Спосіб виготовлення плоских дерев’яних паличок
Номер патенту: 49659
Опубліковано: 16.09.2002
Автори: Гром Олександр Анатолійович, Масленніков Сергій Генадійович
Формула / Реферат
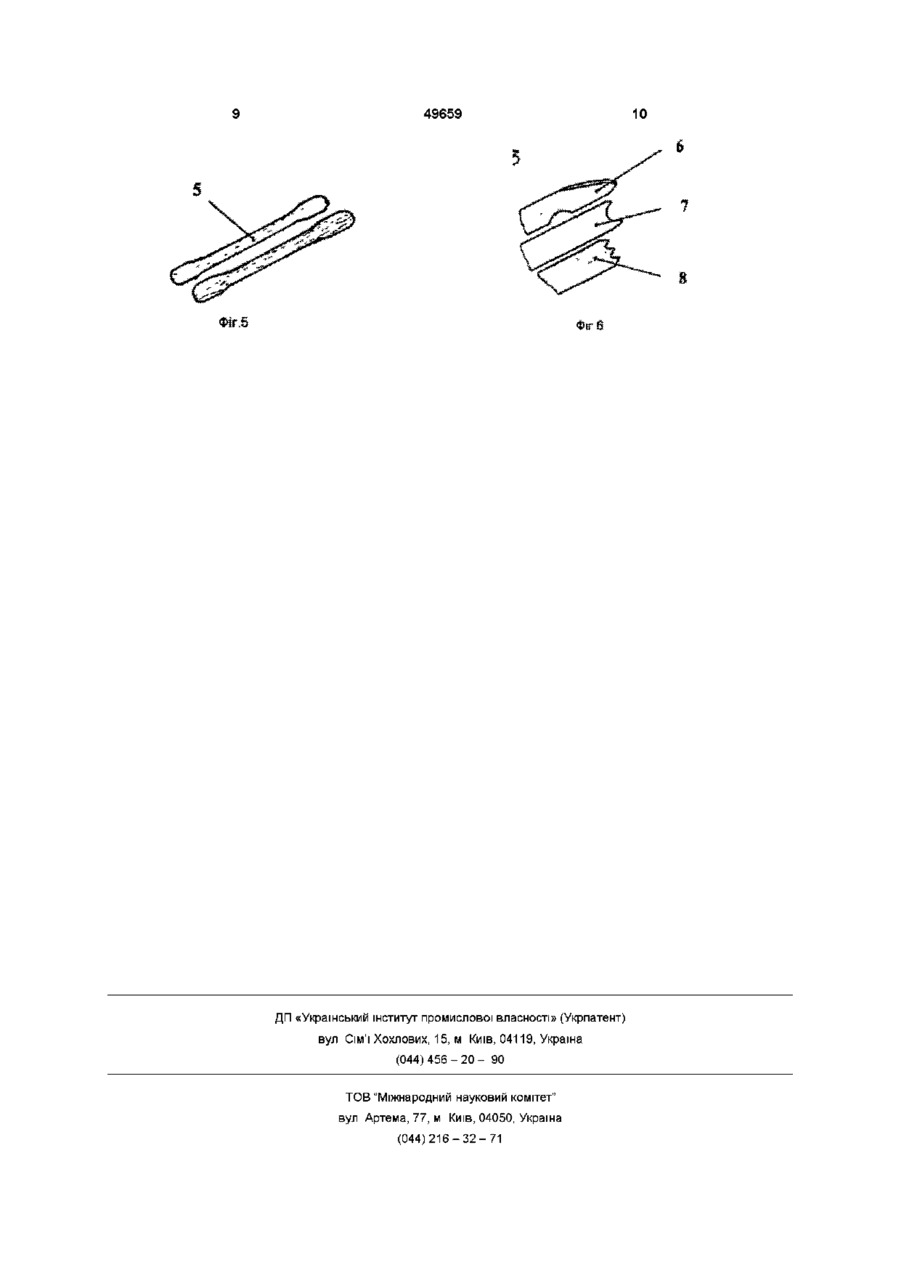
1. Спосіб виготовлення плоских дерев'яних паличок, переважно для морозива, який полягає в підготовці з лісоматеріалу вхідних заготовок, виготовленні з них проміжних заготовок, вирізанні чорнових паличок з проміжних заготовок, обробці їх поверхонь з наступним сортуванням та упаковкою, який відрізняється тим, що вхідні заготовки виготовляють шляхом поздовжнього розрізання лісоматеріалу на рейки товщиною, рівною товщині чорнових паличок, проміжні заготовки виготовляють довжиною, рівною довжині чорнових паличок, шляхом поперечного перерізання рейок з наступним висушуванням, а вирізання чорнових паличок виконують фрезеруванням проміжних заготовок поперек волокон з отриманням профілю палички та розпусканням їх в поздовжньому напрямку.
