Спосіб контролю герметичності виробів
Номер патенту: 42390
Опубліковано: 10.07.2009
Автори: Кочусов Юрій Олександрович, Волошин Олексій Іванович, Кошкін Михайло Іванович, Доброгорський Віктор Антонович, Потапов Олександр Михайлович, Пономаренко Сергій Миколайович, Чумак Володимир Анатолійович, Сергійчук Борис Васильович
Формула / Реферат
1. Спосіб контролю герметичності виробів, заснований на установці в еталонну ємність посудини, заповненої рідиною, зануренні в рідину плавучого тіла, вертикальному закріпленні на його верхній частині стрижня, з'єднанні виробу з еталонною ємністю, подачі у виріб контрольного газу під робочим тиском, забезпеченні занурення основи стрижня в рідину спочатку навантаженням тіла грузилами, а потім - зміною тиску газу у виробі, визначенні глибини занурення стрижня за час витримки, а по ній - щільності газу і величини негерметичності виробу, який відрізняється тим, що глибину занурення стрижня в рідину визначають по опусканню реперного тіла, яке виконують, наприклад, у вигляді пустотілої сфери незамкнутого об'єму з більшим, ніж у стрижня, діаметром і закріплюють, наприклад приклеюють, на вільному кінці стрижня.
2. Спосіб за п. 1, який відрізняється тим, що на посудину герметично встановлюють прозору кришку з трубкою на її верхній частині, причому трубку розташовують співвісно зі стрижнем, а її внутрішній діаметр виконують принаймні на порядок менше, ніж у посудини, і перед початком контролю герметичності заповнюють трубку рідиною до її основи і виключають торкання плавучого тіла днища і кришки посудини зміною робочого тиску газу у виробі.
Текст
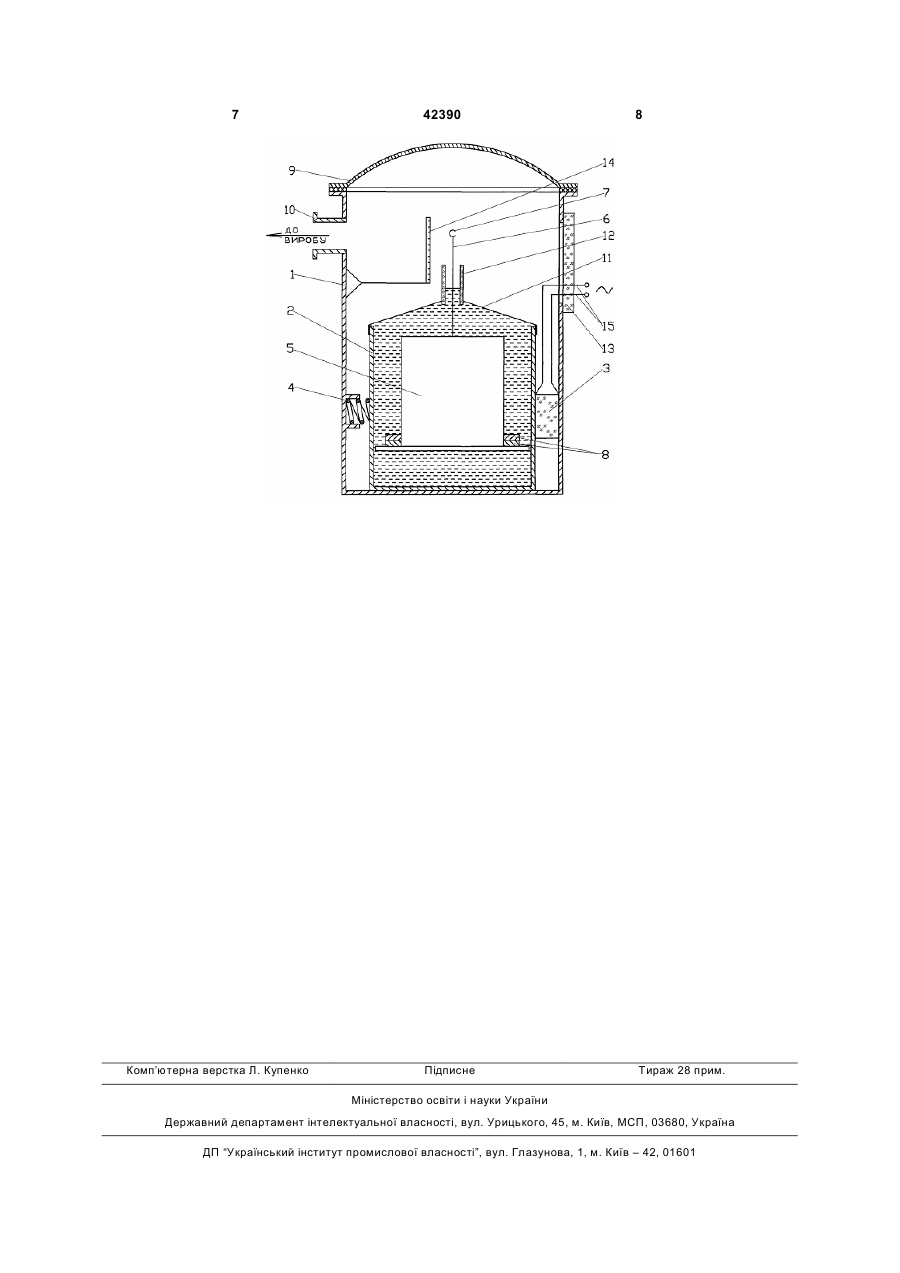
1. Спосіб контролю герметичності виробів, заснований на установці в еталонну ємність посудини, заповненої рідиною, зануренні в рідину плавучого тіла, вертикальному закріпленні на його верхній частині стрижня, з'єднанні виробу з еталонною ємністю, подачі у виріб контрольного газу під робочим тиском, забезпеченні занурення осно U 2 (19) 1 3 ратури газу у виробі та ємності в процесі контролю може суттєво розрізнятися. Значно більш високу точність контролю герметичності забезпечує "Спосіб контролю герметичності виробів" по патенту України №78607, МПК G01M3/02, G01M3/26 - прототип. По зазначеному способу контроль герметичності виробів здійснюють не по спаду тиску газу за час витримки, а по спаду щільності газу. Щільність газу вимірюють в еталонній ємності, приєднаної до виробу. Перед початком контролю герметичності в еталонну ємність встановлюють посудину і частково заповнюють її рідиною. У рідину занурюють плавуче тіло, на верхній частині якого вертикально закріплюють стрижень з меншим, чим у тіла поперечним перерізом. Після з'єднання виробу з еталонною ємністю та подачі в них контрольного газу, наприклад, повітря, під робочим тиском забезпечують занурення основи стрижня в рідину спочатку навантаженням тіла грузилами, а потім зміною робочого тиску газу у виробі. Після витримки виробу протягом заданого часу під робочим тиском визначають глибину занурення стрижня в рідину, а по ній, з використанням закону Архімеду, - величину негерметичності виробу. Для виключення механічного тертя тіла об стінки посудини останню під час витримки піддають вібрації. Подальшому підвищенню точності цього способу перешкоджають два недоліки. Перший недолік полягає в труднощі візуального визначення глибини занурення стрижня