Спосіб монтажу каркаса багатоповерхового будинку
Номер патенту: 41115
Опубліковано: 15.08.2001
Автори: Ісаєва Тамара Миколаївна, Корнева Алла Олександрівна, Каленчук Дмитро Миколайович, Цепелєв Юрій Петрович

Формула / Реферат
Спосіб монтажу каркаса багатоповерхового будинку, при якому на консолі колон укладають балку, в проміжки між обома суміжними балками встановлюють вкладиші, утворюють напруження протилежного знаку у верхній стисненій зоні балки і жорстко приєднують нижню частину балки до консолей колон, який відрізняється тим, що зверху по кінцях закладних деталей, розташованих на консолях чотирьох суміжних колон, розміщують з ексцентриситетом стальні підкладки, які за допомогою зварного шва прикріплюють до закладних деталей консолей колон, на них встановлюють прокатні двотаврові балки, підсилені по кінцях з обох боків ребрами жорсткості, по центру консолей до закладної деталі приварюють опорний стілець прямокутного перерізу висотою в одному рівні з балкою і з зазором між нею 4-5 мм, на обидва кінці кожної балки за допомогою крана передають від вантажу однакової величини зусилля, яке розраховане на пружну роботу сталі від утвореного згинаючого моменту, в зазор між балкою і закладною деталлю з трьох сторін накладають монтажний зварний шов, причому напрямок накладання шва - від підкладки і кінчаючи торцем балки, а після остигання зварного шва вантаж знімають з балок і переміщують на іншу ділянку.
Текст
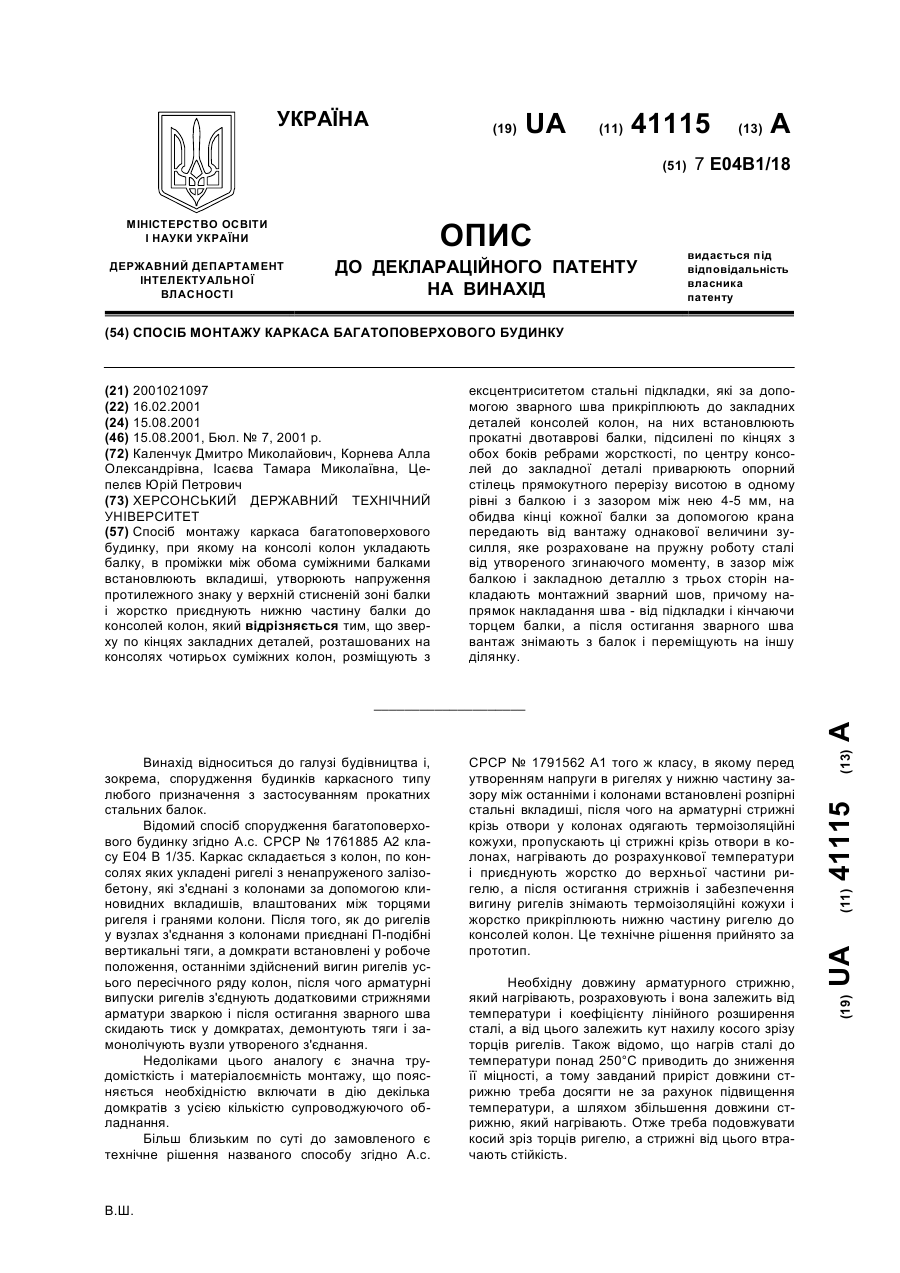
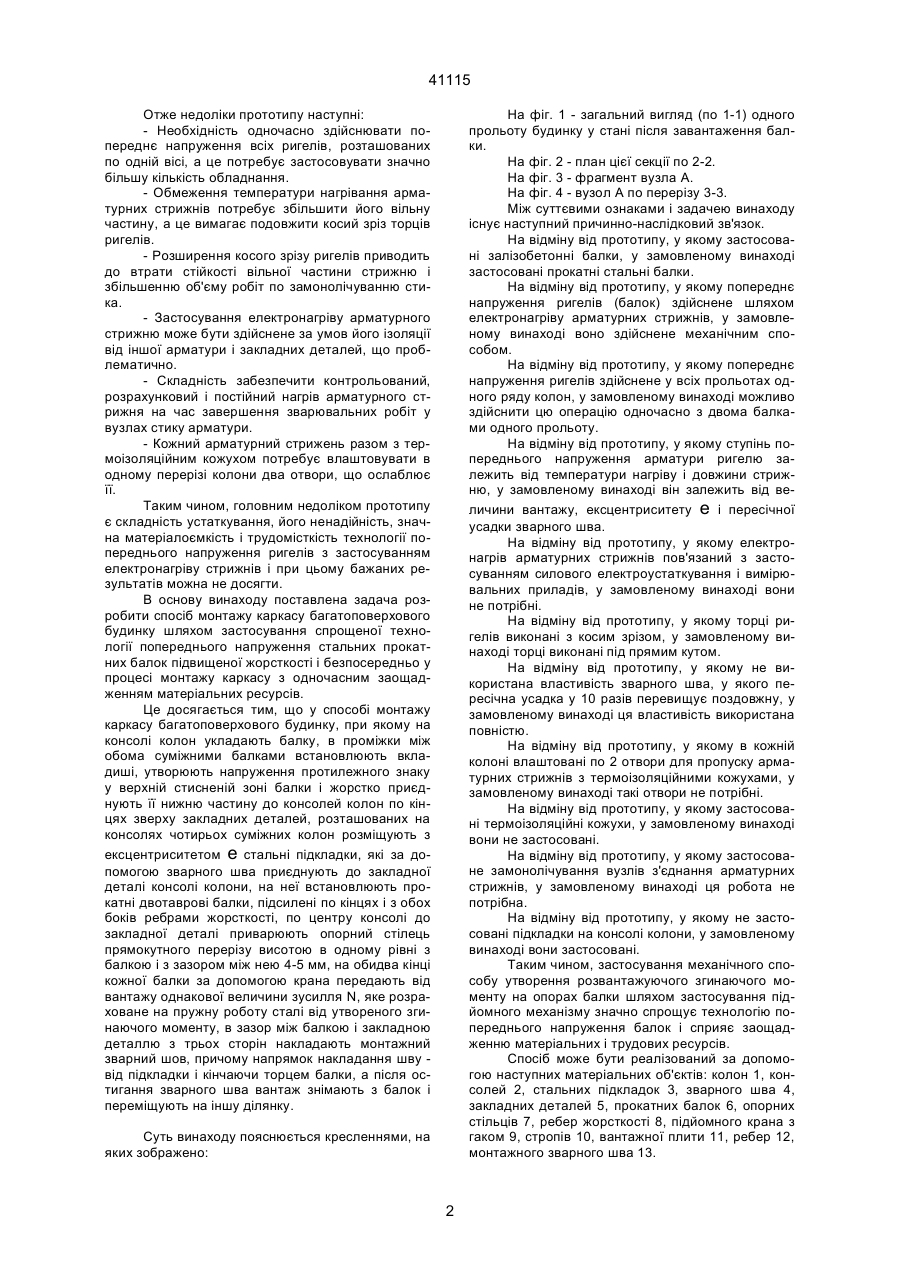
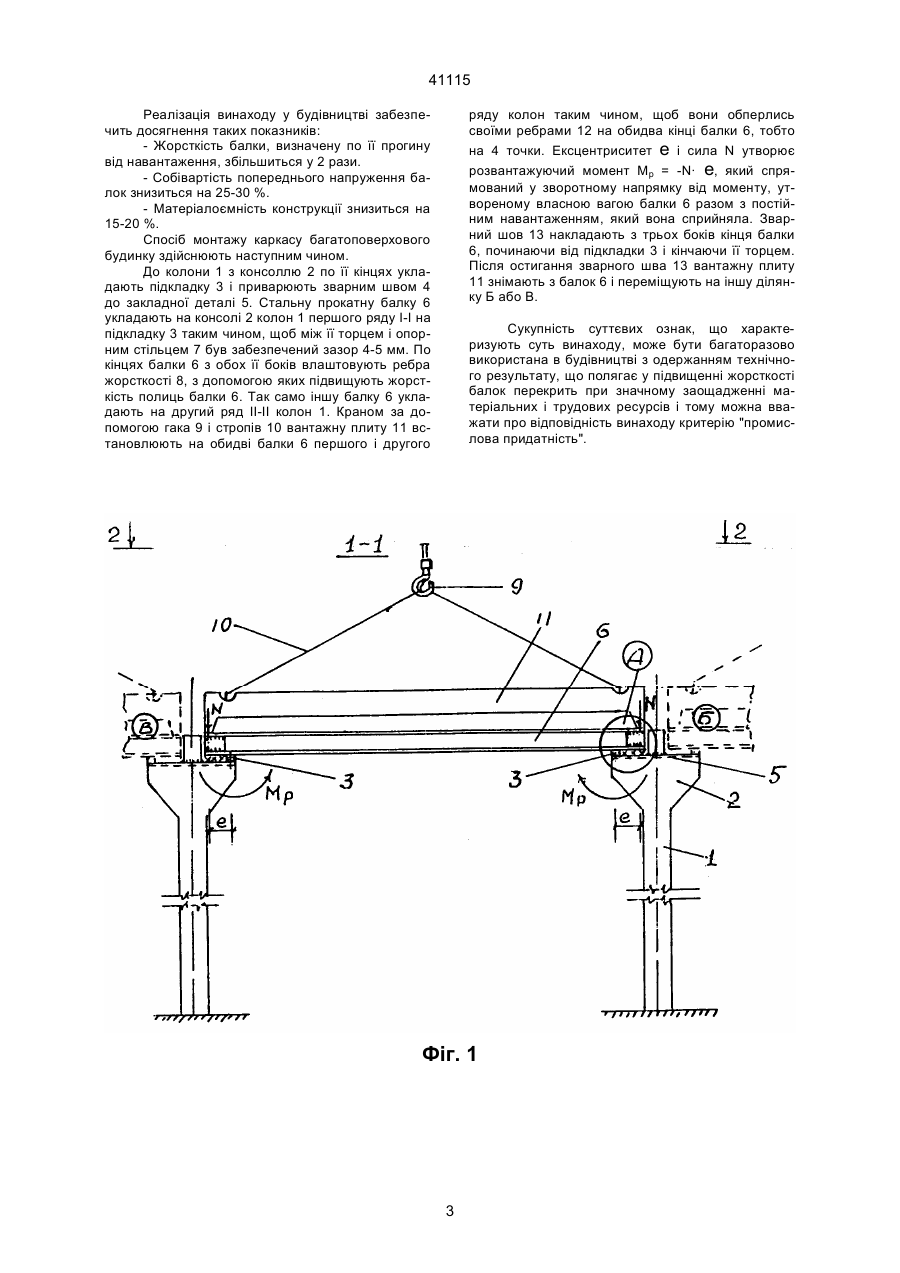
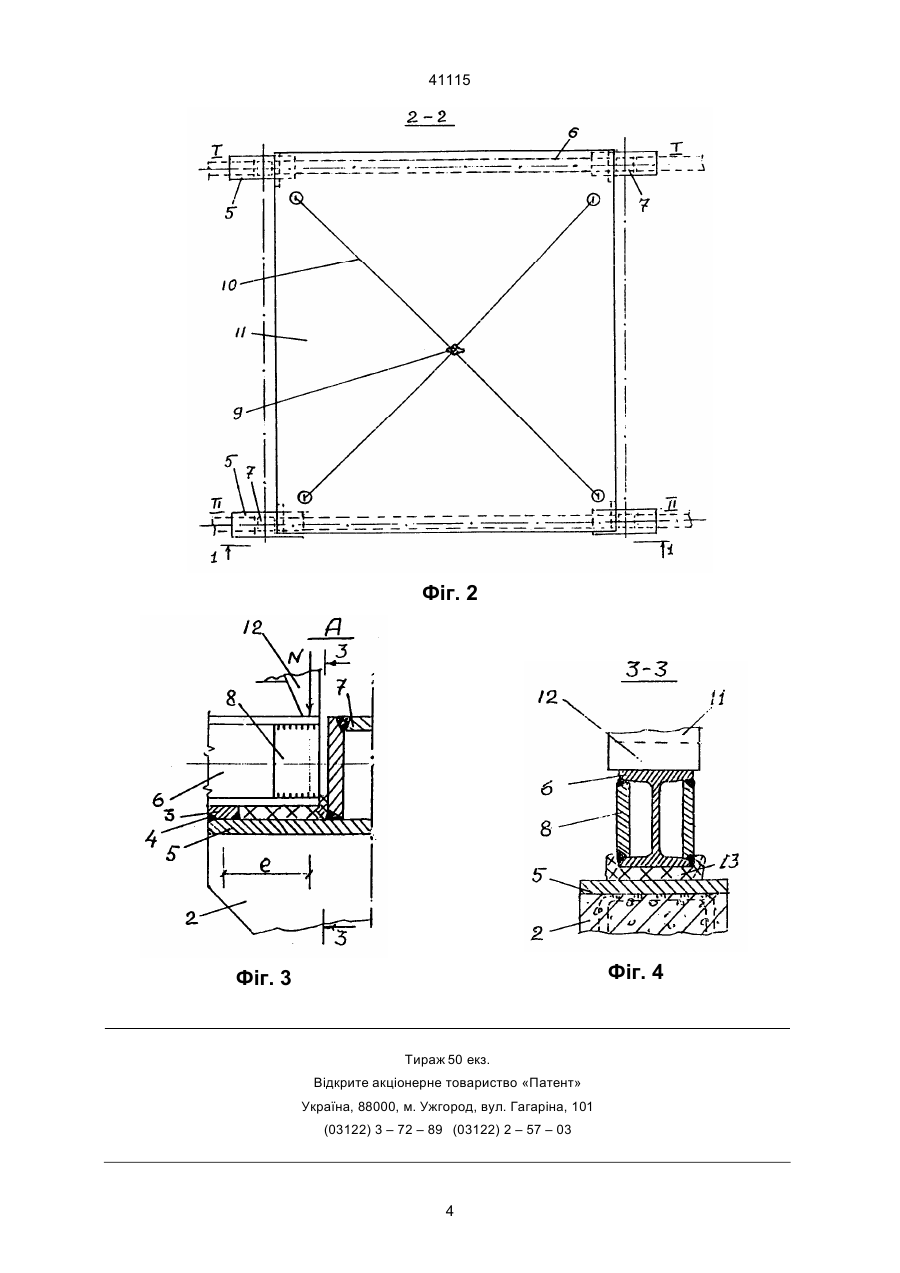
Спосіб монтажу каркаса багатоповерхового будинку, при якому на консолі колон укладають балку, в проміжки між обома суміжними балками встановлюють вкладиші, утворюють напруження протилежного знаку у верхній стисненій зоні балки і жорстко приєднують нижню частину балки до консолей колон, який відрізняється тим, що зверху по кінцях закладних деталей, розташованих на консолях чотирьох суміжних колон, розміщують з ексцентриситетом стальні підкладки, які за допомогою зварного шва прикріплюють до закладних деталей консолей колон, на них встановлюють прокатні двотаврові балки, підсилені по кінцях з обох боків ребрами жорсткості, по центру консолей до закладної деталі приварюють опорний стілець прямокутного перерізу