Пристрій для виготовлення плоских сіток
Формула / Реферат
Пристрій для виготовлення плоских сіток, що містить встановлені за ходом технологічного процесу механізми поздовжньої та поперечної подачі прутків дроту, зварювальний пристрій, механізм обрізки прутків, який відрізняється тим, що зварювальний пристрій виконаний у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, причому контактні частини другого зварювального вузла встановлені поміж поздовжніми осями першого на відстані, кратній кроку подачі поперечних прутків, а механізм поздовжньої подачі прутків виконаний з можливістю їхнього подавання у двох рівнях, верхньому та нижньому, та містить засіб виведення прутків нижнього рівня поміж контактними частинами другого зварювального вузла.
Текст
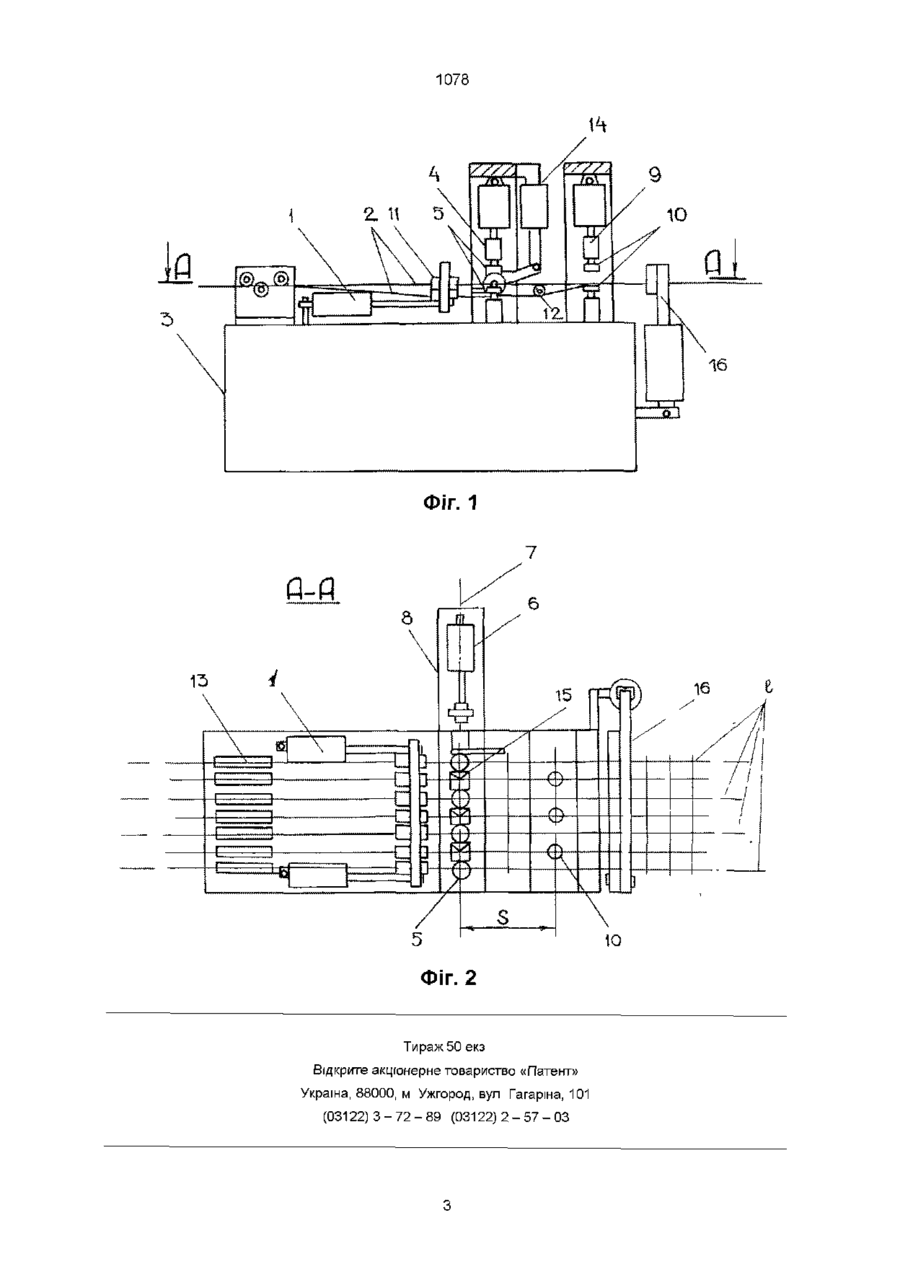
Пристрій для виготовлення плоских сіток, що містить встановлені за ходом технологічного процесу механізми поздовжньої та поперечної подачі прутків дроту, зварювальний пристрій, механізм обрізки прутків, який відрізняється тим, що зва рювальний пристрій виконаний у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, причому контактні частини другого зварювального вузла встановлені поміж поздовжніми осями першого на відстані, кратній кроку подачі поперечних прутків, а механізм поздовжньої подачі прутків виконаний з можливістю їхнього подавання у двох рівнях, верхньому та нижньому, та містить засіб виведення прутків нижнього рівня поміж контактними частинами другого зварювального вузла Корисна модель стосується контактного зварювання та може використовуватися для виготовлення сггок для армування цегляної кладки Відомий винахід "Пристрій для контактного точкового зварювання арматурних сіток" по а с СРСР № 1680465, МКВ 5В23К 11/10, 1991 р, що містить механізми поздовжньої та поперечної подачі стержнів та механізм зварювання - ознаки, які співпадають з суттєвими ознаками корисної моделі, що заявляється Недоліком пристрою є значна тривалість процесу виготовлення арматурних сіток Найбільш близьким пристроєм аналогічного призначення до корисної моделі, що заявляється, по сукупності суттєвих ознак є винахід "Автоматичний пристрій для виготовлення просторових каркасів" по ас СРСР № 1518101, МКЛ 4 В23К 11/32, 1989, прийнятий за прототип Пристрій за прототипом містить зварювальний пристрій, механізми подачі поздовжніх та поперечних прутків дроту, правильні машини, механізм обрізки прутків, маніпулятор, виштовхувач та накоплювач готових виробів Ознаками