в рідину при зменшенні його діаметра до десятих, а тим більше до сотих частин міліметру. Другий недолік полягає у випарі рідини із посудини в еталонну ємність за час витримки, що збільшує в ній щільність газу та підвищує погрішність визначення негерметичності виробу. В основу корисної моделі поставлено завдання шляхом визначення глибини занурення стрижня в рідину по опусканню реперного тіла, з більшим, чим у стрижня діаметром, і герметичної установки на посудину прозорої кришки з трубкою на її верхній частині, виконання внутрішнього діаметра трубки принаймні на порядок менше діаметра посудини та заповнення трубки рідиною до її основи, забезпечити можливість зменшення діаметра стрижня і надходження парів рідини в еталонну ємність, а в остаточному підсумку - підвищити точність і зменшити час контролю герметичності. Пропоноване технічне рішення відрізняється від прототипу наступними суттєвими ознаками і результатами, які з них витікають. 1 Глибину занурення стрижня в рідину визначають по опусканню за час витримки реперного тіла, яке виконують, наприклад, у вигляді пустотілої сфери незамкнутого об'єму з більшим, чим у стрижня діаметром, і закріплюють, наприклад, приклеюють на вільному кінці стрижня. Виконання реперного тіла діаметром, наприклад, від двох до трьох міліметрів, дозволяє здійснювати візуальний контроль глибини занурення стрижня в рідину при зменшенні його діаметра на порядок і навіть на два порядки, наприклад, з одного міліметра до 42390 4 десятих і навіть до сотих частин міліметру. Оскільки об'єм рідини, який витісняється тілом, пропорційний квадратові діаметра стрижня, при зменшенні його діаметра на порядок точність контролю герметичності підвищується на два порядки. Так, якщо після витримки протягом одного часу глибину занурення стрижня діаметром один міліметр прийняти рівній одному міліметру, тоді при зменшенні діаметра стрижня до однієї десятої міліметра, глибина його занурення в рідину за той самий час складе сто міліметрів. Таким чином, точність контролю герметичності в цьому випадку підвищується на два порядки. Якщо обмежити ступінь підвищення точності до одного порядку, тобто глибину занурення стрижня до десяти міліметрів, з'являється можливість зменшення часу витримки з однієї години до шести хвилин. Отже по цій відмітній ознаці з'являється можливість не тільки підвищення точності, але і зменшення часу контролю герметичності виробів. 2 На посудину з рідиною герметично встановлюють прозору кришку з трубкою на її верхній частині з розташуванням трубки соосно зі стрижнем, причому внутрішній діаметр трубки виконують принаймні на порядок меншим, чим у посудини і заповнюють трубку рідиною до її основи перед початком контролю герметичності. Це суттєво, принаймні на два порядки, зменшує надходження парів рідини за час витримки в еталонну ємність. Таке зменшення поверхні випарування рідини практично виключає зміну щільності контрольного газу в еталонній ємності за рахунок випару рідини. Крім того, у деяких випадках, при великих величинах припустимої негерметичності виробів, замість дорогих вакуумних олій з малим тиском пружності парів в якості робочої рідини можливо використання звичайної води. Перед початком контролю герметичності виключають торкання плавучого тіла днища і кришки посудини зміною робочого тиску газу у виробі. Таким чином, сполучення відомих суттєвих ознак (установка