Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті
Номер патенту: 2021
Опубліковано: 20.12.1994
Автори: Терехов Валерій Васильович, Злобін Валерій Пилипович, Казберч Леонід Антонович, Кулик Владислав Володимирович
Формула / Реферат
1. Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, содержащее каретку с захватами для подъема верхнего полукокиля, поддон с захватами для нижнего полукокиля, привод перемещения и механизм отвлечения отливок, отличающееся тем, что захваты поддона выполнены в виде съемных планок, закрепленных на поддоне, а захваты каретки установлены с возможностью свободного качания и взаимодействия с продольными наружными пазами, выполненными в плоскости разъема соответствующих полукокилей, кроме того, устройство снабжено упором, установленным на каретке с возможностью свободного качания и взаимодействия с торцом верхнего полукокиля и имеющим приводной стопор.
2. Устройство по п. 1, отличающийся тем, что упор состоит из груза, ролика и трехплечего рычага, одно плечо которого шарнирно закреплено на каретке, на другом плече смонтирован груз, а на третьем плече - ролик для взаимодействия с торцом верхнего полукокиля.
3. Устройство по п. 1, отличающееся тем, что приводной стопор упора содержит неподвижные фрикционные пластины, закрепленные на каретке, между которыми размещены подвижные фрикционные пластины, соединенные с трехплечим рычагом, и диафрагменный привод с толкателем, взаимодействующим с фрикционными пластинами.
4. Устройство по п. 1, отличающееся тем, что захваты каретки имеют один общий привод их перемещения.
Текст
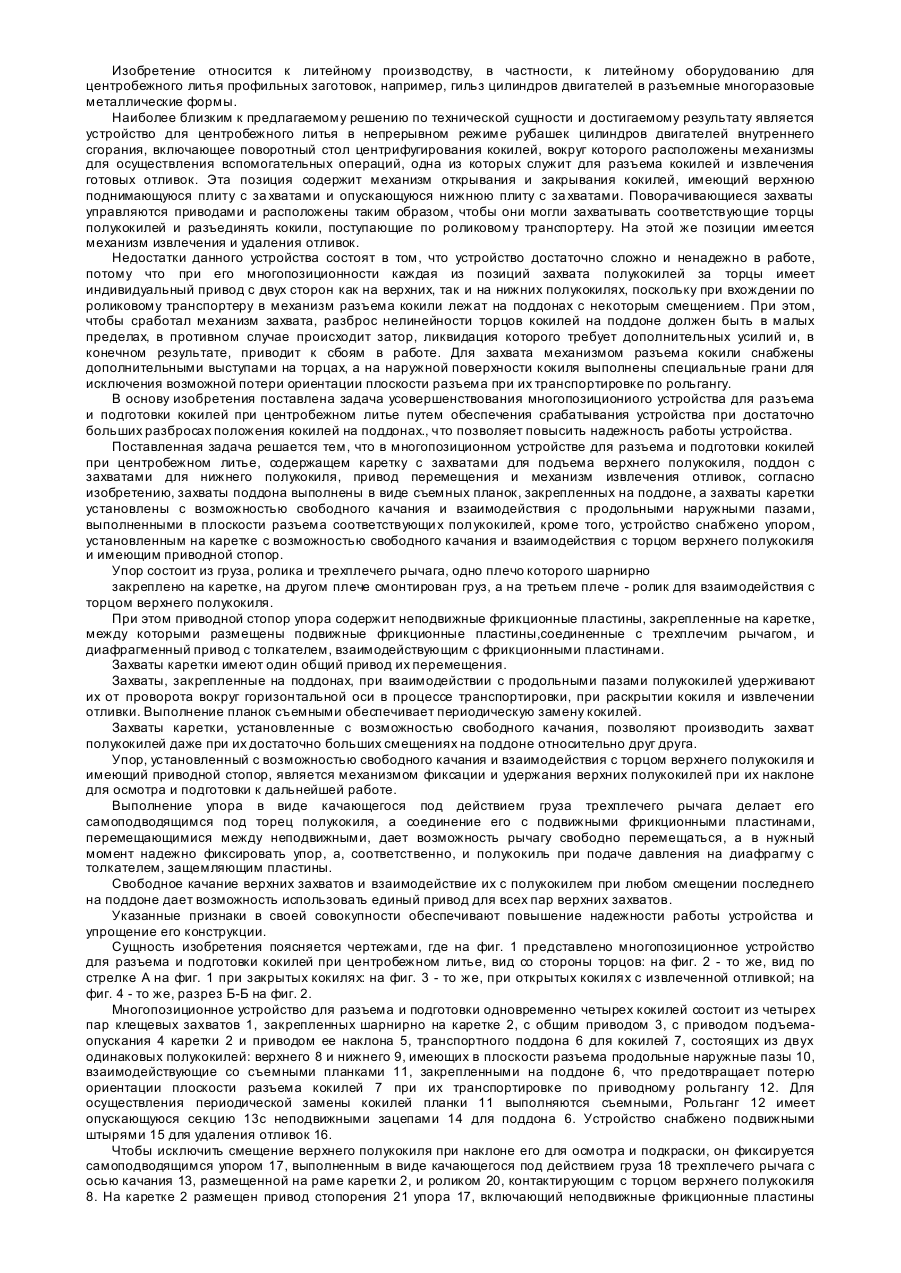
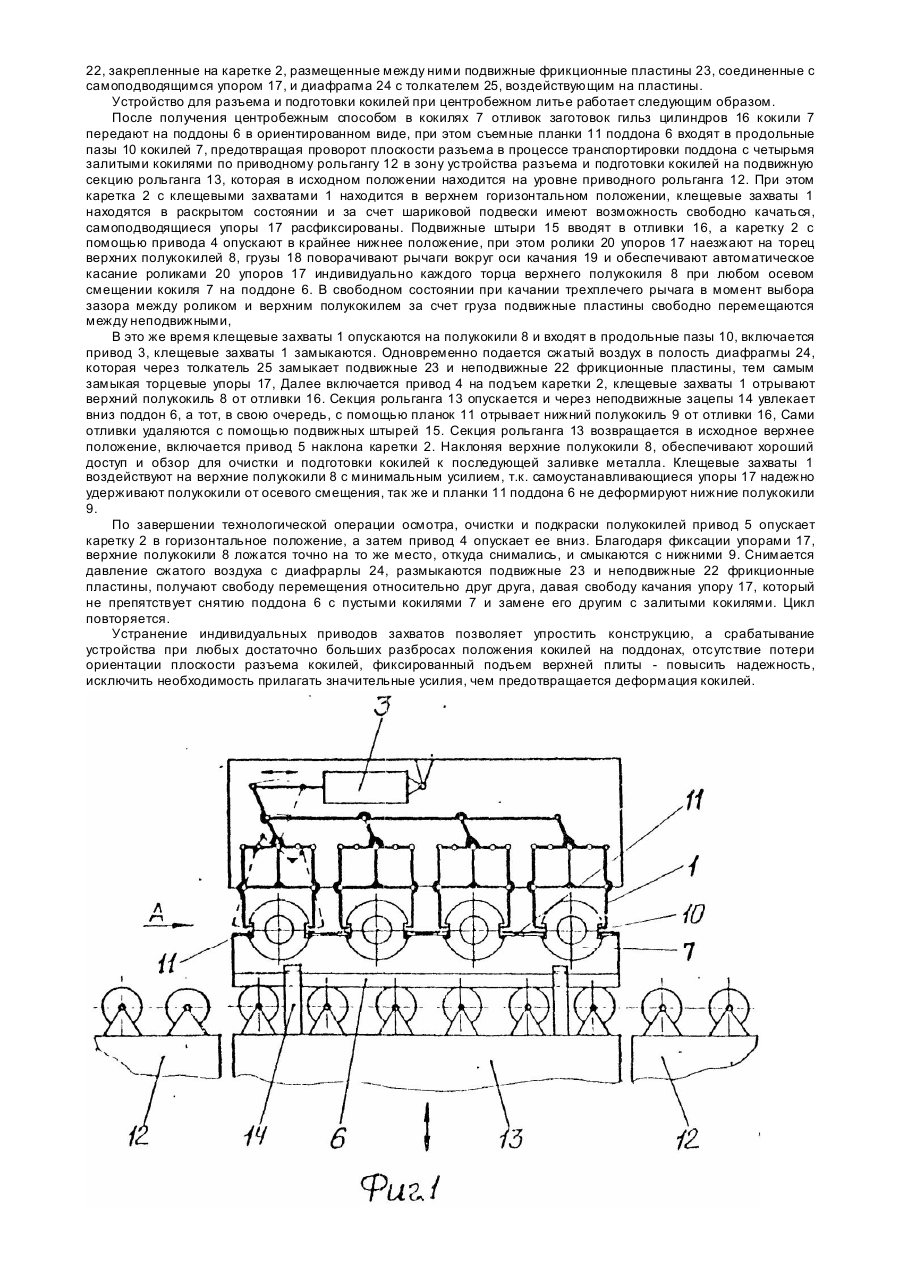
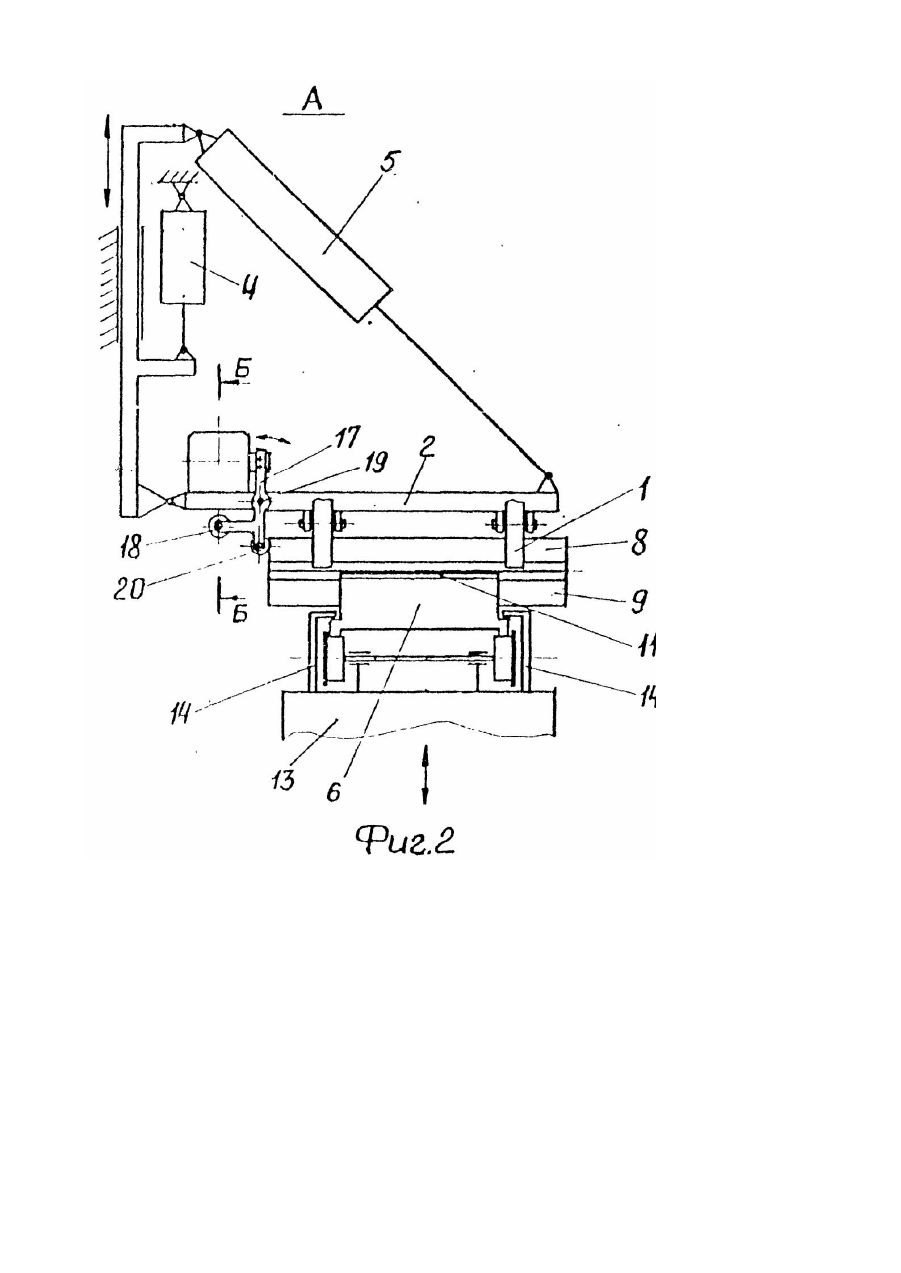
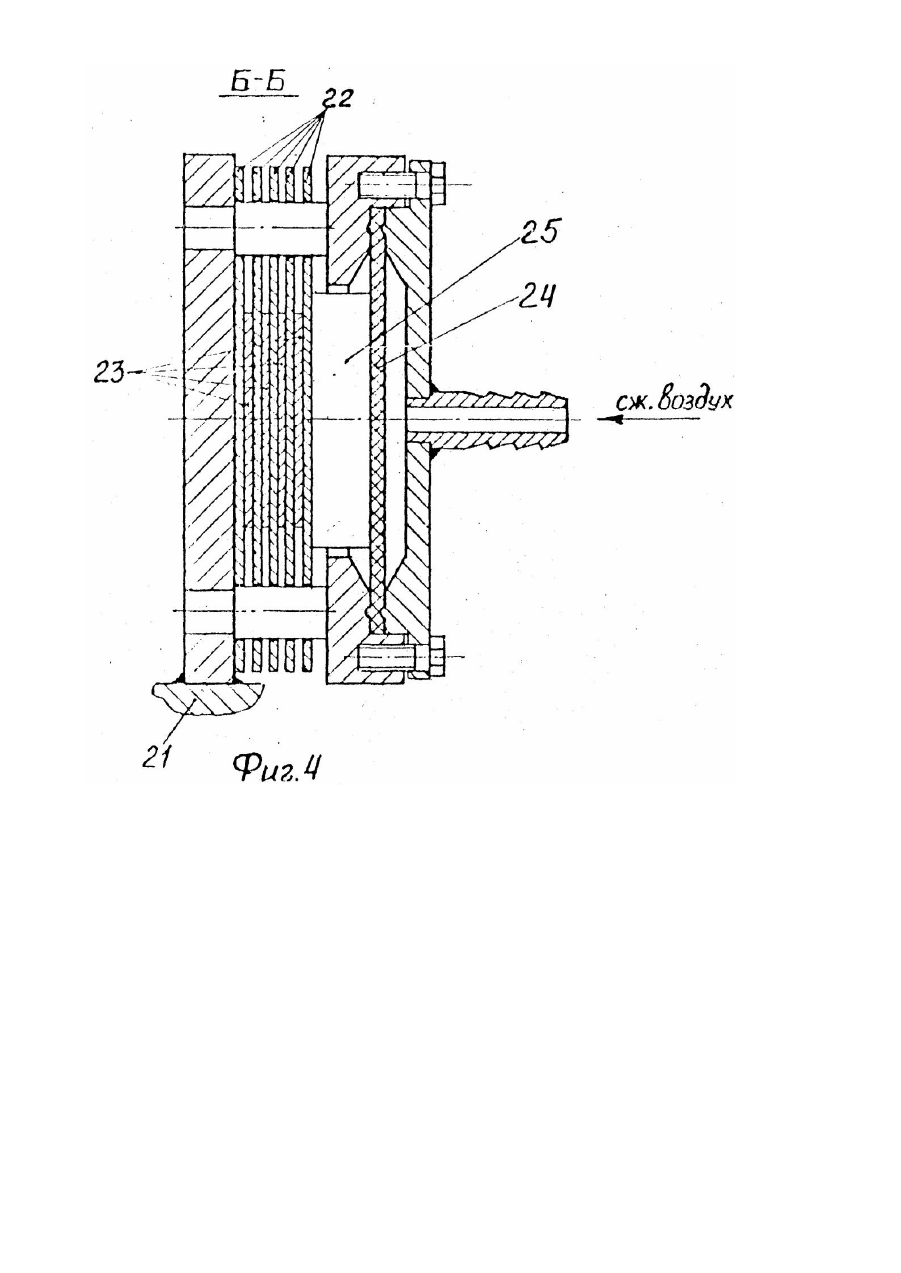
Изобретение относится к литейному производству, в частности, к литейному оборудованию для центробежного литья профильных заготовок, например, гильз цилиндров двигателей в разъемные многоразовые металлические формы. Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является устройство для центробежного литья в непрерывном режиме рубашек цилиндров двигателей внутреннего сгорания, включающее поворотный стол центрифугирования кокилей, вокруг которого расположены механизмы для осуществления вспомогательных операций, одна из которых служит для разъема кокилей и извлечения готовых отливок. Эта позиция содержит механизм открывания и закрывания кокилей, имеющий верхнюю поднимающуюся плиту с за хватами и опускающуюся нижнюю плиту с за хватами. Поворачивающиеся захваты управляются приводами и расположены таким образом, чтобы они могли захватывать соответствующие торцы полукокилей и разъединять кокили, поступающие по роликовому транспортеру. На этой же позиции имеется механизм извлечения и удаления отливок. Недостатки данного устройства состоят в том, что устройство достаточно сложно и ненадежно в работе, потому что при его многопозиционности каждая из позиций захвата полукокилей за торцы имеет индивидуальный привод с двух сторон как на верхних, так и на нижних полукокилях, поскольку при вхождении по роликовому транспортеру в механизм разъема кокили лежат на поддонах с некоторым смещением. При этом, чтобы сработал механизм захвата, разброс нелинейности торцов кокилей на поддоне должен быть в малых пределах, в противном случае происходит затор, ликвидация которого требует дополнительных усилий и, в конечном результате, приводит к сбоям в работе. Для захвата механизмом разъема кокили снабжены дополнительными выступами на торцах, а на наружной поверхности кокиля выполнены специальные грани для исключения возможной потери ориентации плоскости разъема при их транспортировке по рольгангу. В основу изобретения поставлена задача усовершенствования многопозициониого устройства для разъема и подготовки кокилей при центробежном литье путем обеспечения срабатывания устройства при достаточно больших разбросах положения кокилей на поддонах., что позволяет повысить надежность работы устройства. Поставленная задача решается тем, что в многопозиционном устройстве для разъема и подготовки кокилей при центробежном литье, содержащем каретку с захватами для подъема верхнего полукокиля, поддон с захватами для нижнего полукокиля, привод перемещения и механизм