Спосіб керування обробкою різанням
Номер патенту: 51007
Опубліковано: 25.06.2010
Автори: Клименко Сергій Анатолійович, Манохін Андрій Сергійович, Копєйкіна Марина Юріївна, Мельнійчук Юрій Олексійович, Мановицький Олександр Степанович, Новіков Микола Васильович

Формула / Реферат
1. Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт ![]() та глибиною різання
та глибиною різання ![]() і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметри обробки вимірюють шорсткість обробленої поверхні
і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметри обробки вимірюють шорсткість обробленої поверхні ![]() на ділянках деталі, що відповідають вибраним значенням подачі на оберт та глибині різання, на яких вимірюють радіальну складову сили різання
на ділянках деталі, що відповідають вибраним значенням подачі на оберт та глибині різання, на яких вимірюють радіальну складову сили різання ![]() при кожному значенні подачі на оберт та глибині різання, обчислюють питому висоту мікронерівностей поверхні обточеної деталі
при кожному значенні подачі на оберт та глибині різання, обчислюють питому висоту мікронерівностей поверхні обточеної деталі ![]() на одиницю радіальної складової сили різання залежно від площі перерізу шару, що зрізується, а регулювання режимів обробки здійснюють шляхом мінімізації значень подачі на оберт при збільшенні глибини різання.