в еталонну ємність посудини, заповненої рідиною, занурення в рідину плавучого тіла, вертикальне закріплення на його верхній частині стрижня, з'єднання виробу з еталонною ємністю і подача у виріб контрольного газу під робочим тиском та забезпечення занурення стрижня в рідину спочатку навантаження тіла грузилами, а потім - зміною тиску газу у виробі і визначення глибини занурення стрижня за час витримки, і нових суттєвих відмітних ознак (визначення глибини занурення стрижня в рідину по опусканню реперного тіла, виконаного, наприклад, у вигляді пустотілої сфери незамкнутого об'єму, з більшим, чим у стрижня діаметром, і закріпленого на вільному кінці стрижня, а також герметична установка на посудину прозорої кришки з трубкою на її верхній частині з розташуванням трубки соосно зі стрижнем, виконання її внутрішнього діаметра принаймні на порядок менше, чим у посудини, заповнення трубки рідиною до її основи і виключення торкання плавучого тіла днища і кришки посудини зміною робочого тиску газу у виробі) забезпечує одержання технічного результату, який полягає в підвищенні точності та зменшенні часу контролю герме 5 тичності виробу. Сутність корисної моделі пояснюється схемним кресленням еталонної ємності, з використанням якої визначається величина негерметичності виробу. Перед початком контролю герметичності в еталонну ємність 1 при атмосферному тиску встановлюють посудину 2, забезпечуючи її притиснення до вібратора 3, наприклад, за допомогою пружини 4. У посудину 2 заливають рідину з малим тиском пружності парів, наприклад, вакуумну олію. У рідину занурюють тіло 5, наприклад, циліндричної форми. Попередньо у верхній частині тіла 5 вертикально закріплюють стрижень 6 з меншим, чим у тіла поперечним перерізом. На вільному кінці стрижня закріплюють реперне тіло 7, яке виконують, наприклад, у вигляді пустотілої сфери незамкнутого об'єму, з більшим, чим у стрижня діаметром. Щільність тіла 5 вибирають з умови забезпечення його плавучості в рідині. За допомогою грузил 8 регулюють ступінь занурення тіла 5 у рідину таким чином, щоб основа стрижня 6 у місці його кріплення до тіла потопала в рідині. Остаточне регулювання ступеня занурення 5 у рідину здійснюють, за допомогою тих же грузил 8 при робочому тиску контрольного газу, наприклад, повітря або азоту, після установки заглушки 9. Контрольний газ в еталонну ємність 1 подають через фланець 10. Після регулювання ступеня занурення тіла 5 у рідину тиск еталонної ємності знижують до атмосферного, знімають заглушку 9 і на посудину 2 герметично встановлюють прозору кришку 11 із трубкою 12 на її верхній частині. Внутрішній діаметр трубки 12 виконують принаймні на порядок менше, чим у посудини 2. Потім трубку 12 заповнюють рідиною до її основи. Контроль величини герметичності здійснюють у наступному порядку. Випробуваний виріб через фланець 10 з'єднують з еталонною ємністю 1. У внутрішню порожнину виробу подають контрольний газ під робочим тиском, після чого роблять невелику паузу, достатню для вирівнювання робочого тиску у виробі та еталонній ємності 1. Після вирівнювання тиску перевіряють вели 42390 6 чину занурення стрижня 6 у рідину посудини 2. Величину занурення регулюють шляхом плавної зміни робочого тиску газу у виробі в невеликих припустимих межах, забезпечуючи занурення основи стрижня 6 у рідину в місці його кріплення до тіла 5 виключаючи торкання тіла 5 днища