висотою в одному рівні з балкою і з зазором між нею 4-5 мм, на обидва кінці кожної балки за допомогою крана передають від вантажу однакової величини зусилля, яке розраховане на пружну роботу сталі від утвореного згинаючого моменту, в зазор між балкою і закладною деталлю з трьох сторін накладають монтажний зварний шов, причому напрямок накладання шва - від підкладки і кінчаючи торцем балки, а після остигання зварного шва вантаж знімають з балок і переміщують на іншу ділянку. В.Ш. Необхідну довжину арматурного стрижню, який нагрівають, розраховують і вона залежить від температури і коефіцієнту лінійного розширення сталі, а від цього залежить кут нахилу косого зрізу торців ригелів. Також відомо, що нагрів сталі до температури понад 250°С приводить до зниження її міцності, а тому завданий приріст довжини стрижню треба досягти не за рахунок підвищення температури, а шляхом збільшення довжини стрижню, який нагрівають. Отже треба подовжувати косий зріз торців ригелю, а стрижні від цього втрачають стійкість. 41115 (11) UA СРСР № 1791562 А1 того ж класу, в якому перед утворенням напруги в ригелях у нижню частину зазору між останніми і колонами встановлені розпірні стальні вкладиші, після чого на арматурні стрижні крізь отвори у колонах одягають термоізоляційні кожухи, пропускають ці стрижні крізь отвори в колонах, нагрівають до розрахункової температури і приєднують жорстко до верхньої частини ригелю, а після остигання стрижнів і забезпечення вигину ригелів знімають термоізоляційні кожухи і жорстко прикріплюють нижню частину ригелю до консолей колон. Це технічне рішення прийнято за прототип. (19) Винахід відноситься до галузі будівництва і, зокрема, спорудження будинків каркасного типу любого призначення з застосуванням прокатних стальних балок. Відомий спосіб спорудження багатоповерхового будинку згідно А.с. СРСР № 1761885 А2 класу Е04 В 1/35. Каркас складається з колон, по консолях яких укладені ригелі з ненапруженого залізобетону, які з'єднані з колонами за допомогою клиновидних вкладишів, влаштованих між торцями ригеля і гранями колони. Після того, як до ригелів у вузлах з'єднання з колонами приєднані П-подібні вертикальні тяги, а домкрати встановлені у робоче положення, останніми здійснений вигин ригелів усього пересічного ряду колон, після чого арматурні випуски ригелів з'єднують