на одиницю радіальної складової сили різання залежно від площі перерізу шару, що зрізується, а регулювання режимів обробки здійснюють шляхом мінімізації значень подачі на оберт при збільшенні глибини різання.
2. Спосіб за п. 1, який відрізняється тим, що питому висоту мікронерівностей поверхні обточеної деталі на одиницю радіальної складової сили різання від площі перерізу шару, що зрізується при різанні, визначають із наступної залежності:
![]() - питома висота мікронерівностей поверхні обточеної деталі на одиницю радіальної складової сили різання;
- питома висота мікронерівностей поверхні обточеної деталі на одиницю радіальної складової сили різання;
![]() - висота мікронерівностей поверхні обточеної деталі при точінні з подачею на оберт
- висота мікронерівностей поверхні обточеної деталі при точінні з подачею на оберт ![]() , вздовж осі деталі та глибиною різання
, вздовж осі деталі та глибиною різання ![]() ,
,
![]() - радіальна складова сили різання при точінні з подачею на оберт
- радіальна складова сили різання при точінні з подачею на оберт ![]() вздовж осі деталі та глибиною різання
вздовж осі деталі та глибиною різання ![]() .
.
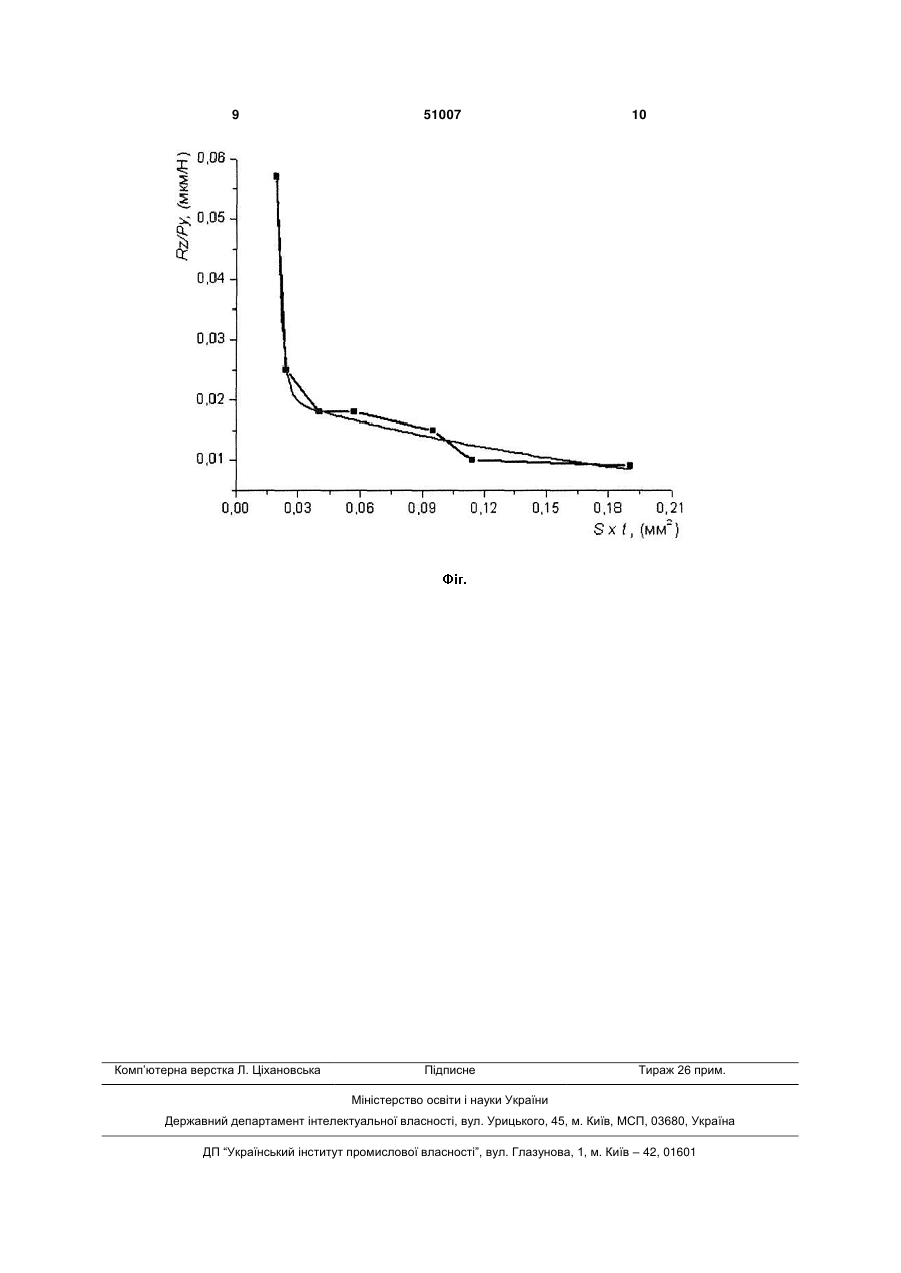
3. Спосіб за п. 1, який відрізняється тим, що для регулювання режимами обробки шляхом мінімізації значень подачі на оберт при збільшенні глибини різання у зоні мінімальних значень отриманої залежності використовують графік залежності питомої висоти мікронерівностей поверхні обточеної деталі від площі перерізу шару, що зрізується.
