Спосіб отримання мастила для холодної обробки металів тиском
Номер патенту: 18323
Опубліковано: 25.12.1997
Автори: Кочірко Богдан Федорович, Настіч Владімір Пєтровіч, Авчинніков Іван Кондратович, Грудєв Олександр Петрович, Ролдугін Алєксєй Стєпановіч, Темненко Володимир Петрович, Охримович Христина Остапівна, Дорфман Олександр Яковлєвич, Ваврик Василь Іванович, Кальченко Михайло Вікторович, Турянчик Іван Георгійович
Формула / Реферат
Способ получения смазки для холодной обработки металлов давлением, конденсацией триэтиленгликоля с олеиновой, адипиновой кислотами и серой при температуре 170 - 190°C, отличающийся тем, что процесс ведут в присутствии трибутилфосфата при массовом соотношении исходных реагентов триэтиленгликоль : олеиновая кислота : адипиновая кислота : сера : трибутилфосфат, равном 1 : 1,7 - 2,1 : 0,46 - 0,52 : 0,005 - 0,011 : 0,025 - 0,033.
Текст
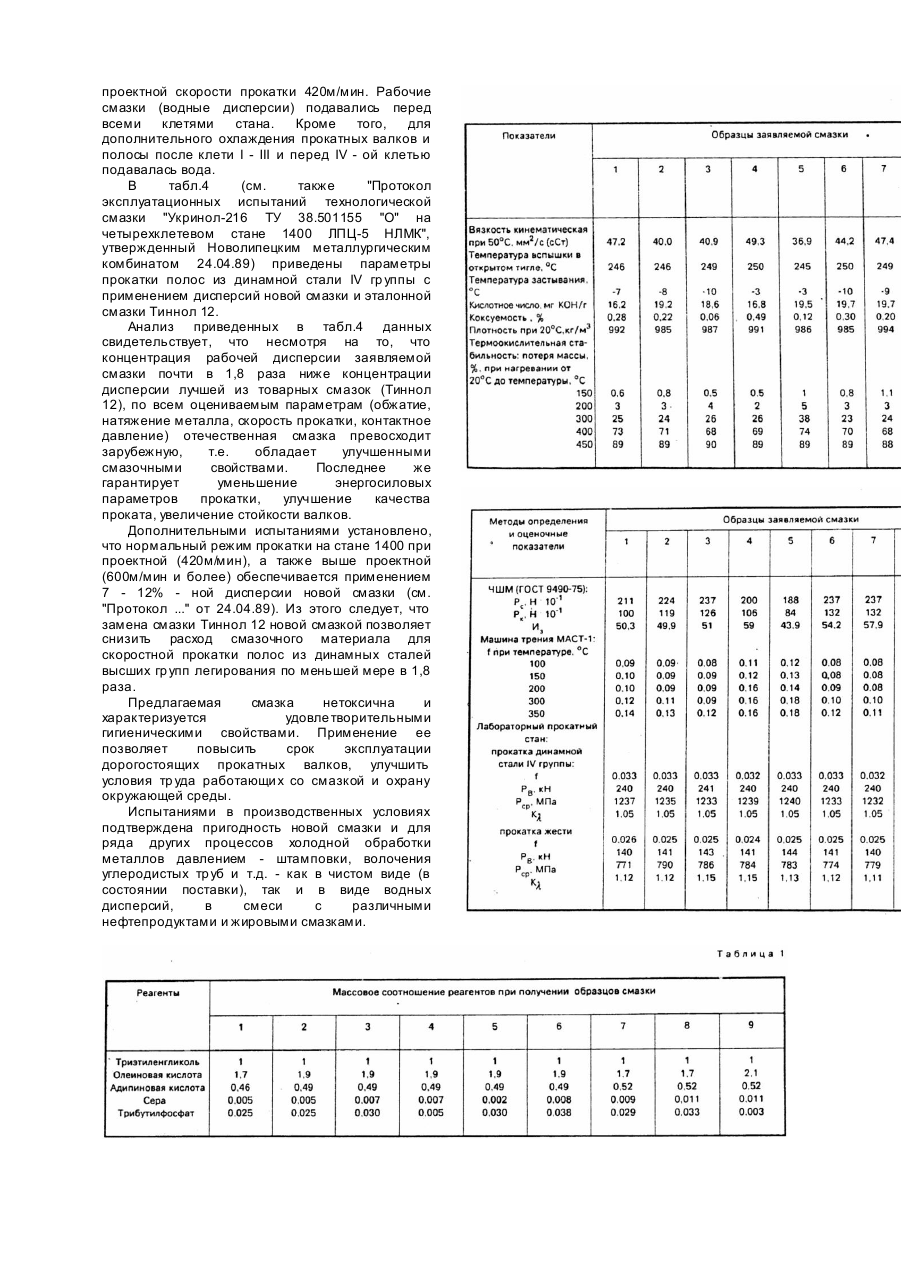
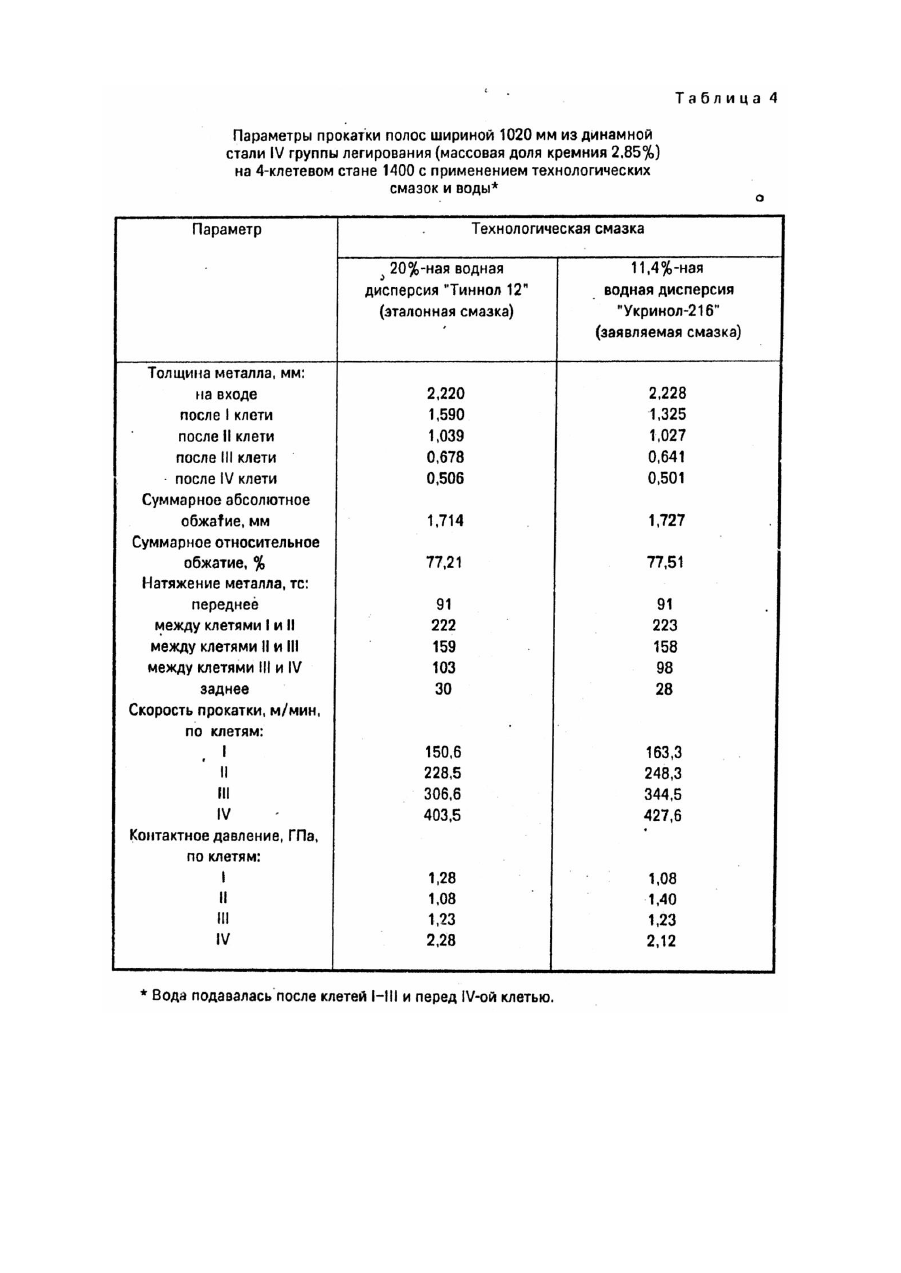
Заявляемое изобретение относится к производству те хнологических смазок, применяемых при холодной обработке металлов давлением, в частности при скоростной прокатке полос из труднодеформируемых электротехнических изотропных (динамных) сталей на многоклетевых непрерывных станах, может быть использовано в други х видах холодной обработки металлов, например при прокатке жести для лужения, штамповке, волочении труб. На современных высокоскоростных непрерывных станах обжатия в клети составляют 30 - 35% и более. Это обусловливает самые строгие требования к применяемым смазочноохлаждагащим технологическим средствам (СОТС): обладать высокой смазочной способностью, обеспечивать максимальный теплоотвод, а следовательно оптимизировать энергосиловые параметры прокатки, снижать расход валков и подшипников, гарантировать высокое качество проката. Главной особенностью прокатки динамных сталей является получение полос с заданными текстурой и электромагнитными свойствами. Эти потребительские свойства зависят от режимов обжатий, скорости прокатки, а следовательно от трения и температуры полосы. В отличие от холодной прокатки низкоуглеродных сталей, процесс холодной прокатки динамных сталей с точки зрения трибологии характеризуется более жесткими условиями трения. Так, вследствие низких пределов текучести динамных сталей сопротивление деформации при их прокатке в 1,5 2 раза выше, чем при прокатке низкоуглеродистых сталей, а контактные давления и температура в очаге деформации могут достигать 3500МПа и 300 - 400°C соответственно [1]. Из этого следуе т, что технологические смазки, используемые при холодной прокатке динамных сталей, должны сохранять высокие смазывающие и охлаждающие свойства при повышенных температурах и давлениях, быть достаточно термостабильными в условиях эксплуатации, не приводить к образованию коксовых углеродистых отложений на поверхности металла после прокатки