Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Сівак Микола Степанович, Кравченко Віталій Григорович
Текст
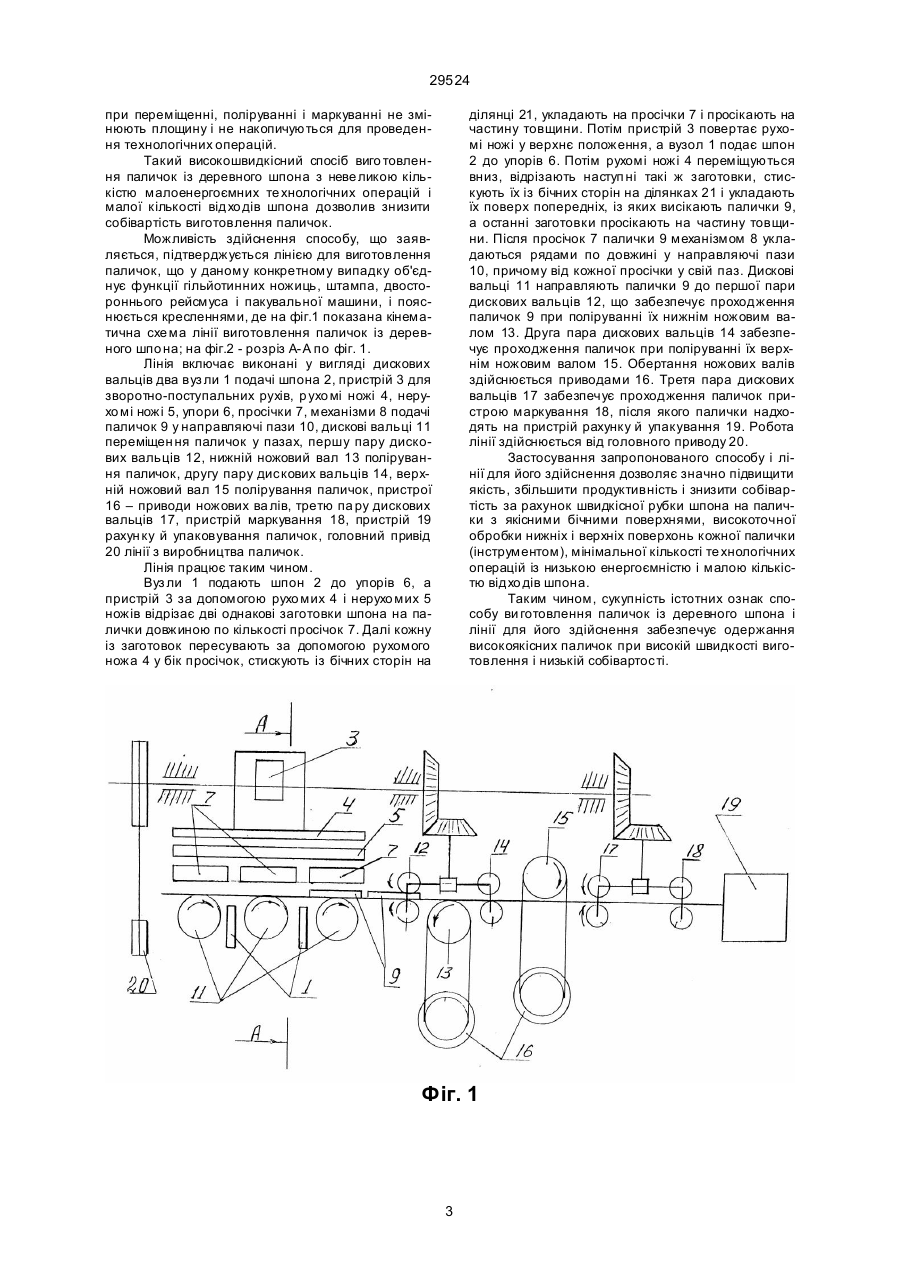
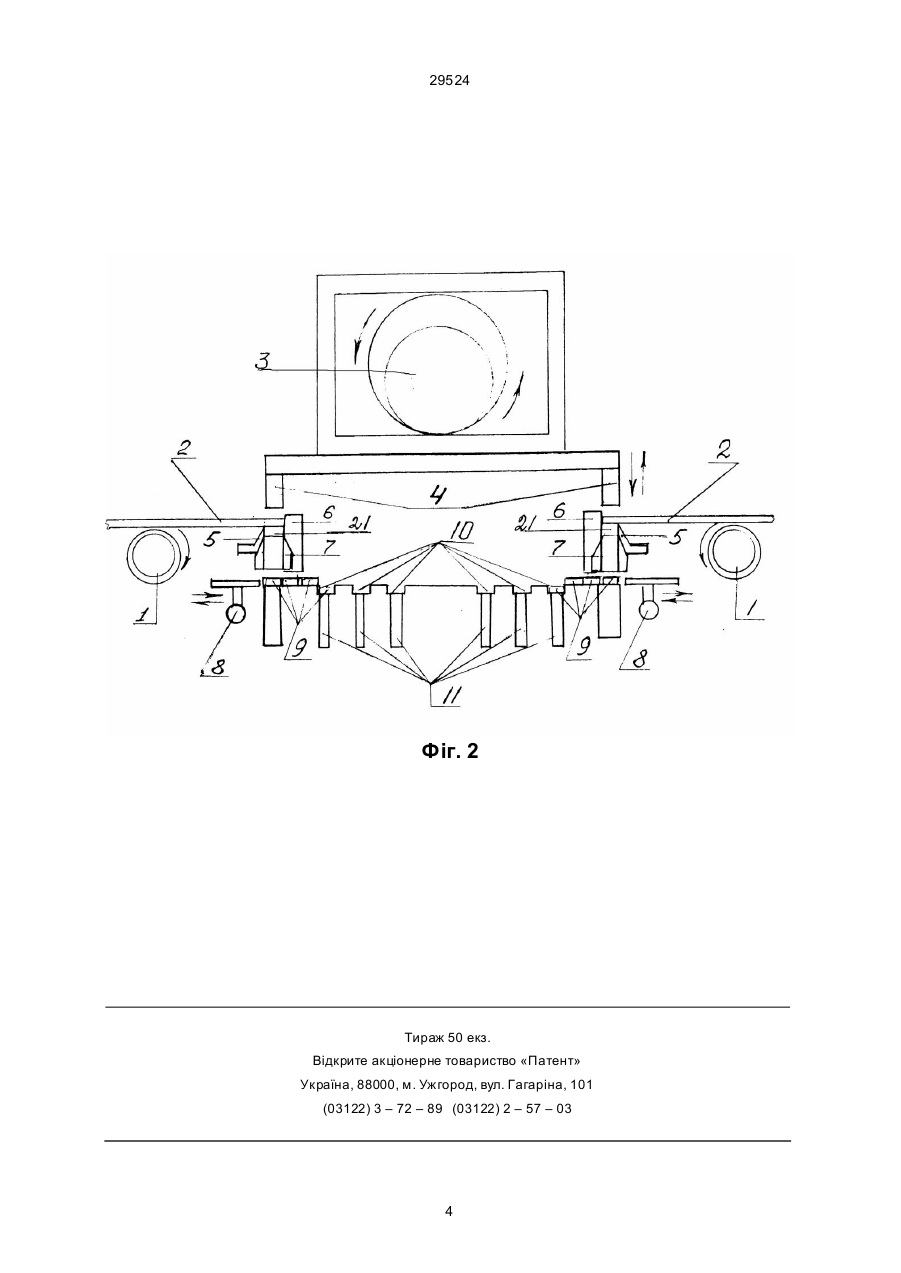
1. Спосіб виготовлення паличок із деревного шпона, що включає рубку шпона на палички, полірування й упакування паличок, який відрізняється тим, що під час рубки шпона спочатку відрізають заготовку шпона на палички довжиною по кількості просічок, вибирають ширину заготовки на 3-5 % більшу за ширину палички, укладають заготовку на розташовані в ряд просічки, стискують її по бічних поверхнях і просікають на частину її товщи ни, далі відрізають наступну таку ж заготовку, укладають її поверх попередньої, стискують верхню заготовку по бічних поверхнях і просікають на частину її товщи ни, при цьому із нижньої заготовки висікають палички, потім вирубані за одну просічку палички укладають на площину рядами в довжину, переміщають і одночасно у всіх рядах полірують нижні і верхні їх поверхні, підраховують палички в кожному ряду до необхідної кількості й упаковують. 2. Спосіб по п.1, який відрізняється тим, що палички вирубують одночасно на двох наборах ножів і просічок, розташованих симетрично рядам паличок. C2 (54) СПОСIБ ВИГОТОВЛЕННЯ ПАЛИЧОК IЗ ДЕРЕВНОГО ШПОНУ I ЛIНIЯ ДЛЯ ЙОГО ЗДIЙСНЕННЯ 29524 щується продуктивність при забезпеченні високої якості і використанні мінімальної кількості технологічних операцій, що забезпечує зниження собівартості. Поставлена задача вирішується тим, що у способі виготовлення паличок із деревного шпона, що включає рубку шпона на палички, полірування й упакування паличок, відповідно до винахо ду, під час рубки шпона спочатку відрізають заготовку шпона на палички довжиною по кількості просічок, вибирають ширину заготовки на 3-5 % більше ширини палички, укладають заготовку на розташовані у ряд просічки, стискують її по бічних поверхнях і просікають на частину її товщини, далі відрізають наступну та ку ж заготовку, ук ладають її поверх попередньої, стискують верхню заготовку по бічних поверхнях і просікають на части ну її товщи ни, при цьому із нижньої заготовки висікають палички, потім вирубані за одну просічку палички, укладають на площи ну рядами по довжині, переміщають і одночасно у всіх рядах полірують нижні і верхні їхні поверхні, підраховують палички у кожному ряду до необхідної кількості й упаковують. Крім того, відповідно до винаходу, палички вирубують одночасно на двох на борах ножів і просічок, розташованих симетрично рядам паличок, а після полірування нижню і/або верхню поверхні паличок маркують. Найбільш близькою по технічній сутності і результату, що досягається відносно того, що заявляється, є лінія виготовлення паличок із деревного шпона [2], в якій за рахунок площин ного розташування паличок при їхньому завантаженні, вузол упакування паличок розміще ний після вузла набору паличок, а механізм завантаження паличок обладнаний змонтованим паралельно вузлу набору пристроєм