Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування і пристрій для його здійснення
Номер патенту: 38378
Опубліковано: 15.07.2003
Автори: Ропай Валерій Андрійович, Шидо Микола Миколайович, Колосов Дмитро Леонідович, Савицький Віктор Іванович
Формула / Реферат
1. Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з подальшим намотуванням готового виробу, який відрізняється тим, що попередньо для кожного троса задають величину крутного моменту та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після чого в тросах, із відмінною від заданої, крутний момент змінюють до досягнення заданої величини.
2. Спосіб по п. 1, який відрізняється тим, що крутний момент у тросі змінюють примусовим обертанням троса навколо своєї осі.
3. Пристрій для виготовлення довгомірних гумотросових виробів для гірничошахтного устаткування за пп. 1 і 2, що містить змонтовані по ходу технологічного процесу механізм подання і спрямовування тросів, який включає несучу опору із розміщеними рамами з котушками під троси; механізми фіксації, натягу тросів, обкладання їх гумою, вулканізації гуми, намотування готового виробу та контрольно-вимірювальне пристосування технологічного процесу, який відрізняється тим, що контрольно-вимірювальне пристосування розташовано між механізмами натягу тросів і обкладання їх гумою, при цьому кожна рама з котушкою під трос встановлена на несучій опорі із можливістю обертання навколо своєї осі.
4. Пристрій за п. 3, який відрізняється тим, що контрольно-вимірювальне пристосування технологічного процесу містить датчики виміру крутного моменту, блок порівняння та виконавчий орган.
5. Пристрій за пп. 3 і 4, який відрізняється тим, що рами котушок мають із несучою опорою шарнірне з'єднання.
6. Пристрій за пп. 3-5, який відрізняється тим, що шарнірне з'єднання виконане у вигляді шарніра Гука.
Текст
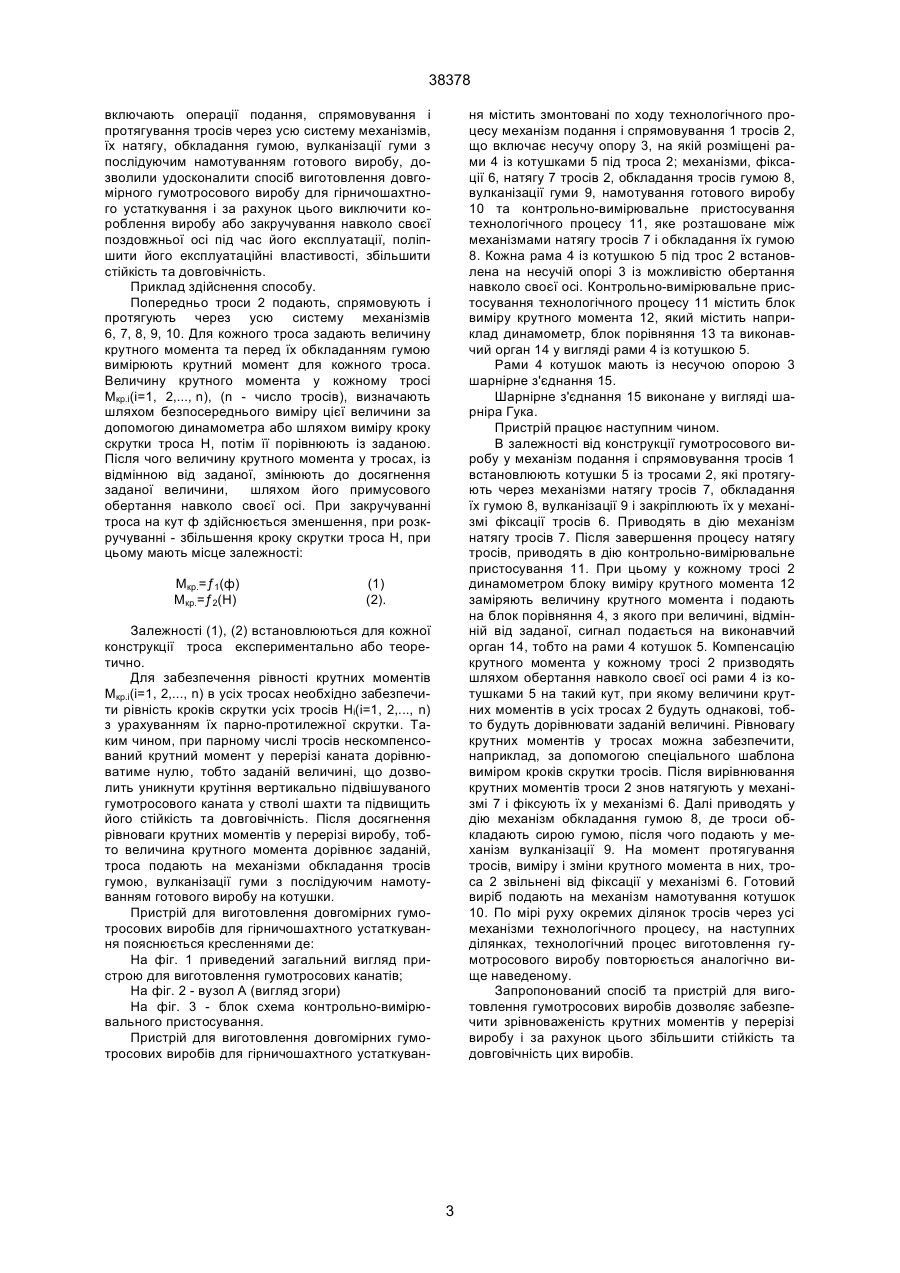
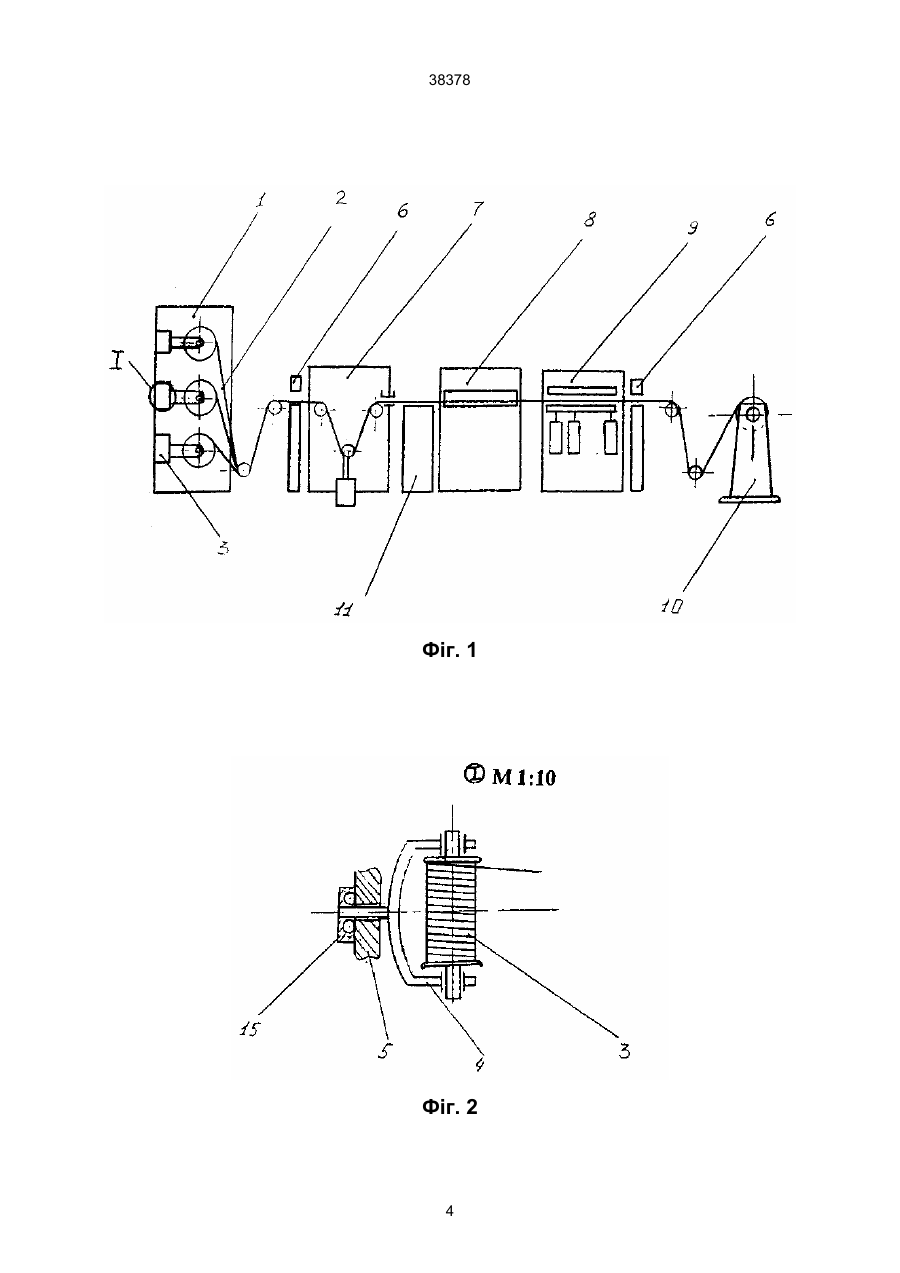
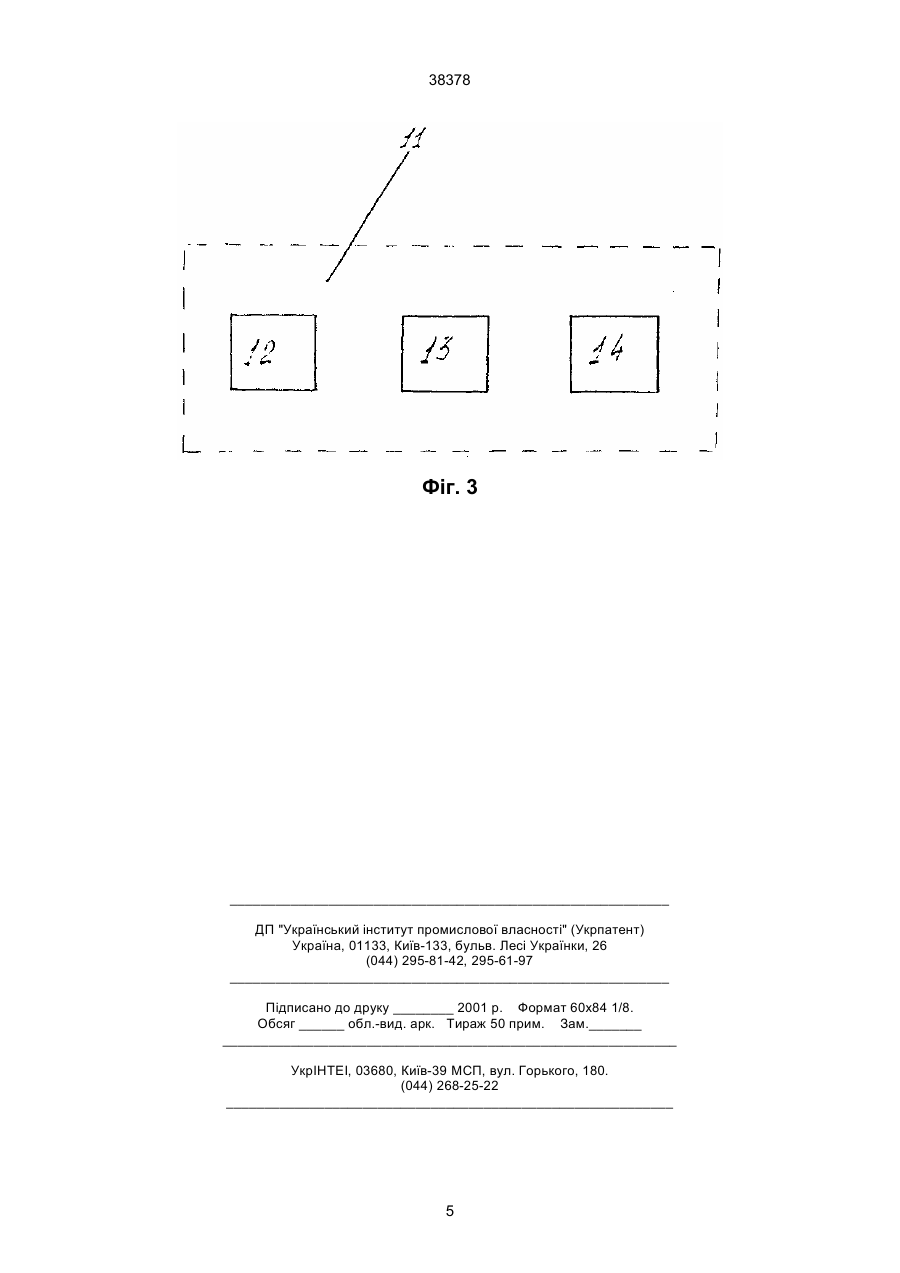
1. Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з послідуючим намотуванням готового виробу, який відрізняється тим, що попередньо для кожного троса задають величину крутного момента та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після чого в тросах, із відмінною від заданої, крутний момент змінюють до досягнення заданої величини. 