извлечения отливок, согласно изобретению, захваты поддона выполнены в виде съемных планок, закрепленных на поддоне, а захваты каретки установлены с возможностью свободного качания и взаимодействия с продольными наружными пазами, выполненными в плоскости разъема соответствующи х полукокилей, кроме того, устройство снабжено упором, установленным на каретке с возможностью свободного качания и взаимодействия с торцом верхнего полукокиля и имеющим приводной стопор. Упор состоит из груза, ролика и трехплечего рычага, одно плечо которого шарнирно закреплено на каретке, на другом плече смонтирован груз, а на третьем плече - ролик для взаимодействия с торцом верхнего полукокиля. При этом приводной стопор упора содержит неподвижные фрикционные пластины, закрепленные на каретке, между которыми размещены подвижные фрикционные пластины,соединенные с трехплечим рычагом, и диафрагменный привод с толкателем, взаимодействующим с фрикционными пластинами. Захваты каретки имеют один общий привод их перемещения. Захваты, закрепленные на поддонах, при взаимодействии с продольными пазами полукокилей удерживают их от проворота вокруг горизонтальной оси в процессе транспортировки, при раскрытии кокиля и извлечении отливки. Выполнение планок съемными обеспечивает периодическую замену кокилей. Захваты каретки, установленные с возможностью свободного качания, позволяют производить захват полукокилей даже при их достаточно больших смещениях на поддоне относительно друг друга. Упор, установленный с возможностью свободного качания и взаимодействия с торцом верхнего полукокиля и имеющий приводной стопор, является механизмом фиксации и удержания верхних полукокилей при их наклоне для осмотра и подготовки к дальнейшей работе. Выполнение упора в виде качающегося под действием груза трехплечего рычага делает его самоподводящимся под торец полукокиля, а соединение его с подвижными фрикционными пластинами, перемещающимися между неподвижными, дает возможность рычагу свободно перемещаться, а в нужный момент надежно фиксировать упор, а, соответственно, и полукокиль при подаче давления на диафрагму с