Текст
1. Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт Si та глибиною різання ti і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметри обробки вимірюють шорсткість обробленої поверхні Ra i на ділянках деталі, що відповідають вибраним значенням подачі на оберт та глибині різання, на яких вимірюють радіальну складову сили різання Py i при кожному значенні подачі на оберт та глибині різання, обчислюють питому висоту мікронерівностей поверхні обточеної деталі Ra i на одиницю радіальної скла дової сили різання залежно від площі перерізу шару, що зрізується, а регулювання режимів обробки здійснюють шляхом мінімізації значень подачі на оберт при збільшенні глибини різання. 2. Спосіб за п. 1, який відрізняється тим, що питому висоту мікронерівностей поверхні обточеної деталі на одиницю радіальної складової сили різання від площі перерізу шару, що зрізується при різанні, визначають із наступної залежності: Ra i Ra i - питома висота мікронерівностей поPy i верхні обточеної деталі на одиницю радіальної складової сили різання; Ra i - висота мікронерівностей поверхні обточеної Корисна модель відноситься до області машинобудування і може бути використана переважно для управління обробкою різанням деталей із зносостійких малопластичних матеріалів типу твердих загартованих сталей, чавунів та наплавлених матеріалів, що утворюють елементну або суглобчасту стружку при їх різанні. Відомий спосіб управління обробкою різанням в залежності від типу стружки [а. с. СРСР №1741968, кл. В23В1/00, 1992], згідно з яким тип стружки визначають в залежності від температури, що реєструється датчиком над передньою повер хнею різця. Недоліками способів є низька точність визначення параметрів сходу стружки та обмежені технологічні можливості. Найбільш близьким за технічною суттю до пропонованого є спосіб управління обробкою різанням [патент RU 2243860 С1 В23В1/00, опубл.10.01.2005р.], згідно з яким здійснюють процес різання із певними подачею на оберт Sі та глибиною різання tі та вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, при цьому як параметри обробки різанням ви деталі при точінні з подачею на оберт Si , вздовж осі деталі та глибиною різання ti , (13) 51007 (19) UA (11) з подачею на оберт Si вздовж осі деталі та глибиною різання ti . 3. Спосіб за п. 1, який відрізняється тим, що для регулювання режимами обробки шляхом мінімізації значень подачі на оберт при збільшенні глибини різання у зоні мінімальних значень отриманої залежності використовують графік залежності питомої висоти мікронерівностей поверхні обточеної деталі від площі перерізу шару, що зрізується. U Py i - радіальна складова сили різання при точінні 3 мірюють геометричні параметри відеозображення стружки, що сходить з різця, яке реєструється відеокамерою, встановленою над передньою поверхнею інструменту, визначають та запам'ятовують оптимальні параметри вигляду стружки і характер їхнього взаємозв'язку з умовами різання, при обробці деталі безперервно реєструють зображення стружки, що сходить з різця, автоматично розпізнають геометричні образи стружки, за якими визначають поточні значення інформаційних ознак виду стружки, якщо їхні поточні значення не відповідають інтервалу оптимальних, то дається команда, скерована на зміну технологічних умов різання для отримання потрібних параметрів, в процесі подальшої роботи автоматично провадяться аналогічні зміни та скеровані впливи. Недоліками описаного способу є низька надійність і точність керування станком, особливо в умовах контурного точіння з перемінними режимами різання, при нестабільному куті сходу і формі стружки важко отримати добре освітлене чітке зображення стружки, погана якість відеозображень стружки призводить до зниження точності його автоматичної обробки, у зв'язку з вищевикладеним цей спосіб має обмежене застосування, оскільки при відсутності освітлення в нічний час його взагалі неможливо реалізувати. В основу корисної моделі покладено завдання підвищення надійності і точності управління різанням при різній його продуктивності шляхом визначення оптимальних умов обробки, а також можливість його здійснення при відсутності достатнього освітлення, що