Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Хаустов Георгій Йосипович, Кац Михайло Ісаакович, Бут Олександр Володимирович, Кіріченко Юрій Алімович, Брескіна Алла Іллівна
Формула / Реферат
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные и антифрикционные свойства смазок, при этом лучшими противозадирными свойствами обладает смазка, обеспечивающая минимальный стабильный уровень микротвердости, а лучшими антифрикционными свойствами обладает смазка, обеспечивающая на образце минимальное расстояние до глубины, на которой этот уровень образуется.
Текст
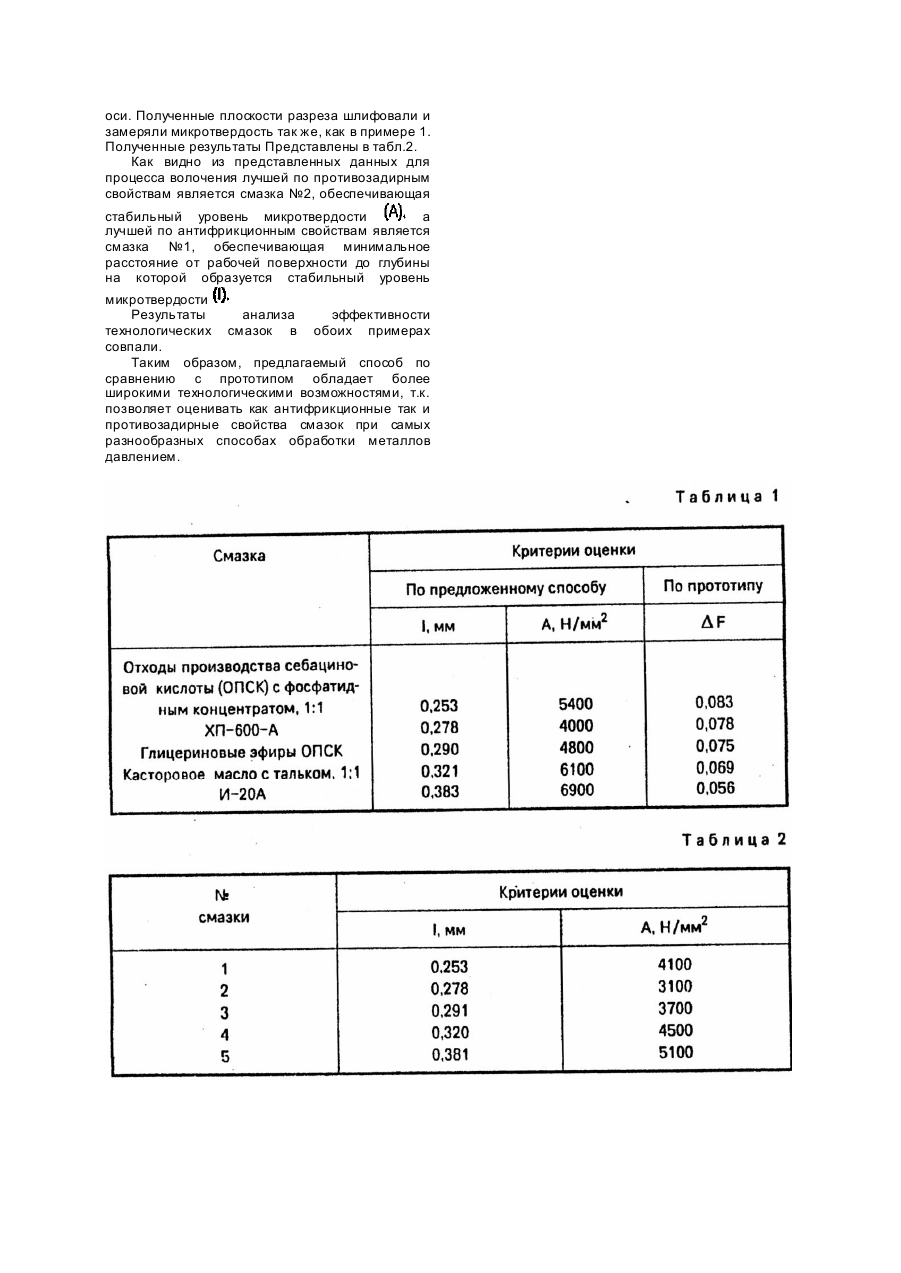
Изобретение относится к области исследования эффективности технологических смазок, используемых при холодной обработке металлов давлением. Известен способ оценки эффективности технологических смазок, включающий деформацию (осадку) металлических образцов с нанесенными на них исследуемыми смазками. При этом удаляют смазку с поверхности одного из бойков, до осадки измеряют площадь контактирования образца с этой поверхностью а после контактирования осадки измеряют площадь образца со смазанной поверхностью другого бойка и по измеренным площадям оценивают эффективность смазки. Лучшими антифрикционными свойствами обладает смазка, обеспечивающая максимальное значение критерия (А.с. СССР №989380, кл. G01N3/56, 1983). При использовании указанного способа оценка эффективности смазок по антифрикционным свойствам характеризуется высокой точностью, однако указанный способ не позволяет оценить противозадирные свойства смазок. В основу изобретения поставлена задача создания обладающего широкими технологическими возможностями способа оценки эффективности те хнологических смазок для холодной обработки металлов давлением путем выбора технологического параметра оценки эффективности, обеспечивающего возможность одновременной оценки как антифрикционных так и противозадирных свойств исследуемых смазок при самых разнообразных способах холодной обработки металлов давлением. Эта задача решена тем, что в способе включающем деформацию металлических образцов с нанесенными на них исследуемыми смазками, согласно изобретению после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные и антифрикционные свойства смазок, при этом лучшими противозадирными свойствами обладает смазка, обеспечивающая минимальный стабильный уровень полученных величин микротвердости, а лучшими антифрикционными свойствами обладает смазка, обеспечивающая на образце минимальное расстояние до глубины, на которой этот уровень образуется. Отличие предлагаемого способа от прототипа заключается в замене одного технологического параметра оценки на другой, а именно замер величин микротвердости и обработка полученных результатов указанным выше образом. Техническим результатом от использования предложенного способа является возможность оценки антифрикционных и противозадирных свойств те хнологических смазок с помощью замеров изменения одного параметра, а именно микротвердости при самых разнообразных способах холодной обработки металлов давлением. Это связано с тем, что чем лучше антифрикционные свойства технологических смазок, тем более равномерна деформация и, следовательно, микротвердость металла и тем тоньше слой металла у