Спосіб виготовлення облицювальної цегли в литтєвих формах та пристрій для його здійснення
Текст
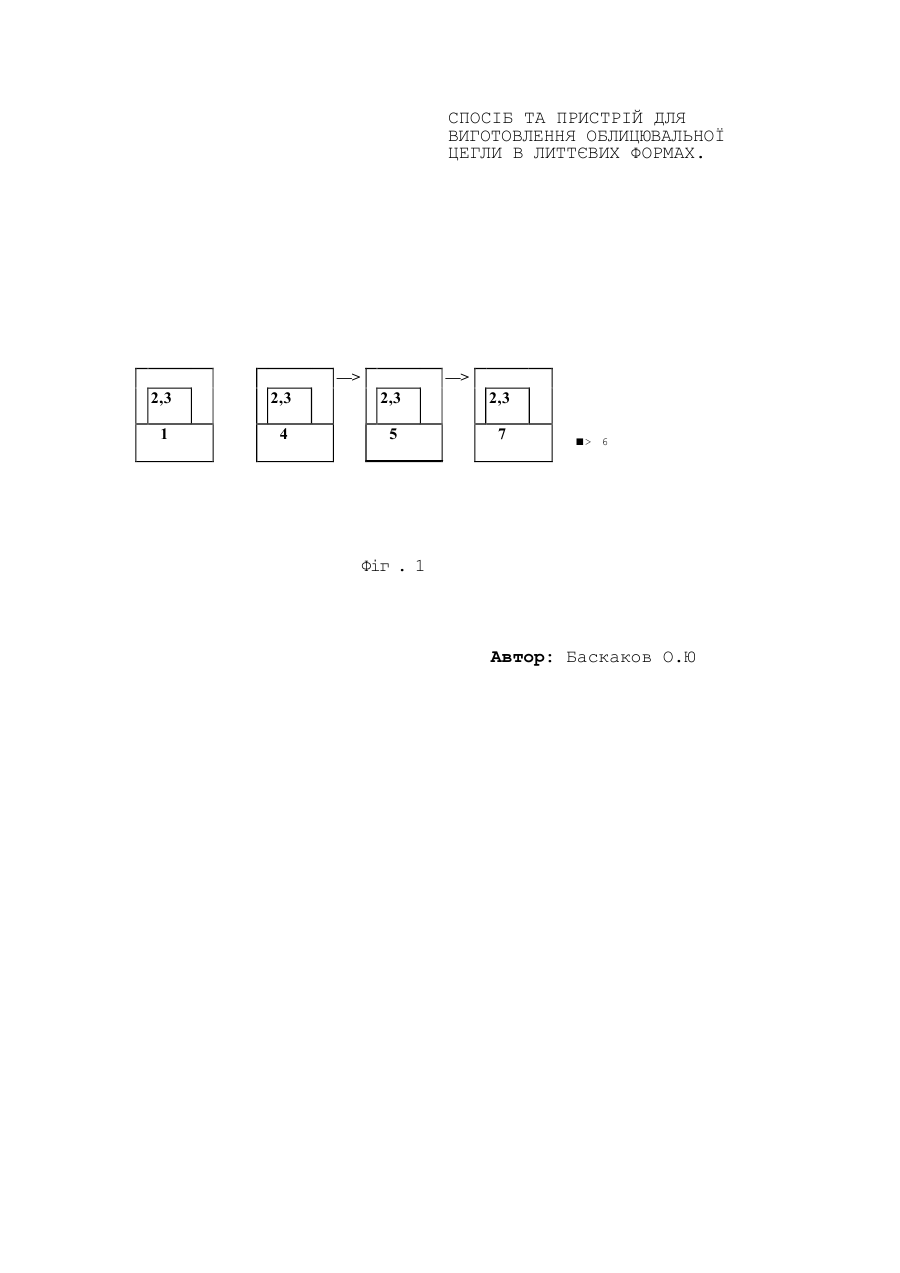
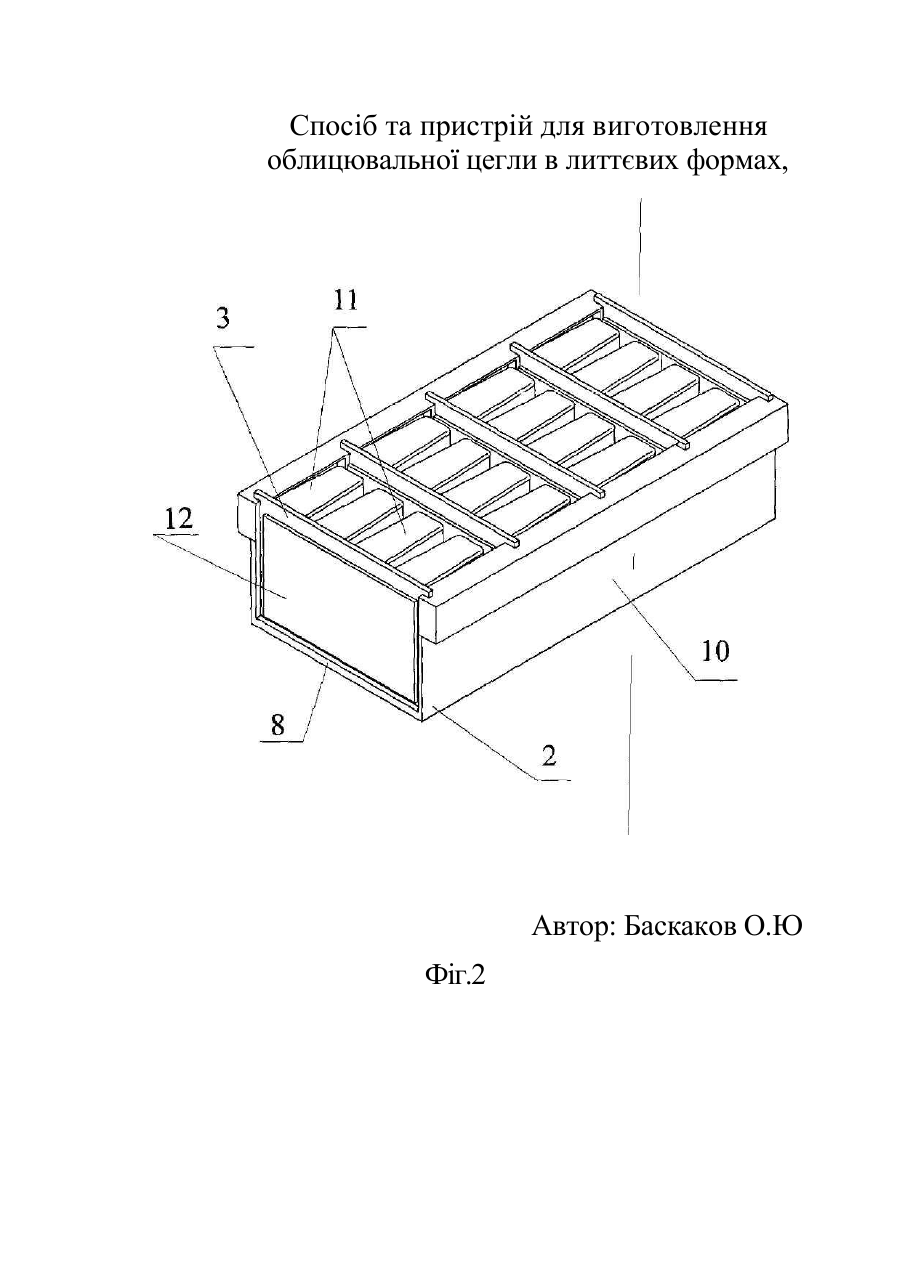
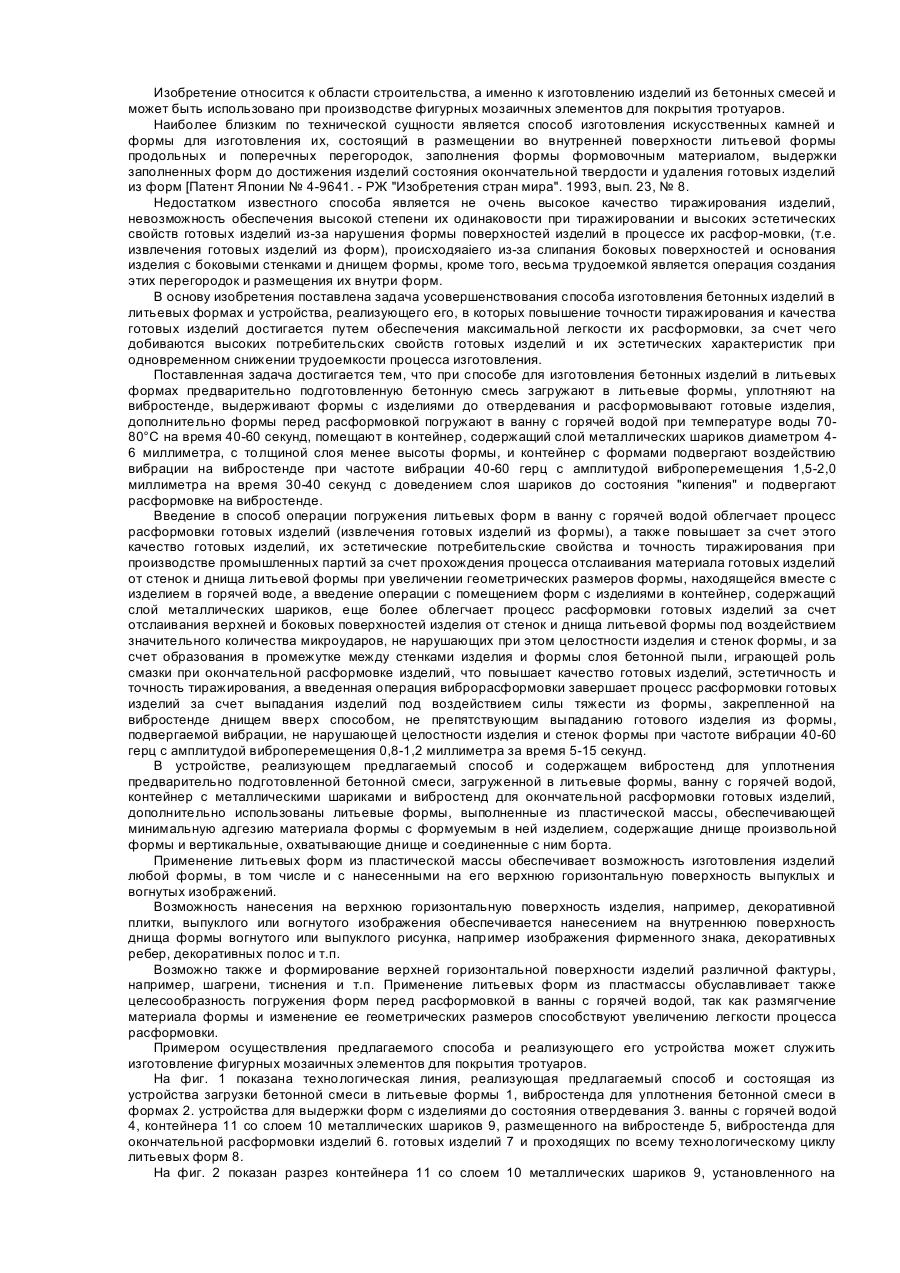
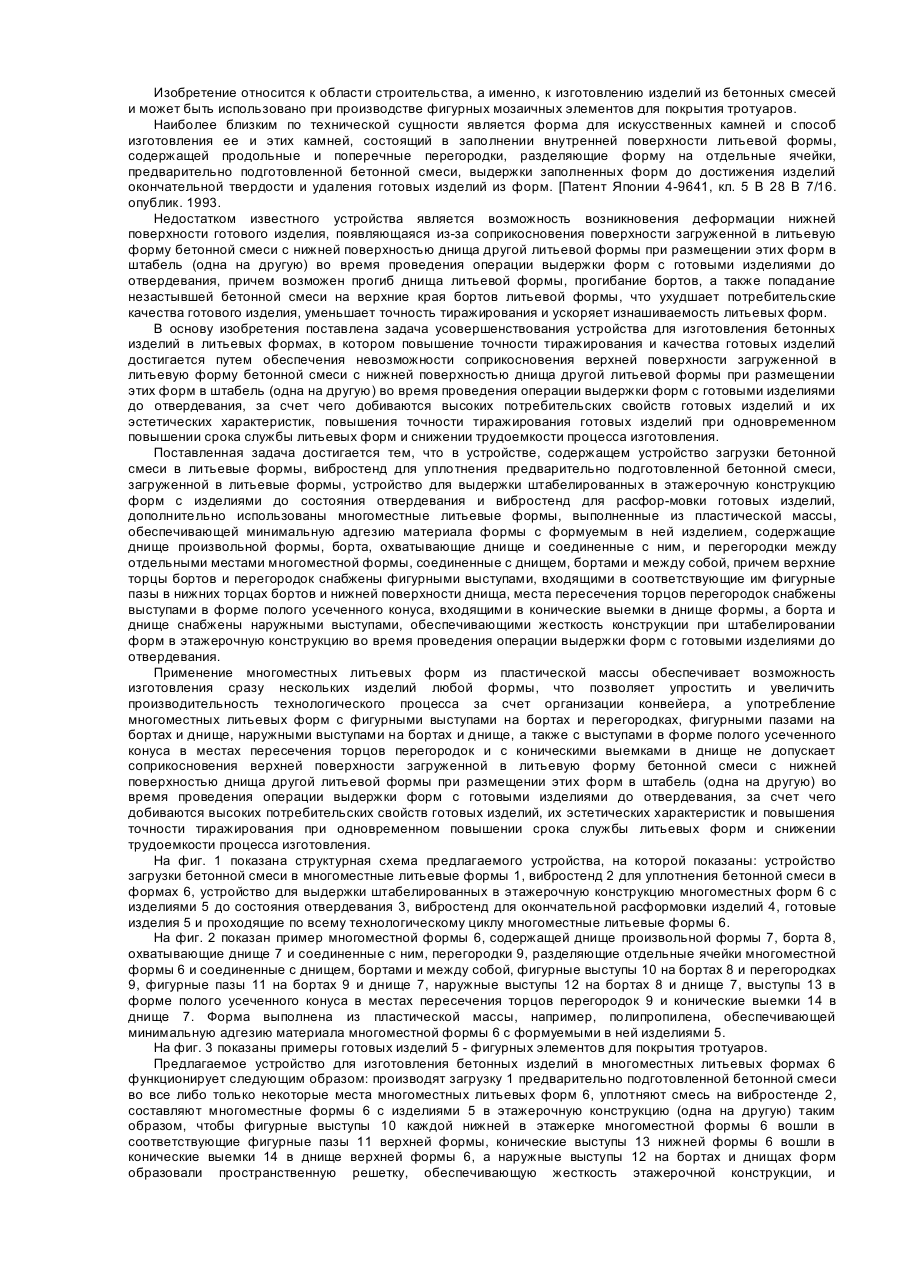
\ МКИ^КласВ28 В 7/16 СПОСІБ ВИГОТОВЛЕННЯ ОБЛИЦЮВАЛЬНОЇ ЦЕГЛИ В ЛИТТЄВИХ ФОРМАХ ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ Винахід стосується галузі будівництва, а саме: виготовлення облицювальних виробів з бетоних сумішів та може бути використаний у виробництві облицювальної цегли з декількома робочими поверхнями та декоративними заокругленнями між ними, які застосовуються при облицювальних роботах. Найближчим по технічної суті є форма для штучного каміння та спосіб виготовлення ЇЇ та цього каміння, який полягає в заповнений внутрішньої поверхні литтєвоі форми, яка містить продольні та поперечні перетинки, які ділять форму на окремі місця, попередньо підготованою бетоною сумішшю, витримки заповнених форм до досягнення виробами кінцевої твердості та вилучення готових виробів з форм. (Див. патент Японії 4-9641, Бюл."Изобретения за рубежом" 93 p. вип.23, N8, МКИ 5 В28 В7/16). Недоліком відомого способу є неможливість створення більше одної гладкої поверхні виробу, яку викликає зчеплення поверхні загружено!* в литтєву форму бетоної суміші з поверхнями дна литтєвої форми, її стінок та перетинок, а також відносна важкість розформ. готових виробів, тобто вилучення готових виробів з форми з встановленими в ній перетинками. В основу винаходу поставлена задача вдосконалення способу виготовлення облицювальних виробів в литтєвих формах та пристрою, який реалізує його, в якому підвищення користувальских властивостей виробів шляхом створення в кожному з них одночасно декількох суміжних робочих поверхонь та декоративних заокруглень між ними, а також полегшення процесу розформовки готових виробів досягаються шляхом застосування в якості материала форми та вставних профільованих перетинок з виступами в формі пустотілої зрізаної піраміди з малим коефіцієнтом адгезії до матеріалу виробу та коефіцієнтом об'ємного температурного поширення, який перевищує відповідний коефіцієнт матеріалу готового виробу, а також шляхом застосування операції занурення заповненої готовими виробами форми в вану з гарячею водою з домішками матеріалу пластифікатора, причому доступ гарячої