Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Шинський Олег Йосипович, Сінчугов Олександр Юр'євич, Лозенко Віктор Іванович, Шульга Василь Тимофійович, Хотян Владімір Ільіч, Валігура Анатолій Іванович, Черненко Надія Георгієвна
Формула / Реферат
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий элемент, и механизмом поворота контейнера вокруг горизонтальной оси, выполненным в виде двух полумуфт сцепления, расположенных на противоположных боковых сторонах контейнера, а бункер выполнен с двумя камерами, разделенными газопроницаемой перегородкой, одна из которых сообщена с источником сжатого воздуха, а другая заполнена песком и имеет устройство первичной обработки песка, представляющее собой патрубок для удаления пылевидной фракции, сообщенный с источником вакуума, и водоохлаждае-мый теплообменник, при этом днище бункера представляет собой две сопряженные пластины с соосной перфорацией, расположенные с возможностью возвратно-поступательного перемещения относительно друг друга.
Текст
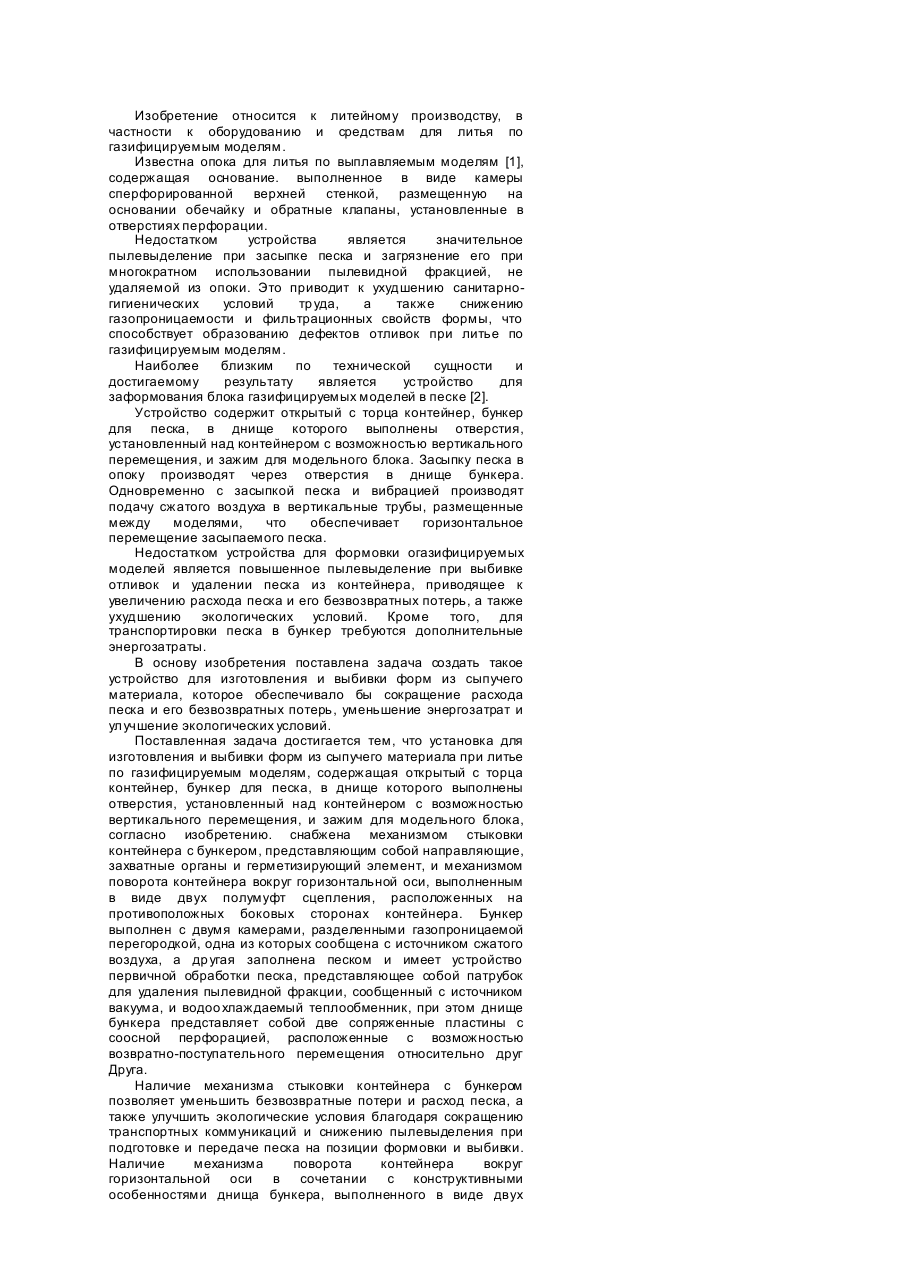
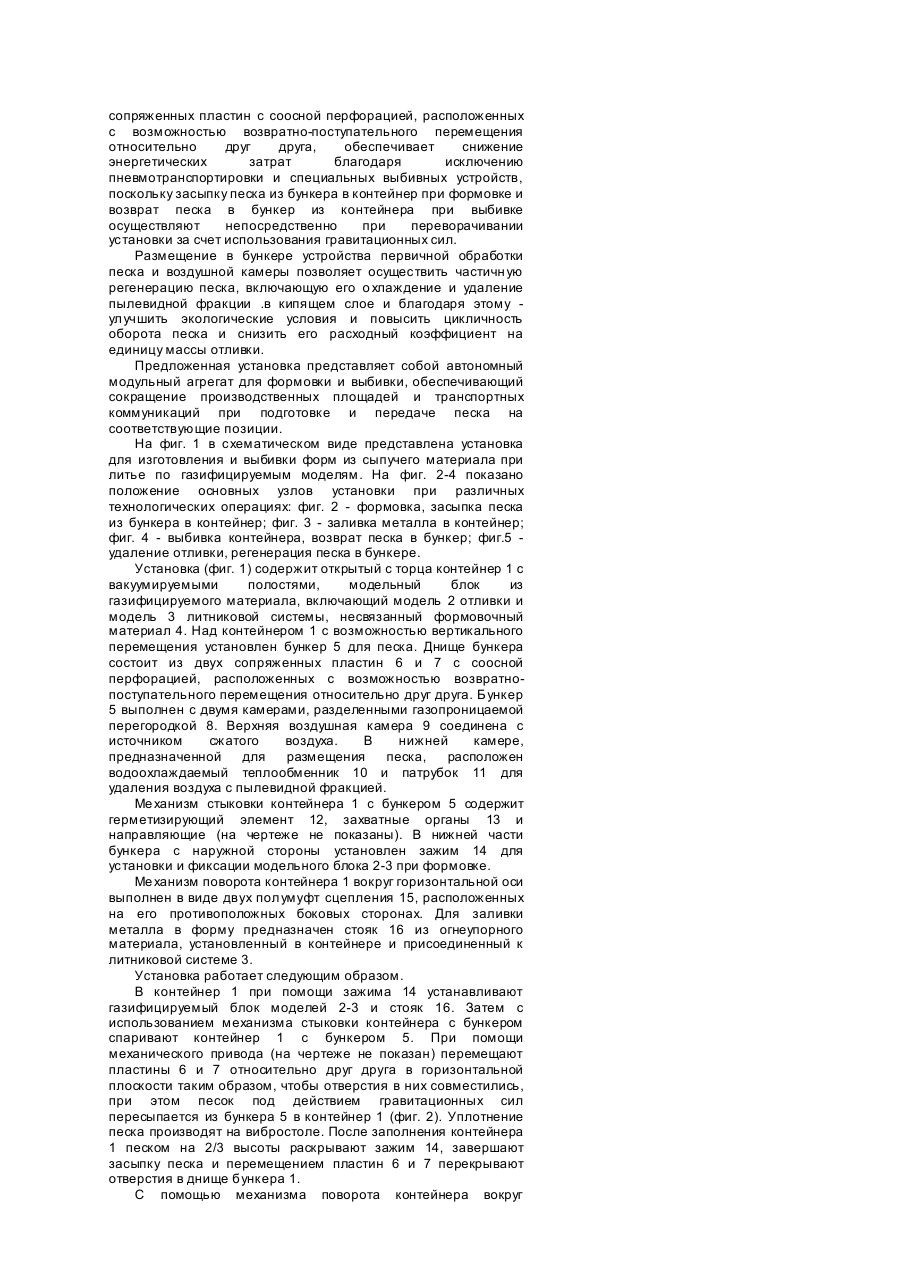
Изобретение относится к литейному производству, в частности к оборудованию и средствам для литья по газифицируемым моделям. Известна опока для литья по выплавляемым моделям [1], содержащая основание. выполненное в виде камеры сперфорированной верхней стенкой, размещенную на основании обечайку и обратные клапаны, установленные в отверстиях перфорации. Недостатком устройства является значительное пылевыделение при засыпке песка и загрязнение его при многократном использовании пылевидной фракцией, не удаляемой из опоки. Это приводит к ухудшению санитарногигиенических условий тр уда, а также снижению газопроницаемости и фильтрационных свойств формы, что способствует образованию дефектов отливок при литье по газифицируемым моделям. Наиболее близким по технической сущности и достигаемому результату является устройство для заформования блока газифицируемых моделей в песке [2]. Устройство содержит открытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока. Засыпку песка в опоку производят через отверстия в днище бункера. Одновременно с засыпкой песка и вибрацией производят подачу сжатого воздуха в вертикальные трубы, размещенные между моделями, что обеспечивает горизонтальное перемещение засыпаемого песка. Недостатком устройства для формовки огазифицируемых