рабочей поверхности, в котором микротвердость еще меняется. Чем лучше противозадирные свойства смазки, тем меньше доля сухого трения при деформации, тем меньше величина нормального давления и следовательно, меньше стабильный уровень микротвердости, получаемый по объему образца. Таким образом, использование в качестве технологического параметра оценки эффективности смазки микротвердости деформированного образца позволяет определить смазку, обладающую как лучшими антифрикционными, так и лучшими противозадирными свойствами. Пример 1. Оценка эффективности технологических смазок для обработки металлов давлением проводилась следующим образом. На образцы цилиндрической формы из стали 08Х18Н10Т были нанесены технологические смазки, составы которых представлены в табл.1. Каждый из образцов подвергался деформации путем осадки между бойками пресса с одинаковым усилием 100кН. После осадки образцов смазки удаляли и каждый образец разрезали вдоль продольной оси. Полученные плоскости разреза шлифовали и перпендикулярно к рабочей поверхности последовательно замеряли величины микротвердости. Для этого от рабочей поверхности с определенным шагом, например, 0,05мм, делали по прямым, параллельным рабочей поверхности 12 замеров. При этом количество шагов от рабочей поверхности к середине образца составляло 15. Полученные в каждом шаге значения микротвердости усредняли и по усредненным значениям для каждого образца определяли стабильный уровень микротвердости а затем расстояние от рабочей поверхности до глубины на которой он образуется Полученные результаты представлены в табл.1. Как видно из представленных данных для процесса осадки лучшей по противозадирным свойствам является смазка №2, обеспечивающая минимальный стабильный уровень микротвердости а лучшей по антифрикционным свойствам является смазка №1, которая обеспечивает минимальное расстояние от рабочей поверхности до глубины, на которой образовался стабильный уровень микротвердости Следует отметить, что лучшими антифрикционными свойствами определенными по предложенному способу и по прототипу обладает одна и та же смазка. Пример 2. На образцы труб из стали 08Х18Н10Т были нанесены технологические смазки, использованные в примере 1 и представленные в табл.1. Каждый из образцов подвергался деформации путем волочения по маршруту После волочения образцов смазки удаляли и каждый образец разрезали вдоль продольной оси. Полученные плоскости разреза шлифовали и замеряли микротвердость так же, как в примере 1. Полученные результаты Представлены в табл.2. Как видно из представленных данных для процесса волочения лучшей по противозадирным свойствам является смазка №2, обеспечивающая стабильный уровень микротвердости а лучшей по антифрикционным свойствам является смазка №1, обеспечивающая минимальное расстояние от рабочей поверхности до глубины на которой образуется стабильный уровень микротвердости Результаты анализа эффективности технологических смазок в обоих примерах совпали. Таким образом, предлагаемый способ по сравнению с прототипом обладает более широкими технологическими возможностями, т.к. позволяет оценивать как антифрикционные так и противозадирные свойства смазок при самых разнообразных способах обработки металлов давлением.
