Штамп для відрізання прокату
Номер патенту: 25434
Опубліковано: 30.10.1998
Автори: Тарасов Олександр Федорович, Карнаух Сергій Григорович, Роганов Левко Леонідович
Формула / Реферат
Штамп для отрезки проката, содержащий корпус, в котором расположены две пары взаимно и попарно подпружиненных, ножевых вкладышей, выполненных с клиновыми поверхностями с возможностью контакта с соответствующими клиновыми поверхностями двух подпружиненных ползушек, одна из которых имеет дополнительную клиновую поверхность и размещена в подпружиненной подвижной раме, перемещаемой от ползуна пресса, с возможностью контакта с клиновой поверхностью, выполненной на подвижной рамке, а вторая ползушка установлена в направляющих корпуса с возможностью перемещения в горизонтальном направлении, отличающийся тем, что он снабжен установленными в продольных стенках корпуса с возможностью возвратно-поступательного движения задвижкой и клином для ограничения и регулировки осевого зазора между парами ножевых вкладышей, совместная плоскость реза которых размещена в пазах, выполненных в ползушках, глубина пазов определяется величиной переточки ножевых вкладышей и зазором между подвижной рамкой и корпусом штампа, при этом ползушки связаны между собой механической связью, обеспечивающей одновременное горизонтальное смещение ведущей и ведомой ползушек в направлении ножевых вкладышей, вертикальное смещение ведущей ползушки относительно ведомой, а также горизонтальную регулировку положения ведомой ползушки относительно ведущей, при этом в корпусе штампа установлен упор, контактирующий с ведущей ползушкой, подпружиненной с помощью буфера, усилие предварительного сжатия которого равно усилию поперечного зажима проката, при сжатии ножевых вкладышей до контакта с заготовкой.
Текст
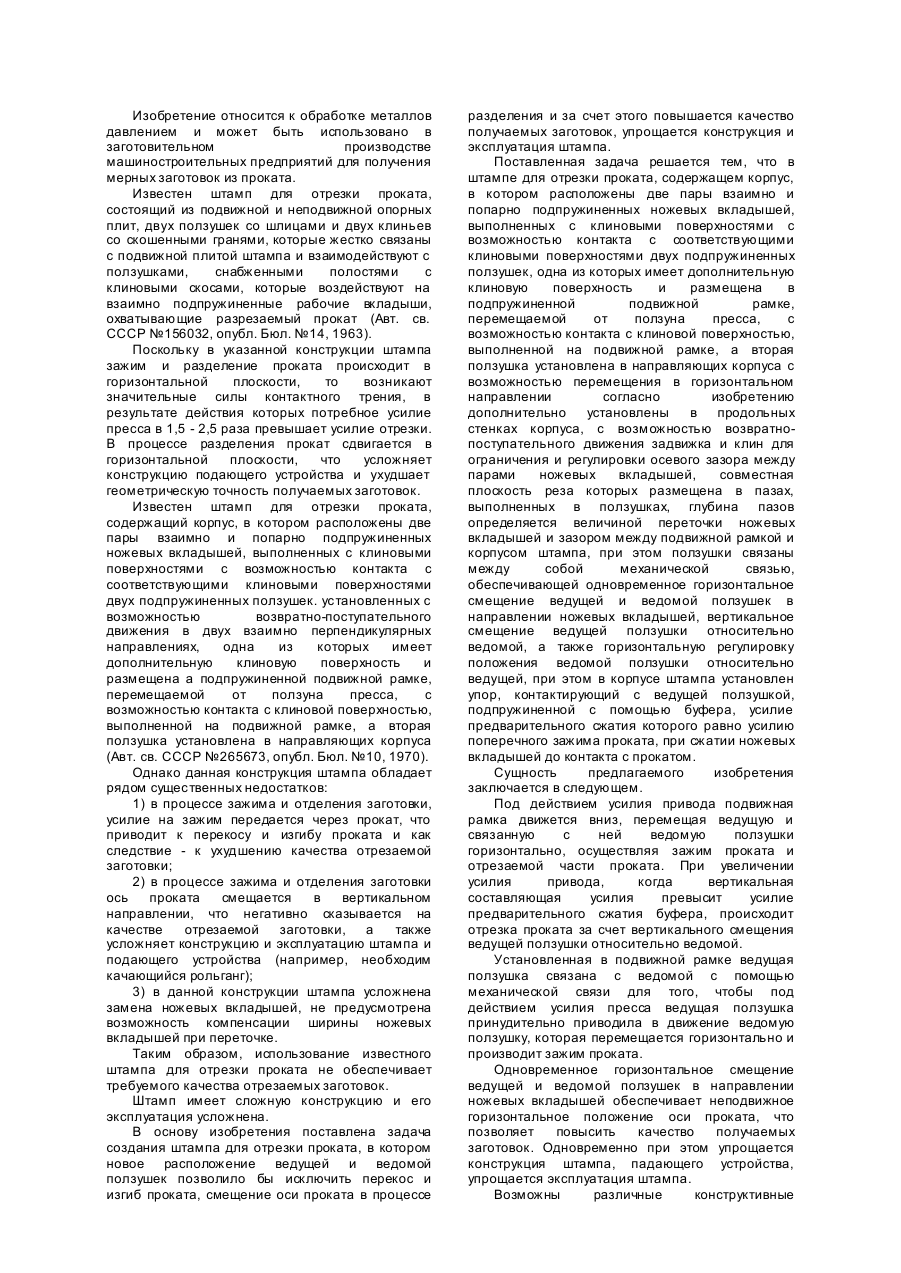
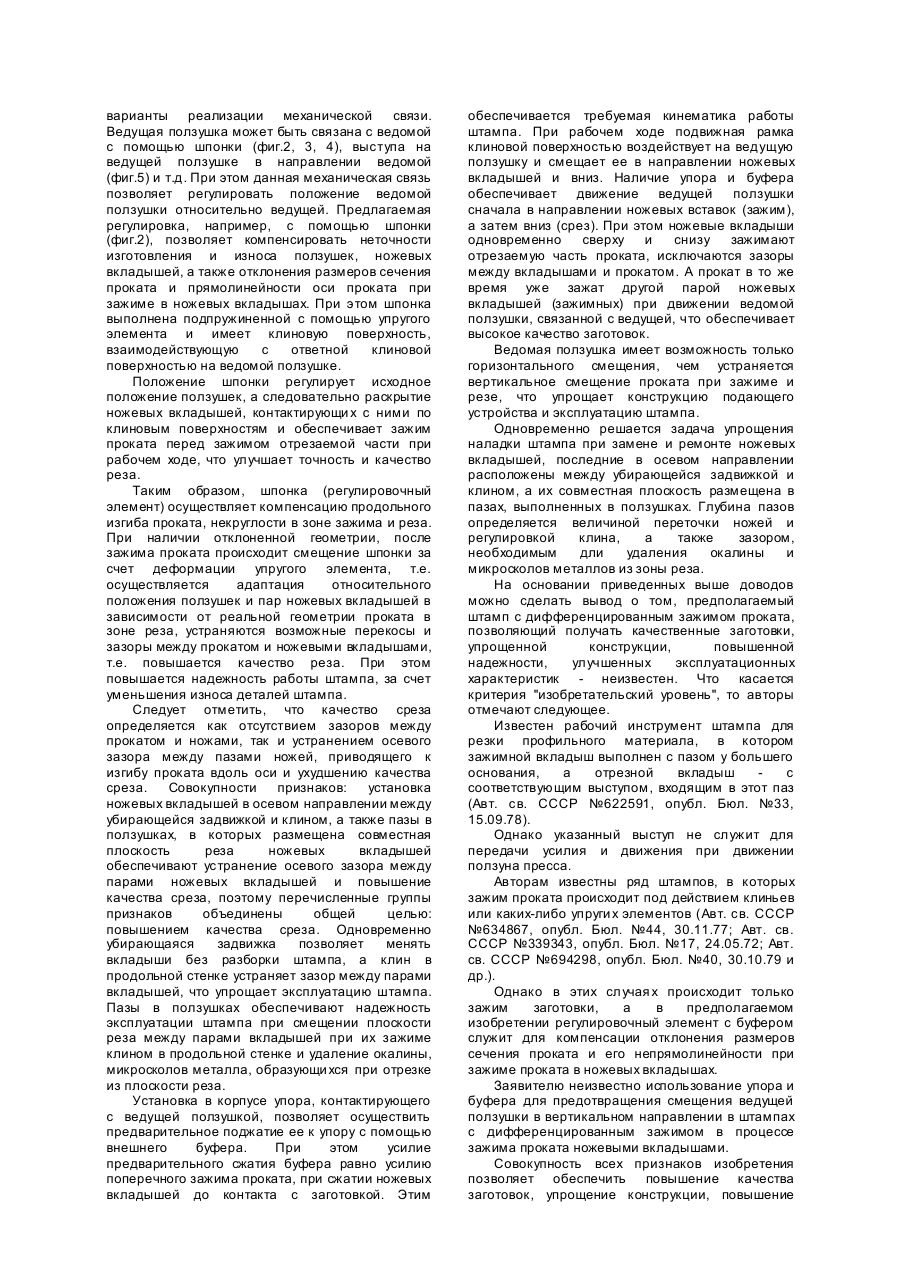
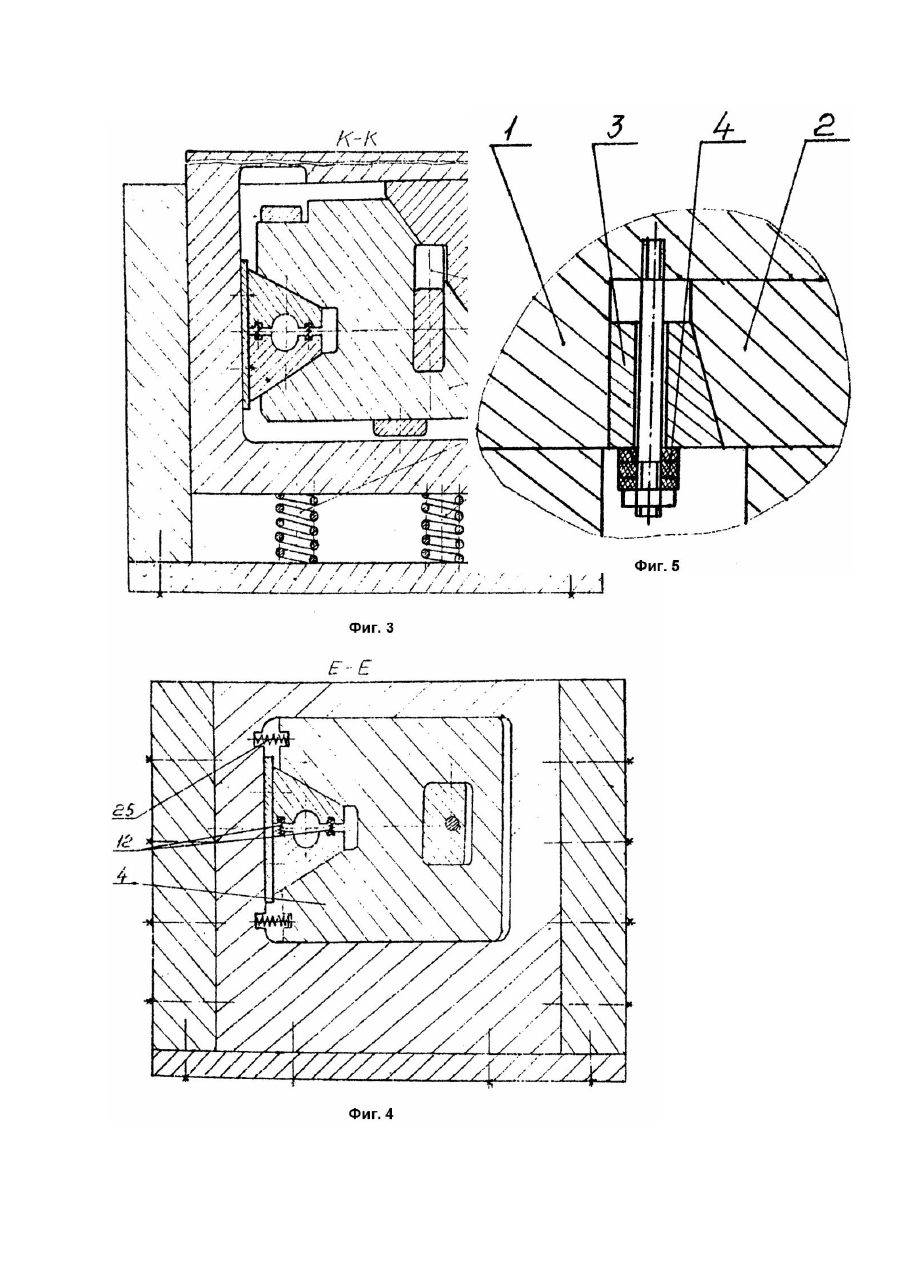
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для получения мерных заготовок из проката. Известен штамп для отрезки проката, состоящий из подвижной и неподвижной опорных плит, двух ползушек со шлицами и двух клиньев со скошенными гранями, которые жестко связаны с подвижной плитой штампа и взаимодействуют с ползушками, снабженными полостями с клиновыми скосами, которые воздействуют на взаимно подпружиненные рабочие вкладыши, охватывающие разрезаемый прокат (Авт. св. СССР №156032, опубл. Бюл. №14, 1963). Поскольку в указанной конструкции штампа зажим и разделение проката происходит в горизонтальной плоскости, то возникают значительные силы контактного трения, в результате действия которых потребное усилие пресса в 1,5 - 2,5 раза превышает усилие отрезки. В процессе разделения прокат сдвигается в горизонтальной плоскости, что усложняет конструкцию подающего устройства и ухудшает геометрическую точность получаемых заготовок. Известен штамп для отрезки проката, содержащий корпус, в котором расположены две пары взаимно и попарно подпружиненных ножевых вкладышей, выполненных