2. Спосіб по п. 1, який відрізняється тим, що крутний момент у тросі змінюють примусовим обертанням троса навколо своєї осі. 3. Пристрій для виготовлення довгомірних гумотросових виробів для гірничошахтного устаткування, що містить змонтовані по ходу технологічного процесу механізм подання і спрямовування тросів, який включає несучу опору із розміщеними рамами з котушками під троса; механізми фіксації, натягу тросів, обкладання їх гумою, вулканізації гуми, намотування готового виробу та контрольновимірювальне пристосування технологічного процесу, який відрізняється тим, що контрольновимірювальне пристосування розташоване між механізмами натягу тросів і обкладання їх гумою, при цьому кожна рама з котушкою під трос встановлена на несучій опорі із можливістю обертання навколо своєї осі. 4. Пристрій за п. 3, який відрізняється тим, що контрольно-вимірювальне пристосування технологічного процесу містить датчики виміру крутного момента, блок порівняння та виконавчий орган. 5. Пристрій за п.п. 3 і 4, який відрізняється тим, що рами котушок мають із несучою опорою шарнірне з'єднання. 6. Пристрій за п.п. 3-5, який відрізняється тим, що шарнірне з'єднання виконане у вигляді шарніра Гука. Винахід відноситься до галузі виробництва довгомірних гумотросових виробів для гірничошахтних устаткувань і може бути використаний при виготовленні конвейєрних стрічок, які складаються з декількох сталевих тросів, запресованих у гуму. Відомий спосіб виготовлення конвейєрної стрічки для гірничошахтного устаткування включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натяг, обкладання гумою, вулканізації гуми із послідуючим намотуванням готового виробу (див. Леонов І. І., Новікова Т. Н. Прогресивні технологічні процеси виробництва гумотросових конвейєрних стрічок. М.: ЦНДІТЕнафтохім. - 1979 р. –с. 41). Згідно з приведеним способом натяг усіх тросів здійснюється із однаковим зусиллям, яке дорівнює 0,05 - 0,1 від робочого натягу на конвейєрі. При цьому троси розміщуються з парнопротилежним напрямком скрутки і теоретично по вний крутний момент у перерізі стрічки повинен дорівнюватися нулю. Однак із ряду причин, таких як наявність різних кутів девіації тросів при розміщенні тросів по ширині стрічки при формуванні тросового полотна (набігання тросів на блоки під різними кутами), різне попереднє намотування тросів на котушки механізму, подання тросів та з інших причин, окремі троси додатково закручуються або розкручуються і у перерізі стрічки виникає нескомпенсований крутний момент, що призводить до короблення стрічки. Гумотросовий канат, виготовлений за такою технологією, під час роботи на шахтній піднімальній установці закручується навколо своєї поздовжньої осі, що перешкоджує нормальній експлуатації каната, зменшує його стійкість та довговічність. Відомий спосіб виготовлення конвейєрної стрічки для гірничошахтного устаткування