Спосіб формування будівельних виробів
Номер патенту: 19564
Опубліковано: 25.12.1997
Автори: Лаздон Віктор Семенович, Кулябко Володимир Васильович
Формула / Реферат
1 .Способ формования строительных изделий, включающий укладку мелкозернистой смеси с одновременным воздействием на нее вертикально направленных колебаний с последующим енотовым воздействием, отличающийся тем, что после вертикально направленных перемещений днища формы с амплитудой а1 , частотой w1, равной частоте основного тона продольных колебаний системы, дополнительно прикладывают вибрацию с частотой w2, величина которой на порядок выше, чем w1, и с амплитудой А2³(A1w1)/w2, совмещая эту вибрацию с ударными, снизу вверх, воздействиями на весь столб смеси и последующим силовым безынерционным обжатием нижней части столба смеси с одновременным высокочастотным вибрационным воздействием на нее сверху.
2. Способ по п.1, отличающийся тем, что силовое безынерционное обжатие нижней части столба смеси с одновременным высокочастотным вибрационным воздействием сверху совмещают с процессом пустото- и формообразования изделий при помощи пуансонов.
3. Способ по п.2, отличающийся тем, что процесс пустото- и формообразования совмещают с вибро-вакуумированием путем применения перфорированных пуансонов и вакуумных камер.
Текст
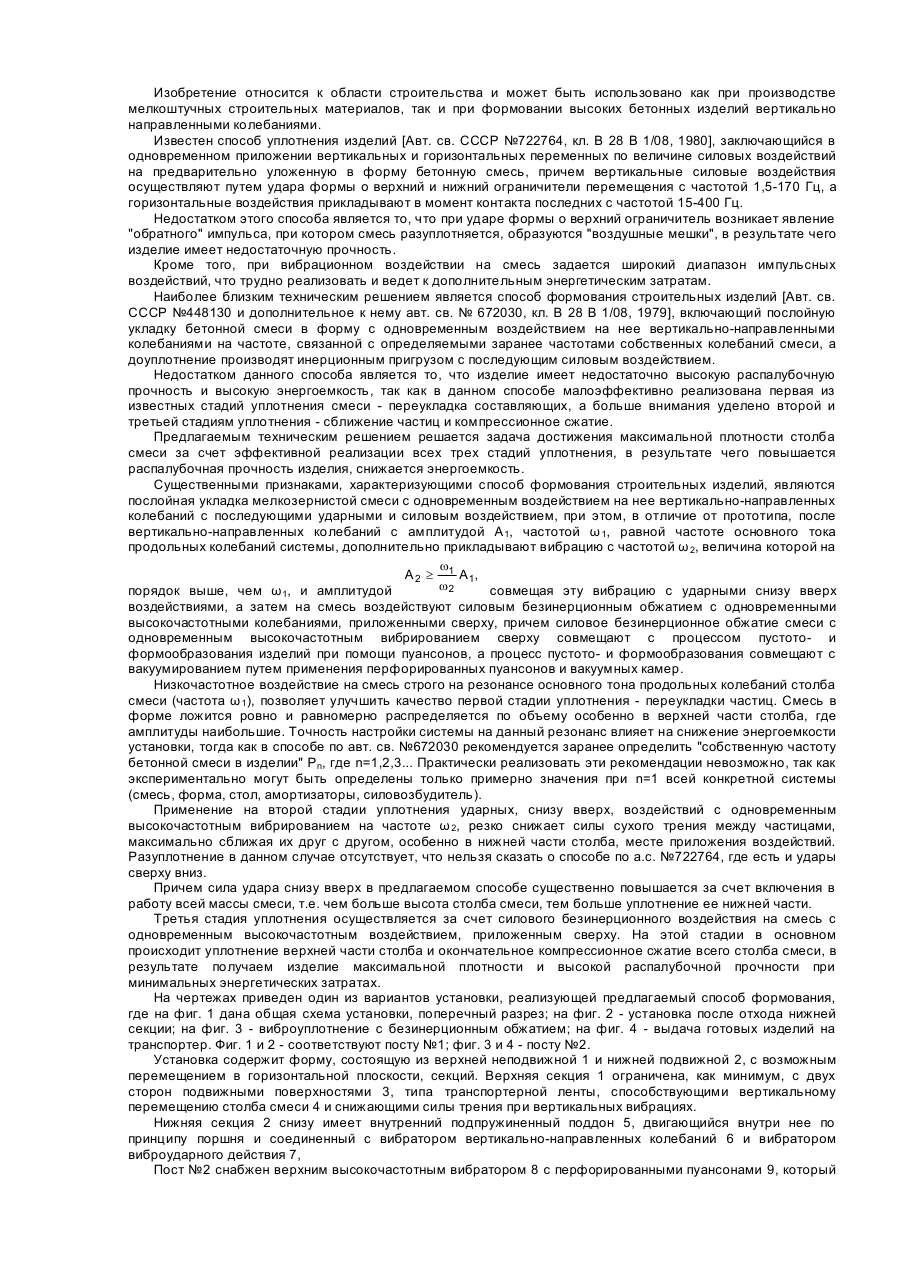
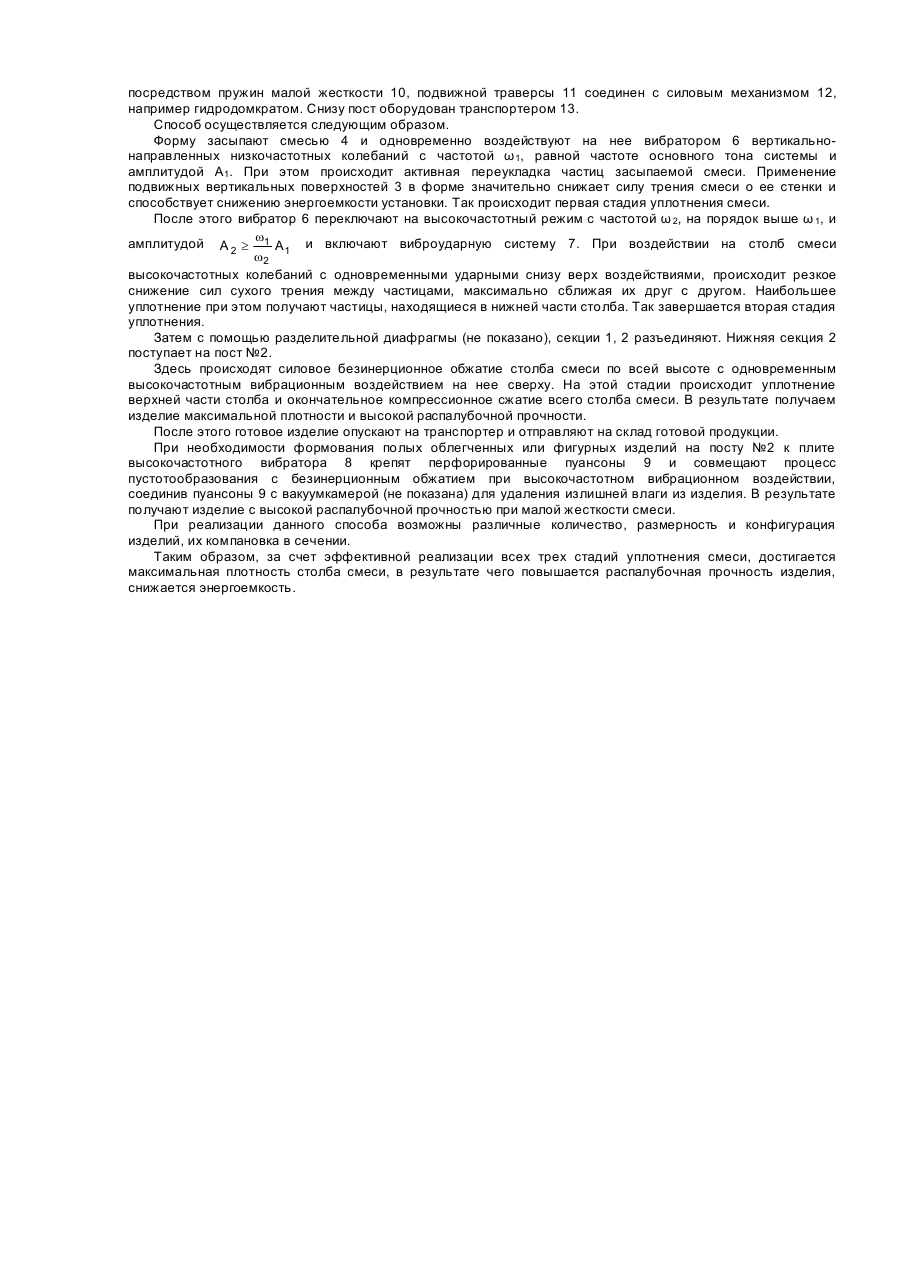
Изобретение относится к области строительства и может быть использовано как при производстве мелкоштучных строительных материалов, так и при формовании высоких бетонных изделий вертикально направленными колебаниями. Известен способ уплотнения изделий [Авт. св. СССР №722764, кл. В 28 В 1/08, 1980], заключающийся в одновременном приложении вертикальных и горизонтальных переменных по величине силовых воздействий на предварительно уложенную в форму бетонную смесь, причем вертикальные силовые воздействия осуществляют путем удара формы о верхний и нижний ограничители перемещения с частотой 1,5-170 Гц, а горизонтальные воздействия прикладывают в момент контакта последних с частотой 15-400 Гц. Недостатком этого способа является то, что при ударе формы о верхний ограничитель возникает явление "обратного" импульса, при котором смесь разуплотняется, образуются "воздушные мешки", в результате чего изделие имеет недостаточную прочность. Кроме того, при вибрационном воздействии на смесь задается широкий диапазон импульсных воздействий, что трудно реализовать и ведет к дополнительным энергетическим затратам. Наиболее близким техническим решением является способ формования строительных изделий [Авт. св. СССР №448130 и дополнительное к нему авт. св. № 672030, кл. В 28 В 1/08, 1979], включающий послойную укладку бетонной смеси в форму с одновременным воздействием на нее вертикально-направленными колебаниями на частоте, связанной с определяемыми заранее частотами собственных колебаний смеси, а доуплотнение производят инерционным пригрузом с последующим силовым воздействием. Недостатком данного способа является то, что изделие имеет недостаточно высокую распалубочную прочность и высокую энергоемкость, так как в данном способе малоэффективно реализована первая из известных стадий уплотнения смеси - переукладка составляющих, а больше внимания уделено второй и третьей стадиям уплотнения - сближение частиц и компрессионное сжатие. Предлагаемым техническим решением решается задача достижения максимальной плотности столба смеси за счет эффективной реализации всех трех стадий уплотнения, в результате чего повышается распалубочная прочность изделия, снижается энергоемкость. Существенными признаками, характеризующими способ формования строительных изделий, являются послойная укладка мелкозернистой смеси с одновременным воздействием на нее вертикально-направленных колебаний с последующими ударными и силовым воздействием, при этом, в отличие от прототипа, после вертикально-направленных колебаний с амплитудой Α 1, частотой ω 1, равной частоте основного тока продольных колебаний системы, дополнительно прикладывают вибрацию с частотой ω 2, величина которой на w A 2 ³ 1 A1, w2 совмещая эту вибрацию с ударными снизу вверх порядок выше, чем ω , и амплитудой 1 воздействиями, а затем на смесь воздействуют силовым безинерционным обжатием с одновременными высокочастотными колебаниями, приложенными сверху, причем силовое безинерционное обжатие смеси с одновременным высокочастотным вибрированием сверху совмещают с процессом пустото- и формообразования изделий при помощи пуансонов, а