толкателем, защемляющим пластины. Свободное качание верхних захватов и взаимодействие их с полукокилем при любом смещении последнего на поддоне дает возможность использовать единый привод для всех пар верхних захватов. Указанные признаки в своей совокупности обеспечивают повышение надежности работы устройства и упрощение его конструкции. Сущность изобретения поясняется чертежами, где на фиг. 1 представлено многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, вид со стороны торцов: на фиг. 2 - то же, вид по стрелке А на фиг. 1 при закрытых кокилях: на фиг. 3 - то же, при открытых кокилях с извлеченной отливкой; на фиг. 4 - то же, разрез Б-Б на фиг. 2. Многопозиционное устройство для разъема и подготовки одновременно четырех кокилей состоит из четырех пар клещевых захватов 1, закрепленных шарнирно на каретке 2, с общим приводом 3, с приводом подъемаопускания 4 каретки 2 и приводом ее наклона 5, транспортного поддона 6 для кокилей 7, состоящих из двух одинаковых полукокилей: верхнего 8 и нижнего 9, имеющих в плоскости разъема продольные наружные пазы 10, взаимодействующие со съемными планками 11, закрепленными на поддоне 6, что предотвращает потерю ориентации плоскости разъема кокилей 7 при их транспортировке по приводному рольгангу 12. Для осуществления периодической замены кокилей планки 11 выполняются съемными, Рольганг 12 имеет опускающуюся секцию 13с неподвижными зацепами 14 для поддона 6. Устройство снабжено подвижными штырями 15 для удаления отливок 16. Чтобы исключить смещение верхнего полукокиля при наклоне его для осмотра и подкраски, он фиксируется самоподводящимся упором 17, выполненным в виде качающегося под действием груза 18 трехплечего рычага с осью качания 13, размещенной на раме каретки 2, и роликом 20, контактирующим с торцом верхнего полукокиля 8. На каретке 2 размещен привод стопорения 21 упора 17, включающий неподвижные фрикционные пластины 22, закрепленные на каретке 2, размещенные между ними подвижные фрикционные пластины 23, соединенные с самоподводящимся упором 17, и диафрагма 24 с толкателем 25, воздействующим на пластины. Устройство для