить целюлозу, на верхню сторону й другого нижнього шару смоли на нижню сторону ДСП, сушіння другого верхнього шару смоли й другого нижнього шару смоли до відповідної залишкової вологості, і нанесення щонайменше третього верхнього шару смоли, що містить частинки скла, на верхню сторону й щонайменше третього нижнього шару смоли на нижню сторону ДСП, сушіння третього верхнього шару смоли й третього нижнього шару смоли до відповідної залишкової вологості, пресування шарової структури під впливом тиску й температури. UA 101058 C2 (12) UA 101058 C2 UA 101058 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способу облагороджування деревинно-стружкової плити (ДСП), яка щонайменше на верхній стороні й/або нижній стороні має декоративну обробку. ДСП такого типу широко поширені й використовуються у різних областях. Особливо великою областю застосування є їхнє використання як панелі для настилу підлоги. Насамперед при такому використанні забезпечені декоративною обробкою ДСП піддаються, насамперед за рахунок нас гупання на них, серйозному навантаженню. Для того, щоб вони витримували таке навантаження декоративний шар повинен бути покритий захисним шаром. Він складається з синтетичної смоли, наприклад меламінової смоли, до якої домішують різні добавки. За рахунок різних нанесених на ДСП шарів виникають розтяжні напруги (натяги), які можуть приводити до поперечного жолоблення. Тому, для примусового рівномірного прояву цих сил на обох сторонах і, тим самим, запобігання поперечного жолоблення, як на верхню, так і нижню сторону ДСП повинно бути нанесене покриття. Нанесення шару синтетичної смоли на ДСП може відбуватися по-різному. Так, наприклад, відоме нанесення синтетичної смоли у вигляді грануляту або ж порошку на сторону ДСП, яка підлягає покриттю, і, при необхідності, присипка передбачених присадок. При завершальному пресуванні під впливом тиску й температури нанесений порошок плавиться й утворює гомогенний шар. Природно, при цьому способі двостороннє покриття ДСП неможливе, тому що насипаний порошок лежить тільки на верхній стороні ДСП і з'єднується з нею лише при пресуванні. З ЕР 1454763 А2 відоме, нанесення захисного шару з меламінової смоли на декоративну обробку на верхній стороні ДСП. Одночасно на нижню сторону ДСП також повинен наноситися захисний шар з меламінової смоли. При цьому нанесені шари смоли повинні при пресуванні плавитися й, тим самим, містити у. собі декоративну обробку. В ЕР 2098304 А2 описане застосування рідкої смоли, що наноситься як на верхню, так і на нижню сторону ДСП. Виходячи з цієї постановки проблеми, описаний спосіб облагороджування ДСП повинен бути поліпшений. Рішення проблеми відбувається за рахунок способу відомого типу з наступними стадіями: а) очищення верхньої поверхні й нижньої поверхні ДСП, б) нанесення першого верхнього шару смоли, що містить корундові частки, на верхню сторону й першого нижнього шару смоли на нижню сторону ДСП, в) сушіння першого верхнього шару смоли й першого нижнього шару смоли до залишкової вологості від 3 % до 6 %, г) нанесення другого верхнього шару смоли, що містить целюлозу, на верхню сторону й другого нижнього шару смоли на нижню сторону ДСП, д) сушіння другого верхнього шару смоли й другого нижнього шару смоли до залишкової вологості від 3 % до 6 %, є) нанесення щонайменше третього верхнього шару смоли, що містить скляні частки, на верхню сторону й щонайменше третього нижнього шару смоли на нижню сторону ДСП, ж) сушіння третього верхнього шару смоли й третього нижнього шару смоли до залишкової вологості від 3 % до 6 %, з) пресування шарової структури під впливом тиску й температури. За допомогою очищення верхньої сторони й нижньої сторони ДСП на першій стадії способу надійно видаляється пил або інші забруднення, які відклалися під час зберігання або попередніх стадій виробництва на відповідних сторонах ДСП. Це важливо для того, щоб забезпечити, що й дуже тонкі наносимі шари смоли наносяться рівномірно й гомогенно на верхню сторону, і що у цих шарах відсутні які-небудь нерівності