прототипу, що співпадають з суттєвими ознаками корисної моделі, що заявляється, є зварювальний пристрій, механізми подачі поздовжніх та поперечних прутків дроту, механізм обрізки прутків Недоліком прототипу є те, що його конструкція не дозволяє забезпечити одночасного зварювання сітки двома зварювальними механізмами, що не забезпечує скорочення часу виготовлення виробу В основу винаходу поставлено задачу удосконалити конструкцію пристрою для виготовлення плоских сіток шляхом забезпечення можливості подавання поздовжніх прутків у двох рівнях, верхньому та нижньому, на контактні частини двох зварювальних вузлів, що дозволяє розширити технологічні можливості пристрою, забезпечуючи одночасне зварювання двох рядів хрестових з'єднань сітки, скорочує час виготовлення виробів, та, як наслідок, підвищує продуктивність пристрою Поставлена задача вирішується тим, що у пристрої для виготовлення плоских сіток, що містить встановлені за ходом технологічного процесу механізми поздовжньої та поперечної подачі прутків дроту, зварювальний пристрій, механізм обрізки прутків, згідно з корисною моделлю, зварювальний пристрій виконаний у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, причому контактні частини другого зварювального вузла встановлені поміж поздовжніми вісями першого, на відстані, кратній кроку подачі поперечних прутків, а механізм поздовжньої подачі прутків виконаний з можливістю їхнього подавання у двох рівнях, верхньому та нижньому, та містить засіб виведення прутків нижнього рівня поміж контактними частинами другого зварювального вузла ю Причинно-наслідковий зв'язок між сукупністю суттєвих ознак корисної моделі та технічним результатом, який досягається, забезпечується наступним Виконання зварювального пристрою у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, дозволяє прискорити процес зварювання сітки, тому що 00 о 1078 зварювання одразу двох рядів хрестових з єднань двома зварювальними вузлами здійснюється одночасно Розташування контаїсгних частин другого зварювального вузла поміж поздовжніми вісями контаїсгних частин першого на відстані, кратній кроку подачі поперечних прутків, забезпечує можливість одночасної роботи двох зварювальних вузлів, та, ВІДПОВІДНО, зварювання двох рядів хрестових з'єднань у сітку Виконання механізму поздовжнього подавання прутків з можливістю їхнього подавання у двох рівнях, верхньому та нижньому, з наступним виведенням прутків нижнього рівня поміж контактних частин другого зварювального вузла, дозволяє