2. Спосіб по п. 1, який відрізняється тим, що висушування проміжних заготовок здійснюють в сушарці типу "п'яна бочка".
3. Спосіб по п. 1, який відрізняється тим, що при вирізанні проміжних заготовок видаляють браковані ділянки рейок.
Текст
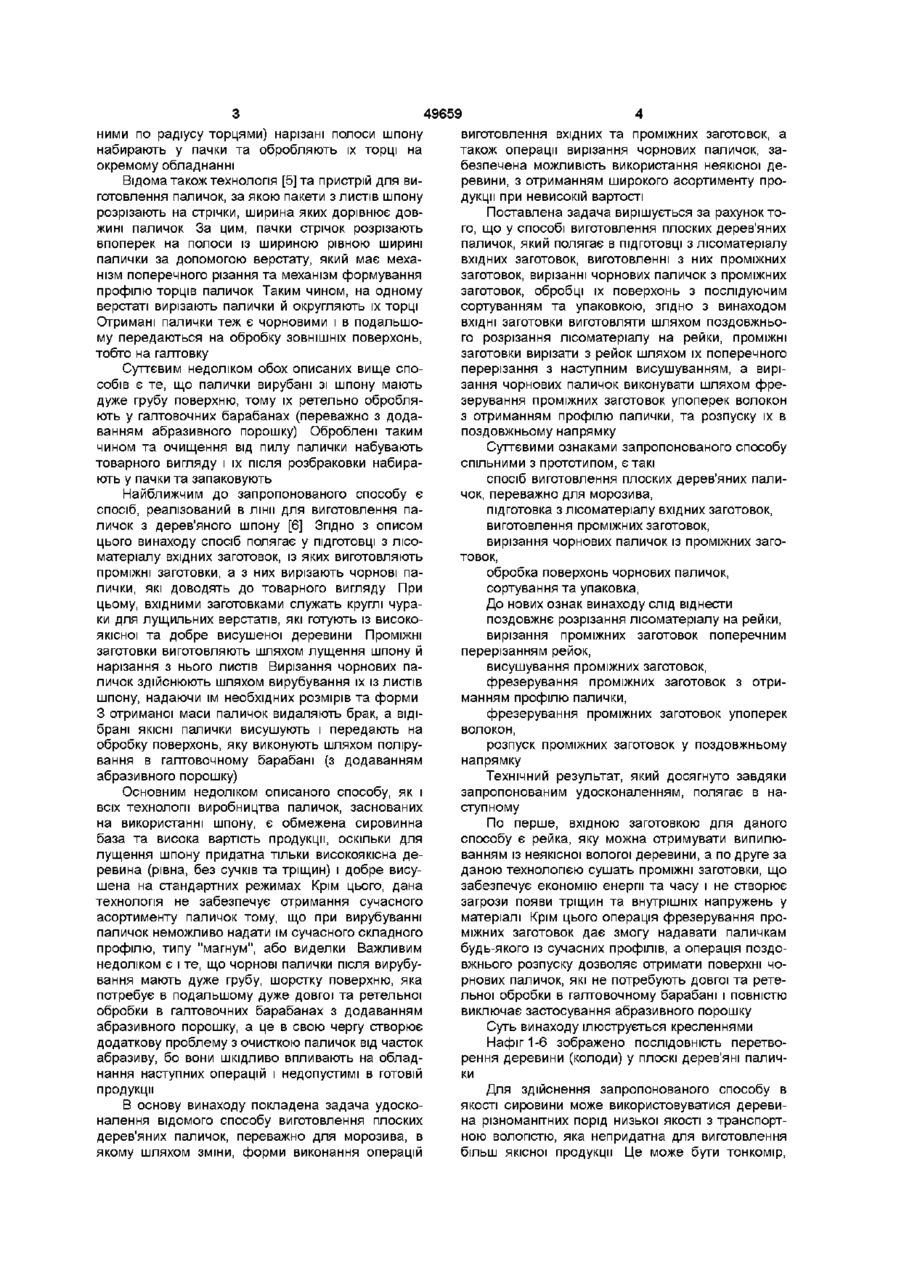
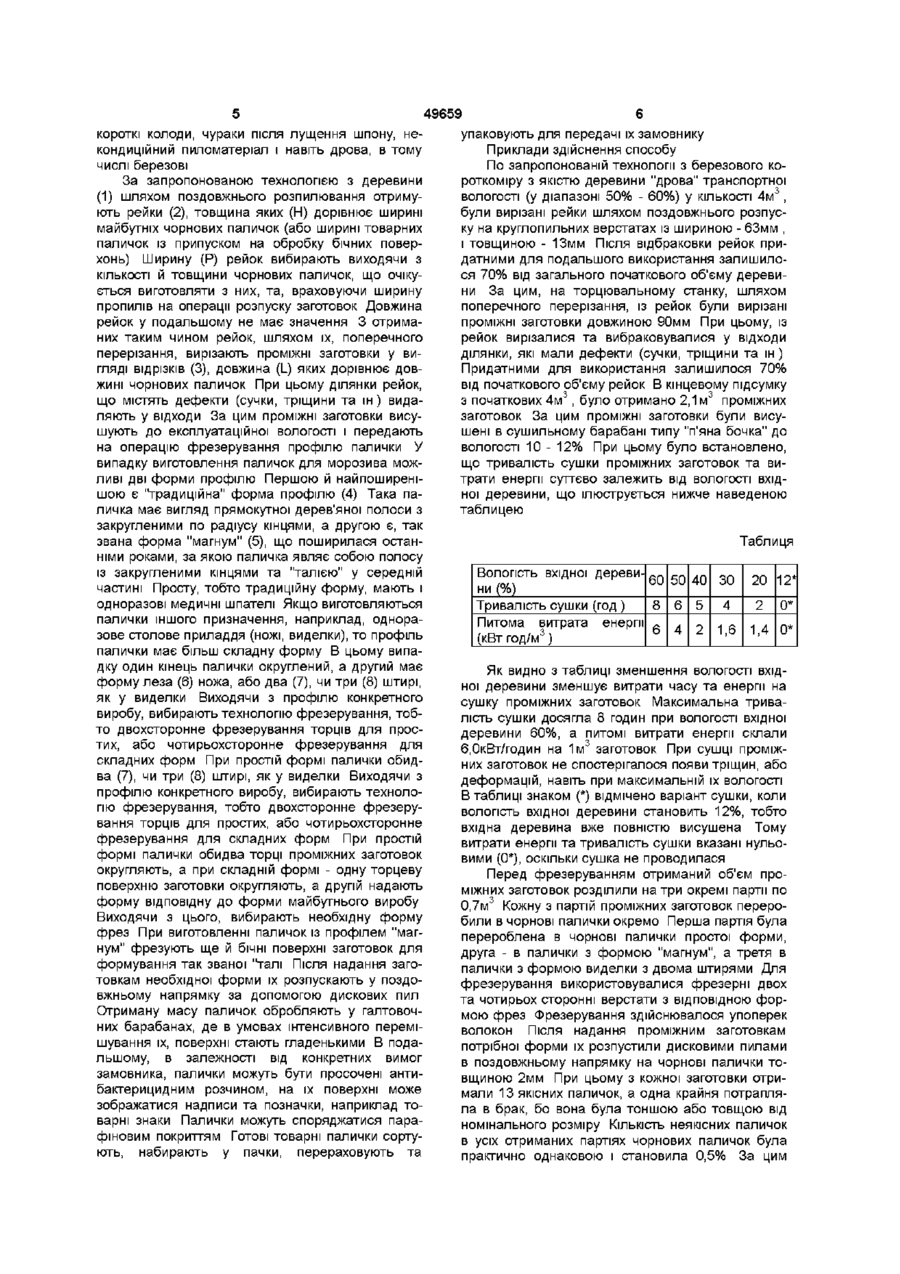
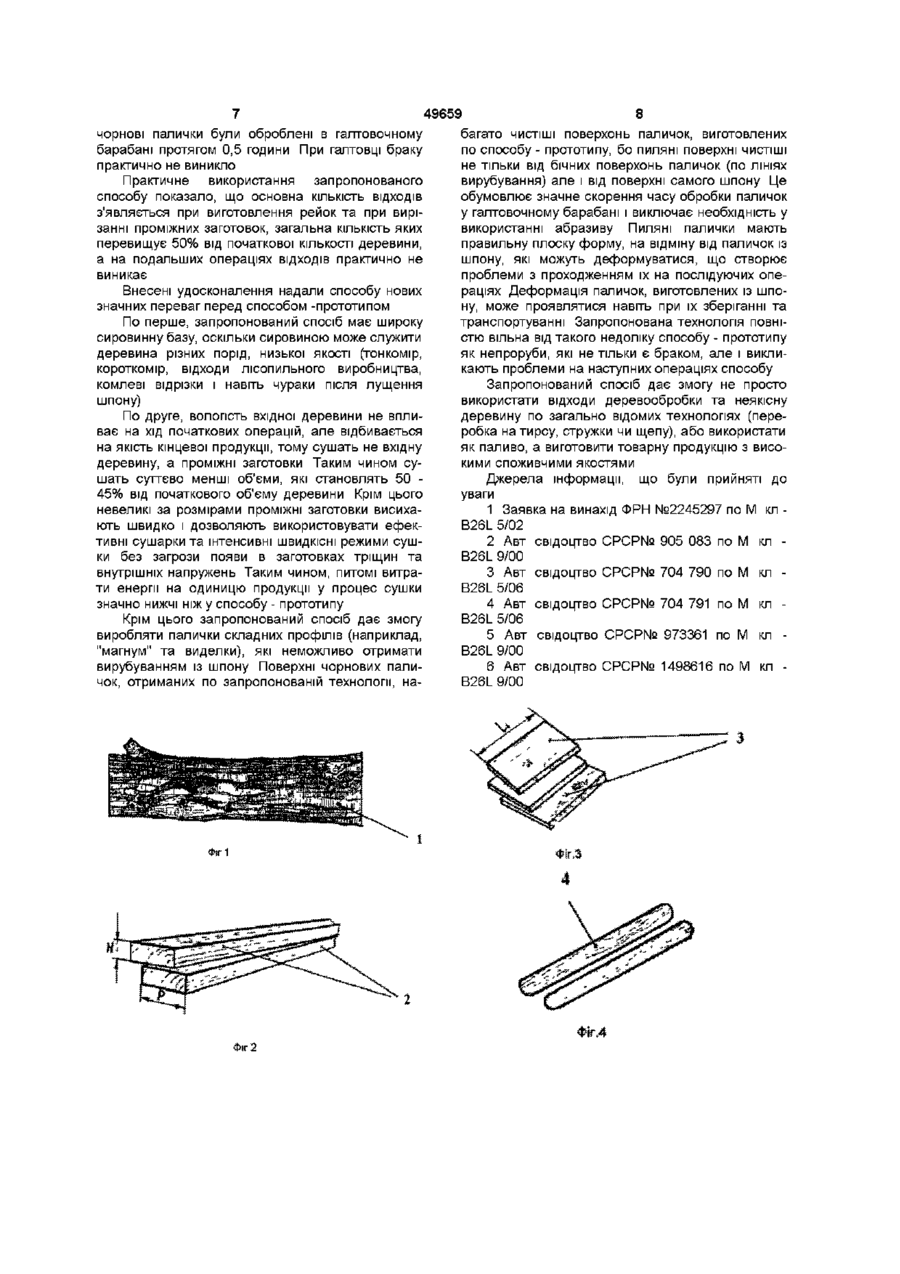
1 Спосіб виготовлення плоских дерев'яних паличок, переважно для морозива, який полягає в ПІДГОТОВЦІ з лісоматеріалу вхідних заготовок, виготовленні з них проміжних заготовок, вирізанні чорнових паличок з проміжних заготовок, обробці їх поверхонь з наступним сортуванням та упаковкою, який відрізняється тим, що ВХІДНІ заготовки виготовляють шляхом поздовжнього розрізання лісоматеріалу на рейки товщиною, рівною товщині чорнових паличок, проміжні заготовки виготовляють довжиною, рівною довжині чорнових паличок, шляхом поперечного перерізання рейок з наступним висушуванням, а вирізання чорнових паличок виконують фрезеруванням проміжних заготовок поперек волокон з отриманням профілю палички та розпусканням їх в поздовжньому напрямку 2 Спосіб по п 1, який відрізняється тим, що висушування проміжних заготовок здійснюють в сушарці типу "п'яна бочка" 3 Спосіб по п 1, який відрізняється тим, що при вирізанні проміжних заготовок видаляють браковані ділянки рейок Винахід відноситься до деревообробної промисловості і стосується технології масового виробництва плоских дерев'яних паличок, насамперед паличок для морозива Відомо, ЩО останнім часом помітно зріс попит на предмети одноразового використання, особливо в харчовій галузі, медицині та побуті Такими предметами є одноразовий посуд та столове приладдя, наприклад, одноразові ножики, виделки, ложки для закладів швидкого харчування, або харчування на транспорті (у літаках, поїздах, автомобілях), чи на відпочинку (на пляжі, в ЛІСІ, на рибалці, на полюванні, або на дачі), а в медицині використовуються одноразові шпателі Хоча предмети одноразового використання, виготовлені гатьох країнах виробляються та використовують у масових кількостях Для виготовлення плоских дерев'яних паличок, традиційною є технологія, що заснована на використанні шпону Таке виробництво є супутнім для сірникового або фанерного виробництва До цього часу дана технологія досить поширена в практиці, хоча придатна переважно для виготовлення паличок простої форми Відомою технологією виготовлення плоских дерев'яних паличок, типу паличок для морозива, є спосіб [1 і 2] виготовлення їх безпосередньо на лущильному станку, за яким підчас роботи лущильного станка на ЗОВНІШНІЙ поверхні чурака за допомогою роторного ножа виконують неглибокі (на товщину майбутньої палички) надрізи В результаті цього шпон в процесі зрізання розділяється на тонкі прямокутні плоскі палички Отримані таким чином палички є чорновими і для надання їм товарного вигляду їх поверхні обробляють у галтовочних барабанах Цей спосіб характеризується вели з пластмаси, привабливіші за ЗОВНІШНІМ ВИГЛЯДОМ НІЖ дерев'яні, але