с клиновыми поверхностями с возможностью контакта с соответствующими клиновыми поверхностями двух подпружиненных ползушек. установленных с возможностью возвратно-поступательного движения в двух взаимно перпендикулярных направлениях, одна из которых имеет дополнительную клиновую поверхность и размещена а подпружиненной подвижной рамке, перемещаемой от ползуна пресса, с возможностью контакта с клиновой поверхностью, выполненной на подвижной рамке, а вторая ползушка установлена в направляющих корпуса (Авт. св. СССР №265673, опубл. Бюл. №10, 1970). Однако данная конструкция штампа обладает рядом существенных недостатков: 1) в процессе зажима и отделения заготовки, усилие на зажим передается через прокат, что приводит к перекосу и изгибу проката и как следствие - к ухудшению качества отрезаемой заготовки; 2) в процессе зажима и отделения заготовки ось проката смещается в вертикальном направлении, что негативно сказывается на качестве отрезаемой заготовки, а также усложняет конструкцию и эксплуатацию штампа и подающего устройства (например, необходим качающийся рольганг); 3) в данной конструкции штампа усложнена замена ножевых вкладышей, не предусмотрена возможность компенсации ширины ножевых вкладышей при переточке. Таким образом, использование известного штампа для отрезки проката не обеспечивает требуемого качества отрезаемых заготовок. Штамп имеет сложную конструкцию и его эксплуатация усложнена. В основу изобретения поставлена задача создания штампа для отрезки проката, в котором новое расположение ведущей и ведомой ползушек позволило бы исключить перекос и изгиб проката, смещение оси проката в процессе разделения и за счет этого повышается качество получаемых заготовок, упрощается конструкция и эксплуатация штампа. Поставленная задача решается тем, что в штампе для отрезки проката, содержащем корпус, в котором расположены две пары взаимно и попарно подпружиненных ножевых вкладышей, выполненных с клиновыми поверхностями с возможностью контакта с соответствующими клиновыми поверхностями двух подпружиненных ползушек, одна из которых имеет дополнительную клиновую поверхность и размещена в подпружиненной подвижной рамке, перемещаемой от ползуна пресса, с возможностью контакта с клиновой поверхностью, выполненной на подвижной рамке, а вторая ползушка установлена в направляющих корпуса с возможностью перемещения в горизонтальном направлении согласно изобретению дополнительно установлены в продольных стенках корпуса, с возможностью возвратнопоступательного движения задвижка и клин для ограничения и регулировки осевого зазора между парами ножевых вкладышей, совместная плоскость реза которых размещена в пазах, выполненных в ползушках, глубина пазов определяется величиной переточки ножевых вкладышей и зазором между подвижной рамкой и корпусом штампа, при этом ползушки связаны между собой механической связью, обеспечивающей одновременное горизонтальное смещение ведущей и ведомой ползушек в направлении ножевых