води всередину форми з виробами до всіх їх поверхонь забезпечується через спеціально передбачені в формі отвори, за рахунок чого досягаються високі користувальскі властивості готових виробів та їх естетичні характеристики, зниження матеріаломісткості та підвищення точності тиражування готових виробів при одночасному підвищенні терміну використання литтєвих форм та зниженні трудомісткості процесу виготовлення. Поставлена задача досягається тим, що при способі виготовлення облицювальної цегли в литтєвих формах попередньо підготов* бетону суміш завантажують в литтєві форми з попередньо встановленими вставними перетинками, ущільняють на вібростенді, витримують форми з виробами до затвердіння та розформовують готові вироби, а форми з виробами перед розформу&^^чудодатково занурюють у ван^ з гарячею водою при температурі води 60 - 80° С на час 40 - 60 секунд з додаванням до води матеріалу пластифікатора в кількості 5 - 1 5 об'ємних %.. Введення в спосіб операції занурення литтєвих форм в вану з гарячею водою полегшує процес розформу&'ч//**/ готових виробів (вилучення готових виробів з форми), а також підвищує за рахунок цього якість готових виробів, їхні естетичні користувальскі властивості та точність тиражування при виробництві промислових партій за рахунок відбування процесу відшарування матеріалу готових виробів від стінок та дна литтєвої форми та поверхонь вставних профілійованих перетинок із-за різного збільшення геометричних розмірів форми та перетинок, які знаходяться разом з виробами в гарячій воді з домішками пластифікатора, та самого виробу, при цьому горяча вода дістається також і всередину всіх комірок форми, які створені її стінками, дном і вставними перетинками, через спеціально передбачені в дні форми отвори, які відкриваються з тієї ж причини при зануренні форми в вану з гарячею водою. В пристрої, який реалізує пропонований спосіб та містить пристрій для завантаження попередньо підготованої бетоної суміші в литтєвї форми, вібростенд для ущільнення завантаженої в литтєвї форми бетоної суміші, литтєві форми, які містять дно прямокутної форми та вертикальні, з'єднані з ним передній та задній борти, вставниі перетинки, та вану з гарячею водою, додатково використані литтєві форми та вставні профильовані перетинки з виступами в формі пустотілих зрізаних багатогранних пірамід, виготовлені з пластичної