включає операції подання, спрямовування і протягування A ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ (13) (13) МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ 38378 38378 (51) (11) (11) UA UA (19) (19) УКРАЇНА 38378 тросів через усю систему механізмів, їх натяг, обкладання гумою, вулканізацію гуми з послідуючим намотуванням готового виробу. Натяг тросів по ширині стрічки здійснюється з різними зусиллями в залежності від кожного троса по ширині стрічки, зменшуючи зусилля від центру стрічки до її периферії (див. а.с. СРСР № 433039, Спосіб зборки гумотросових конвейєрних стрічок, публ. 25.06.74 р., бюл. № 23, автори: Е. М. Височин, А. В. Коваль та ін.) У цьому винаході передбачена можливість диференційного впливу на кожний трос й утворення заданого напружено-деформованого стану тросів. Недоліки цього способу полягають у відсутності інформації про значення крутних моментів в тросах, що не дає можливості забезпечити рівновагу крутного момента у перерізі стрічки, а це призводить до короблення стрічки під час її експлуатації. Найбільш близьким за технічною суттю до пропонованого винаходу є спосіб, використаний у пристрою для виготовлення гумотросового каната, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натяг, обкладання гумою, вулканізацію гуми з послідуючим намотуванням готового виробу (див. патент Росії (SU), № 1526584, МКВ D07B5/00, B29D29/00, бюл. № 44, 1989). Недоліки цього способу полягають у тому, що контрольно-вимірювальна апаратура контролює стан вже готового виробу і не контролює напружений стан, пов'язаний із обертанням окремих тросів, тому під час роботи на шахтній піднімальній установці гумовий тросовий канат закручується навколо своєї поздовжньої осі, що перешкоджає нормальній експлуатації каната, зменшує його стійкість та довговічність. Відомий пристрій для виготовлення гумотросових стрічок та канатів, який містить змонтовані по ходу технологічного процесу механізми для подачі, напрямку тросів, їх натягу, обкладання гумою, вулканізацію в пресі, намотування готового виробу (див. Леонов І. І., Новікова Т. Н., Прогресивні технологічні процеси виробництва гумотросових конвейєрних стрічок. М.: ЦНДІТЕнафтохім. 1979 р. – с. 41; 2. Колосов Л. В., Ропай В. А., Шидо М. М. Аналіз конструкцій шахтних зрівноважуючих канатів і досвіду їх експлуатації, Гірничий журнал № 9-10, 1996 р., с. 93-96). У цих пристроях відсутній контроль напружено-деформованого стана тросів при виготовленні стрічки, при цьому троси рухаються по технологічному ланцюгу з різними моментами обертання. Тому у перерізі стрічки крутний момент