вкладышей, вертикальное смещение ведущей ползушки относительно ведомой, а также горизонтальную регулировку положения ведомой ползушки относительно ведущей, при этом в корпусе штампа установлен упор, контактирующий с ведущей ползушкой, подпружиненной с помощью буфера, усилие предварительного сжатия которого равно усилию поперечного зажима проката, при сжатии ножевых вкладышей до контакта с прокатом. Сущность предлагаемого изобретения заключается в следующем. Под действием усилия привода подвижная рамка движется вниз, перемещая ведущую и связанную с ней ведомую ползушки горизонтально, осуществляя зажим проката и отрезаемой части проката. При увеличении усилия привода, когда вертикальная составляющая усилия превысит усилие предварительного сжатия буфера, происходит отрезка проката за счет вертикального смещения ведущей ползушки относительно ведомой. Установленная в подвижной рамке ведущая ползушка связана с ведомой с помощью механической связи для того, чтобы под действием усилия пресса ведущая ползушка принудительно приводила в движение ведомую ползушку, которая перемещается горизонтально и производит зажим проката. Одновременное горизонтальное смещение ведущей и ведомой ползушек в направлении ножевых вкладышей обеспечивает неподвижное горизонтальное положение оси проката, что позволяет повысить качество получаемых заготовок. Одновременно при этом упрощается конструкция штампа, падающего устройства, упрощается эксплуатация штампа. Возможны различные конструктивные варианты реализации механической связи. Ведущая ползушка может быть связана с ведомой с помощью шпонки (фиг.2, 3, 4), выступа на ведущей ползушке в направлении ведомой (фиг.5) и т.д. При этом данная механическая связь позволяет регулировать положение ведомой ползушки относительно ведущей. Предлагаемая регулировка, например, с помощью шпонки (фиг.2), позволяет компенсировать неточности изготовления и износа ползушек, ножевых вкладышей, а также отклонения размеров сечения проката и прямолинейности оси проката при зажиме в ножевых вкладышах. При этом шпонка выполнена подпружиненной с помощью упругого элемента и имеет клиновую поверхность, взаимодействующую с ответной клиновой поверхностью на ведомой ползушке. Положение шпонки регулирует исходное положение ползушек, а следовательно раскрытие ножевых вкладышей, контактирующи х с ними по клиновым поверхностям и обеспечивает зажим проката перед зажимом отрезаемой части при рабочем ходе, что улучшает точность и качество реза. Таким образом, шпонка (регулировочный элемент) осуществляет компенсацию продольного изгиба проката, некруглости в зоне зажима и реза. При наличии отклоненной геометрии, после зажима проката происходит смещение шпонки за счет деформации упругого элемента, т.е. осуществляется адаптация относительного положения ползушек и пар ножевых вкладышей в зависимости от реальной геометрии проката в зоне реза, устраняются возможные перекосы и зазоры между прокатом и ножевыми вкладышами, т.