маси, яка забеспечує мінімальну адгезію матеріала форми з виробом, який формується в ній, та значно більший коефіцієнт об'ємного температурного поширення, ніж відповідний коефіцієнт матеріалу виробів, причому дно форми має отвори, які забезпечують під час занурення форм у вану з гарячею водою вільний доступ гарячої води чи гарячої води з доданим матеріалом пластифікатору всередину комірок форми. Занурення форм перед розформ^юяда* в вану з гарячею водою полегшує процес розформовки, в результаті розм'якшення матеріалу форми та зміни її геометричних розмірів, яка в значній мірі перевищує відповідні ефекти в готових виробах, у тому числі і в околицях отворів, які після занурення в вану з гарячею водою стають в достатній мірі відкритими для проникненя гарячої води всередину комірок форми. Додавання до гарячої води матеріалу пластифікатора (тобто наповнювача бетоної суміші) полегшує процес відшарування матеріалу готових виробів від дна та стінок форми та поверхонь перетинок, прискорюючи процес діставання води в утворені після поширення матеріала форми та перетинок порожнини на всю їхню глибину, крім того поверхні готових виробів при цьому виявляються покритими "слизькою плівкою", яка підвищує їхні естетичні якості. Застосування литтєвих форм з перетинками такого вигляду забезпечує формування відразу декількох робочих (тобто гладких або рельєфних) поверхонь та декоративних заокруглень між них в кожному з виробів, які формуються в комірках форми, які утворюються після вставлення в неї профільованих перетинок. При цьому навколо виступів перетинок формуються заглибини в готовому виробі, глибина яких може змінюватися в широких границях в залежності від висоти пірамід, а якість віброформовки підвищується за рахунок передачі вібрації матеріалом стінок виступів перетинок на матеріал формуемого виробу, крім того, при цьому зменшується матеріаломісткість готових виробів і їхня вага. В випадках, коли необхідна формовка виробів з рельєфними поверхнями, тобто з нанесеними опуклыми та ввігнутими зображеннями на внутрішню поверхню дна форми наноситься ввігнутий або опуклий малюнок, наприклад, зображення фірмового знаку, декоративних ребер, полос і т.ін. Можлива також і формовка однієї з робочих поверхонь виробів різної фактури, наприклад, шагрені, тиснення і т.