не є скомпенсованим, що призводить до депланації і короблення стрічки під час її експлуатації. Найбільш близьким за технічною суттю до винаходу є пристрій, що містить змонтовані по ходу технологічного процесу механізм подання тросів, що включає несучу опору, на якій розміщені рами з котушками під троса, механізми спрямовування, протягування тросів, їх натягу, обкладання гумою, вулканізації гуми і намотування готового виробу та контрольно-вимірювальне пристосування технологічного процесу (див. патент Росії (SU), № 1526584, МКВ D07В5/00, B29D29/00, бюл. № 44,1989). Приведений пристрій відрізняється від запропонованого тим, що датчик контролю параметрів виробничого процесу та якості виробу розташований між вулканізаційним пресом та механізмом намотування готового виробу. Недоліки цього пристрою полягають у тому, що контрольно-вимірювальна апаратура контролює стан вже готового виробу і не контролює напружений стан, пов'язаний з обертанням окремих тросів, тому під час роботи на шахтній піднімальній установці гумовий тросовий канат закручується навколо своєї поздовжньої осі, що перешкоджає нормальній експлуатації каната, зменшує його стійкість та довговічність. В основу винаходу поставлено задачу удосконалити спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування та пристрій для його здійснення шляхом компенсації круглого момента у перерізі виробу, виключити короблення виробу, або закручування навколо своєї поздовжньої осі під час його експлуатації, та за рахунок цього поліпшити його експлуатаційні властивості, збільшити стійкість та довговічність. Поставлену задачу вирішують тим, що в способі виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з послідуючим намотуванням готового виробу, згідно з винаходом, попередньо для кожного троса задають величину крутного момента та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після чого в тросах із відмінною від заданої, крутний момент змінюють до досягнення заданої величини. Крутний момент у тросі змінюють примусовим обертанням троса навколо своєї осі. Поставлену задачу вирішують тим, що в пристрою для виготовлення довгомірних гумотросових виробів для гірничошахтного устаткування, що містить змонтовані по ходу технологічного процесу механізм подання і спрямовування тросів, який включає несучу опору із розміщеними на ній рамами з котушками під троса; механізми фіксації, натягу тросів, обкладання їх гумою, вулканізації гуми, намотування готового виробу та контрольновимірювальне пристосування технологічного процесу, згідно з винаходом, контрольновимірювальне пристосування