Спосіб отримання покриттів з порошкових матеріалів
Номер патенту: 38178
Опубліковано: 25.12.2008
Автори: Кіндрачук Мирослав Васильович, Ляшенко Борис Артемович, Лопата Лариса Анатоліївна, Лабунець Василь Федорович, Лопата Тетяна Віталіївна, Мєдвєдєва Наталя Анатоліївна
Формула / Реферат
Спосіб отримання покриттів з порошкових матеріалів шляхом електроконтактного припікання порошку під тиском, який включає формування порошкового шару на поверхні деталі, стискування його електродом-пуансоном і нагрів до температури спікання прямим пропусканням імпульсного електричного струму, який відрізняється тим, що електроду-пуансону надають коливально-обертального руху з частотою 1,5-5,0 рад/с та амплітудою 1,5-3,5 рад, а імпульсний електричний струм пропускають в момент зміни напрямку обертання на протилежний, при цьому величину нормального тиску на електроді-пуансоні встановлюють в межах 10-40 МПа.
Текст
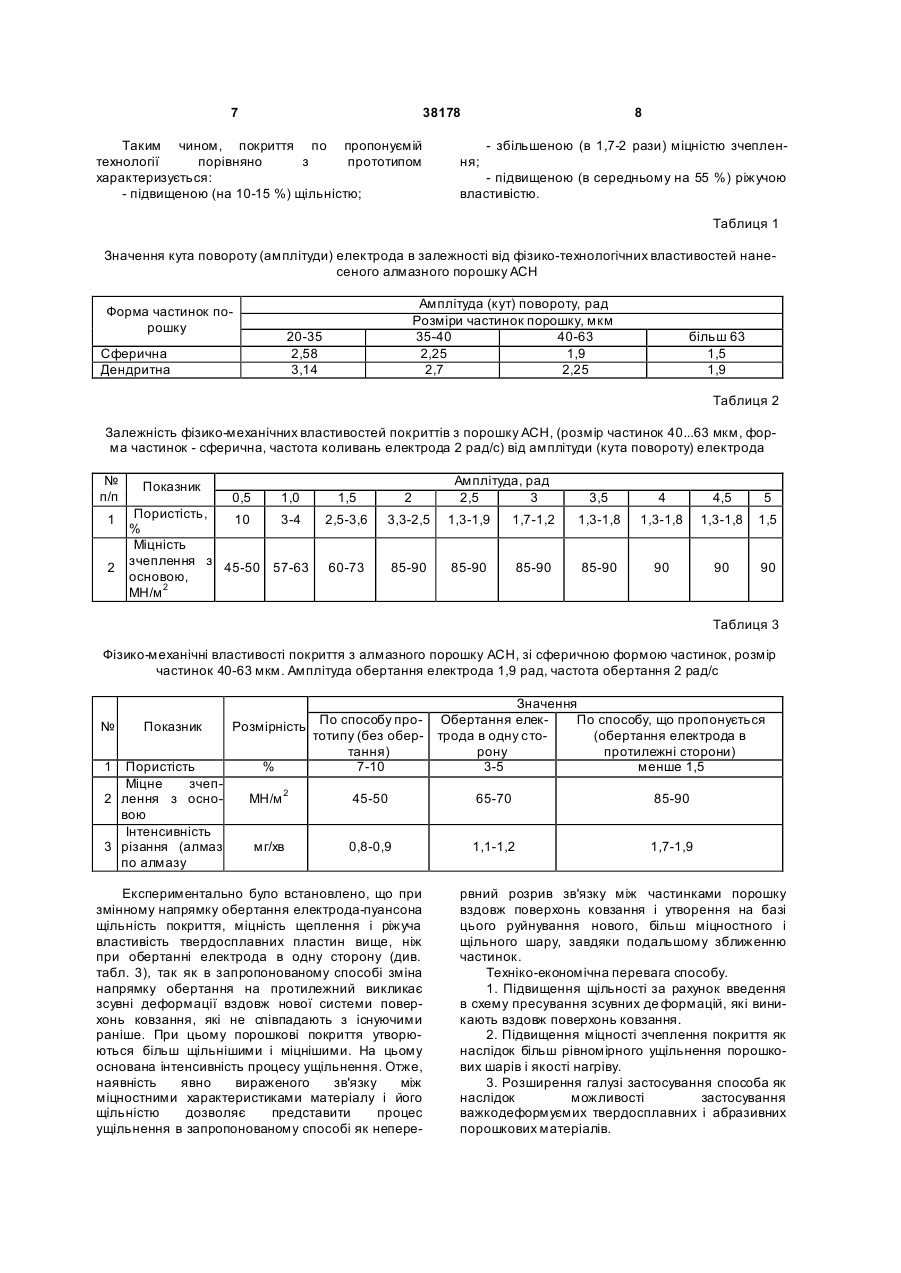
Спосіб отримання покриттів з порошкових матеріалів шляхом електроконтактного припікання 3 38178 імпульсного електричного струму, в заявленому способі, для того щоб отримати покриття з твердосплавних важкодеформуємих порошків з високою щільністю і міцністю зчеплення, в порошковому шарі, який ущільнюється утворюють додаткові зсувні деформації шляхом придання електродупуансону коливально-обертового руху з часто тою 1,5-5,0 рад/с та амплітудою 1,5-3,5 рад, а імпульсний електричний струм пропускають в момент зміни напрямку обертання на протилежний, при цьому величина нормального тиску на електроді-пуансоні знаходиться в межах 10-40 МПа. Зі сказаного вище можна відмітити що, на відміну від способу-прототипу, в якому на порошковий шар зі сторони електрода-пуансона прикладені тільки нормальні зусилля, в способі, що пропонується, шляхом надання електродупуансону коливально-обертового руху, до порошкового шару, крім нормальних, прикладені дотичні напруження. Дотичні напруження утворюють в шарі порошку зсувні деформації. Під дією зсуву проходить перебудова структури маси: хаотично орієнтовані частки перепакуються, прагнучи зайняти паралельне, більш компактне розташування, що призводить до зменшення об'єму (Явление положительной дилатансии, Перельман В.Е. Формирование порошковых материалов. - Москва, «Металлургия», 1979 г., стр. 62). Позитивна дилатансія сприяє зменшенню залишкової пористості, скороченню кількості дефектівмікротріщин, що призводить до підвищення щільності і міцності зчеплення. Зсувні деформації виникають вздовж кристалографічних площин, які називають площинами ковзання. Найвищі міцності характеристики мають напрямок, збіжний з поверхнями ковзання в матеріалі. Задача корисноїмоделі: створення ефективного способу нанесення твердосплавних та абразивних порошкових покрить, які мають високу щільність та міцність зчеплення. В передбачуваному способі здійснюється інтенсифікація процесу ущільнення шляхом створення в порошковому шарі зсувних де формацій вздовж не однієї і тієї ж системи поверхонь ковзання, а вздовж різних систем, завдяки зміні напрямку обертання електроду-пуансону на діаметрально протилежний. При гладких сферичних частках, порошки ущільнюються краще, ніж при дендритній і волокнистій формах частинок, тому й величина кута (значення амплітуди) для них менше, ніж