приведе до розширення технологічних можливостей способу. Для вирішення цього завдання у способі управління обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт Sі, та глибиною різання ti та вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, згідно корисної моделі як параметри обробки вимірюють шорсткість обробленої поверхні Rai на ділянках деталі, що відповідають вибраним значенням подачі на оберт та глибині різання, на яких вимірюють радіальну складову сили різання Pyi при кожному значенні подачі на оберт та глибині різання, обчислюють питому висоту мікронерівностей поверхні обточеної деталі Rai на одиницю радіальної складової сили різання залежно від площі перерізу шару, що зрізується, а регулювання режимами обробки здійснюють шляхом мінімізації значень подачі на оберт при збільшенні глибини різання, при цьому питому висоту мікронерівностей поверхні обточеної деталі на одиницю радіальної складової сили різання від площі перерізу шару, що зрізується при різанні, визначають із наступної залежності: Ra i Ra i - питома висота мікронерівностей Py i поверхні обточеної деталі на одиницю радіальної складової сили різання; Rai - висота мікронерівностей поверхні обточеної деталі при точінні з подачею на оберт Si вздовж осі деталі та глибиною різання ti; Руi - радіальна складова сили різання при то 51007 4 чінні з подачею на оберт Si вздовж осі деталі та глибиною різання ti, а для регулювання режимами обробки шляхом мінімізації значень подачі на оберт при збільшенні глибини різання у зоні мінімальних значень отриманої залежності використовують графік залежності питомої висоти мікронерівностей поверхні обточеної деталі від площі перерізу шару, що зрізується. Шорсткість поверхні являє собою сукупність мікронерівностей, що характеризуються висотою і формою, з відносно малими кроками, що утворять її рельєф у межах базової довжини. Кількісна оцінка шорсткості поверхні в основному визначається за допомогою двох параметрів: Ra - середнє арифметичне відхилення профілю, Rz - середня висота нерівностей профілю по десяти крапках. Шорсткість визначається: положеннями ріжучих крайок інструмента відносно обробленої поверхні; процесами (пластична деформація при стружкоутворенні і у зонах контакту стружки з передньою поверхнею інструмента і задніх поверхонь із обробленою поверхнею і поверхнею різання; наростоутворенням, коливальними рухами елементів технологічної системи та ін.), що мають місце при різанні. Висота мікронерівностей - шорсткість обробленої поверхні - експериментально визначається за допомогою профілометрів і профілографів. Мікрогеометрія поверхні залежить як від геометричної форми різального інструменту, так і від дії технологічних факторів: пружних і пластичних деформацій, тертя на задній поверхні інструмента, наросту, вібрацій, зміни контуру лез у процесі їхнього зношування. Ці фактори визначаються параметрами режиму різання, властивостями оброблюваного матеріалу, МОР і іншими умовами різання. Зі збільшенням твердості металу шорсткість знижується. Це відбувається тому, що в меншій мері проявляється явище адгезії, зменшується пластична деформація, тому знижуються як адгезійна, так і деформаційна складові сили тертя, коефіцієнти тертя. На висоту нерівностей впливають всі ті фактори, які змінюють процес пластичного деформування матеріалу і умови тертя на контактних поверхнях інструмента, а саме: механічні властивості оброблюваного матеріалу, швидкість різання і властивості застосовуваної мастильно-охолодної рідини. З підвищенням твердості і міцності оброблюваного матеріалу і зниженням його пластичності обсяг пластичної деформації зменшується, і це приводить до зменшення висоти нерівностей. Як правило, шорсткість обробленої поверхні зростає при гострінні на 50-60% при затупленні різального інструменту. Глибина різання помітного впливу на шорсткість обробленої поверхні не має. Тому не слід застосовувати занадто малу глибину різання при чистовій і тонкій обробці. У цьому випадку немає необхідності підвищувати точність обробки при виконанні попередніх операцій. З параметрів режимів різання на шорсткість обробленої поверхні найбільший вплив має подача. Зменшення