додатковими стрижнями арматури зваркою і після остигання зварного шва скидають тиск у домкратах, демонтують тяги і замонолічують вузли утвореного з'єднання. Недоліками цього аналогу є значна трудомісткість і матеріалоємність монтажу, що поясняється необхідністю включати в дію декілька домкратів з усією кількістю супроводжуючого обладнання. Більш близьким по суті до замовленого є технічне рішення названого способу згідно А.с. (13) А ____________________ 41115 На фіг. 1 - загальний вигляд (по 1-1) одного прольоту будинку у стані після завантаження балки. На фіг. 2 - план цієї секції по 2-2. На фіг. 3 - фрагмент вузла А. На фіг. 4 - вузол А по перерізу 3-3. Між суттєвими ознаками і задачею винаходу існує наступний причинно-наслідковий зв'язок. На відміну від прототипу, у якому застосовані залізобетонні балки, у замовленому винаході застосовані прокатні стальні балки. На відміну від прототипу, у якому попереднє напруження ригелів (балок) здійснене шляхом електронагріву арматурних стрижнів, у замовленому винаході воно здійснене механічним способом. На відміну від прототипу, у якому попереднє напруження ригелів здійснене у всіх прольотах одного ряду колон, у замовленому винаході можливо здійснити цю операцію одночасно з двома балками одного прольоту. На відміну від прототипу, у якому ступінь попереднього напруження арматури ригелю залежить від температури нагріву і довжини стрижню, у замовленому винаході він залежить від величини вантажу, ексцентриситету е і пересічної усадки зварного шва. На відміну від прототипу, у якому електронагрів арматурних стрижнів пов'язаний з застосуванням силового електроустаткування і вимірювальних приладів, у замовленому винаході вони не потрібні. На відміну від прототипу, у якому торці ригелів виконані з косим зрізом, у замовленому винаході торці виконані під прямим кутом. На відміну від прототипу, у якому не використана властивість зварного шва, у якого пересічна усадка у 10 разів перевищує поздовжну, у замовленому винаході ця властивість використана повністю. На відміну від прототипу, у якому в кожній колоні влаштовані по 2 отвори для пропуску арматурних стрижнів з термоізоляційними кожухами, у замовленому винаході такі отвори не потрібні. На відміну від прототипу, у якому застосовані термоізоляційні кожухи, у замовленому винаході вони нe