моделей является повышенное пылевыделение при выбивке отливок и удалении песка из контейнера, приводящее к увеличению расхода песка и его безвозвратных потерь, а также ухудшению экологических условий. Кроме того, для транспортировки песка в бункер требуются дополнительные энергозатраты. В основу изобретения поставлена задача создать такое устройство для изготовления и выбивки форм из сыпучего материала, которое обеспечивало бы сокращение расхода песка и его безвозвратных потерь, уменьшение энергозатрат и улучшение экологических условий. Поставленная задача достигается тем, что установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая открытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, согласно изобретению. снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий элемент, и механизмом поворота контейнера вокруг горизонтальной оси, выполненным в виде двух полумуфт сцепления, расположенных на противоположных боковых сторонах контейнера. Бункер выполнен с двумя камерами, разделенными газопроницаемой перегородкой, одна из которых сообщена с источником сжатого воздуха, а др угая заполнена песком и имеет устройство первичной обработки песка, представляющее собой патрубок для удаления пылевидной фракции, сообщенный с источником вакуума, и водоо хлаждаемый теплообменник, при этом днище бункера представляет собой две сопряженные пластины с соосной перфорацией, расположенные с возможностью возвратно-поступательного перемещения относительно друг Друга. Наличие механизма стыковки контейнера с бункером позволяет уменьшить безвозвратные потери и расход песка, а также улучшить экологические условия благодаря сокращению транспортных коммуникаций и снижению пылевыделения при подготовке и передаче песка на позиции формовки и выбивки. Наличие механизма поворота контейнера вокруг горизонтальной оси в сочетании с конструктивными особенностями днища бункера, выполненного в виде двух сопряженных пластин с соосной перфорацией, расположенных с возможностью возвратно-поступательного перемещения относительно друг друга, обеспечивает снижение энергетических затрат благодаря исключению пневмотранспортировки и специальных выбивных устройств, поскольку засыпку песка из бункера в контейнер при формовке и возврат песка в бункер из контейнера при выбивке осуществляют непосредственно при переворачивании установки за счет использования гравитационных сил. Размещение в бункере устройства первичной обработки песка и воздушной камеры позволяет осуществить частичн ую регенерацию песка, включающую его о хлаждение и удаление пылевидной фракции .