процесс пустото- и формообразования совмещают с вакуумированием путем применения перфорированных пуансонов и вакуумных камер. Низкочастотное воздействие на смесь строго на резонансе основного тона продольных колебаний столба смеси (частота ω 1), позволяет улучшить качество первой стадии уплотнения - переукладки частиц. Смесь в форме ложится ровно и равномерно распределяется по объему особенно в верхней части столба, где амплитуды наибольшие. Точность настройки системы на данный резонанс влияет на снижение энергоемкости установки, тогда как в способе по авт. св. №672030 рекомендуется заранее определить "собственную частоту бетонной смеси в изделии" Рn, где n=1,2,3... Практически реализовать эти рекомендации невозможно, так как экспериментально могут быть определены только примерно значения при n=1 всей конкретной системы (смесь, форма, стол, амортизаторы, силовозбудитель). Применение на второй стадии уплотнения ударных, снизу вверх, воздействий с одновременным высокочастотным вибрированием на частоте ω 2, резко снижает силы сухого трения между частицами, максимально сближая их друг с другом, особенно в нижней части столба, месте приложения воздействий. Разуплотнение в данном случае отсутствует, что нельзя сказать о способе по а.с. №722764, где есть и удары сверху вниз. Причем сила удара снизу вверх в предлагаемом способе существенно повышается за счет включения в работу всей массы смеси, т.е. чем больше высота столба смеси, тем больше уплотнение ее нижней части. Третья стадия уплотнения осуществляется за счет силового безинерционного воздействия на смесь с одновременным высокочастотным воздействием, приложенным сверху. На этой стадии в основном происходит уплотнение верхней части столба и окончательное компрессионное сжатие всего столба смеси, в результате получаем изделие максимальной плотности и высокой распалубочной прочности при минимальных энергетических затратах. На чертежах приведен один из вариантов установки, реализующей предлагаемый способ формования, где на фиг. 1 дана общая схема установки, поперечный разрез; на фиг. 2 - установка после отхода нижней секции; на фиг. 3 - виброуплотнение с безинерционным обжатием; на фиг. 4 - выдача готовых изделий на транспортер. Фиг. 1 и 2 - соответствуют посту №1; фиг. 3 и 4 - посту №2. Установка содержит форму, состоящую из верхней неподвижной 1 и нижней подвижной 2, с возможным перемещением в горизонтальной плоскости, секций. Верхняя секция 1 ограничена, как минимум, с двух сторон подвижными поверхностями 3, типа транспортерной ленты, способствующими вертикальному перемещению столба смеси 4 и снижающими силы трения при вертикальных вибрациях. Нижняя секция 2 снизу имеет внутренний подпружиненный поддон 5, двигающийся внутри нее по принципу поршня и соединенный с вибратором вертикально-направленных колебаний 6 и вибратором виброударного действия 7, Пост №2 снабжен верхним высокочастотным вибратором 8 с перфорированными пуансонами 9, который посредством пружин малой жесткости 10, подвижной траверсы 11 соединен с силовым механизмом 12, например гидродомкратом. Снизу пост оборудован транспортером 13. Способ осуществляется следующим образом. Форму засыпают смесью 4 и одновременно воздействуют на нее вибратором 6 вертикальнонаправленных низкочастотных колебаний с частотой ω1, равной частоте основного тона системы и амплитудой A1. При этом происходит активная переукладка частиц засыпаемой смеси. Применение подвижных вертикальных поверхностей 3 в форме значительно снижает силу трения смеси о ее стенки и способствует снижению энергоемкости установки. Так происходит первая стадия уплотнения смеси. После этого вибратор 6 переключают на высокочастотный режим с частотой ω 2, на порядок выше ω 1, и w амплитудой A 2 ³ 1 A1 и включают виброударную систему 7. При воздействии на столб смеси w2 высокочастотных колебаний с одновременными ударными снизу верх воздействиями, происходит резкое снижение сил сухого трения между частицами, максимально сближая их друг с другом. Наибольшее уплотнение при этом получают частицы, находящиеся в нижней части столба. Так завершается вторая стадия уплотнения. Затем с помощью разделительной диафрагмы (не показано), секции 1, 2 разъединяют. Нижняя секция 2 поступает на пост №2. Здесь происходят силовое безинерционное обжатие столба смеси по всей высоте с одновременным высокочастотным вибрационным воздействием на нее сверху. На этой стадии происходит уплотнение верхней части столба и окончательное компрессионное сжатие