застосовані. На відміну від прототипу, у якому застосоване замонолічування вузлів з'єднання арматурних стрижнів, у замовленому винаході ця робота не потрібна. На відміну від прототипу, у якому не застосовані підкладки на консолі колони, у замовленому винаході вони застосовані. Таким чином, застосування механічного способу утворення розвантажуючого згинаючого моменту на опорах балки шляхом застосування підйомного механізму значно спрощує технологію попереднього напруження балок і сприяє заощадженню матеріальних і трудових ресурсів. Спосіб може бути реалізований за допомогою наступних матеріальних об'єктів: колон 1, консолей 2, стальних підкладок 3, зварного шва 4, закладних деталей 5, прокатних балок 6, опорних стільців 7, ребер жорсткості 8, підйомного крана з гаком 9, стропів 10, вантажної плити 11, ребер 12, монтажного зварного шва 13. Отже недоліки прототипу наступні: - Необхідність одночасно здійснювати попереднє напруження всіх ригелів, розташованих по одній вісі, а це потребує застосовувати значно більшу кількість обладнання. - Обмеження температури нагрівання арматурних стрижнів потребує збільшити його вільну частину, а це вимагає подовжити косий зріз торців ригелів. - Розширення косого зрізу ригелів приводить до втрати стійкості вільної частини стрижню і збільшенню об'єму робіт по замонолічуванню стика. - Застосування електронагріву арматурного стрижню може бути здійснене за умов його ізоляції від іншої арматури і закладних деталей, що проблематично. - Складність забезпечити контрольований, розрахунковий і постійний нагрів арматурного стрижня на час завершення зварювальних робіт у вузлах стику арматури. - Кожний арматурний стрижень разом з термоізоляційним кожухом потребує влаштовувати в одному перерізі колони два отвори, що ослаблює її. Таким чином, головним недоліком прототипу є складність устаткування, його ненадійність, значна матеріалоємкість і трудомісткість технології попереднього напруження ригелів з застосуванням електронагріву стрижнів і при цьому бажаних результатів можна не досягти. В основу винаходу поставлена задача розробити спосіб монтажу каркасу багатоповерхового будинку шляхом застосування спрощеної технології попереднього напруження стальних прокатних балок підвищеної жорсткості і безпосередньо у процесі монтажу каркасу з одночасним заощадженням