забезпечити створення двох рядів хрестових з'єднань та, внаслідок цього, скорочення часу виготовлення виробів шляхом одночасного зварювання одразу на двох зварювальних вузлах Таким чином, сукупність суттєвих ознак корисної моделі забезпечує розширення технологічних можливостей пристрою здійснення одночасного зварювання хрестових з'єднань сітки на двох зварювальних вузлах, скорочення часу виготовлення виробу та, як наслідок, підвищення продуктивності пристрою Корисна модель пояснюється кресленням, де на фіг 1 зображений пристрій для виготовлення плоских сіток, на фіг 2 вид А-А на фіг 1 Пристрій для виготовлення плоских сіток містить встановлені за ходом технологічного процесу механізм 1 поздовжньої подачі прутків 2 дроту, встановлений на зварній рамі 3 перший зварювальний вузол 4 з контактними частинами 5, механізмів 6 поперечної подачі прутків 7 дроту, встановлений на рамі 8 та другий зварювальний вузол 9 з контактними частинами 10, причому контактні частини 10 другого зварювального вузла 9 розміщені на одному рівні з контактними частинами 5 першого зварювального вузла 4 поміж їхніми поздовжними вісями І на відстані S, кратній кроку подачі поперечних прутків 7 Механізм 1 поздовжньої подачі прутків 2 виконаний з можливістю їхнього подавання у двох рівнях, верхньому та нижньому, та виготовлений у вигляді цангових захватів 11 Крім того, механізм 1 обладнаний засобом 12 виведення прутків 2 нижнього рівня поміж контактними частинами 10 дру гого зварювального вузла 9, при цьому засіб виготовлений у вигляді фіксуючого ролика На рамі 3 також встановлені правильні механізми 13 для правки поздовжніх прутків 2 дроту Для обрізки поперечних прутків на рамі 8 встановлений механізм 14 різки Поміж контактними частинами 5 зварювального вузла 4 встановлені уловлюючі пристрої 15 для фіксації поперечних прутків 7 Готова сітка зварена з поздовжніх 2 та поперечних 7 прутків дроту відрізається за допомогою механізму 16 відрізування Робота пристрою здійснюється наступним чином З правильного механізму 13 поздовжні прутки 2 дроту поступають на механізм 1 поздовжньої подачі прутків 2, де за допомогою встановлених на ньому цангових захватів 11 прутки 2 розводяться у двох рівнях, верхньому та нижньому Прутки 2 верхнього рівня, поступаючи поміж контактними частинами 5 першого зварювального вузла 4, створюють хрестові накладення поперечним прутком 7, який подається механізмом 6 поперечної подачі на уловлюючі пристрої 15, розташовані поміж контактних частин 5 