останні, з точки зору екологів, мають беззаперечні переваги Потрапляючи в сміття, дерев'яні палички не створюють проблем, бо у випадку захоронения у звалищах такі палички швидко перегнивають, а у випадку спалювання сміття вони згорають без шкідливих виділень Потрапляючи в природне середовище (залишені в ЛІСІ, чи на річці) такі палички згнивають, як і всі ІНШІ рослинні залишки, не завдаючи шкоди природі Саме це і стимулювало останнім часом підвищення інтересу до дерев'яних паличок, насамперед паличок для морозива, хоча вони вже давно в ба кою КІЛЬКІСТЮ браку Більш досконалою є технологія [3 і 4], за якою з чураків лущать шпон, а з його листів набирають пачки, які затим розрізають на полоси прямокутної форми Для надання торцевим поверхням отриманих полос шпону потрібної форми (наприклад, при виготовленні паличок для морозива з округле ю (О ними по радіусу торцями) нарізані полоси шпону набирають у пачки та обробляють їх торці на окремому обладнанні Відома також технологія [5] та пристрій для виготовлення паличок, за якою пакети з листів шпону розрізають на стрічки, ширина яких дорівнює довжині паличок За цим, пачки стрічок розрізають впоперек на полоси із шириною рівною ширині палички за допомогою верстату, який має механізм поперечного різання та механізм формування профілю торців паличок Таким чином, на одному верстаті вирізають палички й округляють їх торці Отримані палички теж є чорновими і в подальшому передаються на обробку ЗОВНІШНІХ поверхонь, тобто на галтовку Суттєвим недоліком обох описаних вище способів є те, що палички вирубані зі шпону мають дуже грубу поверхню, тому їх ретельно обробляють у галтовочних барабанах (переважно з додаванням абразивного порошку) Оброблені таким чином та очищення від пилу палички набувають товарного вигляду і їх після розбраковки набирають у пачки та запаковують Найближчим до запропонованого способу є спосіб, реалізований в лінії для виготовлення паличок з дерев'яного шпону [6] Згідно З ОПИСОМ цього винаходу спосіб полягає у ПІДГОТОВЦІ З лісоматеріалу вхідних заготовок, із яких виготовляють проміжні заготовки, а з них вирізають чорнові палички, які доводять до товарного вигляду При цьому, вхідними заготовками служать круглі чураки для лущильних верстатів, які готують із високоякісної та добре висушеної деревини Проміжні заготовки виготовляють шляхом лущення шпону й нарізання з нього листів Вирізання чорнових паличок здійснюють шляхом вирубування їх із листів шпону, надаючи їм необхідних розмірів та форми З отриманої маси паличок видаляють брак, а відібрані ЯКІСНІ палички висушують і передають на обробку поверхонь, яку виконують шляхом полірування в галтовочному барабані (з додаванням абразивного порошку) 49659 виготовлення вхідних та проміжних заготовок, а також операції вирізання чорнових паличок, забезпечена можливість використання неякісної деревини, з отриманням широкого асортименту продукції при невисокій вартості Поставлена задача вирішується за рахунок того, що у способі виготовлення плоских