ін. Застосування багатомісцевих литтєвих форм з пластичної маси забезпечує можливість виготовлення відразу декількох виробів, що дозволяє спростити технологічний процес та підвищити його продуктивність за рахунок організації конвейєру. Прикладом реалізації способу, що пропонується, та реалізуючого його пристрою може бути виготовлення облицювальної цегли для стінок споруд, бордюрів і т. ін. На фіг. 1 наведена структурна схема пропонованого пристрою, на якій показані: пристрій 1 завантаження бетоної суміші в литтєві форми 2 з встановленими перетинками 3, вібростенд 4 для ущільнення бетоної суміші в формах 2, пристрій 5 для витримки форм 2 з виробами 6 до стану затвердіння, вана з гарячою водою 7, готові вироби 6 та литтєві форми 2 з перетинками 3. На фіг. 2 - приклад форми 2 з встановленими вставними профільованими перетинками 3, яка містить дно прямокутної форми 8 з отворами 9, передній та задній борти 10,3і єднані з ним, і вставні профільовані перетинки 3 з виступами 11 в формі пустотілих зрізаних пірамід, які ділять форму 2 на окремі комірки. Форма та профільовані перетинки виготовлені з пластичної маси, наприклад, поліпропілену, що забезпечує мінімальну адгезію матеріала форми 2 та профільованих перетинок 3 з формуємими в ній виробами 6 та значно більший коефіцієнт об'ємного температурного поширення матеріалу форми, ніж відповідний коефіцієнт матеріалу виробів. На фіг.З - приклад форми 2, яка містить дно 8 з отворами 9 та борти 10. На фіг. 4 - вид знизу форми 2, який показаний для демонстрації отворів 9 (вид А). На фіг. 5 - креслення прикладу вставної профільованої перетинки З з виступами 11 в формі пустотілих чотириграних зрізаних пірамід та з'йомною задньою стінкою 12 (головний вид). На фіг. 6 - вид зліва вставної профільованої перетинки 3 з виступами 11. На фіг. 7 - приклад готового виробу 6 - облицювальної цегли з трьома суміжними робочими (гладкими) поверхнями 13, декоративними заокругленнями 14 між них та чотириграними заглибинами 15. Пропонуємий спосіб виготовлення облицювальної цегли в литтєвих формах 2 з вставними профільованими перетинками 3 реалізується наступним чином: провадять завантаження 1 попередньо підготованої бетоної суміші у всі або тільки деякі комірки литєвих форм 2, які утворені вставленими профільованими перетинками 3, ущільнюють суміш на вібростенді 4, витримують 5 форми до повного отвердіння готових виробів 6, занурюють форми 2 на час 40 - 60 секунд в вану 