горизонтальної укладки паличок, виконаним у вигляді конвеєра з комірками, бічних дисків із радіальними пазами, Т-подібних штовхачів і змонто ваних на рамі меха нізму завантаження профільних копірів і бічних упорів. Вирубка паличок із стопи шпона призводить до того, що в залежності від місця розташування в стопі якість бічних поверхонь різна. При цьому подальше полірування паличок у обертовому барабані забирає в основному шорсткості і гострі краї. Якість нижньої і верхньої поверхонь, а також товщи на паличок у цьому випадку визначається якістю ви користо вуваного шпо на. Оскільки для великих площин шпона допускаються значні розкиди по товщині і наявність нерівностей у межах розмірів паличок, що виготовляються, якість основної кількості паличок залишається низькою. Далі, для набору й упакування паличок після полірування в барабані необхідні складні пристрої, що мають порівняно низьку продуктивність. Тому такі лінії по виготовленню паличок дуже громіздкі і трудомісткі. У основу ви нахо ду, що заявляється, поставлена задача створення такої лінії ви готовлення паличок із деревного шпона, у якій досягається висока якість за рахунок додатково го опрацювання верхніх і нижніх поверхонь паличок, а висока продуктивність і низька собівартість - за рахунок нової конструкції вузла рубки і мінімальної кількості технологічних операцій. Поставлена задача вирішуєть ся тим, що в лінії для виготовлення паличок із деревного шпона, що включає вуз ли укладання і рубки шпона на палички, полірування й упакування, відповідно до винахо ду, вузол рубки шпона на палички містить пристрій з ексцентриком для зворотно-поступального руху, два р ухливих ножі, кожний із яких виконаний із можливістю пересування у порожнині, утвореній упором і нерухомим ножем до просічок, що розташо вані рядами по довжині під нерухомими ножами, при цьому між рухо мими ножами у нижньому положенні і просічками обраний зазор, рівний частині товщини заготовки шпона, причому частина порожнини перед просічками виконана по ковзній посадці для заготовки, під просічками розташова ні пристрої подачі й укладання вирубаних паличок рядами в пази, виконані у вигляді шарнірних штовха чів, уздовж пазів, над і під ними, установлені пристрої переміщен ня у вигляді дискових вальців, між якими розташо вані пристрої полірування у вигляді нижнього і верхнього ножових валів, для кожного ряду паличок окремо встановлений вузол рахунку й упакування, виконаний у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до упорів, які визначають ши рину, що відрізається від заготовки. Далі, за допомогою нерухомих і рухомих ножів відрізають заготовку шпона на декілька паличок, укладають на розташо вані в ряд просічки, стискують по бічних поверхнях і просікають на частину товщи ни. Потім рухо мий ніж переміщають уго ру, шпон подають до упорів, при русі ножа вниз відрізають наступ ну заготовку, ук ладають поверх попередньої, стискують по бічних поверхнях і просікають на частину