Спосіб контролю герметичності виробу
Номер патенту: 44083
Опубліковано: 25.09.2009
Автори: Сергійчук Борис Васильович, Пономаренко Сергій Миколайович, Доброгорський Віктор Антонович, Кошкін Михайло Іванович, Долінкевич Андрій Семенович, Конюхов Юрій Станіславович, Дураченко Володимир Михайлович, Волошин Олексій Іванович, Чумак Володимир Анатолійович

Формула / Реферат
Спосіб контролю герметичності виробів, заснований на з'єднанні виробу з контрольною ємністю, заповненні їх газом до робочого тиску і вимірі зміни параметрів газу за час витримки, який відрізняється тим, що в контрольній ємності встановлюють на двох опорах, наприклад підшипникових, стрижень, на його середню частину накладають гнучку нитку, на одному кінці якої закріплюють тіло, наприклад герметичний пустотілий циліндр, а на другому - врівноважуючий його вантаж принаймні на порядок меншого об'єму і на нижній частині тіла закріплюють іншу гнучку нитку з нанизаними на неї, наприклад з рівномірним кроком, контрольними гирями, масою кожної на кілька порядків меншою, ніж у тіла, і забезпечують торкання частини з них днища контрольної ємності установкою на тіло або вантаж важків, з'єднують ємність з виробом і після подачі в них газу під робочим тиском забезпечують торкання днища контрольної ємності однієї-двох контрольних гир спочатку установкою на тіло важків, а потім зміною робочого тиску, після чого здійснюють витримку і визначають негерметичність виробу по зменшенню густини газу по масі контрольних гир, які торкнулися днища контрольної ємності за час витримки, відповідно до співвідношення
![]() ,
,
де
![]() - негерметичність виробу;
- негерметичність виробу;
![]() - сумарна маса контрольних гир, які торкнулися днища контрольної
- сумарна маса контрольних гир, які торкнулися днища контрольної
ємності за час витримки;
![]() - об'єм внутрішньої порожнини виробу;
- об'єм внутрішньої порожнини виробу;
![]() - газова постійна газу, яким заповнюють виріб і контрольну ємність;
- газова постійна газу, яким заповнюють виріб і контрольну ємність;
![]() - температура газу у виробі і контрольній ємності за час витримки в градусах Кельвіна;
- температура газу у виробі і контрольній ємності за час витримки в градусах Кельвіна;
![]() ,
, ![]() - відповідно об'єми тіла і вантажу;
- відповідно об'єми тіла і вантажу;
![]() - час витримки виробу при контролі герметичності.
- час витримки виробу при контролі герметичності.
Текст
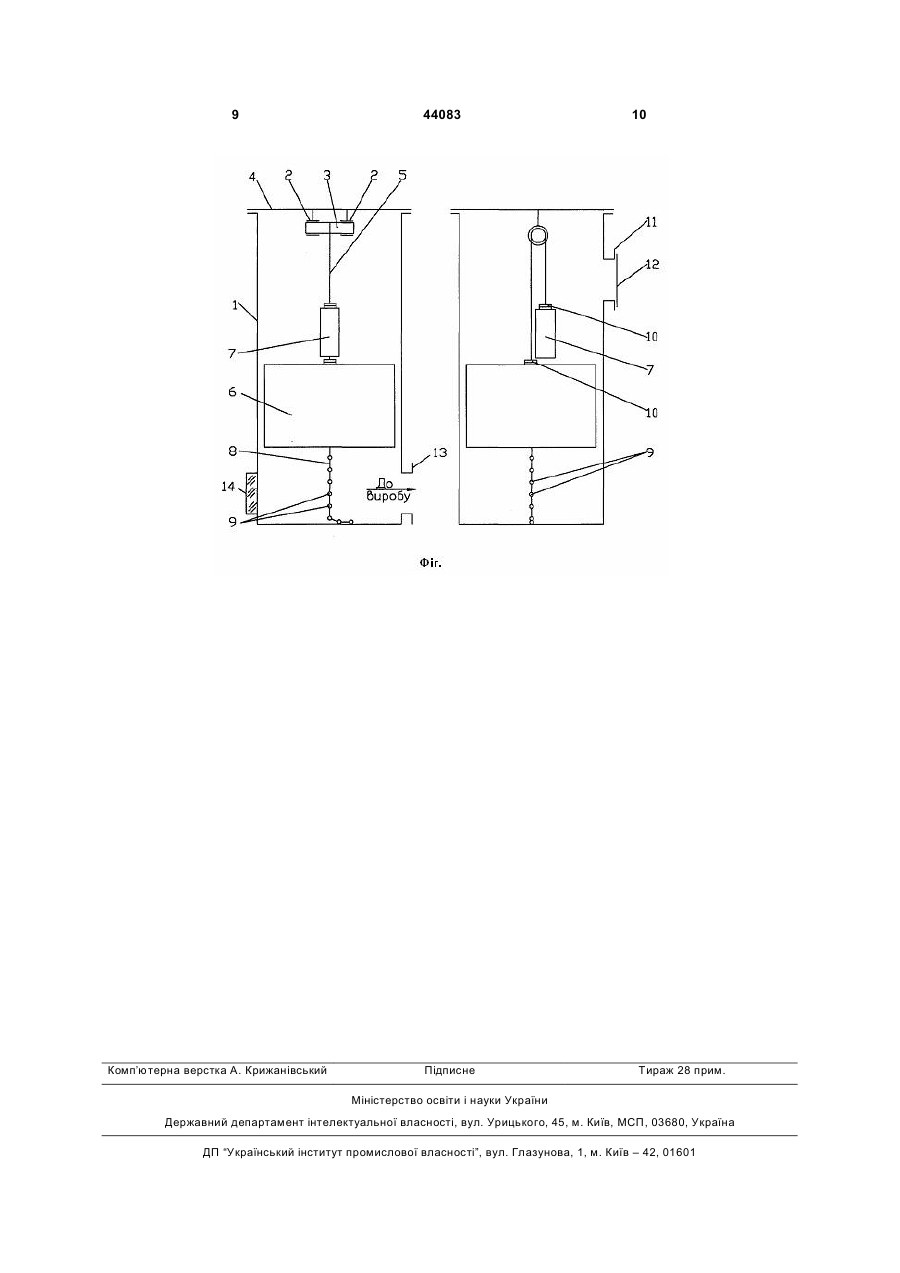
Спосіб контролю герметичності виробів, заснований на з'єднанні виробу з контрольною ємністю, заповненні їх газом до робочого тиску і вимірі зміни параметрів газу за час витримки, який відрізняється тим, що в контрольній ємності встановлюють на двох опорах, наприклад підшипникових, стрижень, на його середню частину накладають гнучку нитку, на одному кінці якої закріплюють тіло, наприклад герметичний пустотілий циліндр, а на другому - врівноважуючий його вантаж принаймні на порядок меншого об'єму і на нижній частині тіла закріплюють іншу гнучку нитку з нанизаними на неї, наприклад з рівномірним кроком, контрольними гирями, масою кожної на кілька порядків меншою, ніж у тіла, і забезпечують торкання частини з них днища контрольної ємності установкою на тіло або вантаж важків, з'єднують ємність з виробом і після подачі в них газу під робочим тиском забезпечують торкання днища контрольної ємності однієї-двох контрольних гир спочатку установкою на тіло важків, а потім зміною робочого тиску, після чого здійснюють витримку і визначають негерметичність виробу по зменшенню густини газу по масі контрольних гир, які торкнулися днища контрольної ємності за час витримки, відповідно до співвідношення o Gг тор ·V·R·T , Q= ( VT - VB )·t де Корисна модель відноситься до загального машинобудування і поширюється на способи і пристрої контролю герметичності порожнистих виробів з переважним використанням у ракетнокосмічній техніці для контролю герметичності паливних баків ракет і приладових відсіків космічних апаратів (КА). В даний час для контролю герметичності виробів ракетно-космічної техніки застосовується в основному мас-спектрометричний спосіб, див., наприклад, AC CPCP №1837170, МПК G01М 3/00, патент РФ №2063013, МПК G01M 3/02 і ОСТ 92 1527-89. "Изделия отрасли. Методы испытаний на герметичность с применением массспектрометрических течеискателей". Розділ 5 "Испытания на герметичность методом вакуумирования". Мас-спектрометричний спосіб (метод) полягає в розміщенні заправленого контрольним газом, наприклад, гелієм, виробу у вакуумній камері, підключенні до неї мас-спектрометричного течешукача, вакуумуванні вакуумної камери і визначенні зміни концентрації контрольного газу у вакуумній o (13) 44083 (19) UA (11) лися днища контрольної ємності за час витримки; V - об'єм внутрішньої порожнини виробу; R - газова постійна газу, яким заповнюють виріб і контрольну ємність; T - температура газу у виробі і контрольній ємності за час витримки в градусах Кельвіна; VT , VB - відповідно об'єми тіла і вантажу; t - час витримки виробу при контролі герметичності. U Q - негерметичність виробу; Gг тор - сумарна маса контрольних гир, які торкну 3 камері за час витримки, по якій судять про ступінь герметичності виробу. Цей спосіб, незважаючи на високу чутливість, потребує створення громіздких вакуумних камер для розміщення в них паливних баків ракет і КА, застосування вакуумного устаткування, масспектрометричних течешукачів та залучення кваліфікованого персоналу для їхнього обслуговування. Крім того, використання в якості контрольного газу гелію при його високій проникаючій здатності здебільше несумісне з напівпровідниковою радіоелектронною апаратурою, встановленої усередині приладових відсіків КА [див., наприклад, книгу Рязанов Л.Н. "Вакуумная техника". М., Высшая школа, 1982, стор.159]. Тому останнім часом для контролю герметичності КА усе частіше використовується менш чуттєвий, у порівнянні з мас-спектрометричним, спосіб, заснований на заповненні виробу нейтральним газом, приєднанні до виробу контрольної ємності і вимірі величини спаду тиску у виробі за час витримки щодо контрольної ємності див., наприклад, AC CPCP №250163, МПК G01M 3/26 - прототип. Незважаючи на простоту, цей спосіб має суттєвий недолік, який полягає у великій погрішності виміру негерметичності внаслідок значного впливу на величину спаду тиску різниці температур газу в порожнині випробуваного виробу та в контрольній ємності, внаслідок того, що темп зміни температури газу у виробі і ємності в процесі контролю може суттєво розрізнятися. Тому для підвищення точності виміру спаду тиску в деяких випадках додатково вимірюють температуру газу, наприклад, шляхом виміру швидкості звуку в газі, який заповнює виріб, або шляхом установки усередині виробу великої кількості датчиків температури. Однак, як показали розрахунки, для достовірного визначення негерметичності приладових відсіків, при якій гарантується робота КА протягом 10 років, похибка виміру температури, усередненої по всьому об'єму, не повинна перевищувати 0,005°С, яка при існуючих методах її контролю практично недосяжна. В основу корисної моделі поставлена задача підвищення якості контролю герметичності виробів, включаючи підвищення точності і зменшення часу контролю, шляхом установки в контрольній ємності стрижня на двох, наприклад підшипникових, опорах, накладення на його середню частину гнучкої нитки, закріплення на одному її кінці тіла, наприклад