дерев'яних паличок, який полягає в ПІДГОТОВЦІ З лісоматеріалу вхідних заготовок, виготовленні з них проміжних заготовок, вирізанні чорнових паличок з проміжних заготовок, обробці їх поверхонь з послідуючим сортуванням та упаковкою, згідно з винаходом ВХІДНІ заготовки виготовляти шляхом поздовжнього розрізання лісоматеріалу на рейки, проміжні заготовки вирізати з рейок шляхом їх поперечного перерізання з наступним висушуванням, а вирізання чорнових паличок виконувати шляхом фрезерування проміжних заготовок упоперек волокон з отриманням профілю палички, та розпуску їх в поздовжньому напрямку Основним недоліком описаного способу, як і всіх технології виробництва паличок, заснованих на використанні шпону, є обмежена сировинна база та висока вартість продукції, оскільки для лущення шпону придатна тільки високоякісна деревина (рівна, без сучків та тріщин) і добре висушена на стандартних режимах Крім цього, дана технологія не забезпечує отримання сучасного асортименту паличок тому, що при вирубуванні паличок неможливо надати їм сучасного складного профілю, типу "магнум", або виделки Важливим недоліком є і те, що чорнові палички після вирубування мають дуже грубу, шорстку поверхню, яка потребує в подальшому дуже довгої та ретельної обробки в галтовочних барабанах з додаванням абразивного порошку, а це в свою чергу створює додаткову проблему з очисткою паличок від часток абразиву, бо вони шкідливо впливають на обладнання наступних операцій і недопустимі в готовій продукції В основу винаходу покладена задача удосконалення відомого способу виготовлення плоских дерев'яних паличок, переважно для морозива, в якому шляхом зміни, форми виконання операцій Суттєвими ознаками запропонованого способу спільними з прототипом, є такі спосіб виготовлення плоских дерев'яних паличок, переважно для морозива, підготовка з лісоматеріалу вхідних заготовок, виготовлення проміжних заготовок, вирізання чорнових паличок із проміжних заготовок, обробка поверхонь чорнових паличок, сортування та упаковка, До нових ознак винаходу слід віднести поздовжнє розрізання лісоматеріалу на рейки, вирізання проміжних заготовок поперечним перерізанням рейок, висушування проміжних заготовок, фрезерування проміжних заготовок з отриманням профілю палички, фрезерування проміжних заготовок упоперек волокон, розпуск проміжних заготовок у поздовжньому напрямку Технічний результат, який досягнуто завдяки запропонованим удосконаленням, полягає в наступному По перше, вхідною заготовкою для даного способу є рейка, яку можна отримувати випилюванням із неякісної вологої деревини, а по друге за даною технологією сушать проміжні заготовки, що забезпечує економію енергії та часу і не створює загрози появи тріщин та внутрішніх напружень у матеріалі Крім цього операція фрезерування проміжних заготовок дає змогу надавати паличкам будь-якого із сучасних профілів, а операція поздовжнього розпуску дозволяє отримати поверхні чорнових паличок, які не потребують довгої та ретельної обробки в галтовочному барабані і