розташоване між механізмами натягу тросів і обкладання їх гумою, при цьому кожна рама з котушкою під трос встановлена на несучій опорі із можливістю обертання навколо своєї осі. Рами котушок мають із несучою опорою шарнірне з'єднання. Шарнірне з'єднання виконане у вигляді шарніра Гука. Відмінні ознаки, які полягають у тому, що попередньо для кожного троса задають величину крутного момента та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після чого в тросах, із відмінною від заданої, крутний момент змінюють до досягнення заданої величини при взаємодії із відомими ознаками, які 2 38378 включають операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з послідуючим намотуванням готового виробу, дозволили удосконалити спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування і за рахунок цього виключити короблення виробу або закручування навколо своєї поздовжньої осі під час його експлуатації, поліпшити його експлуатаційні властивості, збільшити стійкість та довговічність. Приклад здійснення способу. Попередньо троси 2 подають, спрямовують і протягують через усю систему механізмів 6, 7, 8, 9, 10. Для кожного троса задають величину крутного момента та перед їх обкладанням гумою вимірюють крутний момент для кожного троса. Величину крутного момента у кожному тросі Мкр.і(і=1, 2,..., n), (n - число тросів), визначають шляхом безпосереднього виміру цієї величини за допомогою динамометра або шляхом виміру кроку скрутки троса Н, потім її порівнюють із заданою. Після чого величину крутного момента у тросах, із відмінною від заданої, змінюють до досягнення заданої величини, шляхом його примусового обертання навколо своєї осі. При закручуванні троса на кут ф здійснюється зменшення, при розкручуванні - збільшення кроку скрутки троса Н, при цьому мають місце залежності: Мкр.=ƒ1(ф) Мкр.=ƒ2(Н) ня містить змонтовані по ходу технологічного процесу механізм подання і спрямовування 1 тросів 2, що включає несучу опору 3, на якій розміщені рами 4 із котушками 5 під троса 2; механізми, фіксації 6, натягу 7 тросів 2, обкладання тросів гумою 8, вулканізації гуми 9, намотування готового виробу 10 та контрольно-вимірювальне пристосування технологічного процесу 11, яке розташоване між механізмами натягу тросів 7 і обкладання їх гумою 8. Кожна рама 4 із котушкою 5 під трос 2 встановлена на несучій опорі 3 із можливістю обертання навколо своєї осі. Контрольно-вимірювальне пристосування технологічного процесу 11 містить блок виміру крутного момента 12, який містить наприклад динамометр, блок порівняння 13 та виконавчий орган 14 у вигляді рами 4 із котушкою 