герметичного пустотілого циліндра, а на другому - врівноважуючого його вантажу, принаймні на порядок меншого в порівнянні з тілом об'єму, закріплення на нижній частині тіла іншої гнучкої нитки з нанизаними на неї, наприклад, з рівномірним кроком, контрольними гирями масою кожної на кілька порядків меншої, чим у тіла, забезпечення торкання частини з них днища контрольної ємності установкою на тіло або вантаж важків, з'єднання ємності з виробом, і після подачі в них газу під робочим тиском забезпечення торкання днища контрольної ємності однієї - двох контрольних гир спочатку установкою на тіло важків, а потім зміною робочого тиску, і після витримки ви 44083 4 значення негерметичності виробу по зменшенню густини газу по масі контрольних гир, які торкнулися днища контрольної ємності за час витримки, що дозволило підвищити точність, зменшити вартість і час контролю герметичності. Таким чином, запропоноване технічне рішення відрізняється від найближчого аналогу новими суттєвими відмітними ознаками та витікаючими з них технічними результатами: Контроль герметичності здійснюють шляхом виміру одного параметру - зменшення густини газу у виробі за час витримки. У цьому випадку відпадає необхідність виміру температури газу в декількох місцях виробу, від якої для замкнутих об'ємів густина не залежить, тому що вона визначається відношенням тиску до температури, яка для замкнутого об'єму постійно [див., наприклад, X. Кухлинг. "Справочник по физике". М., Мир, 1982, стор.154, формула Т13. 23; стор.150, формула Т13. 14]. Крім того, відпадає необхідність у вимірі спаду тиску газу у виробі. Таким чином, скорочується кількість (в основному датчиків температури) та номенклатура засобів вимірів параметрів газу у виробі, і, отже, зменшується вартість та погрішність контролю герметичності. У негерметичному виробі густина газу поступово зменшується. Величину зменшення густини газу можна визначити, наприклад, за законом Архімеда, відповідно до якого при зменшенні густини середи, у яке занурене будь-яке тіло, приводить до зменшення сили, що виштовхує, та діє на це тіло. Величина зменшення виштовхувальної сили за законом Архімеда дорівнює добутку зменшення густини середи на об'єм тіла. Зменшення виштовхувальної сили можна визначити зважуванням тіла до і після витримки за допомогою ваг, наприклад, пружинних. Однак, у зв'язку з дуже малим зменшенням густини газу у виробі, точність зважування тіла вагами буде недостатньою. Для визначення негерметичності виробу по зменшенню густини газу виконують підготовчі роботи, які полягають у тім, що в контрольній ємності встановлюють на двох опорах, наприклад підшипникових, стрижень, на його середню частину накладають гнучку нитку, на одному кінці якої закріплюють тіло, наприклад герметичний пустотілий циліндр, а на другому - врівноважуючий його вантаж, принаймні на порядок меншого об'єму, і на нижній частині тіла закріплюють іншу гнучку нитку з нанизаними на неї, наприклад з рівномірним кроком, контрольними гирями, масою кожної на кілька порядків меншої, чим у тіла, забезпечують торкання частини з них днища контрольної ємності установкою на тіло або вантаж важків. На підставі аналізу підготовчих робіт можна зробити висновок про простоту і низку вартість виготовлення й експлуатації устаткування по пропонованому способі, у порівнянні з масспектрометричним способом, який вимагає використання вакуумних камер, мас-спектрометричних течешукачів і вакуумного устаткування, включаючи вакуумні насоси. Після з'єднання контрольної ємності з випробуваним виробом і подачі в них газу під робочим 5 тиском забезпечують торкання днища контрольної ємності однієї - двох контрольних гир спочатку установкою на тіло важків, а