матеріальних ресурсів. Це досягається тим, що у способі монтажу каркасу багатоповерхового будинку, при якому на консолі колон укладають балку, в проміжки між обома суміжними балками встановлюють вкладиші, утворюють напруження протилежного знаку у верхній стисненій зоні балки і жорстко приєднують її нижню частину до консолей колон по кінцях зверху закладних деталей, розташованих на консолях чотирьох суміжних колон розміщують з ексцентриситетом е стальні підкладки, які за допомогою зварного шва приєднують до закладної деталі консолі колони, на неї встановлюють прокатні двотаврові балки, підсилені по кінцях і з обох боків ребрами жорсткості, по центру консолі до закладної деталі приварюють опорний стілець прямокутного перерізу висотою в одному рівні з балкою і з зазором між нею 4-5 мм, на обидва кінці кожної балки за допомогою крана передають від вантажу однакової величини зусилля N, яке розраховане на пружну роботу сталі від утвореного згинаючого моменту, в зазор між балкою і закладною деталлю з трьох сторін накладають монтажний зварний шов, причому напрямок накладання шву від підкладки і кінчаючи торцем балки, а після остигання зварного шва вантаж знімають з балок і переміщують на іншу ділянку. Суть винаходу пояснюється кресленнями, на яких зображено: 2 41115 Реалізація винаходу у будівництві забезпечить досягнення таких показників: - Жорсткість балки, визначену по її прогину від навантаження, збільшиться у 2 рази. - Собівартість попереднього напруження балок знизиться на 25-30 %. - Матеріалоємність конструкції знизиться на 15-20 %. Спосіб монтажу каркасу багатоповерхового будинку здійснюють наступним чином. До колони 1 з консоллю 2 по її кінцях укладають підкладку 3 і приварюють зварним швом 4 до закладної деталі 5. Стальну прокатну балку 6 укладають на консолі 2 колон 1 першого ряду І-І на підкладку 3 таким чином, щоб між її торцем і опорним стільцем 7 був забезпечений зазор 4-5 мм. По кінцях балки 6 з обох її боків влаштовують ребра жорсткості 8, з допомогою яких підвищують жорсткість полиць балки 6. Так само іншу балку 6 укладають на другий ряд ІІ-ІІ колон 1. Краном за допомогою гака 9 і стропів 10 вантажну плиту 11 встановлюють на обидві балки 6 першого і другого ряду колон таким чином, щоб вони обперлись своїми ребрами 12 на обидва кінці балки 6, тобто на 4 точки. Ексцентриситет