Формовочна машина для виготовлення ливарних форм
Номер патенту: 31
Опубліковано: 28.02.1997
Автори: Бернацька Ірина Миколайовна, Плужніков Юрій Михайлович, Рябонеділя Віталій Миколайович, Пучканьов Анатолій Михайлович, Коляда Володимир Олександрович, Зміївський Микола Никифорович, Аксенко Олександр Олександрович

Формула / Реферат
1.Формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, отличающаяся тем, что попарно установленные с каждой из сторон рабочего стола штифты кинематически связаны между собой посредством общего поршневого привода их поворота, установленного горизонтально между нижними концами штифтов так, что один из них шарнирно соединен со штоком этого привода, а другой - с его корпусом, при этом средняя часть штифтов расположена во внутренней полости стаканов, закрепленных на ограничителе перемещения прессового поршня и шарнирно соединена с ними.
2. Формовочная машина по п. 1, отличающаяся тем, что на внутренней поверхности стаканов выполнен односторонний скос, шириной, превышающей наружный диаметр штифта.
3. Формовочная машина по пп. 1 и 2, отличающаяся тем, что стаканы выполнены съемными.
Текст
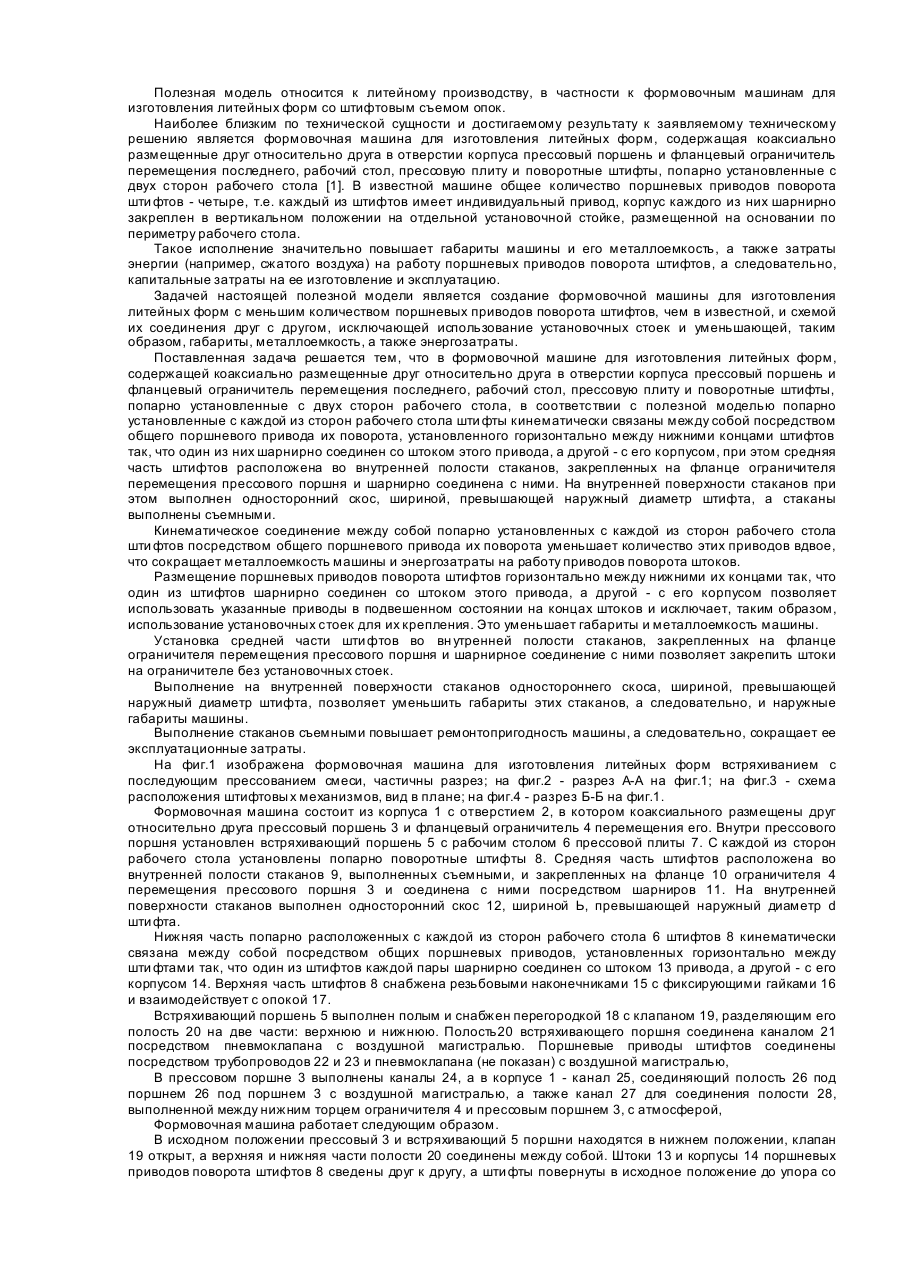
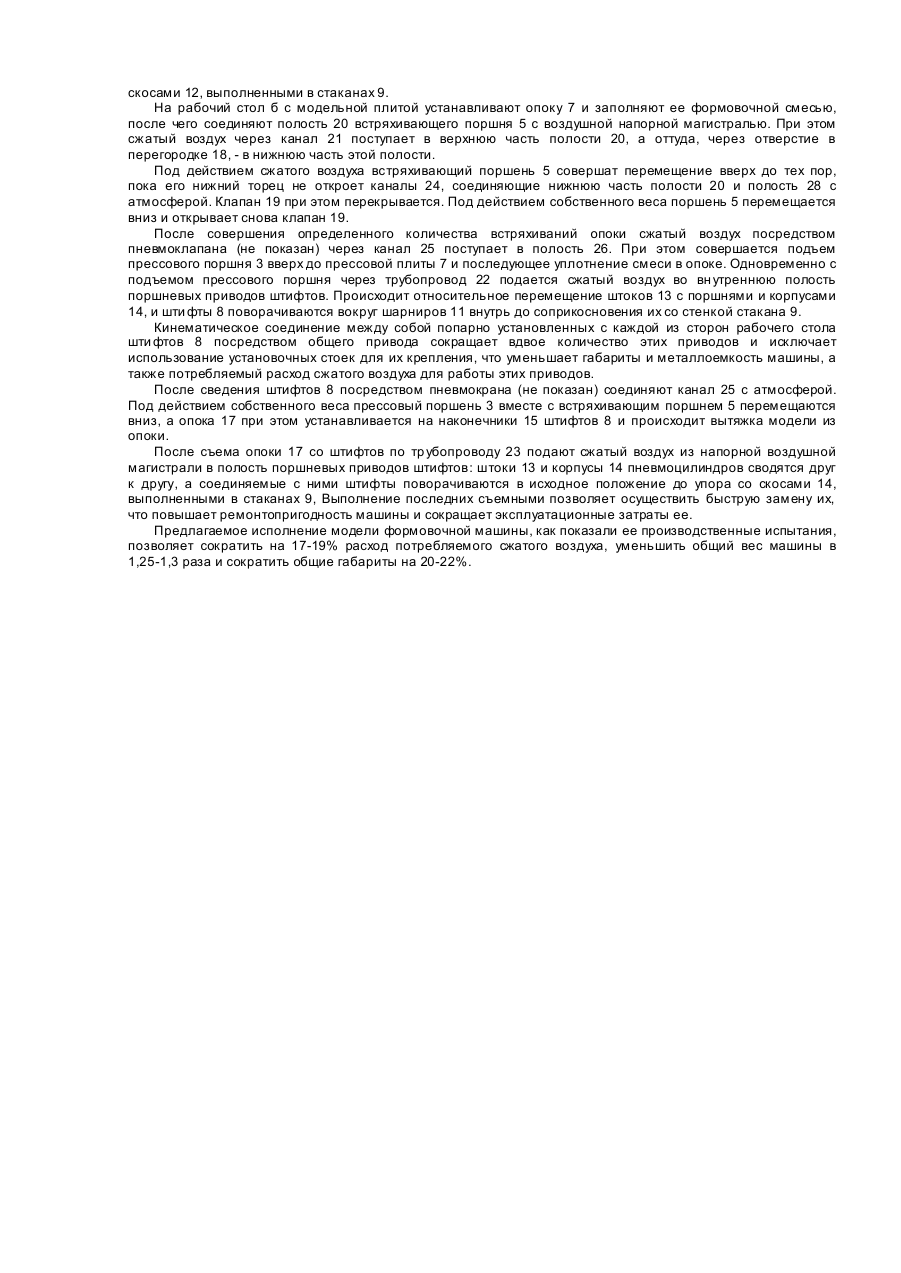
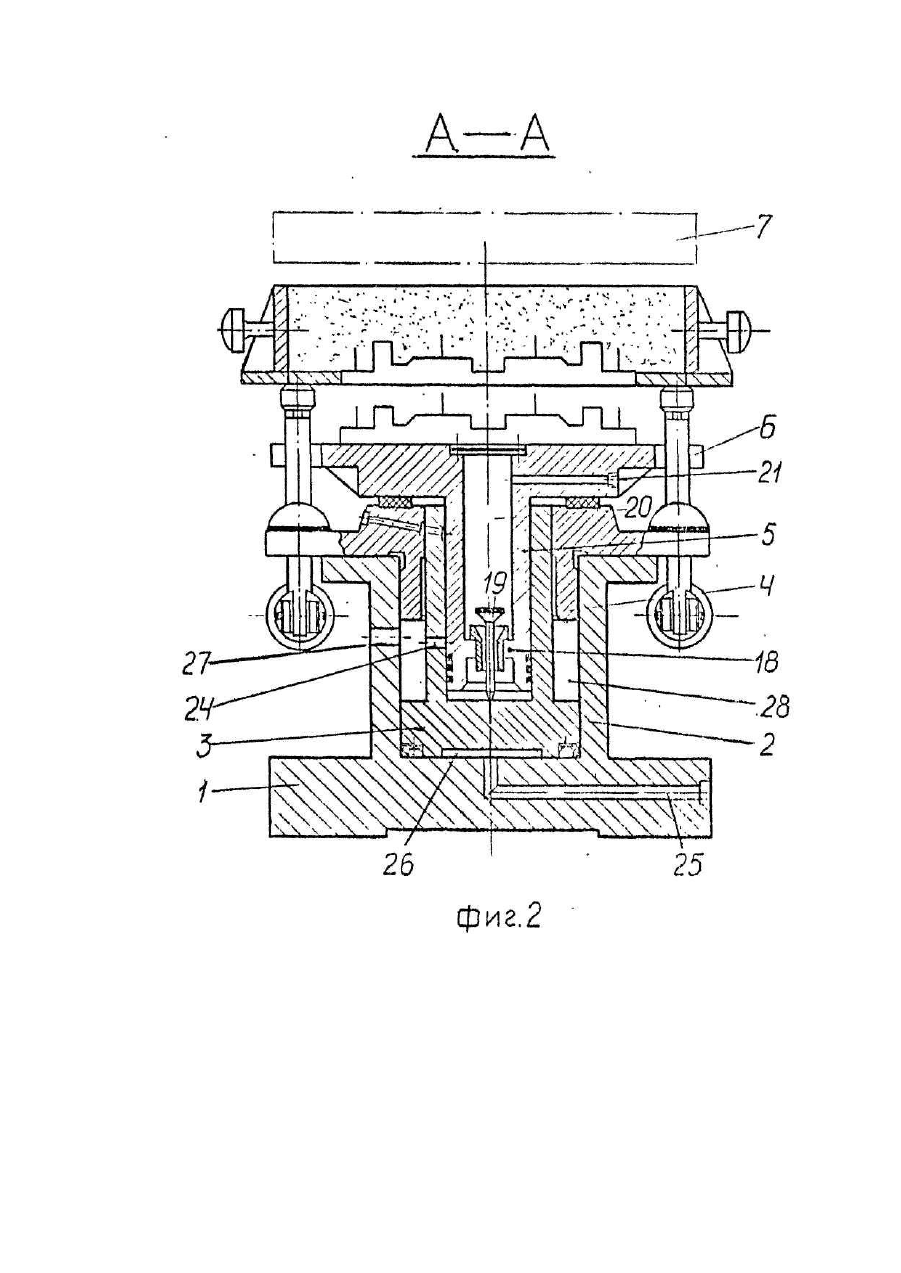
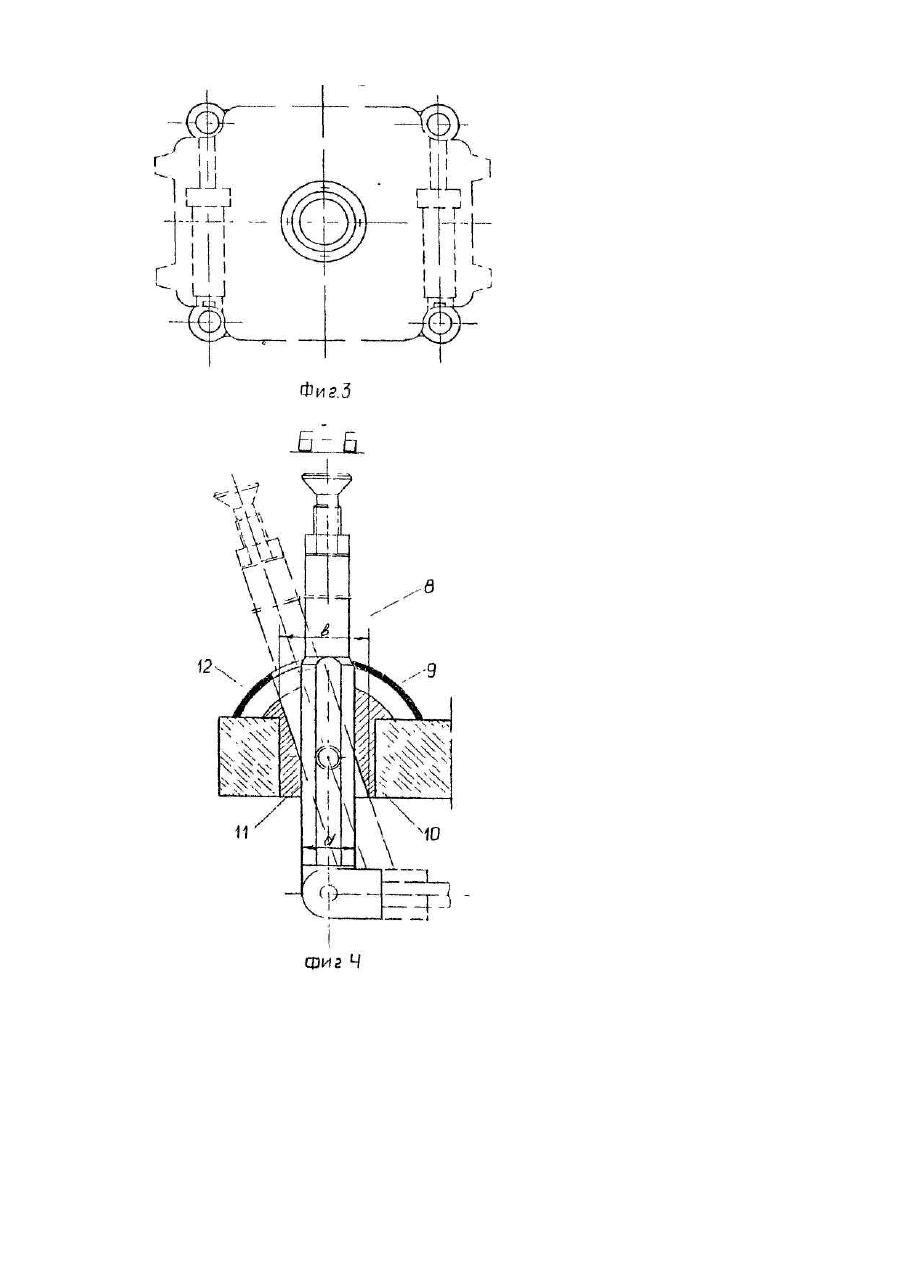
Полезная модель относится к литейному производству, в частности к формовочным машинам для изготовления литейных форм со штифтовым съемом опок. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола [1]. В известной машине общее количество поршневых приводов поворота шти фтов - четыре, т.