повністю виключає застосування абразивного порошку Суть винаходу ілюструється кресленнями Нафіг 1 -6 зображено ПОСЛІДОВНІСТЬ перетворення деревини (колоди) у плоскі дерев'яні палички Для здійснення запропонованого способу в якості сировини може використовуватися деревина різноманітних порід низької якості з транспортною вологістю, яка непридатна для виготовлення більш якісної продукції Це може бути тонкомір, 49659 короткі колоди, чураки після лущення шпону, неупаковують для передачі їх замовнику кондиційний пиломатеріал і навіть дрова, в тому Приклади здійснення способу числі березові По запропонованій технології з березового коЗа запропонованою технологією з деревини роткоміру з якістю деревини "дрова" транспортної 3 (1) шляхом поздовжнього розпилювання отримувологості (у діапазоні 50% - 60%) у КІЛЬКОСТІ 4 М , ють рейки (2), товщина яких (Н) дорівнює ширині були вирізані рейки шляхом поздовжнього розпусмайбутніх чорнових паличок (або ширині товарних ку на круглопильних верстатах із шириною - 63мм , паличок із припуском на обробку бічних повері товщиною - 13мм Після відбраковки рейок прихонь) Ширину (Р) рейок вибирають виходячи з датними для подальшого використання залишилоКІЛЬКОСТІ й товщини чорнових паличок, що очікуся 70% від загального початкового об'єму деревиється виготовляти з них, та, враховуючи ширину ни За цим, на торцювальному станку, шляхом пропилів на операції розпуску заготовок Довжина поперечного перерізання, із рейок були вирізані рейок у подальшому не має значення 3 отримапроміжні заготовки довжиною 90мм При цьому, із них таким чином рейок, шляхом їх, поперечного рейок вирізалися та вибраковувалися у відходи перерізання, вирізають проміжні заготовки у виділянки, які мали дефекти (сучки, тріщини та ш) гляді відрізків (3), довжина (L) яких дорівнює довПридатними для використання залишилося 70% жині чорнових паличок При цьому ділянки рейок, від початкового об'єму рейок В кінцевому підсумку що містять дефекти (сучки, тріщини та ш) видаз початкових 4 м 3 , було отримано 2,1м3 проміжних ляють у відходи За цим проміжні заготовки висузаготовок За цим проміжні заготовки були висушують до експлуатаційної вологості і передають шені в сушильному барабані типу "п'яна бочка" до на операцію фрезерування профілю палички У вологості 10 - 12% При цьому було встановлено, випадку виготовлення паличок для морозива можщо тривалість сушки проміжних заготовок та виливі дві форми профілю Першою й найпоширенітрати енергії суттєво залежить від вологості вхідшою є "традиційна" форма профілю (4) Така паної деревини, що ілюструється нижче наведеною личка має вигляд прямокутної дерев'яної полоси з таблицею закругленими по радіусу кінцями, а другою є, так звана форма "магнум" (5), що поширилася останТаблиця німи роками, за якою паличка являє собою полосу із закругленими кінцями та "талією" у середній Вологість ВХІДНОЇ деревичастині Просту, тобто традиційну форму, мають і 60 50 40 ЗО 20 12* ни (%) одноразові медичні шпателі Якщо виготовляються Тривалість