е і сила N утворює розвантажуючий момент Мр = -N· е, який спрямований у зворотному напрямку від моменту, утвореному власною вагою балки 6 разом з постійним навантаженням, який вона сприйняла. Зварний шов 13 накладають з трьох боків кінця балки 6, починаючи від підкладки 3 і кінчаючи її торцем. Після остигання зварного шва 13 вантажну плиту 11 знімають з балок 6 і переміщують на іншу ділянку Б або В. Сукупність суттєвих ознак, що характеризують суть винаходу, може бути багаторазово використана в будівництві з одержанням технічного результату, що полягає у підвищенні жорсткості балок перекрить при значному заощадженні матеріальних і трудових ресурсів і тому можна вважати про відповідність винаходу критерію "промислова придатність". Фіг. 1 3 41115 Фіг. 2 Фіг. 4 Фіг. 3 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4 41115 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethog for mounting the frame of the multystory building
Автори англійськоюKalenchuk Dmytro Mykolaiovych, Korneva Alla Oleksandrivna, Isaieva Tamara Mykolaivna, Tsepeliev Yurii Petrovych
Назва патенту російськоюСпособ монтажа каркаса многоэтажного дома
Автори російськоюКаленчук Дмитрий Николаевич, Корнева Алла Александровна, Исаева Тамара Николаевна, Цепелев Юрий Петрович
МПК / Мітки
МПК: E04B 1/18
Мітки: каркаса, багатоповерхового, монтажу, будинку, спосіб
Код посилання
<a href="https://ua.patents.su/5-41115-sposib-montazhu-karkasa-bagatopoverkhovogo-budinku.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу каркаса багатоповерхового будинку</a>
Спосіб монтажу каркасу багатоповерхового будинку
Номер патенту: 39782
Опубліковано: 15.06.2001
Автори: Ємельянова Тетяна Анатоліївна, Ємельянова Тамара Тимофіївна, Коленчук Дмитро Миколайович, Кириченко Віктор Лукіч
МПК: E04B 1/18
Мітки: монтажу, каркасу, спосіб, будинку, багатоповерхового
Формула / Реферат:
Спосіб монтажу каркаса багатоповерхового будинку шляхом утворення розвантажувальних згинальних моментів на опорах за рахунок здійснення вигину ригеля і наступного зварювання його з колонами, який відрізняється тим, що розвантажувальний момент утворюють шляхом підйому ригеля за монтажні пристрої, які розташовують симетрично відносно центру його тяжіння і при відстані цих пристроїв один від одного на одну третину його довжини, ригель укладають...