всего столба смеси. В результате получаем изделие максимальной плотности и высокой распалубочной прочности. После этого готовое изделие опускают на транспортер и отправляют на склад готовой продукции. При необходимости формования полых облегченных или фигурных изделий на посту №2 к плите высокочастотного вибратора 8 крепят перфорированные пуансоны 9 и совмещают процесс пустотообразования с безинерционным обжатием при высокочастотном вибрационном воздействии, соединив пуансоны 9 с вакуумкамерой (не показана) для удаления излишней влаги из изделия. В результате получают изделие с высокой распалубочной прочностью при малой жесткости смеси. При реализации данного способа возможны различные количество, размерность и конфигурация изделий, их компановка в сечении. Таким образом, за счет эффективной реализации всех трех стадий уплотнения смеси, достигается максимальная плотность столба смеси, в результате чего повышается распалубочная прочность изделия, снижается энергоемкость.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of molding building articles
Автори англійськоюKuliabko Volodymyr Vasyliovych, Lazdon Viktor Semenovych
Назва патенту російськоюСпособ формования строительных изделий
Автори російськоюКулябко Владимир Васильевич, Лаздон Виктор Семенович
МПК / Мітки
МПК: B28B 1/08
Мітки: формування, спосіб, будівельних, виробів
Код посилання
<a href="https://ua.patents.su/5-19564-sposib-formuvannya-budivelnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування будівельних виробів</a>
Пристрій для формування будівельних виробів
Номер патенту: 21257
Опубліковано: 04.11.1997
Автори: Зирянов Сергій Олександрович, Зощук Микола Гнатович
МПК: B28B 1/08
Мітки: будівельних, формування, пристрій, виробів
Формула / Реферат:
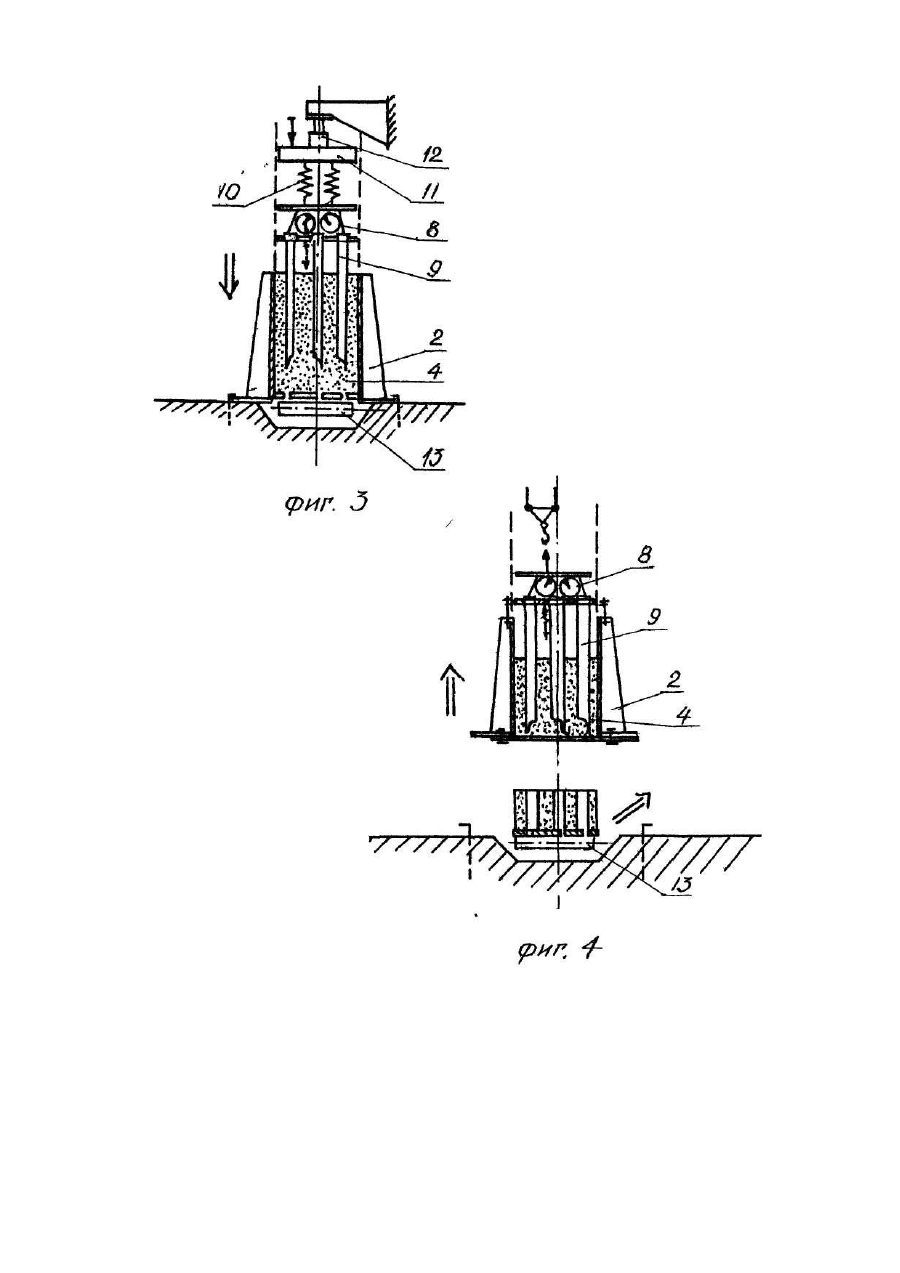
Устройство для формования строительных изделий, включающее самоходный портал, на раме которого смонтированы вертикальные направляющие, ползуны, форму-опалубку, траверсу с пригрузом, механизм вертикального перемещения траверсы и формы-опалубки, выполненный в виде трособлочной системы, механизм самопередвижения, привод и возбудитель колебаний, отличающееся тем, что оно снабжено промежуточным валом с расположенной на нем храповой муфтой,...