товщини, а з попередньої заготовки висікають палички. Тобто, починаючи з другого циклу р уху р ухомих ножів, щораз висікаються декілька (по кількості просічок) паличок. Заготовка усього на 3-5 % ширше палички (приблизно не більш як на 0,25 мм на кожній стороні), при укладці на просічки її стискують по бічних поверхнях і оста точну просічку проводять при накладенні наступної заготовки, що є підставкою для першої. При цьому зрізають якісно тонкий шар бічних поверхонь паличок і одержують якість бічних поверхонь дуже високу. Якість нижніх і верхніх поверхонь паличок досягають їхнім поліруванням одночасно у всіх рядах, у які від кожної просічки у свій ряд палички укладають по довжині і переміщують. При цьому кожну паличку з високим ступенем точності обробляють інструментом по черзі з двох сто рін, що забезпечує їхню високу якість і високу ста більність розмірів. Збільшення продуктивності досягнуто за рахунок високої швидкості рубки (від 3 до 8 разів у сек) та одночасного відрізання двох заготовок і вирубки з них від 6 до 10 штук паличок. Тобто швидкість рубки паличок 20 шт. і більше у сек. При цьому швидкість виготовлення паличок визначається швидкістю їхньої вирубки, тому що надалі палички 2 29524 при переміщенні, поліруванні і маркуванні не змінюють площину і не накопичуються для проведення технологічних операцій. Такий високошвидкісний спосіб виго товлення паличок із деревного шпона з неве ликою кількістю малоенергоємних те хнологічних операцій і малої кількості відхо дів шпона дозволив знизити собівартість виготовлення паличок. Можливість здійснення способу, що заявляється, підтверджується лінією для виготовлення паличок, що у даному конкретному випадку об'єднує функції гільйотинних ножиць, штампа, двостороннього рейсмуса і пакувальної машини, і пояснюється кресленнями, де на фіг.1 показана кінематична схе ма лінії виготовлення паличок із деревного шпо на; на фіг.2 - розріз А-А по фіг. 1. Лінія включає виконані у вигляді дискових вальців два вуз ли 1 подачі шпона 2, пристрій 3 для зворотно-поступальних рухів, р ухо мі ножі 4, нерухо мі ножі 5, упори 6, просічки 7, механізми 8 подачі паличок 9 у направляючі пази 10, дискові вальці 11 переміщен ня паличок у пазах, першу пару дискових вальців 12, нижній ножовий вал 13 полірування паличок, другу пару дискових вальців 14, верхній ножовий вал 15 полірування паличок, пристрої 16 – приводи ножових ва лів, третю па ру дискових вальців 17, пристрій маркування 18, пристрій 19 рахун ку й упаковування паличок, головний привід 20 лінії з виробництва паличок. Лінія працює таким чином. Вуз ли 1 подають шпон 2 до упорів 6, а пристрій 3 за допомогою рухо мих 4 і нерухо мих 5 ножів відрізає дві однакові заготовки шпона на палички довжиною по кількості просічок 7. Далі кожну із заготовок пересувають за допомогою рухомого ножа 4 у бік просічок, стискують із бічних сторін на ділянці 21, укладають на просічки 7 і просікають на частину товщини. Потім пристрій 3 повертає