потім зміною робочого тиску. Після витримки визначають негерметичність виробу по зменшенню густини газу по масі контрольних гир, які торкнулися днища контрольної ємності за час витримки. Пропонована методика визначення величини негерметичності виробу не вимагає застосування в якості контрольного газу гелію і дозволяє використовувати замість нього загальнодоступні гази типу повітря або азоту, а також суттєво підвищити точність контролю за рахунок можливості збільшення як кількості контрольних гир, нанизаних на нитку, так і значного зменшення маси кожної з них. Крім того, для визначення негерметичності виробу по пропонованому способу не потрібно залучення висококваліфікованого персоналу для тарировки і приведення в працездатний стан масспектрометра та суттєво скорочується час підготовки виробу до випробувань на герметичність (більш, ніж на добу) за рахунок виключення необхідності вакуумування вакуум-камери, що обов'язково для мас-спектрометричного способу контролю герметичності. Таким чином, поєднання відомих суттєвих ознак (сполучення виробу з контрольною ємністю, заповнення їх газом до робочого тиску і вимір зміни параметрів газу за час витримки) і нових суттєвих відмітних ознак (розміщення в контрольній ємності стрижня на двох опорах, накладення на його середню частину нитки, закріплення на одному кінці нитки тіла, а на другому - врівноважующого його вантажу, принаймні на порядок меншого об'єму, закріплення на нижній частині тіла іншої нитки з нанизаними на неї контрольними гирями масою кожної на кілька порядків меншої, чим у тіла, визначення негерметичності по зменшенню густини газу за час витримки по масі контрольних гир, які торкнулися днища контрольної ємності за цей час), забезпечує одержання технічного результату, який полягає в підвищенні точності контролю герметичності до рівня, порівнянного з масспектрометричним способом, при істотно менших витратах засобів та часу контролю. Сутність корисної моделі пояснюється схемним кресленням контрольної ємності. Перед початком контролю герметичності виконують ряд підготовчих робіт у нижчевикладеній послідовності. У контрольній ємності 1 при атмосферному тиску в ній установлюють на двох, наприклад підшипникових опорах 2, стрижень 3. Для одного з варіантів конструкції контрольної ємності 1, приведеному на схемному кресленні, опори 2 закріплюють на знімній кришці 4. Не виключена можливість установки стрижня 3 на магнітному підвісі, на поплавкових і інших опорах, що забезпечують мінімальний опір його повороту навколо подовжньої осі. На середню частину стрижня 3 накладають гнучку нитку 5, на одному кінці якої закріплюють тіло 6 великого об'єму. Для цього тіло 6 виконують у виді герметичної пустотілої ємності, наприклад циліндричної форми. На другому кінці нитки 5 за 44083 6 кріплюють вантаж 7, який врівноважує тіло 6, значно меншого в порівнянні з ним об'єму. Цей вантаж 7 виготовляють з металевого матеріалу великої густини, наприклад з свинцю чи вольфраму, а тіло 6 з металу малої густини, наприклад з алюмінію. На нижній частині тіла 6 закріплюють іншу гнучку нитку 8 з нанизаними на неї, наприклад з рівномірним кроком, контрольними гирями 9, масою кожної на кілька порядків меншої, чим у тіла 6. Контрольні гирі 9 виготовляють з матеріалу малої густини, наприклад з пористого пінопласту. Це дозволяє збільшити розмір контрольних гир 9 при незначній масі і забезпечує візуальний контроль їхнього положення в ємності 1. Попередньо кожну контрольну гирю 9 зважують і величину маси маркірують на її поверхні. Для підвищення точності контролю герметичності контрольні гирі 9 виконують приблизно однакової маси. При атмосферному тиску в ємності 1 забезпечують торкання її днища частини контрольних