Спосіб монтажу поперечної рами каркаса будівлі
Номер патенту: 80
Опубліковано: 30.04.1993
Автор: Наумов Валентин Ростиславович
МПК: E04G 21/24
Мітки: каркаса, монтажу, поперечної, рами, спосіб, будівлі
Формула / Реферат:
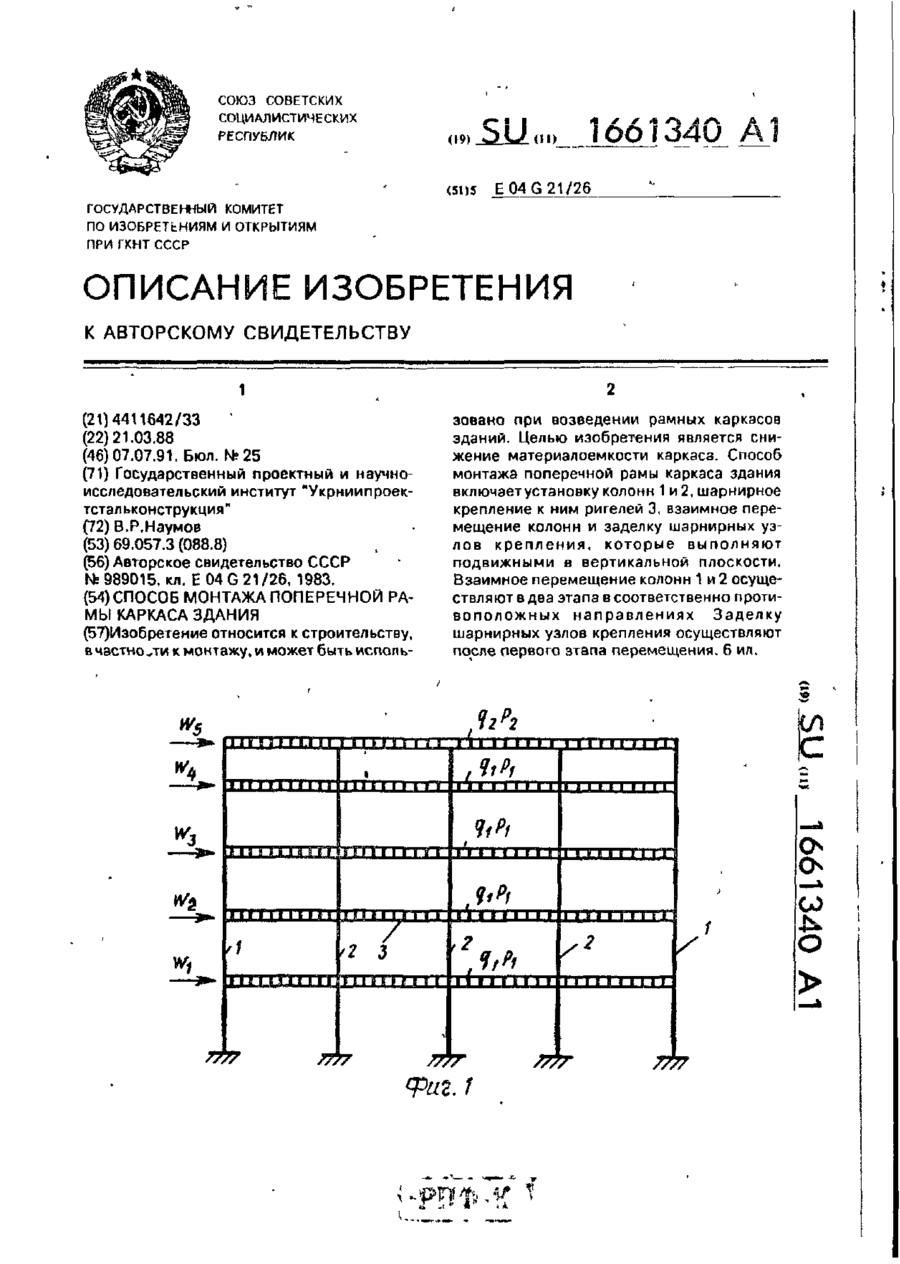
Ф о р м у л а и з о б р е т е н и я Способ монтажа поперечной рамы каркаса здания, включающий установку колонн, шарнирное крепление к ним ригелей, взаимное перемещение колонн и заделку шарнирных узлов крепления, о т л и ч а ю щ и й с я тем, что, с целью снижения материалоемкости каркаса, шарнирные узлы крепления ригелей к колоннам выполняют подвижными в вертикальной плоскости, а взаимное перемещение колонн осуществляют в два этапа в...
Вузол трубобетонної колони каркаса будинку

Номер патенту: 32565
Опубліковано: 15.02.2001
Автори: Кортушов Павло Григорович, Стороженко Леонід Іванович
МПК: E04B 1/38
Мітки: колони, вузол, каркаса, трубобетонної, будинку
Текст:
...сжатие Узел состоит из элементов, показанных на фиг 1, где 1 - соединительный стержень, 2 - торцевая плита, 3 - опора, 4 - торцевая плита соединительного стержня, 5 - основание От действия внешней нагрузки в узле возникают внутренние усилия и напряжения, где N усилие сжатия, кН, М - изгибающий момент, кНм, ов - напряжение в бетоне основания под площадью торцевой плиты и торцевой плиты соединительного стержня, МПа, aemm и aemax -...