або включення. Завдяки корундовим часткам у першому верхньому шарі підвищується стійкість цього шару до стирання. Це дуже важливо, насамперед, при використанні ДСП як підлогові панелі для того, щоб вони могли втримувати вже згадані навантаження, яким піддана підлогова панель. При цьому корунд присутній, наприклад, у вигляді суміші зі звичайних силанізованих корундів різної зернистості й може бути просто доданий у смолу. На нижню сторону ДСП наноситься перший нижній шар смоли, у результаті чого компенсуються діючі на ДСП через перший верхній шар смоли сили розтягання. Перший нижній шар смоли може бути, насамперед, пофарбований. В обидва шари смоли можуть бути додані присадки, такі як, наприклад, затверджувачі, змочувачі або розділові засоби. Потім перший верхній шар смоли й перший нижній шар смоли сушаться для того, щоб забезпечити чисте нанесення наступного шару смоли. Сушіння відбувається, наприклад, гарячим повітрям, при цьому смола висихає, і реакція зшивання меламінової смоли зупиняється. При цьому з маси покриття виводиться вода, та її залишкова вологість 1 UA 101058 C2 5 10 15 20 25 30 35 40 45 50 55 60 установлюється на рівні приблизно 3 % - 6 %. Також й інші нанесені шари смоли при відповідному сушінні доводять до цієї залишкової вологості. Целюлоза, яка є у другому верхньому шарі, присутня у стандартних волокнах, які також можуть бути додані у шари смоли, що підлягають нанесенню. Впроваджене у третій верхній шар скло є присутнім у вигляді стандартних мікрокульок. І вони можуть просто зберігатися й вводитися у шар смоли, що підлягає нанесенню. Нанесені на нижню сторону ДСП шари смоли можуть бути пофарбовані. В усі шари смоли можуть бути додані присадки, такі як затверджувачі, змочувачі й розділові засоби. У результаті сушіння до залишкової вологості від 3 % до 6 % процес зшивання нанесеного шару смоли зупиняється. При завершальному пресуванні під впливом тиску й температури шари смоли знову плавляться, і процес зшивання триває. За рахунок цього забезпечується, що окремі шари смоли зшиваються не тільки у собі, але й між собою й, тим самим, можуть бути спресовані у великий ламінат. Звичайні короткотактні преси працюють, наприклад, при тиску від 2 30 до 60 кг/см , температурі на поверхні деревної стружки приблизно 165 °C і часі пресування від 6 до 12 секунд. При цьому нанесені шари меламінової смоли зшиваються з включенням декоративної обробки. Якщо використовуються структуровані пресовані листи, додатково до декоративної обробки у шарах смоли можуть бути витиснуті й структури. Вони можуть бути виконані у значній мірі конгруентними з декоративною обробкою. У цьому випадку мова йде про тиснені співпадаючі структури. Переважно, третій верхній шар смоли містить 20 % скляних часток. Для другого верхнього шару виявилося сприятливим приблизно 5 % целюлози. Перший верхній шар містить, насамперед, 20 % корундових часток. 2 Переважно, верхні шари смоли й нижні шари смоли наносяться у кількості від 20 до 50 г/м . За рахунок того, що відповідно нанесені на верхній і нижній стороні шари меламінової смоли наносяться в однаковій кількості, одночасно забезпечується те, що виникаючі через нанесені шари при сушінні сили розтягання на ДСП взаємно знищуються. Таким чином, протирозтягання, що виникає на нижній стороні ДСП, точно відповідає у шаровій структурі й відповідній товщині шару нанесеній на верхній стороні послідовності шарів. За рахунок цієї малої наносимої 2 кількості від 20 до 50 г/м одночасно забезпечується те, що, насамперед, на нижній стороні ДСП не відбувається утворення напливів. Верхні шари смоли й нижні шари смоли можуть містити 60 %-ий розчин синтетичної смоли. Під декоративною обробкою ДСП, що підлягає облагороджуванню, може бути нанесена праймер і грунтовка. Декоративна обробка була надрукована на цю ґрунтовку й покрита покриттям. Як альтернатива цьому, декоративна обробка може бути нанесена на ДСП у вигляді наклеєного шару декоративного паперу. Пристрій для облагороджування ДСП, при цьому щонайменше одна верхня сторона й/або одна нижня