7 з гарячею водою при температурі 60 -80° С з доданим в воду пластифікатором в кількості 5 -15 об'ємних%, а потім розформовують (тобто вилучають) готові вироби 6 з форм 2. Результатом виробничого процесу є готові вироби 6. Додатково введена операція 7 полегшує процес розформовки готових виробів (вилучення готових виробів з форми), а також підвишує за рахунок цього якість готових виробів, їхні естетичні користувальскі властивості та точність тиражування при виробництві промислових партій. При цьому вплив гарячої води 7 трохи розм'якшує матеріал форми 2, а збільшення її геометричних розмірів, величина якого відрізняється від збільшення геометричних розмірів готового виробу 6 (перевищує його), полегшує процес розформовки, додатково введені в дно 8 форми 2 отвори 9, змінюючи під впливом гарячої води свої геометричні розміри, забезпечують доступ гарячої води або гарячої води з доданим до неї в кількості 5 - 15 об'ємних % матеріалом пластифікатору всередину комірок форми, що викликає відшарування матеріала готових виробів від стінок форми та перетинок, що в свою чергу, сприяє легкому та бездефектному вилученню готових виробів з форми підчас їх кінцевої розформовки. З'йомні задні стінки 12 профільованих перетинок не дозволяють бетоній суміші діставатися всередину пірамідальних виступів 11 під час проведення перших операцій технологічного циклу. Кінцева розформовка полягає на вилученні готових виробів 6 разом з перетинками З з форми 2, що виконується шляхом розгинання бортів 10 форми 2 відносно її дна 8, та витягання перетинок з виробами. В пристрої, який містить пристрій 1 завантаження бетбної суміші в литтєві форми 2, вібростенд 4 для ущільнення бетотюї суміші в формах 2 та пристрій 5 для витримки форм 2 з виробами 6 до стану отвердіння, з метою досягнення можливості отримання готових виробів з декількома суміжними робочими поверхнями 13 з декоративними заокругленнями 14 між них при одночасному підвищенні строку служби литтєвих форм та зниженні трудомісткості процеса виготовлення, використані литтєві форми 2 з вставними профільованими перетинками 3, які виготовлені з пластичної маси, наприклад, поліпропілену, яка забезпечує мінімальну адгезію матеріала форми з формуємим в ній виробом 6, та значно більший коефіцієнт об'ємного температурного розширення, ніж відповідний коефіцієнт бетону, які містять дно 8 прямокутної