ДивитисяДодаткова інформація
Автори англійськоюKhaustov Heorhii Yosypovych, Breskina Alla Illivna, Kats Mykhailo Isaakovych, But Oleksandr Volodymyrovych, Kirichenko Yurii Alimovych
Автори російськоюХаустов Георгий Иосифович, Брескина Алла Ильинична, Кац Михаил Исаакович, Бут Александр Владимирович, Кириченко Юрий Алимович
МПК / Мітки
МПК: G01N 19/02, G01N 3/56
Мітки: холодної, технологічних, мастил, ефективності, тиском, обробки, металів, оцінки, спосіб
Код посилання
<a href="https://ua.patents.su/2-20588-sposib-ocinki-efektivnosti-tekhnologichnikh-mastil-dlya-kholodno-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском</a>
Мастило для холодної обробки металів тиском
Номер патенту: 10960
Опубліковано: 25.12.1996
Автори: Кліс Віра Іванівна, Новосад Оксана Павлівна, Гнатків Любов Іванівна, Мацелюх Володимир Семенович, Костецький Ярослав Іванович, Сухар Марія Леонідівна, Гарун Ярослав Євстахієвич
МПК: C10M 145/00, C10M 135/00, C10N 40/24, C10M 131/00, C10M 161/00, C10N 30/10
Мітки: тиском, мастило, холодної, металів, обробки
Формула / Реферат:
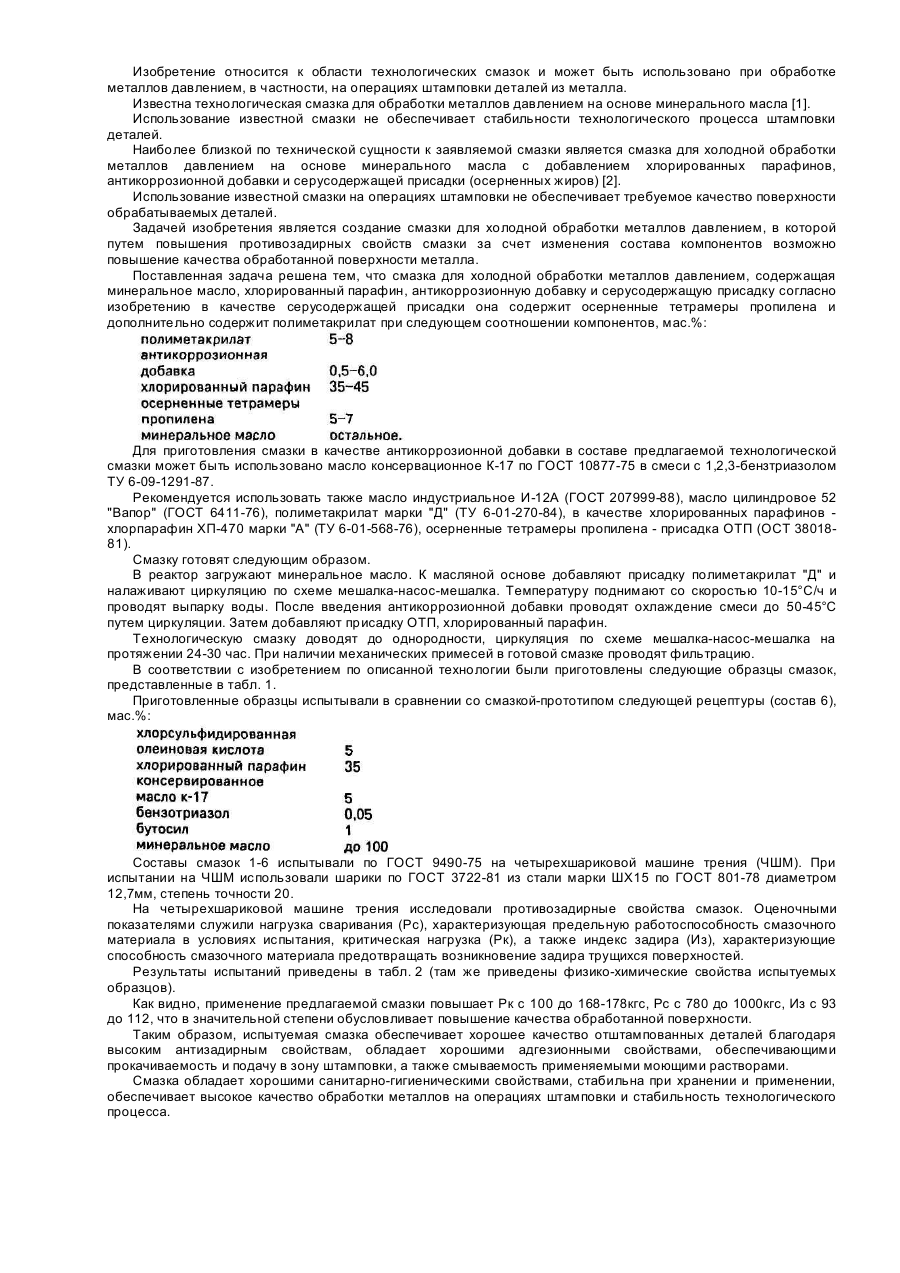
Смазка для холодной обработки металлов давлением, содержащая минеральное масло, хлорированный парафин, антикоррозионную добавку и серусодержащую присадку, отличающаяся тем, что смазка в качестве серусодержащей присадки содержит осерненные тетрамеры пропилена и дополнительно содержит полиметакрилат при следующем соотношениикомпонентов в мас. %:полиметакрилат 5-8антикоррозионная добавка...
Мастило для холодної обробки металів тиском

Номер патенту: 10962
Опубліковано: 25.12.1996
Автори: Ільницький Зеновій Михайлович, Костецький Ярослав Іванович, Мацелюх Богданна Василівна, Кліс Віра Іванівна, Гарун Ірина Михайлівна, Гарун Ярослав Евстахієвич
МПК: C10M 165/00
Мітки: холодної, металів, обробки, тиском, мастило
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло, антикоррозионную добавку, хлорированный парафин и серусодержащую присадку, отличающаяся тем, что смазка в качестве серусодержащей присадки содержит осерненные тетрамеры пропилена и дополнительно содержит полиметакрилат и экстракт селективной очистки нефтяных масел при следующем соотношении компонентов в мас. %:полиметакрилат...