е. каждый из штифтов имеет индивидуальный привод, корпус каждого из них шарнирно закреплен в вертикальном положении на отдельной установочной стойке, размещенной на основании по периметру рабочего стола. Такое исполнение значительно повышает габариты машины и его металлоемкость, а также затраты энергии (например, сжатого воздуха) на работу поршневых приводов поворота штифтов, а следовательно, капитальные затраты на ее изготовление и эксплуатацию. Задачей настоящей полезной модели является создание формовочной машины для изготовления литейных форм с меньшим количеством поршневых приводов поворота штифтов, чем в известной, и схемой их соединения друг с другом, исключающей использование установочных стоек и уменьшающей, таким образом, габариты, металлоемкость, а также энергозатраты. Поставленная задача решается тем, что в формовочной машине для изготовления литейных форм, содержащей коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, в соответствии с полезной моделью попарно установленные с каждой из сторон рабочего стола шти фты кинематически связаны между собой посредством общего поршневого привода их поворота, установленного горизонтально между нижними концами штифтов так, что один из них шарнирно соединен со штоком этого привода, а другой - с его корпусом, при этом средняя часть штифтов расположена во внутренней полости стаканов, закрепленных на фланце ограничителя перемещения прессового поршня и шарнирно соединена с ними. На внутренней поверхности стаканов при этом выполнен односторонний скос, шириной, превышающей наружный