подачі при обробці конструкційної вуглецевої сталі з подачами менше 0,06мм/об не викликає зниження висоти нерівностей. Це пояснюється наявністю пружних і пластичних деформацій пружно відновленого шару в результаті контактної взаємодії об 5 роблюваної деталі з ріжучою крайкою інструмента. Якщо твердість технологічної системи недостатня, то зі збільшенням подачі і глибини різання внаслідок підвищення радіальної складової сили різання, що викликає вібрації системи, висота нерівностей зростає. Зі зменшенням твердості різця висота нерівностей також збільшується, оскільки збільшується високочастотна складова вібрацій різця. В процесі різання виникають сили різання, а всі елементи технологічної системи - вузли верстата, інструмент, деталь, пристосування, люнети і т.п. є пружними тілами. При різанні внаслідок цього виникають коливальні рухи елементів технологічної системи. Характеристиками цих коливань є їхні частоти й амплітуди. Коливальні рухи елементів технологічної системи впливають на шорсткість обробленої поверхні, точність обробки, інтенсивність зношування і руйнування різального інструменту, шуми і т.д. Процес різання є стійким, якщо амплітуди коливальних рухів елементів технологічної системи не перевищують припустимих значень, які визначаються вимогами до шорсткості обробленої поверхні, точності обробки, резонансними та іншими явищами. При збільшенні твердості й зменшенні маси частоти коливань ростуть, а амплітуди зменшуються. При цьому розрізняють дві домінуючі системи: система "деталь-опори" (шпиндель верстата), що робить низькочастотні коливання f=50-300Гц) і система "інструментопори", що робить високочастотні коливання (f=800-3000Гц). Вимір динамічної твердості технологічної системи у сукупності і окремих її елементів (шпиндельного вузла верстата, робочого стола, супортів, пристосувань, елементів закріплення деталей і інструментів) представляє надзвичайно важко розв'язуване завдання і прогнозувати його безпосередній вплив на шорсткість обробленої поверхні практично неможливо. Разом з тим досить просто здійснюється вимір складової сили різання, у тому числі радіальної (нормальної) складової діючої в напрямку виміру висоти мікронерівностей за допомогою стандартних методик і універсальних трикомпонентних динамометрів. Як шорсткість обробленої поверхні, так і радіальна складова сили різання є функціями параметрів процесу різання і стану технологічної системи. При збільшенні перерізу зрізу припуску, що знімається, зростає як радіальна складова сили різання, так і шорсткість обробленої поверхні. Разом з тим, підвищення сили різання до деякої міри стабілізує процес різання, оскільки відбувається динамічна компенсація зазорів вузлів верстата і технологічної системи. Чим технологічна система менш придатна для реалізації процесу різання із забезпеченням малих значень висоти мікронерівностей, тим більші зусилля різання потрібні для її стабілізації. Для оцінки ступеня стабільності технологічної системи і її придатності для виконання обробки деталей із заданою шорсткістю пропонується новий показник - питома шорсткість обробленої поверхні - частка від розподілу параметра висоти мікронерівностей (Ra - середнє арифметичне відхилення профілю Rz - середня висота нерівностей профілю по десяти крапках) на величину радіальної (нормальної) складової сили різання Ру, що діє в на 51007 6 прямку формування мікронерівностей. Чим вище шорсткість обробленої поверхні при однакових значеннях радіальної (нормальної) складової сили різання Ру, тим менш придатна технологічна система для обробки деталей з малими висотами мікронерівностей і навпаки. Пропонований спосіб можливо використовувати в умовах контурного точіння з перемінними режимами різання, при нестабільному куті сходу і формі стружки оскільки його можна з однаковим успіхом використовувати при будь якому освітленні, тому що не потрібно для висновків щодо управління процесом різання отримувати чітке зображення стружки, погана якість якого призводить до зниження точності його автоматичної обробки. На кресленні представлено графік залежності питомої шорсткості обробленої поверхні від площі перерізу зрізу припуску, що знімається при