сушки (год) 8 6 5 4 2 0* палички іншого призначення, наприклад, однораПитома витрата енергії зове столове приладдя (ножі, виделки), то профіль 6 4 2 1,6 1,4 0* (кВт год/м3) палички має більш складну форму В цьому випадку один кінець палички округлений, а другий має форму леза (6) ножа, або два (7), чи три (8) штирі, Як видно з таблиці зменшення вологості вхідяк у виделки Виходячи з профілю конкретного ної деревини зменшує витрати часу та енергії на виробу, вибирають технологію фрезерування, тобсушку проміжних заготовок Максимальна тривато двохсторонне фрезерування торців для прослість сушки досягла 8 годин при вологості вхідної тих, або чотирьохсторонне фрезерування для деревини 60%, а питомі витрати енергії склали складних форм При простій формі палички обид6,0кВт/годин на 1м3 заготовок При сушці проміжва (7), чи три (8) штирі, як у виделки Виходячи з них заготовок не спостерігалося появи тріщин, або профілю конкретного виробу, вибирають технолодеформацій, навіть при максимальній їх вологості гію фрезерування, тобто двохсторонне фрезеруВ таблиці знаком (*) відмічено варіант сушки, коли вання торців для простих, або чотирьохсторонне вологість вхідної деревини становить 12%, тобто фрезерування для складних форм При простій вхідна деревина вже повністю висушена Тому формі палички обидва торці проміжних заготовок витрати енергії та тривалість сушки вказані нульоокругляють, а при складній формі - одну торцеву вими (0*), оскільки сушка не проводилася поверхню заготовки округляють, а другій надають Перед фрезеруванням отриманий об'єм проформу відповідну до форми майбутнього виробу міжних заготовок розділили на три окремі партії по Виходячи з цього, вибирають необхідну форму 0,7м3 Кожну з партій проміжних заготовок перерофрез При виготовленні паличок із профілем "магбили в чорнові палички окремо Перша партія була нум" фрезують ще й бічні поверхні заготовок для перероблена в чорнові палички простої форми, формування так званої "талі Після надання загодруга - в палички з формою "магнум", а третя в товкам необхідної форми їх розпускають у поздопалички з формою виделки з двома штирями Для вжньому напрямку за допомогою дискових пил фрезерування використовувалися фрезерні двох Отриману масу паличок обробляють у галтовочта чотирьох сторонні верстати з ВІДПОВІДНОЮ форних барабанах, де в умовах інтенсивного перемімою фрез Фрезерування здійснювалося упоперек шування їх, поверхні стають гладенькими В подаволокон Після надання проміжним заготовкам льшому, в залежності від конкретних вимог потрібної форми їх розпустили дисковими пилами замовника, палички можуть бути просочені антив поздовжньому напрямку на чорнові палички тобактерицидним розчином, на їх поверхні може вщиною 2мм При цьому з кожної заготовки отризображатися надписи та позначки, наприклад томали 13 якісних паличок, а одна крайня потрапляварні знаки Палички можуть споряджатися парала в брак, бо вона була тоншою або товщою від фіновим покриттям Готові товарні палички сортуномінального розміру