Пристрій для формування будівельних виробів
Номер патенту: 21258
Опубліковано: 04.11.1997
Автори: Зощук Микола Гнатович, Зирянов Сергій Олександрович
МПК: B28B 1/08
Мітки: формування, виробів, пристрій, будівельних
Формула / Реферат:
Устройство для формования строительных изделий, включающее самоходный портал, на котором смонтированы вертикальные направляющие, траверсу с ползунами с закрепленным на ней пригрузом и форму-опалубку, возбудитель колебаний, бункер-питатель и механизм вертикального перемещения траверсы, выполненный в виде трособлочной системы, отличающееся тем, что бункер-питатель выполнен разъемным с формой-опалубкой, а трособлочная система механизма...
Пристрій для формування трубчастих виробів з бетонних сумішів
Номер патенту: 9393
Опубліковано: 30.09.1996
Автори: Олехнович Казимир Олександрович, Шульгін Володимир Васильович, Бахмудов Курбан Алісултанович, Нестеренко Микола Петрович
МПК: B28B 21/02, B28B 1/08
Мітки: сумішів, формування, пристрій, виробів, трубчастих, бетонних
Формула / Реферат:
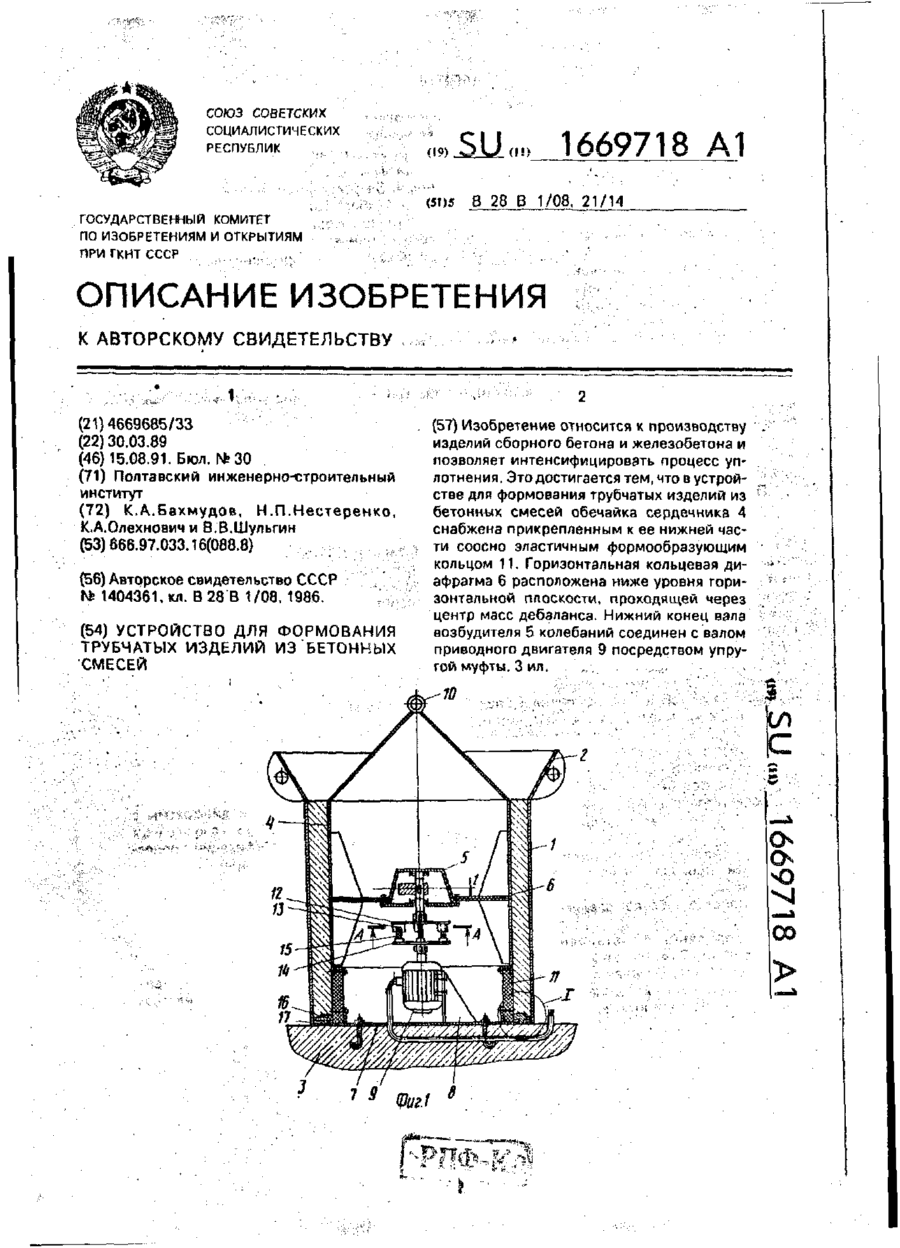
Устройство для формования трубчатых изделий из бетонных смесей, содержащее установленные на основании концентричио составную из продольных секций форму и размещенный в ней сердечник с размещенным вдоль его продольной оси дебалапсным одновальним возбудителем колебаний, соединенным посредством охватывающей его горизонтальной кольцевой диафрагмы с обечайкой сердечника, отличающееся тем, что, с целью интенсификации процессов уплотнения,...
Спосіб одержання будівельних виробів
Номер патенту: 1819
Опубліковано: 25.10.1994