зварювального вузла 4 При цьому прутки 2 нижнього рівня огинають уловлюючі пристрої 15 знизу, та за допомогою засобу 12 виводження прутків 2 нижнього рівня, який виконаний у вигляді фіксуючого ролика, виводять їх поміж контактних частин 10 другого зварювального вузла 9 Механізм 14 різки відрізає поперечний пруток 7 необхідної довжини, який транспортують до зони другого зварювального вузла 9, після чого механізм 6 поперечної подачі прутків 7 дроту знов подає дріт на поздовжні прутки 2, створюючи хрестові накладення у зоні першого зварювального вузла 4 Після КОЖНОГО циклу подачі дроту контакнті частини 5 та 10 зварювальних вузлів 4 та 9 автоматично стискаються та здійснюється зварювання одночасно двох рядів хрестових з'єднань у сітку Потому, як виготовлена сітка досягає завданого розміру, механізм 16 різки відрізає готовий виріб Впровадження пристрою, таким чином, дозволить скоротити час виготовлення виробу, чим підвищується його продуктивність 1078 ФІГ. 1 Фіг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of flat grids
Автори англійськоюKazymir Mykola Mykolaiovych
Назва патенту російськоюУстройство для изготовления плоских сеток
Автори російськоюКазимир Николай Николаевич
МПК / Мітки
МПК: B23K 11/00
Мітки: виготовлення, пристрій, плоских, сіток
Код посилання
<a href="https://ua.patents.su/3-1078-pristrijj-dlya-vigotovlennya-ploskikh-sitok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення плоских сіток</a>
Пристрій для формоутворення спіралей сіток
Номер патенту: 33273
Опубліковано: 15.02.2001
Автор: Янковський Рудольф Річардович
МПК: B21F 27/00
Мітки: сіток, пристрій, формоутворення, спіралей
Текст:
...з приводом обертання, надання профільному перерізу навивного ножа у місті розміщення пуансонів меншої площини забезпечує можливість зміни форми витків спіралі. При цьому виткам спіралі можна надати будь якої конфігурації завдяки формоутворюючим стискаючим поверхням пуансонів. Таким чином, пристрій має багатоваріантні технологічні можливості у формоутворенні витків спіралей сіток з дроту. з Пристрій для формоутворення спіралей сіток,...
Спосіб виготовлення плоских фланців
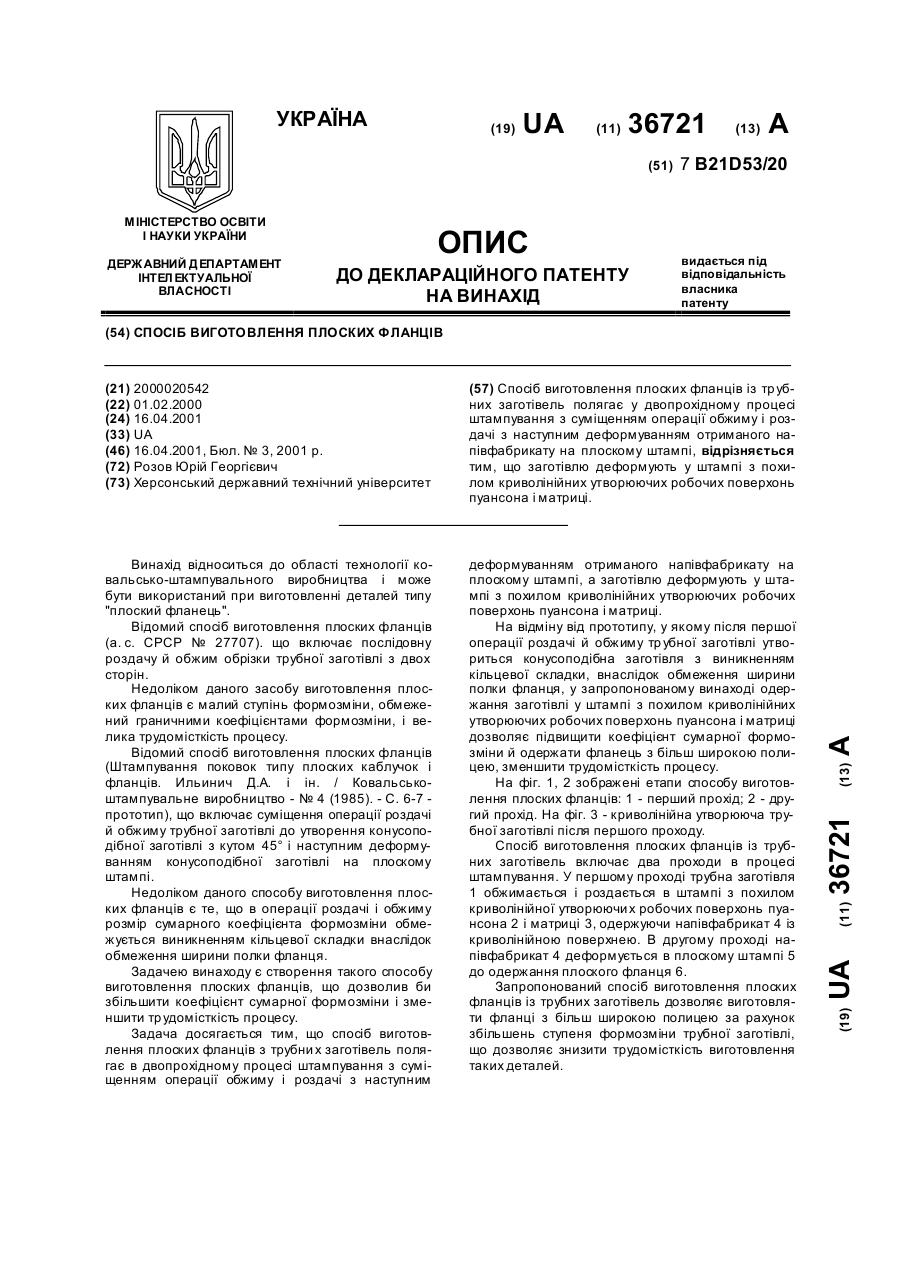
Номер патенту: 36721
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгієвич
МПК: B21D 53/16
Мітки: виготовлення, плоских, спосіб, фланців
Текст:
...(19) (21) 2000020542 (22) 01.02.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Розов Юрій Георгієвич (73) Херсонський державний технічний університет 36721 Фіг. 1 Фіг. 2 Фіг. 3 2 36721 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Спосіб виготовлення профільованих і плоских покрівельних листів