для останніх. Збільшення міцності часток одночасно знижує як ущільнюваність, так і формуємість порошку, а отже, потребує використання амплітуд (кутів) більших величин. Сказане вище встановлено експериментальне і приведено в таблиці 1 для порошку АСН плакованого нікелем, з умовною концентрацією алмазів 100 % (тобто в 1 см 3 порошку містить 25 об. % алмаза). Значення амплітуди (величини кутів) також вибирається експериментально, шляхом аналізу ефективності ущільнення порошку під електродом. 4 Таблиця 2 відображає залежність фізикомеханічних властивостей покрить з порошку АСН зі сферичною формою часток і розміром часток 4065 мкм від амплітуди (кута повороту) верхнього електроду-пуансону при частоті коливальнообертального руху електроду 2 рад/с. При амплітуді менш 1,5 спостерігається значна неоднорідність шару внаслідок нерівномірного розподілу нормальних та зсувних деформацій по перерізу шару. При амплітуда х більше 3,5 рад спостерігається зворотній ефект: міцність і щільність знижуються із-за надмірних переміщень часток порошку (табл. 2). Експериментально встановлено, що частота не впливає суттєво на щільність, що дозволяє рекомендувати працювати на низьких частотах. Осьове обертання верхнього електродупуансону здійснюється електромеханічним приводом. При досягненні електродом визначеної величини кута (значення амплітуди), він зупиняється, і через порошковий шар пропускають імпульс електричного струму, в результаті чого проходить нагрівання порошку до температури (0,2-0,3)Тпл. Після цього електрод повертається в протилежному напрямку, і пропускають аналогічний імпульс електричного струму. В результаті багатократного пропускання електричного струму порошковий шар нагрівається до (0,98-0,99)Тпл. Процес закінчується при досяганні заданої максимальної щільності покриття і міцності його зчеплення з основою. В якості критерію оптимізації вибирались максимальні щільність покриття (98-99 %) і міцність зчеплення (80-90 МН/м 2). Величина тиску на електроді знаходилась в межах 10-40 МПа. Встановлено, що тиск більше 40 МПа при електроконтактному припіканні порошків приводить до таких небажаних явищ, як видавлювання покриття з-під електроду, пластична деформація поверхні, що зміцнюється, руйнування електродів, що погіршує фізико-механічнІ властивості нанесених покрить (наприклад, понижує щільність і міцність зчеплення). Тиск 10 МПа є мінімально допустимим і приймається з умов забезпечення початкового електричного опору (Ярошевич В.К. и др.. Электроконтактное упрочнение. - Минск, «Наука и техника», 1982 г., стр. 200). Зміни напрямку обертання електродупуансону на діаметрально протилежний збуджують зсувні деформації вздовж нової системи поверхні ковзання, яка не співпадає з існуючою раніше. На цьому основана інтенсифікація процесу ущільнення. Пропускання імпульсного електричного струму в період відсутності обертання сприяє рівномірному нагріву порошкової шихти і перешкоджає іскровиділенню в період нагрівання порошку. При одночасному обертанні електроду і пропусканні імпульсного електричного струму проходить інтенсивне іскровиділення, так як зсувні деформації, які виникають в порошковому шарі, будуть розривати лінії електричного струму. Пропускання електричного струму активує і прискорює протікання