5. Рами 4 котушок мають із несучою опорою 3 шарнірне з'єднання 15. Шарнірне з'єднання 15 виконане у вигляді шарніра Гука. Пристрій працює наступним чином. В залежності від конструкції гумотросового виробу у механізм подання і спрямовування тросів 1 встановлюють котушки 5 із тросами 2, які протягують через механізми натягу тросів 7, обкладання їх гумою 8, вулканізації 9 і закріплюють їх у механізмі фіксації тросів 6. Приводять в дію механізм натягу тросів 7. Після завершення процесу натягу тросів, приводять в дію контрольно-вимірювальне пристосування 11. При цьому у кожному тросі 2 динамометром блоку виміру крутного момента 12 заміряють величину крутного момента і подають на блок порівняння 4, з якого при величині, відмінній від заданої, сигнал подається на виконавчий орган 14, тобто на рами 4 котушок 5. Компенсацію крутного момента у кожному тросі 2 призводять шляхом обертання навколо своєї осі рами 4 із котушками 5 на такий кут, при якому величини крутних моментів в усіх тросах 2 будуть однакові, тобто будуть дорівнювати заданій величині. Рівновагу крутних моментів у тросах можна забезпечити, наприклад, за допомогою спеціального шаблона виміром кроків скрутки тросів. Після вирівнювання крутних моментів троси 2 знов натягують у механізмі 7 і фіксують їх у механізмі 6. Далі приводять у дію механізм обкладання гумою 8, де троси обкладають сирою гумою, після чого подають у механізм вулканізації 9. На момент протягування тросів, виміру і зміни крутного момента в них, троса 2 звільнені від фіксації у механізмі 6. Готовий виріб подають на механізм намотування котушок 10. По мірі руху окремих ділянок тросів через усі механізми технологічного процесу, на наступних ділянках, технологічний процес виготовлення гумотросового виробу повторюється аналогічно вище наведеному. Запропонований спосіб та пристрій для виготовлення гумотросових виробів дозволяє забезпечити зрівноваженість крутних моментів у перерізі виробу і за рахунок цього збільшити стійкість та довговічність цих виробів. (1) (2). Залежності (1), (2) встановлюються для кожної конструкції троса експериментально або теоретично. Для забезпечення рівності крутних моментів Мкр.і(і=1, 2,..., n) в усіх тросах необхідно забезпечити рівність кроків скрутки усіх тросів Ні(і=1, 2,..., n) з урахуванням їх парно-протилежної скрутки. Таким чином, при парному числі тросів нескомпенсований крутний момент у перерізі каната дорівнюватиме нулю, тобто заданій величині, що дозволить уникнути крутіння вертикально підвішуваного гумотросового каната у стволі шахти та підвищить його стійкість та