Номер патенту: 41844
Опубліковано: 17.09.2001
Автори: Лук'яненко Петро Володимирович, Лук'яненко Артур Валерійович, Лук'яненко Володимир Васильович
МПК: E04D 1/12, C08L 23/22
Мітки: спосіб, плоских, виготовлення, покрівельних, листів, профільованих
Формула / Реферат:
Спосіб виготовлення профільованих і плоских покрівельних листів із полімерної композиції з наступним формуванням, який відрізняється тим, що як сполучна в полімерній композиції використовують вторинний поліетилен і/чи поліетиленові відходи, причому пластикацію і змішання складових полімерної композиції виконують на змішувально-підігрівальних вальцях, а формування покрівельних листів здійснюють на каландрах і/чи в прес-формах.2. Спосіб...
Спосіб оцінки міжшарової міцності пористих сіткових матеріалів з тканих металевих сіток
Номер патенту: 34643
Опубліковано: 15.03.2001
Автор: Тишкевич Тарас Ростиславович
Мітки: металевих, тканих, сіток, матеріалів, міцності, пористих, міжшарової, спосіб, сіткових, оцінки
Формула / Реферат:
Спосіб оцінки міжшарової міцності пористих сіткових матеріалів з тканих металевих сіток, який полягає в тому, що до зразка у вигляді хрестоподібного зварного з'єднання дротів, який імітує одиничне з'єднання між шарами сіток, прикладають зусилля до руйнування зразка і фіксують зусилля руйнування, який відрізняється тим, що зусилля прикладають паралельно до площини зварного з'єднання, додатково фіксують вид руйнування, а про міжшарову міцність...
Фільєра для виготовлення плоских плівок і листів з розплавів полімерів
Номер патенту: 14269
Опубліковано: 25.04.1997
Автори: Моісієнко Валерій Константинович, Кондратенко Віктор Федорович, Антіпов Альберт Іванович
МПК: B29L 7/00, B29C 47/16
Мітки: плівок, полімерів, листів, розплавів, виготовлення, фільєра, плоских
Формула / Реферат:
Фильера для изготовления плоских пленок и листов из расплавов полимеров, содержащая две скрепленные полуформы, одна из которых имеет упругодеформируемую губку, смонтированные с образованием между собой распределительного и выравнивающего каналов и выходной формующей щели, причем полуформы закрыты торцовыми крышками, в одной из которых выполнено отверстие для ввода расплава в фильеру, отличающаяся тем, что, с целью повышения качества...
Попередній патент: Пакер
Наступний патент: Пристрій для непрямої фіксації незнімних ортодонтичних апаратів