и отжига. Отвод тепла от рабочих валков является одной из основных проблем при холодной прокатке динамных сталей. Масляные СОТС обладают низкой охлаждающей способностью, поэтому пригодны для холодной прокатки практически только на скорости до 5 - 6м/с (в ином случае неизбежны перегрев валков, ухудшение профиля и повреждение поверхности полосы). При скоростной (10м/с и более) холодной прокатке динамных сталей применяют различные комбинации смазок с водой, т.е. либо водные эмульсии (дисперсии), либо раздельно подаваемые смазка и вода. По коэффициенту трения, как одному из важных показателей смазочной способности, углеводородные (нефтяные) масла примерно в 2 раза уступают жировым маслам [2, 3]. Поэтому в целях осуществления высоких скоростей прокатки, обеспечения требуемого качества проката и экологически безопасных условий эксплуатации прокатных станов холодную прокатку полос из динамных сталей, как и жести, на непрерывных станах традиционно осуществляют с использованием пальмового масла и различных его аналогов природного происхождения [4, 5, 6]. За основной эталон принимают пальмовое масло, являющееся до сих пор лучшей жировой смазкой при прокатке. Рабочую концентрацию дисперсии устанавливают опытным путем. При этом количество масла, отделяющееся в межвалковом зазоре в условиях реальных тепловых и механических нагрузок должно быть достаточным для смазывания прокатываемых полос и рабочих валков [7]. В связи с пуском на Новолипецком металлургическом комбинате (НЛМК) непрерывного 4-клетевого стана 1400, предназначенного для холодной прокатки полос из динамных сталей всех групп легирования по ГОСТ 21427.2 - 83, возникла необходимость в обеспечении его эксплуатации смазочно-охлаждающими технологическими средствами. В результате приведенных лабораторных исследований и апробации в промышленных условиях для эксплуатации стана 1400 НЛМК допущены к применению: технологическая смазка (ТС) Укринол-211М [8, 9] - в виде водной эмульсии; пальмовое масло и смазка "Тиннол (Tinnol) 12" фирмы "Квакер кемикал", Голландия [5] - в виде водомасляных смесей. Состав смазки Укринол-211М в мас.% следующий: Состав продукта Тиннол 12 неизвестен. На стане 1400 НЛМК ТС Укринол-211М используется для прокатки относительно легко деформируемых сталей I и II гр упп легирования. Для прокатки динамных сталей высши х групп легирования эта смазка непригодна из-за недостаточной смазочной способности и низкой термоокислительной стабильности. Пальмовое масло и продукт Тиннол 12 обладают высокой смазочной способностью и удовлетворительной термоокислительной стабильностью и пригодны для прокатки динамных сталей высших (III и IV) гр упп легирования, однако являются дефицитными материалами. Кроме того, относительно высокие температуры плавления этих смазок являются причиной определенных неудобств при использовании пальмового масла и "Тиннол 12" в прокатном производстве. Из отечественных продуктов наиболее близким по технической сущности и достигаемому эффекту к заявляемому изобретению является способ получения концентрата смазки для холодной обработки металлов давлением под условным наименованием "Смазка технологическая Укринол211" [10, 11], следующего состава, мас.