в кипящем слое и благодаря этому улучшить экологические условия и повысить цикличность оборота песка и снизить его расходный коэффициент на единицу массы отливки. Предложенная установкапредставляет собой автономный модульный агрегат для формовки и выбивки, обеспечивающий сокращение производственных площадей и транспортных коммуникаций при подготовке и передаче песка на соответствующие позиции. На фиг. 1 в схематическом виде представлена установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям. На фиг. 2-4 показано положение основных узлов установки при различных технологических операциях: фиг. 2 - формовка, засыпка песка из бункера в контейнер; фиг. 3 - заливка металла в контейнер; фиг. 4 - выбивка контейнера, возврат песка в бункер; фиг.5 удаление отливки, регенерация песка в бункере. Установка (фиг. 1) содержит открытый с торца контейнер 1 с вакуумируемыми полостями, модельный блок из газифицируемого материала, включающий модель 2 отливки и модель 3 литниковой системы, несвязанный формовочный материал 4. Над контейнером 1 с возможностью вертикального перемещения установлен бункер 5 для песка. Днище бункера состоит из двух сопряженных пластин 6 и 7 с соосной перфорацией, расположенных с возможностью возвратнопоступательного перемещения относительно друг друга. Бункер 5 выполнен с двумя камерами, разделенными газопроницаемой перегородкой 8. Верхняя воздушная камера 9 соединена с источником сжатого воздуха. В нижней камере, предназначенной для размещения песка, расположен водоохлаждаемый теплообменник 10 и патрубок 11 для удаления воздуха с пылевидной фракцией. Ме ханизм стыковки контейнера 1 с бункером 5 содержит герметизирующий элемент 12, захватные органы 13 и направляющие (на чертеже не показаны). В нижней части бункера с наружной стороны установлен зажим 14 для установки и фиксации модельного блока 2-3 при формовке. Ме ханизм поворота контейнера 1 вокруг горизонтальной оси выполнен в виде двух полумуфт сцепления 15, расположенных на его противоположных боковых сторонах. Для заливки металла в форму предназначен стояк 16 из огнеупорного материала, установленный в контейнере и присоединенный к литниковой