Спосіб монтажу нерозрізної балочної прольотної будови багатопрольотного мосту
Номер патенту: 6867
Опубліковано: 31.03.1995
Автори: Ігнатчук Анатолій Федорович, Волк Юрій Анатолійович, Волк Анатолій Іванович, Сачишин Вячеслав Михайлович
МПК: E01D 21/00
Мітки: спосіб, мосту, будови, багатопрольотного, прольотної, монтажу, балочної, нерозрізної
Формула / Реферат:
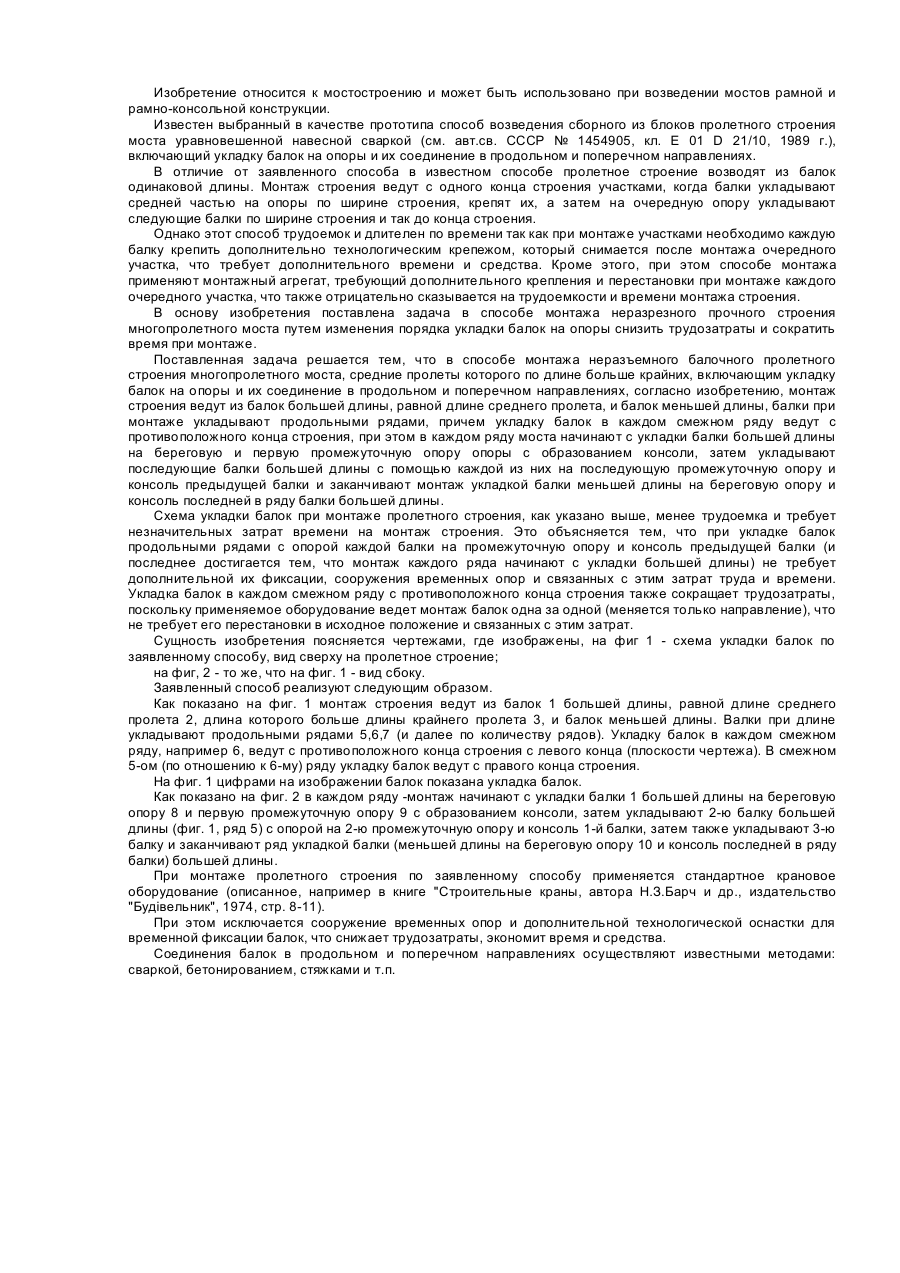
Способ монтажа неразрезного балочного пролетного строения многопролетного моста, средние пролеты которого по длине больше крайних, включающий укладку балок на опоры и их соединение в продольном и поперечном направлениях, отличающий-с я тем, что монтаж строения ведут из балок большей длины, равной длине среднего пролета, и балок меньшей длины, балки при монтаже укладывают продольными рядами, причем укладку балок в каждом смежном ряду ведут с...
Система надбудови будинку
Номер патенту: 9869
Опубліковано: 30.09.1996
Автори: Дубінко Павло Якович, Козодой Оскар Аврамович, Тукалєвський Ігор Миколайович
МПК: E04G 23/00
Мітки: надбудови, будинку, система
Формула / Реферат:
(57) Система надстройки здания, включающая наружные пристройки, расположенные по высоте существующего здания, и поперечные железобетонные балки, размещенные в зоне технического этажа над зданием, отличающаяся тем, что наружные пристройки выполнены в виде железобетонных сборных эркеров и жестких железобетонных спаренных элементов, расположенных в зоне лестничных клеток по обе стороны здания, на которые оперты конструкции технического этажа,...
Попередній патент: Спосіб прогнозування ступеня ризику виникнення професійних пилових захворювань
Наступний патент: Вітроенергетичний агрегат
Випадковий патент: Гвинтова полімерна закрутка "кеф"