КІЛЬКІСТЬ неякісних паличок ють, набирають у пачки, перераховують та в усіх отриманих партіях чорнових паличок була практично однаковою і становила 0,5% За цим чорнові палички були оброблені в галтовочному барабані протягом 0,5 години При галтовці браку практично не виникло Практичне використання запропонованого способу показало, що основна КІЛЬКІСТЬ ВІДХОДІВ з'являється при виготовлення рейок та при вирізанні проміжних заготовок, загальна КІЛЬКІСТЬ ЯКИХ перевищує 50% від початкової КІЛЬКОСТІ деревини, а на подальших операціях ВІДХОДІВ практично не виникає Внесені удосконалення надали способу нових значних переваг перед способом -прототипом По перше, запропонований спосіб має широку сировинну базу, оскільки сировиною може служити деревина різних порід, низької якості (тонкомір, короткомір, відходи лісопильного виробництва, комлеві відрізки і навіть чураки після лущення шпону) По друге, вологість вхідної деревини не впливає на хід початкових операцій, але відбивається на якість кінцевої продукції, тому сушать не вхідну деревину, а проміжні заготовки Таким чином сушать суттєво менші об'єми, які становлять 50 45% від початкового об'єму деревини Крім цього невеликі за розмірами проміжні заготовки висихають швидко і дозволяють використовувати ефективні сушарки та інтенсивні ШВИДКІСНІ режими сушки без загрози появи в заготовках тріщин та внутрішніх напружень Таким чином, питомі витрати енергії на одиницю продукції у процес сушки значно нижчі ніж у способу - прототипу Крім цього запропонований спосіб дає змогу виробляти палички складних профілів (наприклад, "магнум" та виделки), які неможливо отримати вирубуванням із шпону Поверхні чорнових паличок, отриманих по запропонованій технологи, на ФІГ 1 49659 8 багато ЧИСТІШІ поверхонь паличок, виготовлених по способу - прототипу, бо пиляні поверхні ЧИСТІШІ не тільки від бічних поверхонь паличок (по ЛІНІЯХ вирубування) але і від поверхні самого шпону Це обумовлює значне скорення часу обробки паличок у галтовочному барабані і виключає необхідність у використанні абразиву Пиляні палички мають правильну плоску форму, на відміну від паличок із шпону, які можуть деформуватися, що створює проблеми з проходженням їх на послідуючих операціях Деформація паличок, виготовлених із шпону, може проявлятися навіть при їх зберіганні та транспортуванні Запропонована технологія повністю вільна від такого недоліку способу - прототипу як непроруби, які не тільки є браком, але і викликають проблеми на наступних операціях способу Запропонований спосіб дає змогу не просто використати відходи деревообробки та неякісну деревину по загально відомих технологіях (переробка на тирсу, стружки чи щепу), або використати як паливо, а виготовити товарну продукцію з високими споживчими якостями Джерела інформації, що були прийняті до уваги 1 Заявка на винахід ФРН №2245297 по М кл B26L 5/02 2 Авт свідоцтво СРСР№ 905 083 по М кл B26L 9/00 3 Авт свідоцтво СРСР№ 704 790 по М кл B26L 5/06 4 Авт свідоцтво СРСР№ 704 791 по М кл B26L 5/06 5 Авт свідоцтво СРСР№ 973361 по М кл B26L 9/00 6 Авт свідоцтво СРСР№ 1498616 по М кл B26L 9/00 49659 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making flat wooden sticks