%: Основная область применения смазки Укринол-214, как и смазки Укринол-211М высокоскоростная холодная непрерывная прокатка полос из углеродистых и низколегированных сталей на 5-клетевом стане 2030 НЛМК. Приготовление ТО Укринол-214 осуществляют следующим образом. Вначале получают продукт конденсации, для чего смесь триэтиленгликоля, кислот (СЖК фракции C10C16, олеиновая, адипиновая) и серы перемешивают при температуре 170 - 190°C и удалении паров образующейся реакционной воды до достижения кислотного числа реакционной массы 5 - 14мг KOH/г. Затем к полученному продукту конденсации при температуре 40 - 60°C добавляют расчетное количество триэтаноламина, смесь перемешивают в течение 0,5 - 1ч, после чего в полученную однородную жидкость добавляют требуемое количество нефтяного масла и смесь эффективно перемешивают при температуре 40 - 60°C в течение 2 - 3 часов (до полного взаимного растворения и получения однородного продукта). По сравнению со смазкой Укринол-211М ТМ Укринол-214 обладает более высокими смазочными и термоокислительными свойствами, однако уступает по этим параметрам пальмовому маслу и смазке Тиннол 12. Из этого следует, что смазка Укринол-214 не позволяет осуществлять холодную прокатку динамных сталей высших групп легирования при оптимальных обжатиях, контактных давлениях и повышенных скоростях, не гарантирует отсутствие порывов полосы между клетями в процессе прокатки. Целью настоящего изобретения является разработка смазки с низкой температурой застывания, обладающей повышенными смазочными и термостойкими свойствами, пригодной для скоростной холодной непрерывной прокатки высококремнистых электротехнических сталей и жести. Поставленная цель достигается тем, что в известном способе получения смазки для холодной обработки металлов давлением, включающем конденсацию триэтиленгликоля с олеиновой, адипиновой кислотами и серой при температуре 170 - 190°C, процесс получения смазки ведут в присутствии трибутилфосфа та при массовом соотношении исходных компонентов триэтиленгликоля : олеиновой кислоты : адипиновой кислоты : серы : трибутилфосфата равном 1 : 1,7 - 2,1 : 0,46 - 0,52 : 0,005 - 0,011 : 0,025 - 0,033. Конденсацию триэтиленгликоля с олеиновой и адипиновой кислотами в присутствии серы (0,136 0,345мас.% серы в расчете на реакционную массу) и трибутилфосфата (0,68 1,03мас.