разъема и подготовки кокилей при центробежном литье работает следующим образом. После получения центробежным способом в кокилях 7 отливок заготовок гильз цилиндров 16 кокили 7 передают на поддоны 6 в ориентированном виде, при этом съемные планки 11 поддона 6 входят в продольные пазы 10 кокилей 7, предотвращая проворот плоскости разъема в процессе транспортировки поддона с четырьмя залитыми кокилями по приводному рольгангу 12 в зону устройства разъема и подготовки кокилей на подвижную секцию рольганга 13, которая в исходном положении находится на уровне приводного рольганга 12. При этом каретка 2 с клещевыми захватами 1 находится в верхнем горизонтальном положении, клещевые захваты 1 находятся в раскрытом состоянии и за счет шариковой подвески имеют возможность свободно качаться, самоподводящиеся упоры 17 расфиксированы. Подвижные штыри 15 вводят в отливки 16, а каретку 2 с помощью привода 4 опускают в крайнее нижнее положение, при этом ролики 20 упоров 17 наезжают на торец верхних полукокилей 8, грузы 18 поворачивают рычаги вокруг оси качания 19 и обеспечивают автоматическое касание роликами 20 упоров 17 индивидуально каждого торца верхнего полукокиля 8 при любом осевом смещении кокиля 7 на поддоне 6. В свободном состоянии при качании трехплечего рычага в момент выбора зазора между роликом и верхним полукокилем за счет груза подвижные пластины свободно перемещаются между неподвижными, В это же время клещевые захваты 1 опускаются на полукокили 8 и входят в продольные пазы 10, включается привод 3, клещевые захваты 1 замыкаются. Одновременно подается сжатый воздух в полость диафрагмы 24, которая через толкатель 25 замыкает подвижные 23 и неподвижные 22 фрикционные пластины, тем самым замыкая торцевые упоры 17, Далее включается привод 4 на подъем каретки 2, клещевые захваты 1 отрывают верхний полукокиль 8 от отливки 16. Секция рольганга 13 опускается и через неподвижные зацепы 14 увлекает вниз поддон 6, а тот, в свою очередь, с помощью планок 11 отрывает нижний полукокиль 9 от отливки 16, Сами отливки удаляются с помощью подвижных штырей 15. Секция рольганга 13 возвращается в исходное верхнее положение, включается привод 5 наклона каретки 2. Наклоняя верхниеполукокили 8, обеспечивают хороший доступ и обзор для очистки и подготовки кокилей к последующей заливке металла. Клещевые захваты 1 воздействуют на верхние полукокили 8 с минимальным усилием, т.