процесів, визначаючих властивості спеченого шару. Порошок під впливом 5 38178 електронагрівання за короткий час стає пластичним, легко деформується, таким чином досягається об'ємне нагрівання шихти, яке викликає рівномірну усадку шар у, що в свою чергу, передбачає низький рівень залишкових напруг в покритті. Таким чином, спосіб, що пропонується, нанесення твердосплавних і абразивних порошкових покриттів складається з чотирьох основних етапів: 1 етап - Верхній електрод-пуансон діє на порошковий шар з визначеним тиском і одночасно здійснюється його обертання на заданий кут (обертання з заданою амплітудою) відносно вихідного положення. В результаті утворених в шарі порошку вздовж поверхні ковзання зсувних деформацій проходить попереднє ущільнення порошку (явище позитивної дилатансії), які сприяють отриманню шарів порошкової шихти з низьким та стабільним по перерізу початковим електроопором на наступному етапі процесу. 2 етап - Через порошковий шар пропускають імпульс електричного струму. Обертання електрода відсутнє. Пропускання електричного струму сприяє нагріву порошкової шихти до (0,2-0,3)Тпл. Частинки збираються в групи (агломерати). Пористість групи незначна (може доходити до нуля), контакт значний (може доходити до повного контакту). Міжгрупова пористість більше, а ступінь міжгрупового контакту менше, чим між частинками всередині груп. 3 етап - Обертання електрода в протилежну сторону на заданий кут (з заданою амплітудою). Зміна напрямку обертання електрода-пуансона на діаметрально протилежний визиває зсувні деформації вздовж нової системи поверхонь ковзання, яка не співпадає з існуючою раніше. Процес ущільнення інтенсифікується. На цьому етапі здійснюється ущільнення агломератів (груп частинок), які утворилися на попередньому етапі і ущільнення частинок в середині агломерату, що сприяє утворенню низького і стабільного електроопору порошкової шихти на 4 етапі. 4 етап - Пропускання імпульсу електричного струму через порошковий шар. Обертання електроду відсутнє. Здійснюється спікання агломератів та наступне припікання нанесеного порошкового шару до поверхні зміцнюємої деталі. При цьому зменшується міжгрупова пористість, збільшується ступінь міжгрупового контакту. Процес повторюється до досягнення заданих максимальних щільностей покриттів (98-99 %) і міцності його зчеплення з основою (80-90 МН/м 2). Приклад реалізації. Наносилось зносостійке покриття на твердосплавну пластину, призначену для використання в бурильному устаткуванні. Розмір пластини 20х20 мм, товщина 2,5 мм. Матеріал пластини - сплав ВК-6. В якості покриття використовувався алмазний порошок АСН, плакований нікелем, з умовною концентрацією алмазів 100 % (в 1 см 3 порошку міститься 25 % алмазу), зернистість порошку 809/63 мкм, форма частинок сферична. Товщина шару знаходиться в межах 0,3-0,5 мм. Пластина з нанесеним на її поверхні, в вільному насипному стані, порошковим шаром 6 встановлюється між точковими електродами в устаткуванні, виконаної на базі зварювальної машини МТП-100-5. Після цього вмикався пневматичний привід верхнього електрода, в результаті чого останній взаємодіяв на порошковий шар з тиском 17-20 МПа. Верхній електрод повертався на кут (обертався з амплітудою) 1,9 рад узята із таблиці 2, яка відтворює вплив амплітуди