% трибутилфосфа та в расчете на реакционную массу) ведут при перемешивании с одновременным удалением паров образующейся реакционной воды до достижения кислотного числа получаемого продукта конденсации (целевая смазка) 10 - 20мг KOH/г. В качестве реагентов для получения смазки используют триэтиленгликоль-экстрагент по ТУ 38.102111 - 76 или триэтиленгликоль технический марки Б по ТУ 6 - 01 - 5 - 88, олеиновую кислоту техническую (олеин) марки Б-14, Б-16 по ГОСТ 7580 - 55 или марки ОМ по ТУ 10 РСФСР 311 - 88, адипиновую кислоту по ГОСТ 10558 - 80, серу техническую природную молотую по ГОСТ 127 - 76, трибутилфосфа т те хнический по ТУ 6 - 02 - 733 - 84. В условиях получения целевой смазки сера химически взаимодействует с олеиновой кислотой или ее триэтиленгликолевым эфиром, присоединяясь по месту двойной C=C-связи. Образующиеся соединения содержат серу в виде моно- и дисульфидов и являются типичными противозадирно-противоизносными присадками, которые в условиях эксплуатации смазки способны химически взаимодействовать с поверхностью стали с образованием пленки сульфида железа. Благодаря относительно низкой температуре плавления сульфида железа по сравнению со сталью сульфидная пленка препятствует свариванию металла при прокатке в условиях граничного режима трения, когда возможно возникновение локальных температур от 200 до 1000°C и более. Трибутилфосфат катализирует процесс конденсации триэтиленгликоля с олеиновой и адипиновой кислотами, практически в 1,2 - 1,3 раза сокращает общее время получения целевой смазки по сравнению с временем получения смазки в отсутствие катализатора. Кроме того, в присутствии други х компонентов смазки трибутилфосфат (а также образующиеся в условия х получения смазки продукты переэтерификации трибутилфосфата с триэтиленгликолем) обеспечивает низкий коэффициент трения в широком температурном диапазоне, снижает износ трущи хся, поверхностей металлов за счет образования фосфидов металлов и комплексных соединений, создающих прочные граничные пленки, препятствующие непосредственному контакту трущи хся поверхностей даже в условиях наиболее жестких режимов деформации. В табл.1 представлен состав образцов заявляемой смазки. Для сравнения были приготовлены известные смазки - прототипы (составы 10 и 11) в мас.%: При меньшем против указанного в табл.1 содержании кислот в реакционной массе часть гидроксилыных (OH) групп триэтиленгликоля остается непрореагировавшей, а продукт конденсации содержит значительное количество низкомолекулярных моно-: эфиров триэтиленгликоля, в результате этого плотность целевой смазки приближается к плотности воды, что усложняет регенерацию и утилизацию отработанной на прокатном стане водной дисперсии смазки. Кроме того, с увеличением в целевой смазке содержания моноэфиров триэтиленгликоля ухудшаются ее термоокислительные свойства, повышается температура застывания. Снижение содержания адипиновой кислоты при одновременном эквивалентном увеличении содержания олеиновой кислоты в реакционной смеси приводит к ухудшению термоокислительных