к. самоустанавливающиеся упоры 17 надежно удерживают полукокили от осевого смещения, так же и планки 11 поддона 6 не деформируют нижние полукокили 9. По завершении технологической операции осмотра, очистки и подкраски полукокилей привод 5 опускает каретку 2 в горизонтальное положение, а затем привод 4 опускает ее вниз. Благодаря фиксации упорами 17, верхние полукокили 8 ложатся точно на то же место, откуда снимались, и смыкаются с нижними 9. Снимается давление сжатого воздуха с диафрарлы 24, размыкаются подвижные 23 и неподвижные 22 фрикционные пластины, получают свободу перемещения относительно друг друга, давая свободу качания упору 17, который не препятствует снятию поддона 6 с пустыми кокилями 7 и замене его другим с залитыми кокилями. Цикл повторяется. Устранение индивидуальных приводов захватов позволяет упростить конструкцию, а срабатывание устройства при любых достаточно больших разбросах положения кокилей на поддонах, отсутствие потери ориентации плоскости разъема кокилей, фиксированный подъем верхней плиты - повысить надежность, исключить необходимость прилагать значительные усилия, чем предотвращается деформация кокилей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMultiposition device for separation and preparing of molds at centrifugal casting
Автори англійськоюZlobin Valerii Pylypovych, Kazberch Leonid Antonovych, Terekhov Valerii Vasyliovych, Kulyk Vladyslav Volodymyrovych
Назва патенту російськоюМногопозиционное устройство для разъединения и подготовки кокилей при центробежном литье
Автори російськоюЗлобин Валерий Филиппович, Казберч Леонид Антонович, Терехов Валерий Васильевич, Кулик Владислав Владимирович
МПК / Мітки
МПК: B22D 13/00
Мітки: багатопозиційний, литті, роз'єднання, відцентровому, підготовки, пристрій, кокілей
Код посилання