гир 9 шляхом установки на тіло 6 або вантаж 7 важків 10 через фланець 11 при знятій заглушці 12. Далі на фланець 11 установлюють заглушку 12, з'єднують ємність 1 з виробом через фланець 13 і подають у них газ під робочим тиском. Унаслідок підвищення тиску збільшується виштовхувальна (Архимедова) сила, яка діє на тіло 6, у результаті чого воно піднімається вгору. Для підвищення точності контролю герметичності забезпечують торкання днища ємності 1 однієї-двох контрольних гир 9 спочатку установкою на тіло 6 важків 10 за допомогою маніпулятора, який не показано на схемному кресленні, а потім - регулюванням робочого тиску. Положення контрольних гир 9 щодо днища ємності 1 контролюють через ілюмінатор 14. Необхідність регулювання робочого тиску обумовлена значною залежністю положення контрольних гир 9 щодо днища ємності 1 від величини тиску. Діапазон регулювання тиску надзвичайно малий і визначається припустимим спадом тиску газу у виробі за час витримки. Стосовно до КА з об'ємом вільної порожнини 10м3 і припустимою негерметичністю 10-4м×Па/с припустимий спад тиску газу при добовій витримці складає приблизно 0,86Па. При робочому тиску газу в КА 2×105Па припустимий спад тиску газу при добовій витримці й отже, діапазон регулювання тиску газу перед початком контролю герметичності складе приблизно 4×10-4% від номінальної величини робочого тиску. Тому регулювання тиску газу у виробі практично не позначається на якості контролю герметичності. Після вищевказаного регулювання тиску газу роблять витримку. Величину негерметичності виробу визначають по зменшенню густини газу за час витримки. Унаслідок зменшення густини газу зменшується виштовхувальна (Архимедова) сила, що діє на тіло 6 і вантаж 7. Тому що об'єм тіла 6 значно перевищує об'єм вантажу 7, тіло 6 починає опускатися. Разом з тілом 6 опускається і нитка 8 з нанизаними на неї контрольними гирями 9. Для негерметичного виробу, з метою підвищення точності контролю, масу контрольних гир 9 і час ви 7 тримки вибирають з умови, що за цей час днища ємності 1 торкнуться не менш 80% контрольних гир 9. Зменшення відсотка контрольних гир 9, які торкнулися днища ємності 1 за час витримки нижче 80% приведе до пропорційного збільшення погрішності контролю величини негерметичності виробу. Чисельну величину негерметичності визначають з умови рівності зменшення виштовхувальної сили, діючої на тіло 6 і вантаж 7, зі зменшенням маси підвішених до тіла 6 на нитці 8 контрольних гир 9 за рахунок опускання частини з них за час витримки на днище ємності 1. Dr( VT - VB ) + Dr·Vг кін = Gг поч - Gг кін , де Dr - зменшення густини газу за час витримки; VT, VB, Vг кін. - відповідно об'єм тіла 6, вантажу 7 і контрольних гир 9, які не торкнулися днища ємності 1; Gг поч. і G г кін. - відповідно маса контрольних гир 9, які не торкнулися днища ємності Ідо витримки і після її закінчення. Тому що різниця в масах контрольних гир 9, які не торкнулися днища ємності 1 до витримки і після її закінчення дорівнює сумарній масі контрольних гир 9, які торкнулися днища ємності 1 за час витримки, тоді Gг поч.-G г кін.=Gг. тор де Gг. тор - сумарна маса контрольних гир 9, які торкнулися днища ємності 1 за час витримки. Оскільки маса контрольних гир 9, на кілька порядків менше маси тіла 6 і вантажу 7, то без великої погрішності можна припустити, що ця пропорція зберігається для їхніх об'ємів. Тому об'ємом контрольних гир 9 у порівнянні з об'ємом тіла 6 і гир 9 можна зневажити. У цьому випадку Gг тор Dr = VT - VB З огляду на те, що негерметичність визначається витоком газу за одиницю часу, зменшення густини газу визначимо також за одиницю часу. o Gг тор Dr = Dr = t ( VT - VB )·t де o r - зменшення густини газу за одиницю часу; t - час витримки. У техніці контролю герметичності її величина визначається потоком газу [Див., наприклад, дові 44083 8 дник "Вакуумная техника" під загальною редакцією Е.