свойств смазки вследствие образования значительного количества триэтиленгликолевых эфиров олеиновой кислоты. Увеличение же содержания адипиновой кислоты ведет к росту вязкости получаемой смазки, что вызывает трудности при ее перекачке и использовании. Избыток кислот реакционной смеси приводит к тому, что часть их остается в целевой смазке непревращенной, вследствие чего она непригодна для использования из-за недостаточной смазочной способности и коррозионной агрессивности по отношению к металлам. В табл.2 представлены данные по физикохимическим свойствам образцов 1 - 9 заявляемой смазки, известных смазок 10, 11, пальмового масла и зарубежного аналога Тиннол 12, в табл.3 результаты испытаний смазочной способности смазок. Для оценки термоокислительной стабильности испытуемых смазок использовали метод термического анализа, который проводили на дериватографе Паулик, И. Паулик, Л.Эрдей (Венгрия) при повышении температуры со скоростью 5°C от комнатной до 450, расходе воздуха 300см 3 в минуту, используя 0,1г образца, помещенного в платиновый тарельчатый держатель. Потерю, массы при различных температурах определяли по термогравиметрическим кривым. Смазочную способность смазок оценивали на четырехшариковой машине трения (ЧШМ) по ГОСТ 9490 75, машине для оценки антифрикционных свойств смазочных материалов разработки Р.М. Матвиевского (МАСТ-1 и лабораторном прокатном стане дуо-160 фирмы "Фрелинг" (ФРГ). При испытании на ЧШМ и МАСТ-1 парой трения служила четырехшариковая пирамида (сталь ШХ15, диаметр шаров 12,7мм). Испытаниями на ЧШМ определяли противозадирные свойства смазок по показателям нагрузка сваривания (Pс), критическая нагрузка (Pк ) и индекс задира (И з). На машине МАСТ-1 оценивали антифрикционные свойства смазок по зависимости коэффициента трения (f) от температуры при следующи х параметрах трения: осевая нагрузка 110Н, частота вращения 1об/мин, длительность испытания 1,5ч (плавное изменение температуры от 20 до 350°C). В опытах на стане использовали валки диаметром 100мм с шероховатостью поверхности 0,32мкм Pа. Прокатывали полосы из динамной стали IV группы легирования по ГОСТ 21427.2 - 83 и стали 08кп по ГОСТ 9045 - 80 (жесть) толщиной 0,52мм и 0,35мм соответственно. В обоих случаях длина полос составляла 300мм, ширина 30мм, скорость прокатки 0,3м/с. Смазку наносили на валки и испытуемые стальные полосы слоем произвольной толщины за 5 - 10мин до прокатки. Для получения объективной информации на каждой смазке прокатывали по 5 образцов из испытуемой стали. Смазочную способность смазок оценивали по коэффициенту трения (f), усилию прокатки на единицу ширины полосы (Pв), среднему контактному давлению (Pср) и коэффициенту относительной смазочной эффективности по вытяжке металла при прокатке (Kl). Обжатие (e) при прокатке динамной стали составляло 20 - 25%, при прокатке жести - 30 - 35%. Как следует