е. повышается качество реза. При этом повышается надежность работы штампа, за счет уменьшения износа деталей штампа. Следует отметить, что качество среза определяется как отсутствием зазоров между прокатом и ножами, так и устранением осевого зазора между пазами ножей, приводящего к изгибу проката вдоль оси и ухудшению качества среза. Совокупности признаков: установка ножевых вкладышей в осевом направлении между убирающейся задвижкой и клином, а также пазы в ползушках, в которых размещена совместная плоскость реза ножевых вкладышей обеспечивают устранение осевого зазора между парами ножевых вкладышей и повышение качества среза, поэтому перечисленные группы признаков объединены общей целью: повышением качества среза. Одновременно убирающаяся задвижка позволяет менять вкладыши без разборки штампа, а клин в продольной стенке устраняет зазор между парами вкладышей, что упрощает эксплуатацию штампа. Пазы в ползушках обеспечивают надежность эксплуатации штампа при смещении плоскости реза между парами вкладышей при их зажиме клином в продольной стенке и удаление окалины, микросколов металла, образующи хся при отрезке из плоскости реза. Установка в корпусе упора, контактирующего с ведущей ползушкой, позволяет осуществить предварительное поджатие ее к упору с помощью внешнего буфера. При этом усилие предварительного сжатия буфера равно усилию поперечного зажима проката, при сжатии ножевых вкладышей до контакта с заготовкой. Этим обеспечивается требуемая кинематика работы штампа. При рабочем ходе подвижная рамка клиновой поверхностью воздействует на ведущую ползушку и смещает ее в направлении ножевых вкладышей и вниз. Наличие упора и буфера обеспечивает движение ведущей ползушки сначала в направлении ножевых вставок (зажим), а затем вниз (срез). При этом ножевые вкладыши одновременно сверху и снизу зажимают отрезаемую часть проката, исключаются зазоры между вкладышами и прокатом. А прокат в то же время уже зажат другой парой ножевых вкладышей (зажимных) при движении ведомой ползушки, связанной с ведущей, что обеспечивает высокое качество заготовок. Ведомая ползушка имеет возможность только горизонтального смещения, чем устраняется вертикальное смещение проката при зажиме и резе, что упрощает конструкцию подающего устройства и эксплуатацию штампа. Одновременно решается задача упрощения наладки штампа при замене и ремонте ножевых вкладышей, последние в осевом направлении расположены между убирающейся задвижкой и клином, а их совместная плоскость размещена в пазах, выполненных в ползушках. Глубина пазов определяется величиной переточки ножей и регулировкой клина, а также зазором, необходимым дли удаления окалины и микросколов металлов из зоны реза. На основании приведенных выше доводов можно сделать вывод о том, предполагаемый штамп с дифференцированным зажимом проката, позволяющий получать качественные заготовки, упрощенной конструкции, повышенной надежности, улучшенных эксплуатационных характеристик - неизвестен. Что касается критерия "изобретательский