системе 3. Установка работает следующим образом. В контейнер 1 при помощи зажима 14 устанавливают газифицируемый блок моделей 2-3 и стояк 16. Затем с использованием механизма стыковки контейнера с бункером спаривают контейнер 1 с бункером 5. При помощи механического привода (на чертеже не показан) перемещают пластины 6 и 7 относительно друг друга в горизонтальной плоскости таким образом, чтобы отверстия в них совместились, при этом песок под действием гравитационных сил пересыпается из бункера 5 в контейнер 1 (фиг. 2). Уплотнение песка производят на вибростоле. После заполнения контейнера 1 песком на 2/3 высоты раскрывают зажим 14, завершают засыпку песка и перемещением пластин 6 и 7 перекрывают отверстия в днище бункера 1. С помощью механизма поворота контейнера вокруг горизонтальной оси переворачивают установку на 180° вокруг горизонтальной оси, при этом контейнер перемещается в верхнее положение, а бункер в нижнее (фиг. 3). Контейнер подключают к вакуумной системе и при достижении в форме остаточного давления 0,04-0.02 МПа производят заливку металла в литниковую чашу, Жидкий металл газифицирует блок моделей 2-3 и заполняет образовавшуюся при этом полость. После завершения процесса затвердевания металла в форме контейнер отключают от вакуумной системы и перемещают пластины 6 и 7 в положение, соответствующее совмещению отверстий (фиг. 4). Через отверстия в днище песок самопроизвольно пересыпается из контейнера в бункер, при этом отливка и элементы литниковой системы опускаются на днище бункера. После полного освобождения контейнера 1 от песка раскрывают захватные органы 13 и поднимают контейнер (фиг. 5). Отливку с элементами литниковой системы удаляют, а в зажим 14 устанавливают новый блок газифицируемых моделей. Контейнер вновь состыковывают с бункером, при этом пластины 6 и 7 устанавливают в положение, соответствующее перекрытию отверстий. Воздушную камеру 9 подключают к источнику сжатого воздуха, в теплообменник 10 подают воду для охлаждения песка, а патрубок 11 подключают к системе удаления воздуха с пылевидной фракцией. Это позволяет произвести частичную регенерацию песка "в кипящем слое" непосредственно в бункере. После этого с помощью полумуфт сцепления 15 установку переворачивают на 180° вокруг горизонтальной оси, при этом контейнер перемещается в нижнее положение, а бункер в верхнее. Цикл повторяется.