чистовому точінні загартованої сталі ШХ 15 різцями з кибориту. Приклади конкретної реалізації способу управління обробкою різанням. Здійснювали чистове точіння загартованої сталі ШХ15 різцями з кибориту твердістю 5862HRC на токарно-гвинторізному верстаті мод. ФТ-11 різцем, оснащеним круглою ріжучою пластиною з полікристалічного кубічного нітриду бору з радіусом при вершині 3,5мм із заданими змінними в допустимому діапазоні глибиною різання ti=0,1; 0,3; 0,5мм і подачею на оберт Si=0,08; 0,19; 0,38мм/об, з оптимальною для оброблюваного і інструментального матеріалів швидкістю, яка відповідала максимальній стійкості різця і рівнялася 75м/хв., потім вимірювали шорсткість обробленої поверхні на кожному із заданих режимів за допомогою профілографа-профілометра фірми "Mitutoyo", Японія, і радіальну (нормальну) складову сили різання Руі, яка вимірялася за допомогою універсального динамометра мод. УДМ-600, в процесі різання при кожному значенні подачі на оберт та глибині різання, обчислювали питому висоту мікронерівностей поверхні обточеної деталі Rat на одиницю радіальної складової сили різання залежно від площі перерізу шару, що зрізується за наступною залежністю: Ra i Ra i - питома висота мікронерівностей Py i поверхні обточеної деталі на одиницю радіальної складової сили різання; Rai - висота мікронерівностей поверхні обточеної деталі при точінні з подачею на оберт Si вздовж осі деталі та глибиною різання ti; Руі - радіальна складова сили різання при точінні з подачею на оберт Sі, вздовж осі деталі та глибиною різання ti та будували графік залежності питомої шорсткості обробленої поверхні на одиницю сили різання від площі перерізу зрізу припуску, що знімається, отриманого як добуток глибини різання і подачі на оберт і призначали мінімальну подачу на оберт при максимально припустимій глибині різання в зоні мінімальних значень залежності. Побудова графіка залежності питомої шорсткості обробленої поверхні від перерізу зрізу припуску, що знімається, дозволяє охарактеризувати 7 51007 стабільність процесу різання при різній його продуктивності. Математична обробка отриманих результатів експерименту і розрахунку питомих величин висоти мікронерівностей щодо радіальної складової сили різання дозволила побудувати графік у вигляді спадаючої експоненти. Аналіз отриманого графіка дозволяє зробити висновок про те, що на ділянці крутого падіння експоненти процес чистового точіння нестабільний і значення питомої шорсткості дуже різко змінюються при збільшенні площі перерізу зрізу від 0,01мм2 до 0,05мм2. Надалі, зі збільшенням площі перерізу шару, що зрізується, у діапазоні від 0,05мм2 до 0,18мм2 питома шорсткість змінюється дуже незначно, тобто процес різання протікає стабільно. Таким чином, стає очевидною необхідність забез 8 печення таких перерізів зрізу, площа яких забезпечувала б стабільність процесу різання. Оскільки глибина різання на висоту нерівностей значного впливу не робить, а найбільший вплив на шорсткість обробленої точінням поверхні деталі має подача на оберт, то для забезпечення стабільності процесу різання необхідно при оптимальній швидкості різання задавати мінімально припустимі значення подачі інструмента на оберт шпинделя верстата і приймати найбільші припустимі значення глибини різання, які забезпечували б площа перерізу зрізу в діапазоні стабільного процесу різання, тобто при мінімальних значеннях функції питомої шорсткості обробленої поверхні. У таблиці наведені результати проведених досліджень. Таблиця Режими різання № п/п 1 2 3 4 5 6 7 8 9 Глибина Подача різрізання, мм ця, мм/об 0,1 0,3 0,5 0,08 0,19 0,38 0,08 0,19 0,38 0,08 0,19 0,38 Розрахункові й обмірювані величини Величина радіа- Шорсткість оброб- Питома шорсткість Площа перерізу льної складової леної поверхні Rz, обробленої повер2 зрізу, мм сили різання Ру, H мкм хні Rz/Py, мкм/Н 0,008 77 4,36 0,057 0,019 104 5,90 0,056 0,038 145 7,92 0,050 0,024 169 4,20 0,025 0,057 250 4,54 0,018 0,114 390 7,01 0,018 0,040 229 4,19 0,018 0,095 391 6,04 0,015 0,190 869 7,51 0,009 Аналіз даних, отриманих у результаті експерименту й обробки результатів, дозволяє провести порівняння шорсткості обробленої поверхні