рухомі ножі у верхнє положення, а вузол 1 подає шпон 2 до упорів 6. Потім рухомі ножі 4 переміщуються вниз, відрізають наступ ні такі ж заготовки, стискують їх із бічних сторін на ділянках 21 і укладають їх поверх попередніх, із яких висікають палички 9, а останні заготовки просікають на частину товщини. Після просічок 7 палички 9 механізмом 8 укладаються рядами по довжині у направляючі пази 10, причому від кожної просічки у свій паз. Дискові вальці 11 направляють палички 9 до першої пари дискових вальців 12, що забезпечує проходження паличок 9 при поліруванні їх нижнім ножовим валом 13. Друга пара дискових вальців 14 забезпечує проходження паличок при поліруванні їх верхнім ножовим валом 15. Обертання ножових валів здійснюється приводами 16. Третя пара дискових вальців 17 забезпечує проходження паличок пристрою маркування 18, після якого палички надходять на пристрій рахунку й упакування 19. Робота лінії здійснюється від головного приводу 20. Застосування запропонованого способу і лінії для його здійснення дозволяє значно підвищити якість, збільшити продуктивність і знизити собівартість за рахунок швидкісної рубки шпона на палички з якісними бічними поверхнями, високоточної обробки нижніх і верхніх поверхонь кожної палички (інструментом), мінімальної кількості те хнологічних операцій із низькою енергоємністю і малою кількістю відхо дів шпона. Таким чином, сукупність істотних ознак способу ви готовлення паличок із деревного шпона і лінії для його здійснення забезпечує одержання високоякісних паличок при високій швидкості виготовлення і низькій собівартості. Фіг. 1 3 29524 Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and line for manufacture of sticks from wood veneer sheet
Автори англійськоюKravchenko Vitalii Hryhorovych, Sivak Mykola Stepanovych
Назва патенту російськоюСпособ изготовления палочек из деревянного шпона и линия для его осуществления
Автори російськоюКравченко Виталий Григорьевич, Сивак Николай Степанович
МПК / Мітки
МПК: B27L 9/00
Мітки: шпону, виготовлення, паличок, спосіб, лінія, здійснення, деревного
Код посилання
<a href="https://ua.patents.su/4-29524-sposib-vigotovlennya-palichok-iz-derevnogo-shponu-i-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення</a>
Спосіб піролітичної конверсії деревного і рослинного матеріалу у вугілля і газ і реактор для його здійснення
Номер патенту: 28099
Опубліковано: 16.10.2000
Автори: Антал Майкл Дж.,мол
МПК: C10L 5/40, C10B 53/00
Мітки: деревного, рослинного, конверсії, здійснення, спосіб, газ, вугілля, реактор, матеріалу, піролітичної
Текст:
...летючої компоненти 35% або менше Таке рішення дозволяє одержати вугілля найбільш високої якості Доцільно підтримувати згадану температуру і згаданий тиск протягом періоду часу 2 години або 28099 менше, при цьому переважно підтримувати згадану температуру не вище 550°С протягом згаданого періоду часу Таке рішення забезпечує оптимальну тривалість процесу за умови, що забезпечують високий вихід високоякісного вугілля з мінімальним вмістом...