уровень", то авторы отмечают следующее. Известен рабочий инструмент штампа для резки профильного материала, в котором зажимной вкладыш выполнен с пазом у большего основания, а отрезной вкладыш с соответствующим выступом, входящим в этот паз (Авт. св. СССР №622591, опубл. Бюл. №33, 15.09.78). Однако указанный выступ не служит для передачи усилия и движения при движении ползуна пресса. Авторам известны ряд штампов, в которых зажим проката происходит под действием клиньев или каких-либо упруги х элементов (Авт. св. СССР №634867, опубл. Бюл. №44, 30.11.77; Авт. св. СССР №339343, опубл. Бюл. №17, 24.05.72; Авт. св. СССР №694298, опубл. Бюл. №40, 30.10.79 и др.). Однако в этих случая х происходит только зажим заготовки, а в предполагаемом изобретении регулировочный элемент с буфером служит для компенсации отклонения размеров сечения проката и его непрямолинейности при зажиме проката в ножевых вкладышах. Заявителю неизвестно использование упора и буфера для предотвращения смещения ведущей ползушки в вертикальном направлении в штампах с дифференцированным зажимом в процессе зажима проката ножевыми вкладышами. Совокупность всех признаков изобретения позволяет обеспечить повышение качества заготовок, упрощение конструкции, повышение надежности и улучшение эксплуатационных характеристик устройства. На фиг.1 показано сечение штампа А - А; на фиг.2 - сечение штампа для отрезки проката в горизонтальной плоскости по оси проката Б - Б; на фиг.3 - сечение E - E; на фиг.4 - сечение К - К; на фиг.5 - пример выполнения механической связи между ведущей ползушкой и ведомой. Штамп для отрезки проката (фиг.1 - 4) состоит из подвижной 1 и неподвижной 2 рамки, в которых расположены ведущая 3 и ведомая 4 ползушки. Ползушка 3, установленная в подвижной рамке 1, контактирует с ней по клиновой поверхности, для чего в подвижной рамке 1 закреплен упорный клин 5. Ведомая ползушка 4, установленная в неподвижной рамке 2, имеет возможность смещаться только в горизонтальном направлении. Ползушки 3 и 4 связаны друг с другом посредством камня 6, имеющего плоскую 7 и клиновую поверхность 8 с амортизатором 9. В ползушке 3 и клине 5 выполнена полость 10 с целью обеспечения возможности вертикального смещения ведущей ползушки относительно ведомой. Такая конструкция обеспечивает совместное горизонтальное смещение ползушек 3 и 4, при независимом вертикальном смещении ведущей ползушки 3 и подвижной рамки 1 относительно ведомой ползушки 4. В вырезах ползушек 3 и 4 установлены две пары ножевых вкладышей 11, также имеющих клиновые поверхности. Ножевые вкладыши 11 выполнены взаимозаменяемыми и тем самым обеспечивают переход на другой диаметр разделяемого проката. Разделение ножевых вкладышей 11 после окончания зажима обеспечивается пружинами 12. Корпус штампа состоит из двух продольных 13 и 14, и двух поперечных 15, 16 вертикальных стенок. Причем поперечные стенки 15 и 16 охватывают продольные 13 и 14 выступами, обеспечивая жесткость конструкции под действием