из табл.2 и 3, образцы 1 - 3 и 6 - 9 заявляемой смазки превосходят известные смазки по ряду основных потребительских свойств (температура застывания, коксуемость, термоокислительная стабильность, смазочная способность). Совместное присутствие серы и фосфора в составе заявляемой смазки существенно улучшает ее смазочную эффективность, что обусловлено высокой адгезией смазки к металлу, лучшим экранированием поверхности полосы и валков при их взаимном перемещении в условиях больши х давлений и повышенных температур. Комплекс физикохимических и функциональных свойств новой смазки гарантирует повышенный срок службы рабочих валков стана, отсутствие волнистости тонких полос при скоростной прокатке, снижение энергозатрат на получение проката, отсутствие пятен загрязнений при светлом отжиге проката. Состав 3 заявляемой смазки (опытная партия технологической смазки Укринол-216 по ТУ 38.501155 - 88 "О") испытали при холодной прокатке полос из нормализованной при 800°C в течение 15мин динамной стали IV группы легирования (массовая доля кремния 2,85%) на непрерывном 4клетевом стане 1400 Новолипецкого металлургического комбината. В качестве эталонной использовали смазку Тиннол 12. Для испытаний использовали 11,4% - ную дисперсию отечественной смазки и 20% - ную дисперсию зарубежной смазки, приготовленные на химочищенной воде. Для снижения отклонений физико-химических свойств подката на контролируемые параметры прокатки каждый рулон подката разделяли пополам, причем одну половину рулона прокатывали на опытной смазке, а другую на эталонной смазке. Энергосиловые параметры прокатки во всех опытах регистрировались по распечаткам ЭВМ. Испытания проведены на проектной скорости прокатки 420м/мин. Рабочие смазки (водные дисперсии) подавались перед всеми клетями стана. Кроме того, для дополнительного охлаждения прокатных валков и полосы после клети I - III и перед IV - ой клетью подавалась вода. В табл.4 (см. также "Протокол эксплуатационных испытаний технологической смазки "Укринол-216 ТУ 38.501155 "О" на четырехклетевом стане 1400 ЛПЦ-5 НЛМК", утвержденный Новолипецким металлургическим комбинатом 24.04.89) приведены параметры прокатки полос из динамной стали IV гр уппы с применением дисперсий новой смазки и эталонной смазки Тиннол 12. Анализ приведенных в табл.4 данных свидетельствует, что несмотря на то, что концентрация рабочей дисперсии заявляемой смазки почти в 1,8 раза ниже концентрации дисперсии лучшей из товарных смазок (Тиннол 12), по всем оцениваемым параметрам (обжатие, натяжение металла, скорость прокатки, контактное давление) отечественная смазка превосходит зарубежную, т.