посудини 2 і кришки 11. Для визначення величини негерметичності виробу роблять витримку. Внаслідок негерметичності щільність газу у виробі під час витримки поступово зменшується і тому зменшується виштовхувальна (Архімедова) сила, діюча з боку газу через рідину на тіло 5. За рахунок зменшення виштовхувальної сили тіло 5 і прикріплений до нього стрижень 6 поступово глибше занурюються в рідину. Величину їхнього занурення в рідину контролюють візуально через прозорий ілюмінатор 13 по переміщенню реперного тіла 7 відносно поділок шкали на рахунковій лінійці 14. Контроль герметичності виробів за допомогою реперного тіла 7 дозволяє зменшити діаметр стрижня 6 і тим самим підвищити точність і зменшити час контролю. Крім того точність контролю герметичності підвищується за рахунок зменшення поверхні випару рідини в еталонну ємність 1 шляхом виконання трубки 12 на прозорій кришці 11 із внутрішнім діаметром принаймні на порядок меншим, чим у посудини 2. Для підвищення точності контролю герметичності при визначенні глибини занурення тіла 5 у рідину посудину 2 піддають вібрації шляхом підведення перемінного струму по струмопроводам 15 до вібратора 3, виконаного, наприклад, у вигляді п'єзоелектричної пластини. У результаті виключається тривале зіткнення тіла 5 із посудиною 2 і механічне тертя між ними. Величину негерметичності виробу визначають по зменшенню щільності газу за час витримки з використанням методики, приведеної в патенті України №78607, МПК G01M3/02, G01M3/26. Практичне використання пропонованої корисної моделі контролю герметичності виробів технічних труднощів не викликає і дозволяє значно підвищити точність контролю герметичності до рівня, порівнянного з мас-спектрометричним методом, а також зменшити час контролю герметичності. 7 Комп’ютерна верстка Л. Купенко 42390 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of tightness of articles
Автори англійськоюSerhiichuk Borys Vasyliovych, Voloshyn Oleksii Ivanovych, Potapov Oleksandr Mykhailovych, Koshkin Mykhailo Ivanovych, Dobrohorskyi Viktor Antonovych, Kochusov Yurii Oleksandrovych, Chumak Volodymyr Anatoliiovych, Ponomarenko Serhii Mykolaiovych
Назва патенту російськоюСпособ контроля герметичности изделий
Автори російськоюСергийчук Борис Васильевич, Волошин Алексей Иванович, Потапов Александр Михайлович, Кошкин Михаил Иванович, Доброгорский Виктор Антонович, Кочусов Юрий Александрович, Чумак Владимир Анатольевич, Пономаренко Сергей Николаевич
МПК / Мітки
Мітки: контролю, спосіб, герметичності, виробів
Код посилання
<a href="https://ua.patents.su/4-42390-sposib-kontrolyu-germetichnosti-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю герметичності виробів</a>
Спосіб контролю герметичності виробів
Номер патенту: 78607
Опубліковано: 10.04.2007
Автори: Доброгорський Віктор Антонович, Кошкін Михайло Іванович, Сергійчук Борис Васильович
Мітки: спосіб, виробів, контролю, герметичності
Формула / Реферат:
1. Спосіб контролю герметичності виробів, що включає сполучення виробу з еталонною ємністю, заповнення їх газом до робочого тиску і визначення зміни параметру газу за час витримки, який відрізняється тим, що в еталонну ємність установлюють посудину, частково заповнену рідиною з малою пружністю парів, наприклад вакуумною олією ВО-1, занурюють у рідину плавуче тіло, на верхній частині якого вертикально закріплюють стрижень з меншим, ніж у тіла...