распорных усилий со стороны ножевых вкладышей 11 при разделении проката. Для регулировки зазоров между парами ножевых вкладышей 11 в продольной стенке 13 со стороны подачи проката установлен клин 17, обеспечивающий осевое поджатие ножевых вкладышей 11 и компенсацию изменения их толщины при переточке. Перемещение клина 17 обеспечивается болтом 18, который фиксируется гайкой 19. В продольной стенке 14 со стороны отрезаемой заготовки сделано фигурное отверстие 2, обеспечивающее установку и замену ножей. Отверстие перекрывается задвижкой 21. Подвижная рамка 1 подпружинена с помощью пружин 22, которые предназначены для возвращения рамки 1 в исходное положение. При этом ползушка 3 также подпружинена с помощью буфера 23, усилие предварительного сжатия которого равно усилию поперечного зажима проката, при сжатии ножевых вкладышей до контакта с прокатом. Этим обеспечивается требуемая кинематика работы штампа. Ограничение вертикального перемещения ползушки 3 обеспечивается упором 24, закрепленном на продольной стенке 14. Возвращение ведомой 4 и через нее ведущей ползушки 3 в исходное положение осуществляется пружинами 25. Штамп для отрезки проката работает следующим образом. Штамп в исходном положении закреплен на нижней плите пресса. Внешний буфер 23 и пружины 22 поддерживают ведущую ползушк у 3 и подвижную раму 1 в исходном положении. Подвижная рамка 1 установлена в корпусе штампа, состоящем из двух продольных 13, 14 и двух поперечных 15, 16 вертикальных стенок, где также закреплена неподвижная рамка 2. После подачи проката до упора (не показан) производится рабочий ход ползуна пресса. Ползун пресса опускается на верхний торец подвижной рамки 1 и смещает ее вниз. Подвижная рамка 1 через упорный клин 5 смещает ведущую ползушк у 3 в сторону ножевых вкладышей 11 в горизонтальном направлении. Смещению ведущей ползушки 3 вниз препятствуе т усилие буфера 23. Поскольку усилие предварительного сжатия буфера 23 превышает усилие сжатия пружин 12 ножевых вкладышей 11, то ведущая ползушка 3 будет двигаться горизонтально в сторону ножевых вкладышей 11 вдоль плиты 26 буфера 23 и упора 24, который закреплен на продольной стенке 14 и. ограничивает вертикальное перемещение ползушки 3. При этом, поскольку ползушка 3 связана с ползушкой 4 с помощью камня 6 с амортизатором 9, ползушка 4 принудительно двигается совместно с ползушкой 3 горизонтально в сторону ножевых вкладышей в плоскости, выполненной в неподвижной рамке 2. При этом происходит зажим проката в парах ножевых вкладышей 11 ведущей 3 и ведомой 4 ползушек. После того как ползушки займут крайнее горизонтальное положение (произойдет зажим проката) под действием усилия пресса ведущая ползушка 3, преодолевая сопротивление буфера 23, начинает двигаться вниз, осуществляя вертикальное смещение одной пары ножевых вкладышей 11, расположенных в подвижной рамке 1, относительно второй пары, которая расположена в неподвижной рамке 2. При этом камень 6 остается неподвижным совместно с ведомой ползушкой 