диаметр штифта, а стаканы выполнены съемными. Кинематическое соединение между собой попарно установленных с каждой из сторон рабочего стола шти фтов посредством общего поршневого привода их поворота уменьшает количество этих приводов вдвое, что сокращает металлоемкость машины и энергозатраты на работу приводов поворота штоков. Размещение поршневых приводов поворота штифтов горизонтально между нижними их концами так, что один из штифтов шарнирно соединен со штоком этого привода, а другой - с его корпусом позволяет использовать указанные приводы в подвешенном состоянии на концах штоков и исключает, таким образом, использование установочных стоек для их крепления. Это уменьшает габариты и металлоемкость машины. Установка средней части шти фтов во вн утренней полости стаканов, закрепленных на фланце ограничителя перемещения прессового поршня и шарнирное соединение с ними позволяет закрепить штоки на ограничителе без установочных стоек. Выполнение на внутренней поверхности стаканов одностороннего скоса, шириной, превышающей наружный диаметр штифта, позволяет уменьшить габариты этих стаканов, а следовательно, и наружные габариты машины. Выполнение стаканов съемными повышает ремонтопригодность машины, а следовательно, сокращает ее эксплуатационные затраты. На фиг.1 изображена формовочная машина для изготовления литейных форм встряхиванием с последующим прессованием смеси, частичны разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - схема расположения штифтовы х механизмов, вид в плане; на фиг.4 - разрез Б-Б на фиг.1. Формовочная машина