коливально-обертового руху (кута повороту) електрода на фізико-механічні властивості покриттів з порошку АСН зі сферичною формою частинок, з розміром частинок 40-60 мкм, при частоті 2 рад/с. Значення амплітуди вибиралося експериментальне шляхом аналізу ефективності ущільнення порошку під електродом. При амплітуді менш 1,5 рад спостерігалась значна неоднорідність шару внаслідок нерівномірного розподілу нормальних і зсувних де формацій по перерізу шару. При амплітудах більше 3,5 рад спостерігався зворотній ефект: міцність і щільність знижувалася із-за надмірних переміщень частинок порошку (див. табл. 2). Величина кута (амплітуди) також визначається формою та розміром частинок порошку. В таблиці 1 приведені експериментальні дані, які вказують на залежність кута (амплітуди) від форми і розмірів частинок порошку АСН, плакованого нікелем при електроконтактному припіканні порошків. В якості критерію оптимізації вибирались максимальна щільність покриття (9899 %) і міцність зчеплення (80-90 МН/н 2). При досяганні електродом-пуансоном кута (амплітуди) 1,9 рад він зупинявся і через порошковий шар пропускали імпульс електричного струму величиною 12-16 кА, в результаті чого порошок нагрівався до температури 0,2-0,3Тпл. Тривалість імпульсу 0,02 с. Після цього здійснювали обертання електрода в протилежну сторону з заданою амплітудою (кутом), по достиганню якого електрод-пуансон зупинявся і через порошковий шар пропускали аналогічний імпульс електричного струму. Далі цикл повторювався. В результаті багатократного пропускання електричного струму порошковий шар нагрівався до температури 0,950,98Тпл. Процес закінчувався при досяганні заданих щільності покриття 98-99 % і міцності зчеплення покриття з основою 80-90 МН/м 2. Загальна тривалість процесу нанесення покриття 30 с. Частота, з якою здійснювався коливальнообертальний рух верхнього електрода-пуансона була встановлена в межах 1,5-5,0 рад/с експериментально. Фізико-механічні властивості отриманих покриттів з алмазного порошку АСН, плакованого нікелем, із сферичною формою частинок і розміром частинок 40-63 мкм приведені в табл. 3. Електрод обертався з постійною амплітудою 1,9 рад, частота коливально-обертального руху 2 рад/с. В таблиці 3 також задані для порівняння фізико-механічних властивостей покриттів з того ж порошку з вище вказаними характеристиками коливально-обертального руху електрода, але при постійному напрямку обертанні електрода і при нерухомому електроді (спосіб-прототип). 7 38178 Таким чином, покриття по пропонуємій технології порівняно з прототипом характеризується: - підвищеною (на 10-15 %) щільністю; 8 - збільшеною (в 1,7-2 рази) міцністю зчеплен ня; - підвищеною (в середньому на 55 %) ріжучою властивістю. Таблиця 1 Значення кута повороту (амплітуди) електрода в залежності від фізико-технологічних властивостей нанесеного алмазного порошку АСН Форма частинок порошку Амплітуда (кут) повороту, рад Розміри частинок порошку, мкм 35-40 40-63 2,25 1,9 2,7 2,25 20-35 2,58 3,14 Сферична Дендритна більш 63 1,5 1,9 Таблиця 2 Залежність фізико-механічних властивостей покриттів з порошку АСН, (розмір частинок 40...63 мкм, форма частинок - сферична, частота коливань електрода 2 рад/с) від амплітуди (кута повороту) електрода № п/п 1 2 Показник 0,5 1,0 Пористість, 10 3-4 % Міцність зчеплення з 45-50 57-63 основою, МН/м 2 Амплітуда, рад 2,5 3 1,5 2 3,5 4 4,5 5 2,5-3,6 3,3-2,5 1,3-1,9 1,7-1,2 1,3-1,8 1,3-1,8 1,3-1,8 1,5 60-73 85-90 85-90 85-90 85-90 90 90 90 Таблиця 3 Фізико-механічні властивості покриття з алмазного порошку АСН, зі сферичною формою частинок, розмір частинок 40-63 мкм. Амплітуда обертання електрода 1,9 рад, частота обертання 2 рад/с № 1 Показник Пористість Міцне зчеп2 лення з основою Інтенсивність 3 різання (алмаз по алмазу Розмірність По способу прототипу (без обертання) % 7-10 Значення Обертання елекПо способу, що пропонується трода в одну сто(обертання електрода в рону протилежні сторони) 3-5 менше 1,5 МН/м 2 45-50 65-70 85-90 мг/хв 0,8-0,9 1,1-1,2 1,7-1,9 Експериментально було встановлено, що при змінному напрямку обертання електрода-пуансона щільність покриття, міцність щеплення і ріжуча властивість твердосплавних пластин вище, ніж при обертанні електрода в одну сторону (див. табл. 3), так як в запропонованому способі зміна напрямку обертання на протилежний викликає зсувні деформації вздовж нової системи поверхонь ковзання, які не співпадають з існуючими раніше. При цьому порошкові покриття утворюються більш щільнішими і міцнішими. На цьому основана інтенсивність процесу ущільнення. Отже, наявність явно вираженого зв'язку між міцностними характеристиками матеріалу і його щільністю дозволяє представити процес ущільнення в запропонованому способі як непере рвний розрив зв'язку між частинками порошку вздовж поверхонь ковзання і утворення на базі цього руйнування нового, більш міцностного і щільного шару, завдяки подальшому зближенню частинок. Техніко-економічна перевага способу. 1. Підвищення щільності за рахунок введення в схему пресування зсувних де формацій, які виникають вздовж поверхонь ковзання. 2. Підвищення міцності зчеплення покриття як наслідок більш рівномірного ущільнення порошкових шарів і якості нагріву. 3. Розширення галузі застосування способа як наслідок можливості застосування важкодеформуємих твердосплавних і абразивних порошкових матеріалів. 9 Комп’ютерна в ерстка Д. Шев ерун 38178 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing coatings from powder materials
Автори англійськоюLopata Larysa Anatoliivna, Liashenko Borys Artemovych, Kindrachuk Miroslav Vasyliovych, Miedviedieva Natalia Anatoliivna, Lopata Tetiana Vitaliivna, Labunets Vasyl Fedorovych
Назва патенту російськоюСпособ получения покрытий из порошковых материалов
Автори російськоюЛопата Лариса Анатолиевна, Ляшенко Борис Артемович, Киндрачук Мирослав Васильевич, Медведева Наталья Анатольевна, Лопата Татьяна Витальевна, Лабунец Василий Федорович
МПК / Мітки
МПК: B22F 7/00
Мітки: матеріалів, порошкових, спосіб, отримання, покриттів
Код посилання
<a href="https://ua.patents.su/5-38178-sposib-otrimannya-pokrittiv-z-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання покриттів з порошкових матеріалів</a>
Спосіб отримання квазікристалічних порошкових матеріалів та покрить, які синтезуються
Номер патенту: 70144
Опубліковано: 15.09.2004
Автори: Олікер Валерій Юхимович, Фролов Генадій Олександрович, Майборода Володимир Петрович, Буженець Олена Іванівна, Костенко Олексій Дмитрович, Терентьєв Олександр Євгенович, Школьний Валентин Кирилович
МПК: B22F 7/00, C22C 21/00