сторона ДСП має декоративну обробку, відповідно до винаходу містить наступне: а) перший пристрій для нанесення двостороннього покриття, б) розташований у напрямку обробки за першим пристроєм для нанесення двостороннього покриття перший сушильний пристрій, в) розташований у напрямку обробки за першим сушильним пристроєм другий пристрій для нанесення двостороннього покриття, г) розташований у напрямку обробки за другим пристроєм для нанесення двостороннього покриття другий сушильний пристрій, д) щонайменше один розташований у напрямку обробки за другим сушильним пристроєм третій пристрій для нанесення двостороннього покриття, є) щонайменше один розташований у напрямку обробки за щонайменше одним третім пристроєм для нанесення третій сушильний пристрій, і ж) короткотактний прес, при цьому кожний пристрій для нанесення двостороннього покриття містить верхній пристрій для нанесення шару смоли па верхню сторону ДСП і нижній пристрій для нанесення шару смоли на нижню сторону ДСП, а кожний верхній пристрій для нанесення покриття й кожний нижній пристрій для нанесення покриття має відповідно змішувальний резервуар, у якому відповідно смола, що підлягає нанесенню, змішується щонайменше з однією присадкою. У такий пристрій вводяться забезпечені декоративною обробкою ДСП, які підлягають облагороджуванню. У щонайменше трьох пристроях для нанесення двостороннього покриття верхня й нижня сторони ДСП одночасно покриваються шаром смоли. Це скорочує час виготовлення й, тим самим, зменшує виробничі витрати. Завдяки передбаченим за пристроями для нанесення двостороннього покриття сушильним пристроям, у яких тільки що покриті смолою ДСП сушаться до бажаної залишкової вологості, наприклад, гарячим повітрям, швидко 2 UA 101058 C2 5 10 15 20 25 30 35 40 45 50 55 забезпечується можливість нанесення відповідно першого шару смоли, і завчасно переривається процес зшивання нанесених шарів смоли. Проміжне зберігання покритих смолою ДСП для сушіння шарів смоли або перекидання ДСП для нанесення покриття й на іншу сторону більше не потрібне. Завдяки тому, що, як кожний верхній пристрій для нанесення покриття, так і кожний нижній пристрій для нанесення покриття має змішувальний резервуар, у якому відповідно смола, що підлягає нанесенню, змішується з бажаними присадками, можна, насамперед, здійснювати швидке регулювання в обидва боки між різними вимогами до продукту, наприклад бажаним класом стирання. Необхідність у тривалому переналагодженні або ж триманні у готовності великих кількостей різних сумішей смоли й присадок відпадає. Завдяки цьому помітно зменшується кількість вмісту у готовності кількості матеріалу, а також займана установкою площа. У той же час, швидко й нескладно може відбуватися узгодження різних властивостей продукту, наприклад гладкості поверхні, кислотостійкості або стійкості до стирання. Крім того, є можливим застосування високореактивних смоляних сумішей, тому що більше не потрібне проміжне зберігання покритих смолою ДСП, а відбувається безперервна обробка. За рахунок цього також явно скорочується час такту короткотактного преса, у результаті чого знову ж знижуються витрати на виготовлення. Пристрій відповідно до винаходу переважно має накопичувальну батарею з декількома ресиверами, в яких смола, що підлягає нанесенню, й присадки зберігаються окремо одна від одної, і підвідні трубопроводи від ресиверів до змішувальних резервуарів. За ними смола й присадки можуть подаватися у змішувальні резервуари окремо одна від одної й лише там змішуватися у бажаний смоляний шар, що підлягає нанесенню. Насамперед, пристрій може мати блок керування, який влаштований так, що він регулює кількість подаваних за підвідними трубопроводами у змішувальні резервуари смоли й присадок. У такий спосіб є можливим автоматичне узгодження різних властивостей продукту й кількостей наносимої смоли або ж присадок. При цьому кожний верхній пристрій для нанесення покриття може бути вальцями, що наносять. Завдяки цьому забезпечується постійна й точно регульована товщина шару. Крім того, таким