е. обладает улучшенными смазочными свойствами. Последнее же гарантирует уменьшение энергосиловых параметров прокатки, улучшение качества проката, увеличение стойкости валков. Дополнительными испытаниями установлено, что нормальный режим прокатки на стане 1400 при проектной (420м/мин), а также выше проектной (600м/мин и более) обеспечивается применением 7 - 12% - ной дисперсии новой смазки (см. "Протокол ..." от 24.04.89). Из этого следует, что замена смазки Тиннол 12 новой смазкой позволяет снизить расход смазочного материала для скоростной прокатки полос из динамных сталей высших гр упп легирования по меньшей мере в 1,8 раза. Предлагаемая смазка нетоксична и характеризуется удовле творительными гигиеническими свойствами. Применение ее позволяет повысить срок эксплуатации дорогостоящих прокатных валков, улучшить условия тр уда работающи х со смазкой и охрану окружающей среды. Испытаниями в производственных условиях подтверждена пригодность новой смазки и для ряда других процессов холодной обработки металлов давлением - штамповки, волочения углеродистых тр уб и т.д. - как в чистом виде (в состоянии поставки), так и в виде водных дисперсий, в смеси с различными нефтепродуктами и жировыми смазками.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for obtaining of lubricating oil for cold working by pressure
Автори англійськоюTurianchuk Ivan Heorhiovych, Kochirko Bohdan Fedorovych, Dorfman Oleksandr Yakovlevych, Okhrymovych Khrystyna Ostapivna, Temnenko Volodymyr Petrovych, Hrudiev Oleksandr Petrovych, Kalchenko Mylhailo Viktorovych, Vavryk Vasyl Ivanovych, Avchinnikov Ivan Kondratovych, Rolduhin Aleksey Stepanovich
Назва патенту російськоюСпособ получения смазочного материала для холодной обработки металлов давлением
Автори російськоюТурянчик Иван Георгиевич, Кочирко Богдан Федорович, Дорфман Александр Яковлевич, Охримович Христина Остаповна, Темненко Владимир Петрович, Грудев Александр Петрович, Кальченко Михаил Викторович, Ваврик Василий Иванович, Авчинников Иван Кондратович, Ролдугин Алексей Степанович
МПК / Мітки
МПК: C10N 40/20, C10M 105/00
Мітки: отримання, спосіб, холодної, тиском, металів, обробки, мастила
Код посилання
<a href="https://ua.patents.su/5-18323-sposib-otrimannya-mastila-dlya-kholodno-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання мастила для холодної обробки металів тиском</a>
Спосіб одержання мастила для холодної обробки металів тиском
Номер патенту: 10688
Опубліковано: 25.12.1996
Автори: Кац Михайло Ісаакович, Бут Олександр Володимирович, Кіріченко Юрій Алімович, Хаустов Георгій Йосипович, Постолов Юрій Михайлович, Брескіна Алла Іллівна
МПК: C10M 159/00
Мітки: мастила, обробки, спосіб, одержання, металів, тиском, холодної
Формула / Реферат:
Способ получения смазки для холодной обработки металлов давлением, включающий омыление гудрона от дисцилляции жирных кислот водным раствором щелочи, отличающийся тем, что в качестве гудрона используют олеиновый гудронный концентрат, предварительно разбавленный водой в соотношении 3:8, а омыление проводят до числа омыления жировой основы 60 - 80 мг КОН/г.