Мітки: матеріалів, спосіб, синтезуються, покрить, порошкових, отримання, квазікристалічних
Формула / Реферат:
1. Спосіб розливу рідин у ємності, що включає операції наливу під тиском попередньо насиченої газом рідини одночасно з утворенням у ємності протитиску шляхом подачі у її середину газу насичення під тиском, меншим тиску наливу, та вирівняння тисків у середині та зовні ємності шляхом випуску з неї частки газу, який відрізняється тим, що після наливу та перед вирівнюванням тисків у середині ємності та зовні рідину в ємності піддають...
Спосіб електродугового нанесення покриттів електропровідних матеріалів
Номер патенту: 76364
Опубліковано: 17.07.2006
Автори: Сааков Валентин Олександрович, Сааков Олександр Герасимович
Мітки: покриттів, матеріалів, електропровідних, електродугового, спосіб, нанесення
Формула / Реферат:
1. Спосіб електродугового нанесення покриттів з електропровідних матеріалів, який включає подавання одного з двох витратних електродів співвісно потоку суміші продуктів згоряння вуглеводнів з повітрям, що розпилює розплавлений матеріал, і подавання другого витратного електрода під кутом 20-80° до першого, регулювання продуктивності нанесення покриття зміною струму дуги і розпилення розплавленого електропровідного матеріалу продуктами згоряння...
Пристрій для отримання порошкових матеріалів
Номер патенту: 59770
Опубліковано: 15.09.2003
Автори: Козлов Олександр Вікторович, Прокопенко Георгій Іванович, Мордюк Богдан Миколайович
МПК: B02C 19/18
Мітки: отримання, порошкових, матеріалів, пристрій
Формула / Реферат:
Пристрій для отримання порошкових матеріалів з різним структурним і фазовим станом при температурах близьких до кімнатних, що містить ультразвуковий генератор, акустичну систему, закріплену за допомогою утримувача на штативі, яка складається з ультразвукового перетворювача з ультразвуковим концентратором, поміщеним в циліндричну робочу камеру, яка охолоджується і має вхідний та вихідний патрубки для подачі газу, розташовані в верхній частині...
Спосіб електроконтактного наварювання зносостійких порошкових матеріалів на цементовані клиноподібні поверхні

Номер патенту: 73242
Опубліковано: 15.06.2005
Автори: Кропівний Володимир Миколайович, Русских Віктор Васильович, Магопець Сергій Олександрович, Саловський Віталій Семенович, Кулєшков Юрій Володимирович, Красота Михайло Віталійович
МПК: B23K 11/06, B23P 6/00
Мітки: спосіб, поверхні, електроконтактного, цементовані, матеріалів, зносостійких, порошкових, клиноподібні, наварювання
Формула / Реферат:
1. Спосіб електроконтактного наварювання зносостійких порошкових матеріалів на цементовані клиноподібні поверхні, при якому в пристосування насипають зносостійкий порошковий матеріал, притискають його до поверхні деталі і здійснюють електроконтактне наварювання шляхом пропускання імпульсів електричного струму через пристосування і деталь, який відрізняється тим, що відновлюваний профіль формують і наварюють на деталь одночасно, при цьому...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, матеріалів, порошкових, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Решето фадєєва
Наступний патент: Вимірювач інтенсивності освітлення за допомогою web-камери
Випадковий патент: Сполуки та композиція для доставки активних агентів