Спосіб виробництва ватину з базальтового супертонкого волокна та технологічна лінія для його здійснення
Номер патенту: 24230
Опубліковано: 07.07.1998
Автори: Михайлов Іван Миколайович, Биков Віктор Миколайович, Городецький Олег Володимирович, Барабанщиков Олег Олександрович
МПК: D04H 1/00
Мітки: волокна, технологічна, виробництва, базальтового, спосіб, супертонкого, ватину, здійснення, лінія
Формула / Реферат:
1. Способ производства ватина из базальтового супертонкого волокна, включающий подготовку и прошивку волокнистого ковра, отличающийся тем, что подготовка заключается в расслоении исходного холста на заготовки толщиной 3 - 5 размеров прошивочных игл с последующей прокаткой их на вальцах с зазором равным 0,5 - 1,1 размера игл.2. Технологическая линия производства ватина из базальтового супертонкого волокна, содержащая оборудование для...
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Столяр Ігор Анатолійович, Науменко Олександр Петрович, Коваленко Олексій Андрійович, Дзюра Євген Антонович
МПК: B29C 35/02, B29L 30/00, B29D 30/00
Мітки: спосіб, здійснення, шин, виготовлення, прес-форма
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Спосіб одержання гранульованих добрив на органічній основі та потокова лінія для його здійснення
Номер патенту: 27538
Опубліковано: 15.09.2000
Автори: Якушко Сергій Іванович, Городній Микола Михайлович, Назаренко Євген Петрович
МПК: A01C 3/00
Мітки: потокова, органічний, одержання, спосіб, основі, здійснення, гранульованих, лінія, добрив
Текст:
...для приготовления пульпы. Между устройством для уло ва пыли и емко-стью для приготовления пульпы может быть установлен измельчитель уловленной пыли. Таким образом, указанная выше те хническая задача решается использованием заявляемого способа, обладающего следующими существенными отличительными признаками: - сушк у ведут нейтральным теплоносителем, например, атмосферным воздухом, что обеспечи вает получение экологи чески безопасного...
Спосіб подання сипучих компонентів сталеплавильного виробництва та потокова лінія для його здійснення
Номер патенту: 14047
Опубліковано: 25.04.1997
Автори: Скорубський Леонід Моїсейович, Ліпін Вячеслав Олександрович, Нізяєв Георгій Іванович, Аріст Леонід Михайлович, Желєзний Генадій Миколайович, Жаворонков Юрій Іванович, Щербін Арнольд Іванович, Крівченко Юрій Сергійович
Мітки: здійснення, сипучих, виробництва, спосіб, подання, потокова, лінія, сталеплавильного, компонентів
Формула / Реферат:
1. Способ подачи сыпучих компонентов сталеплавильного производства, включающий подачу сыпучих компонентов в бункеры, отделение от них мелкой фракции, взвешивание сыпучих компонентов и их подачу в плавильный агрегат, отличающийся тем, что, с целью повышения эффективности производства за счет непрерывного укрупнения и утилизации отсева компонентов с их возвратом в процесс совмещенного ввода в плавильный агрегат, отделенные компоненты...