довговічність. Після досягнення рівноваги крутних моментів у перерізі виробу, тобто величина крутного момента дорівнює заданій, троса подають на механізми обкладання тросів гумою, вулканізації гуми з послідуючим намотуванням готового виробу на котушки. Пристрій для виготовлення довгомірних гумотросових виробів для гірничошахтного устаткування пояснюється кресленнями де: На фіг. 1 приведений загальний вигляд пристрою для виготовлення гумотросових канатів; На фіг. 2 - вузол А (вигляд згори) На фіг. 3 - блок схема контрольно-вимірювального пристосування. Пристрій для виготовлення довгомірних гумотросових виробів для гірничошахтного устаткуван 3 38378 Фіг. 1 Фіг. 2 4 38378 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making long rubber-cable article for mining equipment and appliance for its implementation
Автори англійськоюKolosov Dmytro Leonidovych, Ropai Valerii Andriiovych, Shydo Mykola Mykolaiovych, Savytskyi Viktor Ivanovych
Назва патенту російськоюСпособ изготовления длинномерного резино-тросового изделия для горно-шахтного оборудования и устройство для его осуществления
Автори російськоюКолосов Дмитрий Леонидович, Ропай Валерий Андреевич, Шидо Николай Николаевич, Савицкий Виктор Иванович
МПК / Мітки
МПК: B29D 29/00, D07B 5/00
Мітки: гірничошахтного, здійснення, виготовлення, виробу, гумотросового, спосіб, устаткування, пристрій, довгомірного
Код посилання
<a href="https://ua.patents.su/5-38378-sposib-vigotovlennya-dovgomirnogo-gumotrosovogo-virobu-dlya-girnichoshakhtnogo-ustatkuvannya-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування і пристрій для його здійснення</a>
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: здійснення, виробів, пристрій, виготовлення, лиття, спосіб, бетонних, форми
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб вимірювання довжини протяжного металевого виробу та пристрій для його здійснення
Номер патенту: 24986
Опубліковано: 25.12.1998
Автори: Бушель Альберт Рафаілович, Совлуков Алєксандр Сєргєєвіч, Драпкін Ілля Аронович
МПК: G01B 15/00
Мітки: пристрій, протяжного, довжини, металевого, вимірювання, виробу, здійснення, спосіб
Формула / Реферат:
1. Способ измерения длины протяженного металлического изделия, в частности трубы, при котором изделие располагают изолированно вблизи металлического экрана параллельно ему, возбуждают электромагнитные сигналы в совокупности данных проводников как в длинной линии и измеряют характеристики распространения этих сигналов, по которым судят о длине изделия, отличающийся тем, что в качестве возбуждаемых электромагнитных сигналов используют...