чином, наносимі шари наносяться дуже однорідно й рівномірно. Для нагнітання вмісту змішувальних резервуарів у відповідні верхні й нижні пристрої для нанесення покриття, можуть бути передбачені шлангові насоси. За рахунок цього термін служби пристрою збільшується до 20 разів у порівнянні зі застосуванням мембранних насосів. Крім того, шланги шлангових насосів за допомогою системи швидкої зміни при необхідності можуть бути просто й швидко замінені, у результаті чого помітно скорочується час на техобслуговування й ремонт. Перед кожним пристроєм для нанесення двостороннього покриття переважно може бути встановлений щонайменше один притискач для ДСП. З його допомогою можуть бути усунуті виникаючі при певних обставинах деформації ДСП, і ДСП, що підлягає покриттю, може бути точно підведена на відповідний пристрій для нанесення двостороннього покриття. Для транспортування ДСП всередині пристрою застосовується транспортний пристрій з гострокутними елементами у вигляді транспортних ланцюжків із гострокутними елементами, які самі є міцними й не підданими ушкодженням і забезпечують високу якість поверхні покритою смолою ДСП. Гострокутні елементи можуть автоматично очищатися щітками, що чистять. При цьому передача ДСП від пристрою для нанесення двостороннього покриття на транспортний ланцюг і навпаки відбувається за допомогою роликових шайб. При вході у пристрій для нанесення двостороннього покриття або сушильний пристрій додатково використовуються вже описані притискачі у вигляді роликових шайб. Пристрій для облагороджування ДСП додатково може мати інші пристрої для нанесення двостороннього покриття, за допомогою яких можуть бути збільшені загальна товщина шару, а також число й вміст функціональних присадок. У такий спосіб можуть бути виготовлені продукти, які можуть бути декларовані для більш високих класів використання. Те ж саме відноситься й до способу відповідно до винаходу, в якому на верхню й нижню сторону ДСП, що підлягає покриттю, також може бути нанесено більше трьох шарів смоли. Якщо для керування описаного тут пристрою використовується електрична, насамперед комп’ютерно-керована, система керування, є можливим досягнення високої відтворюваності наносимих шарів смоли, оскільки як вмісти у суміші смоли й присадок, так і пристрої регулювання температури, наприклад сушильних установок і короткотактного преса, керуються автоматично. За рахунок цього є досяжним високий рівень якості продуктів, що виготовляються. Крім того, за рахунок регулювання кількостей наносимої смоли на верхній і/або нижній стороні 3 UA 101058 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть автоматично компенсуватися різні стани кривизни ДСП, що підлягають покриттю, які можуть виникати у результаті нанесення різних ґрунтувальних і декоративних шарів. Далі конструктивний приклад пристрою відповідно до винаходу пояснюється більше докладно на кресленні. Показано на: Фіг. 1: схематичний вигляд зверху на конструктивний приклад пристрою відповідно до винаходу, Фіг. 2: схематичний вигляд зверху на пристрій для нанесення двостороннього покриття, Фіг. 3: розріз уздовж лінії А-А на фіг. 2. На фіг. 1 показаний пристрій відповідно до винаходу у схематичному вигляді зверху. ДСП 2, що підлягають облагороджуванню, на фіг. 1 вводяться у пристрій зверху праворуч. Спочатку в очисному пристрої 4 очищаються верхня й нижня сторона ДСП 2. Потім ДСП 2 подаються на перший пристрій 6 для нанесення двостороннього покриття. Перший пристрій 6 для нанесення двостороннього покриття має верхній пристрій 8 для нанесення покриття й нижній пристрій 10 для нанесення покриття, які у показаному конструктивному прикладі виконані у вигляді вальців, що наносять. У цих вальцях, що наносять, на верхню сторону й нижню сторону ДСП, що підлягає покриттю, наноситься шар смоли. Після того, як ДСП 2 пройдуть через перший пристрій 6 для нанесення двостороннього покриття, вони досягають першого сушильного пристрою 12. Тут нанесені у першому пристрої 6 для нанесення двостороннього покриття шари смоли сушаться до