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 5246
Опубліковано: 28.12.1994
Автори: Кулик Валентина Яківна, Чередниченко Григорій Іванович, Стахурський Олександр Дмитрович, Кудряшов Владімір Алєксандровіч, Маврина Валентина Миколаївна, Цегельнюк Любов Іванівна, Федоренко Олександр Васильович, Шєвалдикіна Людміла Гавріловна, Ваврик Василь Іванович, Поліщук Віктор Олександрович
МПК: C10M 125/10, C10M 159/12, C10M 173/00, C10N 30/06, C10M 135/00, C10M 129/16, C10N 40/24
Мітки: тиском, металів, мастила, холодної, концентрат, обробки
Формула / Реферат:
Концентрат смазки для холодной обработки металлов давлением, содержащий минеральное масло, полиоксиэтиленгликолевые эфиры первичных жирных спиртов фракции С10-С20 с 8-12 молями окиси этилена и продукт конденсации при температуре 170-180°С на основе полигликолей, отличающийся тем, что концентрат в качестве продукта конденсации при температуре 170-180°С на основе полигликолей содержит продукт конденсации при температуре 170-180°С полигликолей с...
Мастило для холодної обробки металів тиском
Номер патенту: 10960
Опубліковано: 25.12.1996
Автори: Гарун Ярослав Євстахієвич, Мацелюх Володимир Семенович, Гнатків Любов Іванівна, Сухар Марія Леонідівна, Новосад Оксана Павлівна, Кліс Віра Іванівна, Костецький Ярослав Іванович
МПК: C10N 30/10, C10M 145/00, C10M 161/00, C10M 135/00, C10M 131/00, C10N 40/24
Мітки: мастило, тиском, холодної, обробки, металів
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло, хлорированный парафин, антикоррозионную добавку и серусодержащую присадку, отличающаяся тем, что смазка в качестве серусодержащей присадки содержит осерненные тетрамеры пропилена и дополнительно содержит полиметакрилат при следующем соотношениикомпонентов в мас. %:полиметакрилат 5-8антикоррозионная добавка...
Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Хаустов Георгій Йосипович, Кац Михайло Ісаакович, Бут Олександр Володимирович, Брескіна Алла Іллівна, Кіріченко Юрій Алімович
МПК: G01N 19/02, G01N 3/56
Мітки: ефективності, холодної, обробки, оцінки, спосіб, тиском, технологічних, мастил, металів
Формула / Реферат:
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные...
Мастило для холодної обробки металів тиском “акваполіс-м”
Номер патенту: 10377
Опубліковано: 25.12.1996
Автори: Іщенко Ніна Миколаївна, Капланов Василь Ілліч, Капланова Олена Василівна, Радушев Олексій Олександрович, Андреєва Раїса Михайлівна, Радушева Людмила Миколаївна, Горбаньов Іван Федорович, Рижова Ельвіра Іванівна, Капланова Наталія Василівна
МПК: C10M 173/02
Мітки: холодної, металів, акваполіс-м, обробки, тиском, мастило
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая моноэтаноламиновые соли синтетических жирных кислот фр. C17-C20, натриевые соли синтетических жирных кислот фракции С5-С6 и воду, отличающаяся тем, что она дополнительно содержит минеральное масло и олеиновую кислоту, взятых в соотношении 1:1 при следующем соотношении компонентов, мас.%:моноотаноламиновые соли синтетических жирныхкислот фр. С17-С20...
Попередній патент: Дихальний апарат з хімічно зв’язаним киснем
Наступний патент: Датчик для визначення концентрації хлору в повітрі
Випадковий патент: Димодопалювач ддо