Мастило для підшипникових вузлів гірничошахтного устаткування
Номер патенту: 53003
Опубліковано: 15.01.2003
Автори: Ваврик Василь Іванович, Шапошник Олександр Васильович, Стахурський Олександр Дмитрович, Македонський Олег Олександрович, Шестопалова Валентина Яківна, Борисова Віра Володимирівна, Джембрі Аліса Ігорівна, Полукова Євгенія Олексіївна
МПК: C10M 169/00
Мітки: вузлів, устаткування, гірничошахтного, мастило, підшипникових
Формула / Реферат:
Мастило для підшипникових вузлів гірничошахтного устаткування, яке містить мінеральну оливу, барієві комплексні мила, естоліди оксикислот фракції С10-С24, антиокиснювальну присадку, яке відрізняється тим, що до його складу вводиться додатково мідний порошок (розмір часток до 1 мкм), гліцерин, антранілова кислота при наступному співвідношенні, мас. %: Комплексне барієве мило кислот бавовняної олії та оцтової кислоти ...
Спосіб з`єднання двох крайок трубчастого виробу, що вив`язаний на колов`язальній машині, та пристрій для його здійснення
Номер патенту: 41306
Опубліковано: 17.09.2001
Автори: Фрулліні Паоло, Фрулліні Альберто
МПК: D04B 9/00
Мітки: вив`язаний, трубчастого, виробу, пристрій, спосіб, крайок, здійснення, колов`язальній, машини, з'єднання, двох
Формула / Реферат:
1. Способ соединения двух кромок вязаного на кругловязальной машине трубчатого изделия, включающий вязание изделия, начиная с эластичной кромки заканчивая на стороне мыска, остающейся открытой, перенос последнего для формирования петель первого полуряда на вязальных иглах второго полуряда петель путем их переворачивания на 180° вокруг диаметральной оси игольного цилиндра с помощью средства переноса так, что пары петель размещают на иглах...
Спосіб виготовлення облицювальної цегли в литтєвих формах та пристрій для його здійснення
Номер патенту: 33016
Опубліковано: 15.02.2001
Автор: Баскаков Олександр Юрійович
МПК: B28B 7/16
Мітки: облицювальної, здійснення, виготовлення, цегли, спосіб, пристрій, формах, литтєвих
Текст:
...що пропонується, та реалізуючого його пристрою може бути виготовлення облицювальної цегли для стінок споруд, бордюрів і т. ін. На фіг. 1 наведена структурна схема пропонованого пристрою, на якій показані: пристрій 1 завантаження бетоної суміші в литтєві форми 2 з встановленими перетинками 3, вібростенд 4 для ущільнення бетоної суміші в формах 2, пристрій 5 для витримки форм 2 з виробами 6 до стану затвердіння, вана з гарячою водою 7,...
Попередній патент: Спосіб мірингопластики
Наступний патент: Спосіб підвищення резистентності органів ротової порожнини у дітей з соматичною патологією
Випадковий патент: Спосіб оцінки ефективності лікування венозних тромбозів