состоит из корпуса 1 с отверстием 2, в котором коаксиального размещены друг относительно друга прессовый поршень 3 и фланцевый ограничитель 4 перемещения его. Внутри прессового поршня установлен встряхивающий поршень 5 с рабочим столом 6 прессовой плиты 7. С каждой из сторон рабочего стола установлены попарно поворотные штифты 8. Средняя часть штифтов расположена во внутренней полости стаканов 9, выполненных съемными, и закрепленных на фланце 10 ограничителя 4 перемещения прессового поршня 3 и соединена с ними посредством шарниров 11. На внутренней поверхности стаканов выполнен односторонний скос 12, шириной Ь, превышающей наружный диаметр d штифта. Нижняя часть попарно расположенных с каждой из сторон рабочего стола 6 штифтов 8 кинематически связана между собой посредством общих поршневых приводов, установленных горизонтально между шти фтами так, что один из штифтов каждой пары шарнирно соединен со штоком 13 привода, а другой - с его корпусом 14. Верхняя часть штифтов 8 снабжена резьбовыми наконечниками 15 с фиксирующими гайками 16 и взаимодействует с опокой 17. Встряхивающий поршень 5 выполнен полым и снабжен перегородкой 18 с клапаном 19, разделяющим его полость 20 на две части: верхнюю и нижнюю. Полость20 встряхивающего поршня соединена каналом 21 посредством пневмоклапана с воздушной магистралью. Поршневые приводы штифтов соединены посредством трубопроводов 22 и 23 и пневмоклапана (не показан) с воздушной магистралью, В прессовом поршне 3 выполнены каналы 24, а в корпусе 1 - канал 25, соединяющий полость 26 под поршнем 26 под поршнем 3 с