залишкової вологості від 3 % до 6 %. У силу недостатності місця й з міркувань наочності другий пристрій для нанесення двостороннього покриття на фіг. 1 не показаний. Він у напрямку обробки V, що на фіг. 1 позначений малою стрілкою, примикає до першого сушильного пристрою 12. На фіг. 1 у напрямку V обробки слідує пристрій 14 для нанесення двостороннього покриття. Він виконаний ідентично першому пристрою 6 для нанесення двостороннього покриття. Після того, як ДСП 2 пройшли третій пристрій 14 для нанесення двостороннього покриття, у третьому сушильному пристрої 16 нанесені у третьому пристрої 14 для нанесення двостороннього покриття шари смоли сушаться до залишкової вологості від 3 % до 6 %. Потім ДСП проходять позначені на фіг. 1 лише як чотирикутники станції обробки проміжного штабелювання 18, пресування у короткотактному пресі 20, а також станцію 22 контролю якості. Як перший пристрій 6 для нанесення двостороннього покриття, так і другий пристрій 14 для нанесення двостороннього покриття мають відповідно два змішувальних резервуари 24, з яких один наданий верхньому пристрою 8 для нанесення покриття, а інший - нижньому пристрою 10 для нанесення покриття. У цих змішувальних резервуарах 24 підлягаюча нанесенню у відповідних пристроях 8, 10 для нанесення покриття смола змішується з бажаними добавками. Ці добавки зберігаються окремо одна від одної у накопичувальнійбатареї 26. Кожний з цих накопичувальних резервуарів 28 через підвідний трубопровід 30 з'єднаний зі змішувальними резервуарами 24. За цими підвідними трубопроводами 30 бажані добавки подаються у змішувальні резервуари 24. Кількість окремих добавок на фіг. 1 регулюється електричним блоком керування 32, який за лініями 34 керування з'єднаний як з накопичувальною батареєю 26, так і зі змішувальними резервуарами 24. За рахунок цього досягається високий рівень якості й висока відтворюваність нанесених шарів смоли. На фіг. 1, як перший пристрій 6 для нанесення двостороннього покриття, так і третій пристрій 14 для нанесення двостороннього покриття встановлені на рейках 36. Те ж саме відноситься й до всіх пристроїв для нанесення двостороннього покриття. У такий спосіб вони можуть бути висунуті й пізніше знову всунуті для ремонту або техобслуговування, або якщо вони не потрібні для бажаного нанесення шарів. На фіг. 2 показаний схематичний вигляд зверху на показаний на фіг. 1 пристрій 6, 14 для нанесення двостороннього покриття. ДСП 2 подається у напрямку V обробки на пристрій 6, 14 для нанесення двостороннього покриття. Показаний пристрій 6, 14 для нанесення двостороннього покриття має верхній пристрій 8 для нанесення покриття, який на фіг. 2 виконаний у вигляді вальців, що наносять. Те ж саме відноситься й до нижнього пристрою 10 для нанесення покриття, що на фіг. 2, як вже на фіг. 1 не показаний. Пристрій 6, 14 для нанесення двостороннього покриття на фіг. 2 має два змішувальних резервуари 24, з яких правий наданий верхньому пристрою 8 для нанесення покриття. У ньому за допомогою змішувального пристрою 38 виготовляється бажана для верхнього пристрою 8 для нанесення покриття суміш із синтетичної смоли й добавок. За не показаними підвідними трубопроводами добавки для цієї суміші з накопичувальних резервуарів 28 накопичувальної батареї 26 на фіг. 1 підводять у змішувальні резервуари 24. При цьому за допомогою датчиків 40 реєструють як рівень, так і температуру суміші. Змішаний у правому змішувальному резервуарі 24 матеріал за 4 UA 101058 C2 5 10 15 20 25 допомогою шлангового насоса 42 за підвідними трубопроводами 44 подається у верхній пристрій 8 для нанесення покриття. На фіг. 3 показаний розріз уздовж лінії А-А на фіг. 2. Верхній пристрій 8 для нанесення покриття й нижній пристрій 10 для нанесення покриття виконаний у вигляді вальців, що наносять, які мають відповідно валець 46, що наносять, і дозуючий валець 48. Уздовж підвідних трубопроводів 44, які на фіг. 3, як і на фіг. 2, забезпечені стрілкою на кінці, замішаний у змішувальний резервуар 24 підлягаючий нанесенню матеріал вводиться між вальцем 