<a href="https://ua.patents.su/5-2021-bagatopozicijjnijj-pristrijj-dlya-rozehdnannya-i-pidgotovki-kokilejj-pri-vidcentrovomu-litti.html" target="_blank" rel="follow" title="База патентів України">Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті</a>
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Лозенко Віктор Іванович, Шинський Олег Йосипович, Сінчугов Олександр Юр'євич, Черненко Надія Георгієвна, Валігура Анатолій Іванович, Шульга Василь Тимофійович, Хотян Владімір Ільіч
МПК: B22D 29/00, B22C 7/00, B22C 9/04
Мітки: форм, сипучого, матеріалу, моделям, вибивки, установка, газифікуються, литті, виготовлення
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Пристрій для розкладання нитки на пакуванні

Номер патенту: 650
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Атаманенко Леонід Анатолійович
МПК: B65H 54/28
Мітки: пакуванні, розкладання, пристрій, нитки
Формула / Реферат:
Формула изобретения1. Устройство для раскладки нити на паковке, содержащее раскладочную штангу, установленную с возможностью качания в плоскости, параллельной оси паковки, рычаг с нитенаправителем, смонтированный на свободном конце штанги с возможностью поворота относительно оси, перпендикулярной оси качания штанги, для прижима к боковой поверхности паковки от натяжения нити, отличающееся тем, что, с целью расширения технологических...
Спосіб підготовки аглошихти до спікання
Номер патенту: 144
Опубліковано: 30.04.1993
Автори: Рудаков Леонід Михайлович, Петрушов Станіслав Миколайович, Алексєєв Віктор Іванович, Попов Генадій Миколайович, Козачишен Віталій Анатолійович, Капуста Анатолій Іванович
МПК: C22B 1/14
Мітки: аглошихти, підготовки, спікання, спосіб
Формула / Реферат:
Формула изобретенияСпособ подготовки аглошихты к спеканию, включающий увлажнение, подогрев паром и окомкование в барабане-окомкователе, отличающийся тем, что, с целью улучшения гранулометрического состава шихты, увеличения производительности агломашины и снижения расхода топлива, увлажнение шихты на участке, составляющем 14—20% от длины барабана-окомкователя, начиная от загрузочного окна, производят струйной подачей воды в количестве...