воздушной магистралью, а также канал 27 для соединения полости 28, выполненной между нижним торцем ограничителя 4 и прессовым поршнем 3, с атмосферой, Формовочная машина работает следующим образом. В исходном положении прессовый 3 и встряхивающий 5 поршни находятся в нижнем положении, клапан 19 открыт, а верхняя и нижняя части полости 20 соединены между собой. Штоки 13 и корпусы 14 поршневых приводов поворота штифтов 8 сведены друг к другу, а шти фты повернуты в исходное положение до упора со скосами 12, выполненными в стаканах 9. На рабочий стол б с модельной плитой устанавливают опоку 7 и заполняют ее формовочной смесью, после чего соединяют полость 20 встряхивающего поршня 5 с воздушной напорной магистралью. При этом сжатый воздух через канал 21 поступает в верхнюю часть полости 20, а оттуда, через отверстие в перегородке 18, - в нижнюю часть этой полости. Под действием сжатого воздуха встряхивающий поршень 5 совершат перемещение вверх до тех пор, пока его нижний торец не откроет каналы 24, соединяющие нижнюю часть полости 20 и полость 28 с атмосферой. Клапан 19 при этом перекрывается. Под действием собственного веса поршень 5 перемещается вниз и открывает снова клапан 19. После совершения определенного количества встряхиваний опоки сжатый воздух посредством пневмоклапана (не показан) через канал 25 поступает в полость 26. При этом совершается подъем прессового поршня 3 вверх до прессовой плиты 7 и последующее уплотнение смеси в опоке. Одновременно с подъемом прессового поршня через трубопровод 22 подается сжатый воздух во вн утреннюю полость