форми, передній та задній борти 10, з'єднані з ним, та вставні профільовані перетинки 3 з виступами 11 в формі пустотілих зрізаних пірамід, які утворюють при вставлені їх у форму окремі комірки литтєвої форми 2, причому дно 8 має отвори 9, які забезпечуть доступ гарячої води або води з матеріалом пластифікатора всередину комірок форми при проведені операції занурення форм 2 з готовими виробами 6 в вану 7 з гарячею водою, перед кінцевою розформовкою виробів. Дно 8 та борта 10 литтєвої форми 2 можуть бути виготовлені як одна деталь (суцільна форма) або декілька деталей, з'єднаних між собою будь-яким способом. В якості материала форми 2 як для дна 8, так і для бортів 10 та перетинок 3 може бути використаний, наприклад, поліпропілен. Застосування литтєвих форм 2 зі вставними профільованими перетинками 3 з пластичної маси забезпечує можливість виготовлення відразу декількох виробів, що дозволяє спростити, технологічний процес та підвищити його продуктивність за рахунок організації конвейєру, а застосування литтєвих форм 2 зі вставними профільованими перетинками 3 з отворами 9 в дні 8 забезпечує можливість доступа гарячої води або води з матеріалом пластифікатору всередину комірок форми при проведенні операції занурення форм 2 з виробами 6 в вану 7 з гарячею водою перед кінцевою розформовкою виробів, в результаті чого досягають високих користувальских властивостей готових виробів та їхніх естетичних характеристик при одночасному підвищенні строка служби литтєвих форм 2 та зниженні трудомісткості процесу виготовлення. Використання пристрою, що пропонується, для виготовлення облицювальної цегли забезпечує в порівняні з відомими існуючими способами наступні переваги: підвищення точності тиражування та підвищення якості виробів і їхніх естетичних користувальскіх властивостей за рахунок забезпечення відразу декількох суміжних робочих (тобто гладких або рельєфних) поверхонь з декоративними заокругленнями між них в кожному з одночасно формуємих виробів, а також здешевлення процесу виробництва за рахунок застосування пластмасових форм зі вставними профільованими пластмасовими перетинками, більш технологічних та дешевих в виробництві, ніж металічні або одномісні пластмасові, а також за рахунок можливості організації конвейерного варіанту виробничого процесу. СПОСІБ ТА ПРИСТРІЙ ДЛЯ ВИГОТОВЛЕННЯ ОБЛИЦЮВАЛЬНОЇ ЦЕГЛИ В ЛИТТЄВИХ ФОРМАХ. —> —> 2,3 2,3 2,3 2,3 1 4 5 7 > 6 Фіг . 