4. А ведущая ползушка 3 смещается относительно ведомой 4 в вертикальной плоскости, занимая крайнее нижнее положение. При этом камень 6 занимает полость 10, выполненную в ведущей ползушке 3 и клине 5. При этом происходит разделение проката. Регулировка положения ведомой ползушки 4 относительно ведущей 3 осуществляется с помощью камня 6, имеющего клиновую поверхность 8. Под действием усилия толкающего болта 27 камень 6 движется в сторону ведущей ползушки 3, смещая при этом ведомую 4 в сторону ножевых вкладышей 11 и тем самым уменьшая зазор между парой ножевых вкладышей (зажимных) 11. Таким образом можно обеспечить зажим проката первоначально в паре ножевых вкладышей, расположенных в ведомой ползушке 4. Тем самым повышается качество отрезанных заготовок. Регулировка зазоров между парами ножевых вкладышей 11 осуществляется с помощью клина 17, который под действием усилия болта 18 движется в продольной стенке 13. Амортизатор 9 компенсирует наличие отклонений геометрии проката после зажима в паре ножевых вкладышей 11 (зажимных) в ведомой ползушке 4. Замена ножевых вкладышей 11 осуществляется без разборки штампа. Для замены ножевых вкладышей 11 через фигурное отверстие 20 в продольной стенке 14 задвижка 21 смещается в крайнее положение и вкладыши 11 выжимаются со стороны клина 17. От вертикального перемещения ползушку 3 ограничивает упор 24, который также выполнен с клиновой поверхностью. Под действием усилия толкающего болта 28 упор 24 движется вперед и регулирует положение ведущей ползушки 3. Камень 6, упор 24 и клин 17 имеют возможность возврата в начальное положение с помощью тянущи х болтов соответственно 29, 30, 31. После окончания отрезки заготовки подвижная рамка 1 возвращается в исходное положение до упора 24 пружинами 22 и буфером 23. Одновременно с возвратом ведущей ползушки 3 буфером 23 происходит перемещение ведомой ползушки 4, а через нее ведущей ползушки 3 в горизонтальном направлении в сторону, противоположную ножевым вкладышам 11 под действием усилия пружин 25. При этом ножевые вкладыши 11 раздвигаются пружинами 12, освобождая пруток и отрезанную заготовку. Затем рабочий цикл повторяется. На фиг.5 показан пример выполнения механической связи между ведущей ползушкой 1 и ведомой 2. Ползушки 1,2 связаны между собой посредством выступа на ведущей ползушке 1 и клина-компенсатора 3 с буфером 4, состоящего из набора металлических и эластичных шайб. Такая конструкция обеспечивает совместное горизонтальное смещение ползушек 1, 2, при независимом вертикальном смещении ведущей ползушки 1 совместно с подвижной рамкой. Установленный между выступом ведущей ползушки 1 и боковым торцем ведомой ползушки 2 клин-компенсатор 3 обеспечивает возможность регулировки положения ползушек 1, 2 из-за неточности изготовления и износа ножевых вкладышей. Клин-компенсатор 3 выполнен полупружиненным с помощью буфера 4 с целью компенсации отклонения размеров сечения проката и его непрямолинейности при зажиме проката в ножевых вкладышах.