Автори: Федоркін Сергій Іванович, Фальковскій Микола Миколович
МПК: C04B 28/18
Мітки: будівельних, одержання, виробів, спосіб
Формула / Реферат:
Способ получения строительных изделий, включающий приготовление сырьевой смеси совместным помолом силикат-глыбы и минерального наполнителя, формование изделий и их термообработку, отличающийся тем, что совместный помол осуществляют при скорости соударения частиц 100-500м/с, изделия после формования выдерживают при 10-20°С в течение 5-6 час, затем при 150-180°С в течение 1-1,5 час, причем смесь содержит в качестве минерального компонента...
Спосіб формування порожніх полімерних виробів роздуванням у формі
Номер патенту: 2854
Опубліковано: 26.12.1994
Автори: Залесський Владислав Іванович, Анікін Павло Веніамінович, Скляревський Роман Ісакович, Соломенко Марат Георгійович, Вепринський Юрій Ілліч
МПК: B29C 49/04
Мітки: формування, спосіб, форми, порожніх, виробів, полімерних, роздуванням
Формула / Реферат:
Способ формования полых полимерных изделий раздувом в форме, включающий подачу трубчатой заготовки из формующего устройства в выдувную форму, отделение ее со сваркой в донной части, воронкообразное расширение выступающего за нижний торец формы конца заготовки воздухом, подаваемым для раздува из ниппеля, последующее механическое расширение горловины и формование изделия под воздействием давления воздуха, отличающийся тем, что, с целью...
Попередній патент: Спосіб одержання засобу для лікування сечокам’яної хвороби
Наступний патент: Спосіб вимірювання дисперсії двопроменезаломлення
Випадковий патент: Спосіб дезадгезії органічного шару на знімних зубних протезах