46, що наносять, і дозуючим вальцем 48. Вальцем 46, що наносять, він наноситься на верхню сторону або ж нижню сторону введеної ДСП 2. Транспортування ДСП відбувається як перед, так і за пристроєм 6, 14 для нанесення двостороннього покриття за допомогою так званого транспортного пристрою 50 з гострокутними елементами. За рахунок того, що цей пристрій 50 має лише малі, дуже невеликі за площею поверхні точки дотику з ДСП 2, забезпечується гарна якість вже покритої ДСП. Окремі гострокутні елементи 52 очищаються автоматичними очисними щітками 54. Для забезпечення відтвореної й точної подачі ДСП 2 у пристрій 6, 14 для нанесення покриття, перед і за відповідними пристроями 8, 10 для нанесення покриття можуть бути встановлені притискачі 56. У такий спосіб забезпечується те, що шари на зверхній і нижній стороні ДСП 2 можуть наноситися відтвореним способом і точно. На фігурах 1-3 не показані інші пристрої для нанесення двостороннього покриття виконані конструктивно однаково. За показаними на фіг. 1 рейками вони можуть бути просто й без великих витрат введені у виробничу лінію або ж виведені з неї. І за рахунок цього також можливе просте й швидке переоснащення пристрою на облагороджування ДСП з іншою структурою шарів. Посилальні позначенім 2 Деревинно-стружкова плита (ДСП) 4 Очисний пристрій 6 Перший пристрій для нанесення двостороннього покриття 8 Верхній пристрій для нанесення покриття 10 Нижній пристрій для нанесення покриття 12 Перший сушильний пристрій 14 Третій пристрій для нанесення двостороннього покриття 16 Третій сушильний пристрій 18 Станція проміжного штабелювання 20 Короткотактний прес 22 Станція контролю якості 24 Змішувальний резервуар 26 Накопичувальна батарея 28 Накопичувальний резервуар 30 Підвідний трубопровід 32 Електричний блок керування 34 Керуюча лінія 36 Рейки 38 Змішувальний пристрій 40 Датчики 42 Шланговий насос 44 Підвідний трубопровід для матеріалу 46 Валець, що наносять 48 Дозуючий валець 50 Транспортний пристрій з гострокутними елементами 52 Гострокутний елемент 54 Очисна щітка 56 Притискач V Напрямок обробки ФОРМУЛА ВИНАХОДУ 30 1. Спосіб облагороджування деревинно-стружкової плити (ДСП) (2), яка має щонайменше на верхній стороні й/або нижній стороні декоративну обробку, що включає наступні стадії: (а) очищення верхньої сторони й нижньої сторони ДСП (2), 5 UA 101058 C2 5 10 15 20 25 30 35 40 45 50 55 60 (б) нанесення першого верхнього шару смоли, що містить частинки корунду, на верхню сторону й першого нижньою шару смоли на нижню сторону ДСП (2), (в) сушіння першого верхнього шару смоли й першого нижнього шару смоли до залишкової вологості від 3 % до 6 %, (г) нанесення другого верхньою шару смоли, що містить целюлозу, на верхню сторону й другого нижнього шару смоли на нижню сторону ДСП (2), (д) сушіння другого верхнього шару смоли й другого нижнього шару смоли до залишкової вологості від 3 % до 6 %, (е) нанесення щонайменше третього верхнього шару смоли, що містить частинки скла, на верхню сторону й щонайменше третього нижнього шару смоли на нижню сторону ДСП (2), (ж) сушіння третього верхньою шару смоли й третього нижнього шару смоли до залишкової вологості від 3 % до 6 %, (з) пресування шарової структури під впливом тиску й температури. 2. Спосіб за п. 1, який відрізняється тим, що в третій верхній шар смоли додають приблизно 20 % скла. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що в другий верхній шар смоли додають приблизно 5 % целюлози. 4. Спосіб за пп. 1, 2 або 3, який відрізняється тим, що в перший верхній шар смоли додають близько 20 % корундових частинок. 5. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що верхні 2 шари смоли й нижні шари смоли наносять у кількості від 20 до 50 г/м . 6. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що в верхні шари смоли й нижні шари смоли додають 60 %-ий розчин синтетичної смоли. 7. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що під декоративною обробкою ДСП (2), яка підлягає облагороджуванню, наносять праймер і ґрунтовку, а декоративну обробку надруковують на ґрунтовку й покривають покриттям. 