поршневых приводов штифтов. Происходит относительное перемещение штоков 13 с поршнями и корпусами 14, и шти фты 8 поворачиваются вокруг шарниров 11 внутрь до соприкосновения их со стенкой стакана 9. Кинематическое соединение между собой попарно установленных с каждой из сторон рабочего стола шти фтов 8 посредством общего привода сокращает вдвое количество этих приводов и исключает использование установочных стоек для их крепления, что уменьшает габариты и металлоемкость машины, а также потребляемый расход сжатого воздуха для работы этих приводов. После сведения штифтов 8 посредством пневмокрана (не показан) соединяют канал 25 с атмосферой. Под действием собственного веса прессовый поршень 3 вместе с встряхивающим поршнем 5 перемещаются вниз, а опока 17 при этом устанавливается на наконечники 15 штифтов 8 и происходит вытяжка модели из опоки. После съема опоки 17 со штифтов по тр убопроводу 23 подают сжатый воздух из напорной воздушной магистрали в полость поршневых приводов штифтов: штоки 13 и корпусы 14 пневмоцилиндров сводятся друг к другу, а соединяемые с ними штифты поворачиваются в исходное положение до упора со скосами 14, выполненными в стаканах 9, Выполнение последних съемными позволяет осуществить быструю замену их, что повышает ремонтопригодность машины и сокращает эксплуатационные затраты ее. Предлагаемое исполнение модели формовочной машины, как показали ее производственные испытания, позволяет сократить на 17-19% расход потребляемого сжатого воздуха, уменьшить общий вес машины в 1,25-1,3 раза и сократить общие габариты на 20-22%.