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for manufacturing and knocking-out of moulds from loose material at casting by consumable patterns
Автори англійськоюShynskyi Oleh Yosypovych, Valihura Anatolii Ivanovych, Sinchuhov Oleksandr Yurievych, Chernenko Nadiia Heorhiievna, Shulha Vasyl Tymofiiovych, Lozenko Viktor Ivanovych, Khotian Vladimir Ilich
Назва патенту російськоюУстановка для изготовления и выбивания форм из сыпучего материала при литье по газифицируемым моделям
Автори російськоюШинский Олег Иосифович, Валигура Анатолий Иванович, Синчугов Александр Юрьевич, Черненко Надежда Георгиевна, Шульга Василий Тимофеевич, Лозенко Виктор Иванович, Хотян Владимир Ильич
МПК / Мітки
МПК: B22C 7/00, B22C 9/04, B22D 29/00
Мітки: установка, моделям, вибивки, сипучого, форм, матеріалу, газифікуються, виготовлення, литті
Код посилання
<a href="https://ua.patents.su/5-1402-ustanovka-dlya-vigotovlennya-ta-vibivki-form-iz-sipuchogo-materialu-pri-litti-po-modelyam-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються</a>
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Черненко Надія Георгієвна, Шульга Василь Тимофійович, Шинський Олег Йосипович, Каранік Юрій Аполінарійович, Лозенко Віктор Іванович, Валігура Анатолій Іванович, Сінчугов Олександр Юр'євич
МПК: B22D 18/06, B22D 18/00
Мітки: виготовлення, кристалізацією, устаткування, газифікуються, моделями, виливків, тиском