Пристрій для вимірювання люфта рульового механізма
Номер патенту: 220
Опубліковано: 30.04.1993
Автори: Шайтанов Анатолій Петрович, Завалій Сергій Порфирійович
Мітки: механізма, рульового, вимірювання, люфта, пристрій
Формула / Реферат:
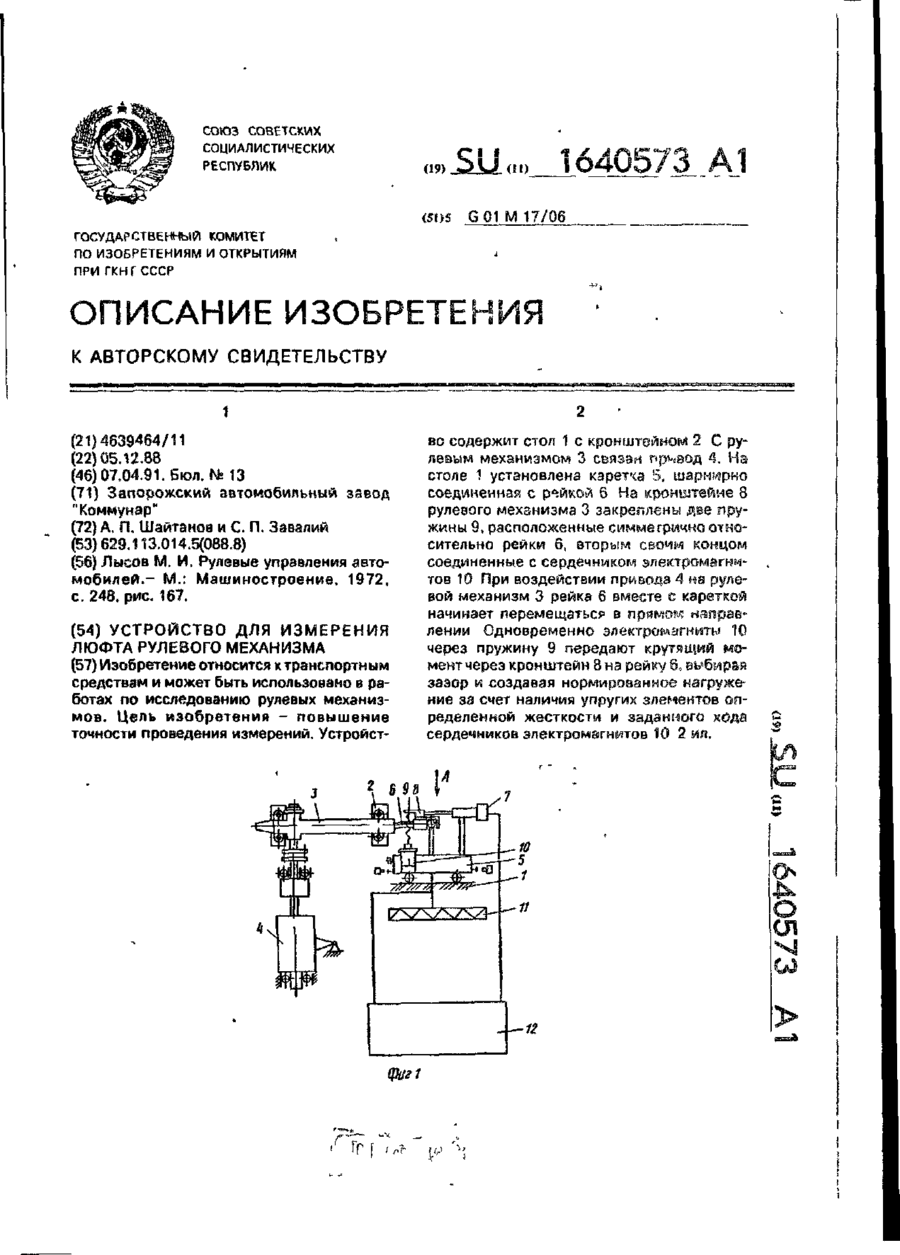
Формула изобретенияУстройство для измерения люфта рулевого механизма, содержащее привод, кинематически связываемый с ведущим элементом испытуемого рулевого механизма, кронштейн, кинематически связываемый с ведомым элементом испытуемого рулевого механизма, и измерительный блок, отличающееся тем, что, с целью повышения точности проведения измерений, измерительный блок выполнен в виде каретки, кинематически связанной с ведомым элементом...
Пристрій для виймання і укладання пляшок в тару
Номер патенту: 2018
Опубліковано: 20.12.1994
Автори: Костінський Іван Захарович, Черняк Олександр Лазаревич
МПК: B65B 21/00
Мітки: пристрій, виймання, укладання, тару, пляшок
Формула / Реферат:
Устройство для извлечения и укладки бутылок в тару, содержащее механизмы для подачи бутылок и тары, каретку с захватными головками для бутылок, привод ее горизонтального перемещения и привод ее вертикального перемещения, включающий Пневмоцилиндр, соединенный гибкой связью через колеса с кареткой, отличающееся тем, что привод горизонтального перемещения каретки содержит смонтированную с возможностью поворота от пневмоцилиндра вертикальную...
Попередній патент: Пристрій для виймання і укладання пляшок в тару
Наступний патент: Пристрій для очищення стрічки конвейєра
Випадковий патент: Спосіб перероблення осадів стічних вод на добриво