ДивитисяДодаткова інформація
Автори англійськоюKoliada Volodymyr Oleksandrovych, Pluzhnikov Yurii Mykhailovych, Zmiivskyi Mykola Nykyforovych, Aksenko Oleksandr Oleksandrovych, Riabonedilia Vitalii Mykolaiovych
Автори російськоюКоляда Владимир Александрович, Плужников Юрий Михайлович, Змеевский Николай Никифорович, Аксенко Александр Александрович, Рябонедиля Виталий Николаевич
МПК / Мітки
МПК: B22C 15/00
Мітки: формовочна, машина, ливарних, форм, виготовлення
Код посилання
<a href="https://ua.patents.su/5-31-formovochna-mashina-dlya-vigotovlennya-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Формовочна машина для виготовлення ливарних форм</a>
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Воловик Валерій Володимирович, Плющ Віктор Григорович, Мартиненко Сергій Анатолієвич, Шелюх Олег Олексійович, Купряков Ювеналій Прокопович, Єрмоленко Юрій Іванович, Литвиненко Дмитро Мартинович
МПК: B22C 1/00
Мітки: форм, ювелірних, вогнетривка, виробів, суміш, ливарних
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Пристрій для виготовлення ливарних покришок пневматичних шин
Номер патенту: 2394
Опубліковано: 26.12.1994
Автори: Василенко Віктор Іванович, Кушнір Олександр Володимирович, Науменко Олександр Петрович, Дзюра Євгеній Антонович
МПК: B29C 35/04, B29C 45/02, B29L 30/00
Мітки: ливарних, виготовлення, пристрій, шин, покришок, пневматичних
Формула / Реферат:
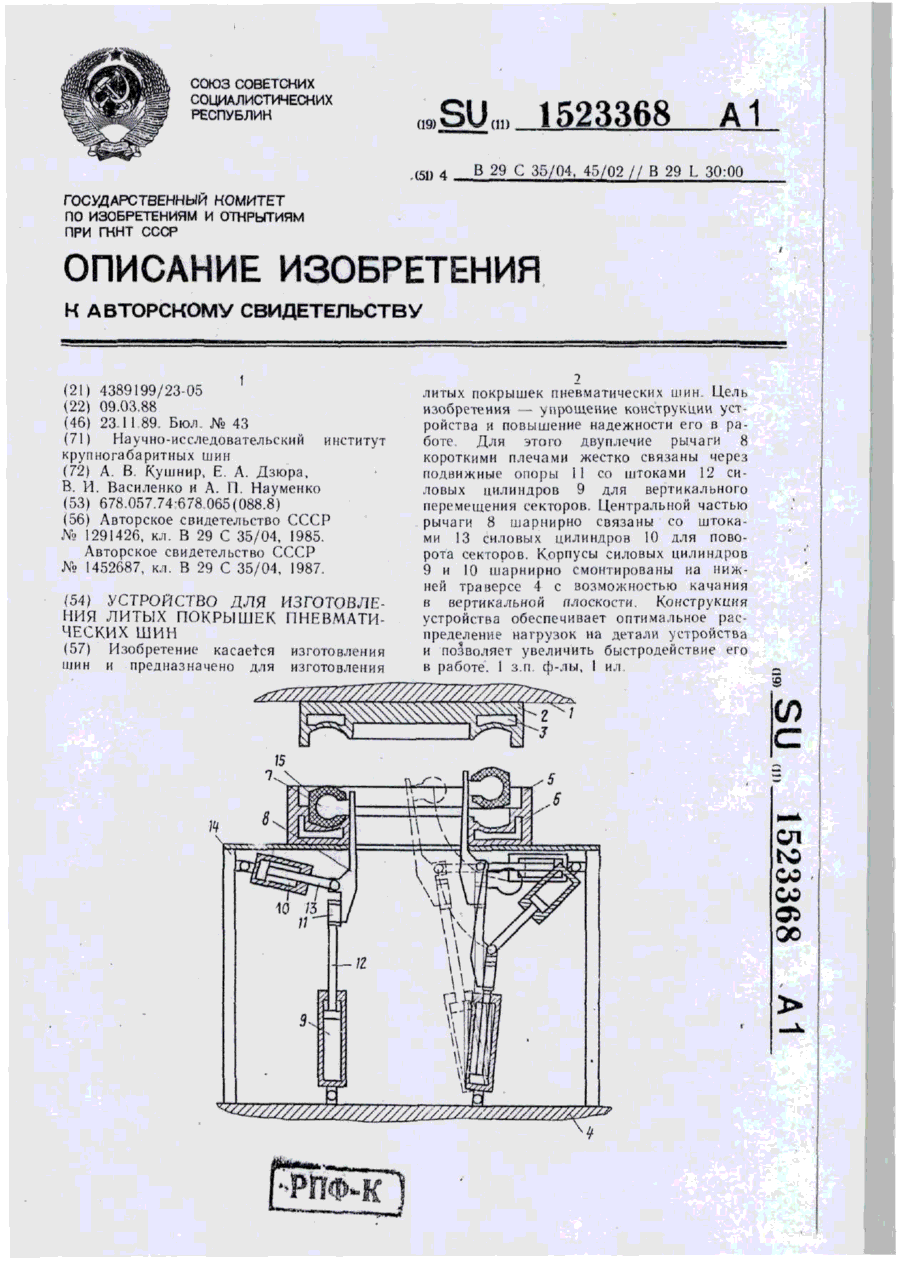
1. Устройство для изготовления литых покрышек пневматических шин, содержащее литьевой пресс, закрепленную на его подвижной траверсе верхнюю полуформу, связанную с его неподвижной траверсой нижнюю полуформу, тороидальный сердечник, образованный поворотными c вертикальной плоскости секторами, связанными посредством двуплечих рычагов и подвижной опоры с механизмом для извлечения секторов, имеющим силовые цилиндры для вертикального...
Поршнева машина

Номер патенту: 639
Опубліковано: 15.12.1993