С. Фролова, В.Е. Минайчева, М. Машиностроение, 1985, стор. 33]. o P·V Q= , Па-м /с або t o o Q = P·V , де o Q - величина негерметичності виробу; Р - робочий тиск газу у виробі; o P - спад тиску газу у виробі за одиницю часу; V - об'єм внутрішньої порожнини виробу. Величину спаду тиску газу у виробі за одиницю часу визначають по рівнянню стану газів o o P = D r·R·T , де R - газова постійна; Т - абсолютна температура газу у виробі в процесі контролю герметичності в градусах Кельвіна. Тоді остаточний вираз для визначення негерметичності виробу прийме вид o Gг тор ·V·R·T Q= ( VT - VB )·t З остаточного виразу видно, що при контролі герметичності виробу по виміру густини газу, зміна температури газу у виробі або контрольній ємності за час витримки при 293К на три градуси приводить до похибки у визначенні величини негерметичності виробу усього ~ на 1%. Остаточний вираз дозволяє зробити висновок, що для підвищення чутливості пропонованого методу, тобто для мінімізації реєструємого витоку газу з виробу, необхідно збільшувати час витримки, об'єм тіла 6 і зменшувати об'єм вантажу 7, а також масу контрольних гир 9. Практичне використання пропонованого способу контролю герметичності технічних труднощів не викликає і дозволяє підвищити точність контролю за рахунок нехтувало малого впливу величини коливань температури газу у виробі при випробуваннях на результати виміру негерметичності. Застосування пропонованого способу дозволяє значно зменшити вартість контролю герметичності виробів за рахунок виключення необхідності будівництва та обслуговування дорогих вакуумних камер з вакуумним устаткуванням і масспектрометричною апаратурою. 9 Комп’ютерна верстка А. Крижанівський 44083 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ– 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of tightness of article
Автори англійськоюSerhiichuk Borys Vasyliovych, Voloshyn Oleksii Ivanovych, Koshkin Mykhailo Ivanovych, Dobrohorskyi Viktor Antonovych, Durachenko Volodymyr Mykhailovych, Dolinkevych Andrii Semenovych, Chumak Volodymyr Anatoliiovych, Ponomarenko Serhii Mykolaiovych, Koniukhov Yurii Stanislavovych
Назва патенту російськоюСпособ контроля герметичности изделия
Автори російськоюСергийчук Борис Васильевич, Волошин Алексей Иванович, Кошкин Михаил Иванович, Доброгорский Виктор Антонович, Дураченко Владимир Михайлович, Долинкевич Андрей Семенович, Чумак Владимир Анатольевич, Пономаренко Сергей Николаевич, Конюхов Юрий Станиславович
МПК / Мітки
Мітки: спосіб, герметичності, контролю, виробу
Код посилання
<a href="https://ua.patents.su/5-44083-sposib-kontrolyu-germetichnosti-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю герметичності виробу</a>
Спосіб контролю герметичності виробів
Номер патенту: 42390
Опубліковано: 10.07.2009
Автори: Доброгорський Віктор Антонович, Пономаренко Сергій Миколайович, Кошкін Михайло Іванович, Чумак Володимир Анатолійович, Волошин Олексій Іванович, Потапов Олександр Михайлович, Кочусов Юрій Олександрович, Сергійчук Борис Васильович
Мітки: виробів, герметичності, контролю, спосіб
Формула / Реферат:
1. Спосіб контролю герметичності виробів, заснований на установці в еталонну ємність посудини, заповненої рідиною, зануренні в рідину плавучого тіла, вертикальному закріпленні на його верхній частині стрижня, з'єднанні виробу з еталонною ємністю, подачі у виріб контрольного газу під робочим тиском, забезпеченні занурення основи стрижня в рідину спочатку навантаженням тіла грузилами, а потім - зміною тиску газу у виробі, визначенні глибини...