1 Автор: Баскаков О.Ю Спосіб та пристрій для виготовлення облицювальної цегли в литтєвих формах, Автор: Баскаков О.Ю Фіг.2 Спосіб та пристрій для виготовлення облицювальної цегли в литтєвих формах. Фіг. З Вид А Фіг. 4 Автор: Баскаков О.Ю Спосіб та пристрій для виготовлення облицювальної цегли в литтєвих формах. 12 Фіг. 5 Фіг. 6 Автор: Баскаков О.Ю. Спосіб та пристрій для виготовлення облицювальної цегли в литтєвих формах. Фіг. 7 Автор: Баскаков О.Ю,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of manufacturing face brick in casting moulds
Автори англійськоюBaskakov Oleksandr Yuriiovych
Назва патенту російськоюСпособ изготовления облицовочного кирпича в литейных формах и устройство для его осуществления
Автори російськоюБаскаков Александр Юрьевич
МПК / Мітки
МПК: B28B 7/16
Мітки: здійснення, пристрій, цегли, виготовлення, формах, облицювальної, спосіб, литтєвих
Код посилання
<a href="https://ua.patents.su/11-33016-sposib-vigotovlennya-oblicyuvalno-cegli-v-littehvikh-formakh-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення облицювальної цегли в литтєвих формах та пристрій для його здійснення</a>
Спосіб виготовлення бетонних виробів в формах для литва та пристрій для його реалізації
Номер патенту: 21011
Опубліковано: 07.10.1997
Автори: Баскаков Олександр Юрійович, Щербаков Олександр Степанович
МПК: B28B 7/16
Мітки: формах, спосіб, виробів, литва, пристрій, бетонних, виготовлення, реалізації
Формула / Реферат:
1. Способ изготовления бетонных изделий в литьевых формах, заключающийся в том, что предварительно подготовленную бетонную смесь загружают в литьевые формы, уплотняют на вибростенде, выдерживают формы с изделиями до отвердения и расформовывают готовые изделия, отличающийся тем, что формы перед расформов-кой погружают в ванну с горячей водой при температуре воды 70-80° С на время 40-60 секунд.2. Способ по п. 1,отличающийся тем, что...
Пристрій для виготовлення бетонних виробів в формах для литва
Номер патенту: 21010
Опубліковано: 07.10.1997
Автори: Баскаков Олександр Юрійович, Щербаков Олександр Степанович
МПК: B28B 7/16
Мітки: формах, литва, пристрій, бетонних, виготовлення, виробів
Формула / Реферат:
Устройство для изготовления бетонных изделий в литьевых формах, содержащее устройство загрузки предварительно подготовленной бетонной смеси в литьевые формы, вибростенд для уплотнения предварительно подготовленной бетонной смеси, загруженной в литьевые формы и вибростенд для окончательной расформовки готовых изделий, отличающееся тем, что в нем использованы многоместные литьевые формы, выполненные из пластической массы, обеспечивающей...
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Павло Антонович, Бехта Наталя Степанівна
Мітки: здійснення, плит, виготовлення, пристрій, спосіб, деревностружкових
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб виготовлення тришарових стінових панелей і пристрій для його здійснення
Номер патенту: 4096
Опубліковано: 27.12.1994
Автори: Бугаєнко Григорій Юхимович, Гірштіль Генріх Борисович, Шаршунов Борис Анатолійович, Ластик Володимир Аркадійович, Семенець Віліам Костянтинович
МПК: B28B 7/00, B32B 13/00
Мітки: виготовлення, пристрій, тришарових, панелей, стінових, здійснення, спосіб
Формула / Реферат:
Формула изобретения1. Способ изготовления трехслойных стеновых панелей в кассетных формах с тепловыми отсеками, включающий установку арматурных каркасов со связями наружного и внутреннего слоев на опалубочный щит в горизонтальном положении, формование слоев путем укладки бетонной смеси и виброуплотнения, укладку среднего слоя утеплители, соединение и фиксацию слоев с установкой опалубочного щита в вертикальное положение и термообработку...
Спосіб виготовлення неоднорідного матеріалу, пристрій для його здійснення (його варіанти) та неоднорідний матеріал
Номер патенту: 27358
Опубліковано: 15.09.2000
Автор: Петсетакіс Менелаос
МПК: B29C 47/20, B32B 5/02, B29D 28/00, B29C 47/36
Мітки: здійснення, виготовлення, варіанти, матеріалу, спосіб, пристрій, його, неоднорідного, матеріал, неоднорідний
Текст:
...сбоку другой части штампа в варианте штампа, изображенного на фиг 2 устройства, на фиг 4 - частичный разрез вида сбоку частей поверхности штампа, изображенного на фигурах 2 и 3, на фиг 5 - разрез вида сбоку, в другом масштабе, варианта с регулировочным устройством смещения в устройстве, изображенном на фиг 1, на фиг 6 - частичный разрез вида сбоку устройства для горячего выдавливания в соответствии с настоящим изобретением, на фиг 7 -...
Попередній патент: Пристрій для розв’язання обернених задач теорії поля
Наступний патент: Водостійка полімерна композиція “коутекс”
Випадковий патент: Спосіб сушіння харчових продуктів