Формула / Реферат:
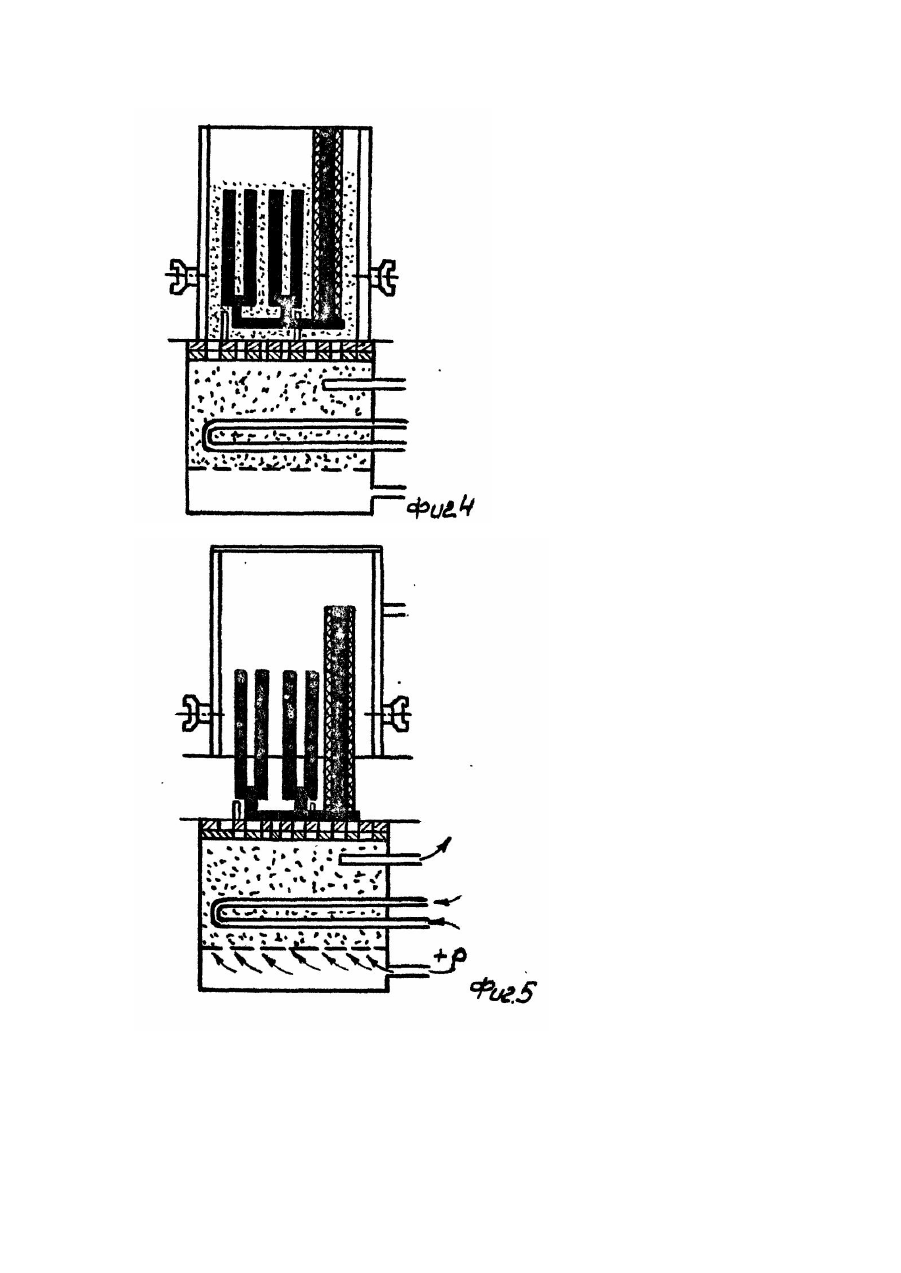
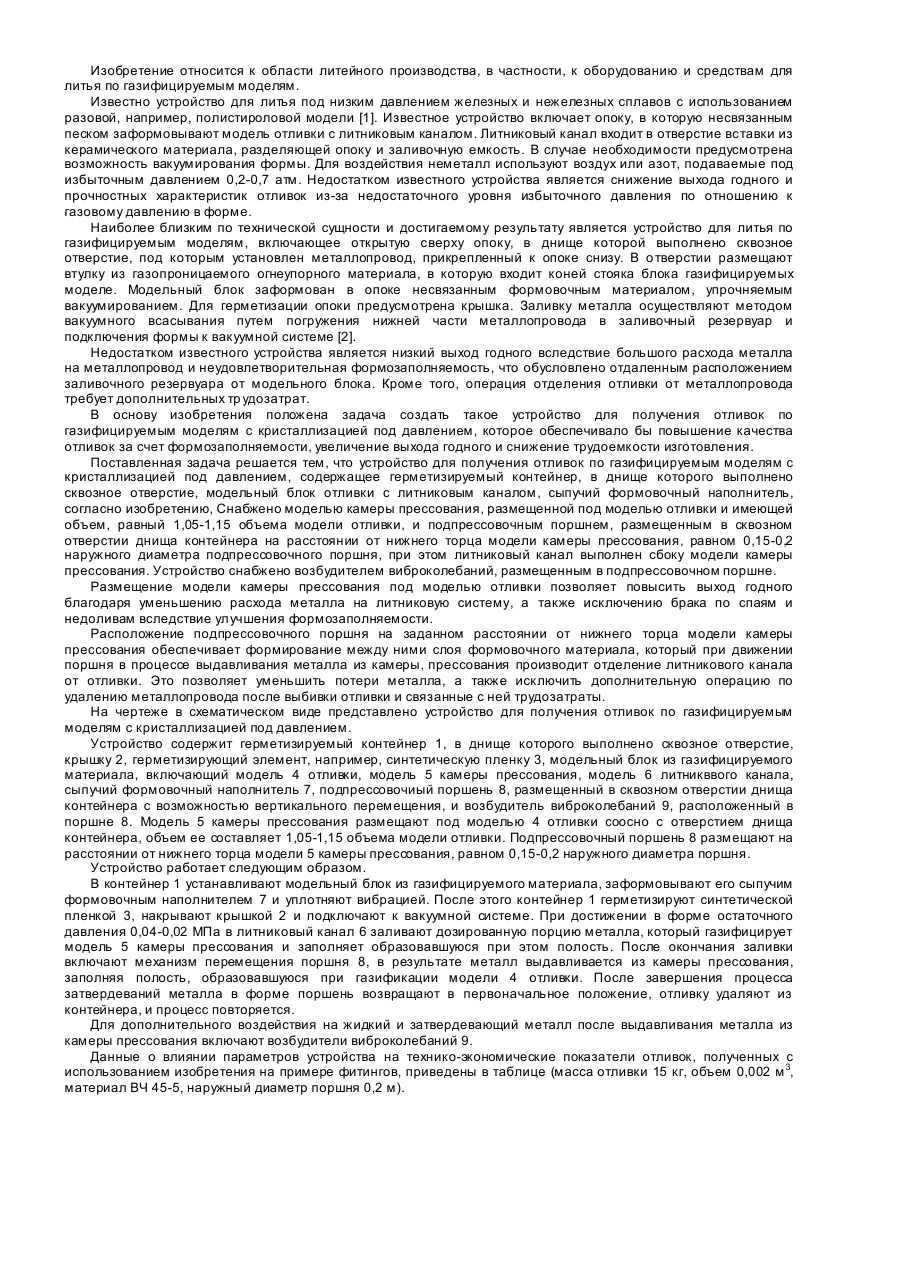
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Єфімов Віктор Олексійович, Валігура Анатолій Іванович, Шинський Олег Йосипович, Шульга Василь Тимофійович, Сінчугов Олександр Юр'євич, Примак Іван Никонорович, Черненко Надія Георгієвна
МПК: B22D 18/04, B22C 9/04
Мітки: виливків, спосіб, газифкуються, тиском, моделям, виготовлення, кристалізацією
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Спосіб виготовлення забарвленого скла та склокристалічного матеріалу
Номер патенту: 857
Опубліковано: 15.12.1993
Автори: Чоловський Михайло Федорович, Гойхман Валерій Юрійович, Поліщук Ніна Панасівна, Тютюников Микола Петрович, Цуркан Ірина Олександрівна, Ключник Іван Олексійович, Сас Раїса Іванівна
МПК: C03C 17/02
Мітки: забарвленого, матеріалу, виготовлення, спосіб, склокристалічного, скла
Формула / Реферат:
Способ получения окрашенного стекла и стеклокристаллического материала путем нанесения на горячую поверхность непрерывно движущейся ленты стекла легкоплавкой цветной гранулированной фритты, отличающийся тем, что наносят зерна фритты диаметром 0,5...2,5 мм в количестве 3...10 г на 1 м2, подавая ее из сопла бункера на конусообразный рассекатель, при этом отношение высоты расположения основания рассекателя над лентой к ее ширине -1:3... 1:4....