Спосіб контролю герметичності виробів
Номер патенту: 56229
Опубліковано: 15.05.2003
Автори: Сергійчук Борис Васильович, Доброгорський Віктор Антонович
МПК: G01M 3/02
Мітки: контролю, герметичності, спосіб, виробів
Формула / Реферат:
1. Спосіб контролю герметичності виробів, переважно герметичних відсіків космічних апаратів, заснований на розміщенні у виробі еталонної ємності, заповненні виробу контрольним газом з вирівнюванням тиску у виробі і еталонній ємності, вимірюванні в них температури газу, перемішуванні газу у виробі і визначенні негерметичності по спаданню тиску у виробі в порівнянні з еталонною ємністю після їхнього роз'єднання на фіксований інтервал часу, який...
Спосіб контролю герметичності виробів
Номер патенту: 78607
Опубліковано: 10.04.2007
Автори: Сергійчук Борис Васильович, Кошкін Михайло Іванович, Доброгорський Віктор Антонович
Мітки: герметичності, виробів, спосіб, контролю
Формула / Реферат:
1. Спосіб контролю герметичності виробів, що включає сполучення виробу з еталонною ємністю, заповнення їх газом до робочого тиску і визначення зміни параметру газу за час витримки, який відрізняється тим, що в еталонну ємність установлюють посудину, частково заповнену рідиною з малою пружністю парів, наприклад вакуумною олією ВО-1, занурюють у рідину плавуче тіло, на верхній частині якого вертикально закріплюють стрижень з меншим, ніж у тіла...
Спосіб контролю герметичності виробів
Номер патенту: 83219
Опубліковано: 25.06.2008
Автори: Доброгорський Віктор Антонович, Кошкін Михайло Іванович, Конюхов Юрій Станіславович, Волошин Олексій Іванович, Пономаренко Сергій Миколайович, Чумак Володимир Анатолійович, Сергійчук Борис Васильович
Мітки: герметичності, контролю, спосіб, виробів
Формула / Реферат:
1. Спосіб контролю герметичності виробів, заснований на з'єднанні виробу з контрольною ємністю, заповненні їх газом до робочого тиску і вимірі зміни параметрів газу за час витримки, який відрізняється тим, що для виміру параметрів газу усередині контрольної ємності розміщують різноплечий важіль, на довге плече якого установлюють тіло, наприклад герметичний пустотілий циліндр, на коротке – гирі, які його зрівноважують та мають значно менший в...
Пристрій для контролю герметичності виробів
Номер патенту: 53718
Опубліковано: 17.02.2003
Автори: Доброгорський Віктор Антонович, Сергійчук Борис Васильович
МПК: G01M 3/02
Мітки: контролю, виробів, пристрій, герметичності
Формула / Реферат:
1. Пристрій для контролю герметичності виробів, що містить еталонну ємкість, розміщену усередині випробовуваного виробу, реєстратор негерметичності, приєднаний до виробу і ємкості, вентилі та магістраль подачі газу, який відрізняється тим, що еталонна ємкість виконана у вигляді оребреного трубопроводу, виконаного з металу високої теплопровідності, наприклад з алюмінію.2. Пристрій за п.1, який відрізняється тим, що трубопровід виконаний...
Попередній патент: Спосіб генерації енергії абдуліна-дворцина
Наступний патент: Пристрій по підтримці на плаву судна, що знаходиться в аварійному стані
Випадковий патент: Віконний блок