Автор: Борисенко Іван Ілліч
МПК: F01B 9/06
Формула / Реферат:
1. Поршневая машина, содержащая корпус, поршень, установленный в корпусе с образованием рабочих полостей и связанный с поперечным валом, на концах которого закреплены ролики, одни из которых - с возможностью взаимодействия с прямолинейным пазом, выполненным в неподвижном стакане, соединенным с корпусом, а другие - с криволинейным пазом, выполненным на внутренней поверхности подвижной втулки, соединенной с выходным валом, установленным в...
Машина для зрізування пнів

Номер патенту: 7195
Опубліковано: 30.06.1995
Автор: Прокопенко Володимир Вікторович
МПК: A01G 23/06
Мітки: пнів, зрізування, машина
Формула / Реферат:
Машина для срезания пней, содержащая самоходное шасси, на котором посредством навески смонтирован рабочий орган фрезерного типа, отличающаяся тем, что, с целью повышения эффективности работы путем улучшения устойчивости машины и регулирования режимов резания, с обеих боковых сторон рабочего органа смонтированы дугообразные салазки, один конец которых закреплен на раме рабочего органа посредством шарнира, ось которого смещена относительно...
Машина для виготовлення стінових блоків
Номер патенту: 6613
Опубліковано: 29.12.1994
Автори: Левчук Ігор Іванович, Дончук Володимир Юзефович, Гнатенко Олександр Іванович
МПК: B28B 1/08
Мітки: виготовлення, машина, стінових, блоків
Формула / Реферат:
(57) 1 Машина для изготовления стеновых блоков, содержащая колесную раму форму с жестко закрепленными пустотообразователями и вибратором, пуансон-матрицу, механизм подъема формы и пуансон-матрицы, механизм отвода пуансон-матрицы, противовес рычаги управления фиксаторы, отличающаяся тем, что механизм подъема формы и пуансон-матрицы выполнен в виде двух соединенных между собой П-образным рычагом симметрично установленных секторов, расположенных...
Попередній патент: Побутовий інкубатор
Наступний патент: Льнопідбирач-молотарка
Випадковий патент: Фільтр для очищення води