ДивитисяДодаткова інформація
Автори англійськоюTarasov Oleksandr Fedorovych, Roganov Levko Leonidovych, Karnaukh Serhii Hryhorovych
Автори російськоюТарасов Александр Федорович, Роганов Левко Леонидович, Карнаух Сергей Григорьевич
МПК / Мітки
МПК: B23D 23/00
Мітки: відрізання, штамп, прокату
Код посилання
<a href="https://ua.patents.su/5-25434-shtamp-dlya-vidrizannya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Штамп для відрізання прокату</a>
Штамп для чистової вирубки або пробивки
Номер патенту: 4642
Опубліковано: 28.12.1994
Автор: Совгірь Олександр Євгенович
МПК: B21D 28/02
Мітки: пробивки, вирубки, чистової, штамп
Формула / Реферат:
Штамп для чистовой вырубки или пробивки, содержащий в одной части жестко связанные с ней клинья, ползушки, имеющие каждая полость с клиновыми поверхностями и расположенные с возможностью взаимодействия с клиньями, матрицу и прижим-съемник в виде вкладышей, связанных между собой пружинами, имеющих каждый наружные клиновые поверхности и расположенных один над другим с возможностью взаимодействия с клиновыми поверхностями ползушек, а также - в...
Штамп для рубки профільного і листового прокату
Номер патенту: 9933
Опубліковано: 30.09.1996
Автор: Голубничий Іван Єгорович
МПК: B23D 23/00, B21D 28/14
Мітки: профільного, рубки, листового, прокату, штамп
Формула / Реферат:
Штамп для рубки профильного и листового проката, содержащий подвижную и неподвижную плиты, матрицу с подвижной секцией, пуансон с подвижной секцией и механизм переключения с ползушкой, отличающийся тем, что он снабжен установленной на неподвижной плите обоймой, при этом секция матрицы и пуансона подпружинена и установлена в обойме с возможностью поступательного перемещения в вертикальной плоскости на величину, равную зазору между обоймой и...
Штамп для пробивання отворів в трубах
Номер патенту: 15878
Опубліковано: 30.06.1997
Автори: Поданенко Володимир Ілліч, Шнітман Лев Ісакович
МПК: B21D 28/24
Мітки: пробивання, штамп, трубах, отворів
Формула / Реферат:
(57) Штамп для пробивки отверстий в трубах, содержащий подвижную верхню часть, неподвижную нижнюю плиту, связанный с ней ложемент для установки труб, пуансоны, установленные диаметрально противоположно с возможностью перемещения вдоль горизонтальной оси, механизм их перемещения, включающий клиновые пары с клиньями с односторонними скосами, пружины и деталь, размещенную с возможностью относительного перемещения в полости нижней плиты и...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Мітки: стального, спосіб, прокату, обробки
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Штамп витяжний

Номер патенту: 12148
Опубліковано: 25.12.1996
Автори: Дмітрієв Констянтин Микитович, Мебель Мойсей Шаєвич, Рудой Фелікс Михайлович, Рапопорт Борис Мойсейович
МПК: B21D 22/00
Формула / Реферат:
Штамп для вытяжки, содержащий установленную на верхней плите полую матрицу, в полости которой размещен вертикально подвижный выталкиватель, и размещенные на нижней плите пуансон и прижим, отличающийся тем, что, с целью повышения надежности удаления готовых изделий из штампа, путем создания вакуума в рабочей полости матрицы, верхняя плита и выталкиватель выполнены с соответствующими каналами, соединяющими рабочую полость матрицы между...
Попередній патент: Спосіб виплавляння феронікелевої лігатури
Наступний патент: Ультразвуковий безконтактний спосіб визначення товщини та пристрій для його здійснення
Випадковий патент: Складаний парасоль