Спосіб виготовлення рулонного нетканого матеріалу
Номер патенту: 563
Опубліковано: 15.12.1993
Автори: Сергєєв Володимир Петрович, Чувашов Юрій Миколайович, Тутаков Олег Васильович, Джигирис Дмитро Данилович, Губова Тамара Михайлівна, Гаврилюк Микола Семенович, Божко Василь Іванович, Шусть Емма Олександрівна, Калін Михайло Миколайович, Мироненко Аркадій Іванович
МПК: D04H 1/58
Мітки: спосіб, рулонного, нетканого, матеріалу, виготовлення
Формула / Реферат:
1. Способ изготовления рулонного нетканого материала, включающий подготовку волокнистого сырья из основных волокон и связующих, формирование холста с одновременным введением связующих волокон, иглопрокалывание холста, нанесение защитной пленки и полимеризацию, отличающийся тем. что перед нанесением защитной пленки холст покрывают слоем из полихлорвиниловых волокон в количестве 5-10% от основных.2. Способ по п.1, отличающийся тем, что в...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Кокурін Олександр Миколайович, Порошин Григорій Васильович, Півень Євген Григорович
МПК: B29C 69/00, B32B 37/00
Мітки: матеріалу, листового, спосіб, шаруватого, виготовлення
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Спосіб виготовлення клейового матеріалу
Наступний патент: Масляний фільтр а.м.колтунова
Випадковий патент: Стабільний безконсервантний мідріатичний і протизапальний розчин для ін'єкцій