8. Спосіб за одним або декількома з пп. 1-6, який відрізняється тим, що декоративну обробку наносять на ДСП (2) у вигляді наклеєного шару декоративного паперу. 9. Пристрій для облагороджування ДСП (2), при цьому щонайменше верхня сторона й/або нижня сторона ДСП (2) має декоративну обробку, який містить (а) перший пристрій (6) для нанесення двостороннього покриття, (б) розташований у напрямку (V) обробки за першим пристроєм (6) для нанесення двостороннього покриття сушильний пристрій (12), (в) розташований у напрямку (V) обробки за першим сушильним пристроєм (12) другий пристрій для нанесення двостороннього покриття, (г) розташований у напрямку (V) обробки за другим пристроєм для нанесення двостороннього покриття другий сушильний пристрій, (д) щонайменше один розташований у напрямку (V) обробки за другим сушильним пристроєм третій пристрій (14) для нанесення двостороннього покриття, (е) щонайменше один розташований у напрямку (V) обробки за третім пристроєм (14) для нанесення двостороннього покриття третій сушильний пристрій (16), і (ж) короткотактний прес (20), при цьому кожний пристрій для нанесення двостороннього покриття містить верхній пристрій (8) для нанесення шару смоли на верхню сторону ДСП (2) і нижній пристрій (10) для нанесення шару смоли на нижню сторону ДСП (2), і кожний верхній пристрій (8) для нанесення покриття й кожний нижній пристрій (10) для нанесення покриття має відповідно змішувальний резервуар (24), у якому смола, що підлягає нанесенню, змішується щонайменше з однією присадкою. 10. Пристрій за п. 9, який відрізняється тим, що має накопичувальну батарею (26) з декількома резервуарами (28), в яких окремо одна від одної зберігаються смола, що підлягає нанесенню, й присадки, і підвідними трубопроводами (30) від накопичувальних резервуарів (28) до змішувальних резервуарів (24). 11. Пристрій за п. 10, який відрізняється тим, що має блок керування (32) для регулювання кількості подаваних за підвідними трубопроводами (30) у змішувальні резервуари (24) смоли й присадок. 12. Пристрій за одним або декількома з пп. 9-11, який відрізняється тим, що кожний верхній пристрій (8) для нанесення покриття й кожний нижній пристрій (10) для нанесення покриття є вальцями, що наносять. 13. Пристрій за одним або декількома з пп. 9-12, який відрізняється тим, що має шлангові насоси (42) для нагнітання вмісту змішувальних резервуарів (24) у відповідні верхні пристрої (8) для нанесення покриття й нижні пристрої (10) для нанесення покриття. 6 UA 101058 C2 14. Пристрій за одним або декількома з пп. 9-13, який відрізняється тим, що перед кожним пристроєм для нанесення двостороннього покриття встановлений щонайменше один притискач (56) для ДСП (2). 7 UA 101058 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for finishing wood-based board
Автори англійськоюOldorff, Frank
Назва патенту російськоюСпособ и устройство облагораживания древесно-стружечной плиты
Автори російськоюОльдорфф Франк
МПК / Мітки
МПК: B44C 5/04
Мітки: плити, спосіб, деревинно-стружкової, пристрій, облагороджування
Код посилання
<a href="https://ua.patents.su/10-101058-sposib-i-pristrijj-dlya-oblagorodzhuvannya-derevinno-struzhkovo-pliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для облагороджування деревинно-стружкової плити</a>
Монтажний пристрій для плити перекриття будинку та спосіб монтажу плити
Номер патенту: 77250
Опубліковано: 15.11.2006
Автор: Лі Юанхе
МПК: E04B 1/35, E04B 5/32, E04G 11/48
Мітки: монтажний, спосіб, плити, перекриття, будинку, пристрій, монтажу
Формула / Реферат:
1. Монтажний пристрій для плити перекриття будинку, що включає несучий елемент, призначений для встановлення плити перекриття, зазначений несучий елемент розташований вище площини, у якій лежить плита перекриття, і з'єднаний з плитою перекриття натяжним елементом, при цьому зазначений несучий елемент являє собою монтажний елемент на стіні будинку, де верхній кінець зазначеного натяжного елемента з'єднаний з зазначеним монтажним елементом...