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Красовський Володимир Олександрович, Шейкін Сергій Євгенович, Маслов Роберт Олексійович, Комаров Андрій Анатолійович, Брескіна Алла Іллівна, Рябко Олег Онуфрійович, Лобанова Людмила Вікторівна, Розенберг Олег Олександрович, Крицький Анатолій Дмитрович, Афанас'єва Інна Іллівна
МПК: C10M 133/16, C10M 161/00, C10M 131/00, C10N 30/06, C10M 143/00, C10M 135/00, C10N 40/24
Мітки: тиском, мастило, металів, обробки, холодної
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Гірняк Іван Степанович, Ільницький Зенон Михайлович, Болюк Іван Михайлович, Гарун Ярослав Євстафієвич, Гораль Володимир Михайлович, Сошко Віктор Олександрович, Мельничок Мирослав Йосифович, Літвак Єфим Анатолійович, Шкарапата Ярослав Євстафієвич, Сошко Олександр Іванович, Казакевич Ігор Іларіонович
МПК: C10M 173/02, C10M 131/00, C10M 143/00, C10M 129/16
Мітки: тиском, мастило, обробки, технологічне, металів, холодної
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Мастило для холодної обробки металів тиском “акваполіс-м”
Номер патенту: 10377
Опубліковано: 25.12.1996
Автори: Іщенко Ніна Миколаївна, Радушева Людмила Миколаївна, Капланова Наталія Василівна, Горбаньов Іван Федорович, Андреєва Раїса Михайлівна, Капланов Василь Ілліч, Радушев Олексій Олександрович, Капланова Олена Василівна, Рижова Ельвіра Іванівна
МПК: C10M 173/02
Мітки: тиском, акваполіс-м, мастило, холодної, металів, обробки
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая моноэтаноламиновые соли синтетических жирных кислот фр. C17-C20, натриевые соли синтетических жирных кислот фракции С5-С6 и воду, отличающаяся тем, что она дополнительно содержит минеральное масло и олеиновую кислоту, взятых в соотношении 1:1 при следующем соотношении компонентов, мас.%:моноотаноламиновые соли синтетических жирныхкислот фр. С17-С20...
Попередній патент: Вила автонавантажувача
Наступний патент: Пристрій для вимірювання поверхневого заряду електретів
Випадковий патент: Таблетка пролонгованого вивільнення, що містить теобромін