Спосіб контролю герметичності виробів
Номер патенту: 56229
Опубліковано: 15.05.2003
Автори: Доброгорський Віктор Антонович, Сергійчук Борис Васильович
МПК: G01M 3/02
Мітки: герметичності, спосіб, контролю, виробів
Формула / Реферат:
1. Спосіб контролю герметичності виробів, переважно герметичних відсіків космічних апаратів, заснований на розміщенні у виробі еталонної ємності, заповненні виробу контрольним газом з вирівнюванням тиску у виробі і еталонній ємності, вимірюванні в них температури газу, перемішуванні газу у виробі і визначенні негерметичності по спаданню тиску у виробі в порівнянні з еталонною ємністю після їхнього роз'єднання на фіксований інтервал часу, який...
Спосіб контролю герметичності виробів
Номер патенту: 83219
Опубліковано: 25.06.2008
Автори: Пономаренко Сергій Миколайович, Волошин Олексій Іванович, Конюхов Юрій Станіславович, Доброгорський Віктор Антонович, Кошкін Михайло Іванович, Сергійчук Борис Васильович, Чумак Володимир Анатолійович
Мітки: контролю, спосіб, виробів, герметичності
Формула / Реферат:
1. Спосіб контролю герметичності виробів, заснований на з'єднанні виробу з контрольною ємністю, заповненні їх газом до робочого тиску і вимірі зміни параметрів газу за час витримки, який відрізняється тим, що для виміру параметрів газу усередині контрольної ємності розміщують різноплечий важіль, на довге плече якого установлюють тіло, наприклад герметичний пустотілий циліндр, на коротке – гирі, які його зрівноважують та мають значно менший в...
Пристрій для контролю герметичності виробів
Номер патенту: 53718
Опубліковано: 17.02.2003
Автори: Сергійчук Борис Васильович, Доброгорський Віктор Антонович
МПК: G01M 3/02
Мітки: пристрій, герметичності, виробів, контролю
Формула / Реферат:
1. Пристрій для контролю герметичності виробів, що містить еталонну ємкість, розміщену усередині випробовуваного виробу, реєстратор негерметичності, приєднаний до виробу і ємкості, вентилі та магістраль подачі газу, який відрізняється тим, що еталонна ємкість виконана у вигляді оребреного трубопроводу, виконаного з металу високої теплопровідності, наприклад з алюмінію.2. Пристрій за п.1, який відрізняється тим, що трубопровід виконаний...
Спосіб контролю герметичності оболонок тепловидільних елементів ядерного енергетичного реактора і пристрій для його здійснення
Номер патенту: 30835
Опубліковано: 15.12.2000
Автори: Назаренко Аскольд Федорович, Давиденко Леонід Андрійович, Покора Ігор Миколайович, Білей Данко Васильович, Максимов Максим Вітальович
МПК: G01N 29/04
Мітки: здійснення, герметичності, ядерного, пристрій, реактора, спосіб, елементів, оболонок, контролю, енергетичного, тепловидільних
Текст:
...герметичності оболонок тепловидільних елементів ядерного енергетичного реактора і, таким чином, забезпечити експресаналіз герметичності оболонок, спростити обробку вимірювань та зменшити енергетичні витрати. В основу винаходу також поставлено завдання створити такий пристрій для здійснення запропонованого способу, у якому нова конструкція і нові зв'язки дозволяють зменшити енергетичні затрати та скоротити час проведення контролю....