Пристрій для пропарювання плити із деревного волокна та його застосування для попереднього пропарювання при виготовленні плити
Номер патенту: 90245
Опубліковано: 26.04.2010
Автор: Штутц Йозеф
МПК: B27N 3/08
Мітки: пропарювання, виготовленні, застосування, деревного, волокна, плити, пристрій, попереднього
Формула / Реферат:
1. Пристрій для пропарювання плити із деревного волокна (3), який містить парове сопло (11) для випускання потоку пари, де парове сопло (11) містить паровипускні отвори для створення викиду пари, який відрізняється тим, що парове сопло (11) є поворотним і може нахилятися за допомогою засобів переміщування, де кут потоку пари, що випускається з парового сопла (11), може бути змінений за допомогою зв'язаних з засобами переміщування датчиків,...
Вдосконалені бетонні плити дорожнього покриття для вулиць, доріг або шосе та спосіб проектування плити

Номер патенту: 99587
Опубліковано: 10.09.2012
Автор: Коваррубіас Торрес Хуан Пабло
МПК: E01C 11/00
Мітки: спосіб, покриття, вдосконалені, шосе, вулиць, доріг, проектування, бетонні, дорожнього, плити
Формула / Реферат:
1. Спосіб виготовлення бетонних плит дорожнього покриття для застосування на вулицях, дорогах, шосе та швидкісних магістралях, які виготовляють на підготовленій основі, з бетону, що заливають на місці, який відрізняється тим, що включає такі операції:a) визначення стандартного або усередненого вантажного транспортного засобу, щоб отримати відстань D1 між передніми колесами та відстань D2 між групами задніх коліс, а також довжину L між...
Кріпильний елемент, спосіб і пристрій для прихованого кріплення ізоляційної плити
Номер патенту: 99436
Опубліковано: 27.08.2012
Автори: Тіманн Йоахім, Кнебел Ульріх
МПК: E04F 13/08, F16B 13/00, E04B 1/76
Мітки: кріпильний, елемент, плити, спосіб, кріплення, прихованого, ізоляційної, пристрій
Формула / Реферат:
1. Кріпильний елемент (1) для прихованого кріплення ізоляційної плити (2) на несучій конструкції (3), що містить притискний диск (4) і прилеглу до нього дюбельну втулку (5) для приймання розпірного елемента (6) з головкою (7) розпірного елемента, причому дюбельна втулка (5) має розпірну зону (8), який відрізняється тим, що на нижньому за напрямом введення боці притискного диска (4) розташовані фрезерні пристрої (9) для фрезерування...
Спосіб виготовлення фасадної дверної накладки з плити мілкодисперсної фракції (мдф) з рельєфною поверхнею і полівінілхлоридним покриттям
Номер патенту: 29904
Опубліковано: 25.01.2008
Автори: Савченко Олександр Юрійович, Смольянов Едуард Валерійович
Мітки: покриттям, виготовлення, мдф, плити, накладки, спосіб, полівінілхлоридним, мілкодисперсної, поверхнею, фракції, дверної, фасадної, рельєфною
Формула / Реферат:
1. Спосіб виготовлення фасадної дверної накладки з плити дрібнодисперсної фракції (МДФ) з рельєфною поверхнею і полівінілхлоридним покриттям, який включає попереднє формування рельєфної поверхні відповідного малюнка на плиті МДФ, визначеної форми і розміру, з наступним нанесенням полівінілхлоридного покриття на лицьову сторону підготовленої плити МДФ вакуумним пресуванням, який відрізняється тим, що додатково здійснюють підготовку лицьової...
Попередній патент: Похідні піримідину як інгібітори кінази
Наступний патент: Автоматичний зубчастий варіатор
Випадковий патент: Спосіб переробки целюлозної або лігноцелюлозної біомаси (варіанти)