Назва патенту російськоюСпособ изготовления плоских деревянных палочек
МПК / Мітки
Мітки: спосіб, паличок, дерев'яних, плоских, виготовлення
Код посилання
<a href="https://ua.patents.su/5-49659-sposib-vigotovlennya-ploskikh-derevyanikh-palichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плоских дерев’яних паличок</a>
Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Сівак Микола Степанович, Кравченко Віталій Григорович
МПК: B27L 9/00
Мітки: лінія, здійснення, шпону, паличок, спосіб, деревного, виготовлення
Текст:
...у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до...
Спосіб виготовлення плоских фланців
Номер патенту: 36721
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгієвич
МПК: B21D 53/16
Мітки: виготовлення, спосіб, фланців, плоских
Текст:
...(19) (21) 2000020542 (22) 01.02.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Розов Юрій Георгієвич (73) Херсонський державний технічний університет 36721 Фіг. 1 Фіг. 2 Фіг. 3 2 36721 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Спосіб виготовлення профільованих і плоских покрівельних листів
Номер патенту: 41844
Опубліковано: 17.09.2001
Автори: Лук'яненко Артур Валерійович, Лук'яненко Петро Володимирович, Лук'яненко Володимир Васильович
МПК: E04D 1/12, C08L 23/22
Мітки: листів, спосіб, профільованих, виготовлення, плоских, покрівельних
Формула / Реферат:
Спосіб виготовлення профільованих і плоских покрівельних листів із полімерної композиції з наступним формуванням, який відрізняється тим, що як сполучна в полімерній композиції використовують вторинний поліетилен і/чи поліетиленові відходи, причому пластикацію і змішання складових полімерної композиції виконують на змішувально-підігрівальних вальцях, а формування покрівельних листів здійснюють на каландрах і/чи в прес-формах.2. Спосіб...
Пристрій для виготовлення плоских сіток
Номер патенту: 1078
Опубліковано: 15.10.2001
Автор: Казимір Микола Миколайович
МПК: B23K 11/00
Мітки: плоских, сіток, пристрій, виготовлення
Формула / Реферат:
Пристрій для виготовлення плоских сіток, що містить встановлені за ходом технологічного процесу механізми поздовжньої та поперечної подачі прутків дроту, зварювальний пристрій, механізм обрізки прутків, який відрізняється тим, що зварювальний пристрій виконаний у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, причому контактні частини другого зварювального вузла встановлені поміж поздовжніми осями першого...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: виготовлення, подібних, деталей, гільзи, піддону, інших, заготовок, спосіб, артилерійської
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Попередній патент: Спосіб очищення внутрішньої поверхні трубопроводу та пристрій для його здійснення
Наступний патент: Спосіб сушіння деревини
Випадковий патент: Пристрій для реабілітації верхніх кінцівок