залежно від площі перерізу зрізу, величини радіальної складової сили різання визначити стабільні умови протікання процесу різання для наведених технологічних умов і здійснити умови точіння, які забезпечували б максимальну продуктивність обробки при заданій шорсткості обробленої поверхні. З табл. 1 видно, що при мінімальній подачі 0,08мм/про й глибині різання 0,1мм (приклад №1) має місце мінімальне радіальне навантаження на різець і деталь. При цьому шорсткість обробленої поверхні Rz становить 4,36мкм, а площа перерізу зрізу (продуктивність обробки) має найменше значення із всіх можливих при заданих режимах, тоді як питома шорсткість обробленої поверхні Rz/Py становить 0,057мкм/Н. Подальше збільшення глибини різання при цьому ж значенні подачі (приклади №4 і №7) приводить до деякого зниження шорсткості обробленої поверхні за рахунок стабілізації процесу точіння й зменшення амплітуди коливань вершини різця за рахунок зростання радіальної складової сили різання. Коливальні рухи елементів технологічної системи зменшуються за рахунок компенсації зазорів у системі зрослої складової сили різання. Тим самим, процес різання стає більше стійким, амплітуди коливальних рухів елементів технологічної системи зменшуються, що приводить до зниження шорсткості обробленої поверхні. При цьому питома шорсткість обробленої поверхні Rz/Py зменшується й становить 0,025мкм/Н до 0,015мкм/Н, тобто, стає величиною, близької до постійного, характеризуючи стабільність процесу точіння в даних технологічних умовах. Треба відмітити, що ця величина також є постійною і для інших співвідношень глибини різання і подачі до критичних значень режимів різання для даного верстата і пари "інструментальний і оброблюваний матеріали", оскільки збільшення глибини різання до 0,5мм і при цьому підвищення подачі до 0,38мм/об призводить до руйнування ріжучої крайки. Про дестабілізацію процесу різання свідчить і зменшення величини питомої шорсткості обробленої поверхні Rz/Py, що знижується до 0,009мкм/Н (приклад №9). Виявлена область стабільних режимів різання (приклади №4 - №8) дозволяє управляти процесом точіння, вибираючи режими різання, що забезпечують мінімальну шорсткість обробленої поверхні при максимальній продуктивності процесу точіння (приклад №7). 9 Комп’ютерна верстка Л. Ціхановська 51007 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of cutting
Автори англійськоюNovikov Mykola Vasyliovych, Klymenko Serhii Anatoliiovych, Kopieikina Maryna Yuriivna, Manovytskyi Oleksandr Stepanovych, Manokhin Andrii Serhiiovych, Melniichuk Yurii Oleksiiovych
Назва патенту російськоюСпособ управления обработкой резанием
Автори російськоюНовиков Николай Васильевич, Клименко Сергей Анатольевич, Копейкина Марина Юрьевна, Мановицкий Александр Степанович, Манохин Андрей Сергеевич, Мельнийчук Юрий Алексеевич
МПК / Мітки
МПК: B23B 1/00
Мітки: керування, різанням, обробкою, спосіб
Код посилання
<a href="https://ua.patents.su/5-51007-sposib-keruvannya-obrobkoyu-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування обробкою різанням</a>
Спосіб обробки матеріалів різанням
Номер патенту: 88094
Опубліковано: 10.09.2009
Автор: Марунич В'ячеслав Олексійович
МПК: B23B 1/00, B23B 35/00, B29C 37/00, B23B 27/00
Мітки: різанням, матеріалів, спосіб, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - перпендикулярна до неї, який відрізняється тим, що спочатку обробку матеріалу в площині, яка перпендикулярна поверхні, що обробляють, виконують зубом вільним або невільним різанням, а далі в площині обробленої поверхні виконують обробку ножем тільки вільним...
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: обробки, різанням, матеріалів, спосіб
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Спосіб автоматичного керування процесом обробки
Номер патенту: 44267
Опубліковано: 25.09.2009
Автори: Вислоух Сергій Петрович, Юр'єв Максим Віталійович, Катрук Орест Вікторович
МПК: B23B 1/00
Мітки: автоматичного, спосіб, процесом, обробки, керування
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, який полягає в тому, що проводять вимірювання вхідних та вихідних прямих і непрямих параметрів процесу обробки і на підставі аналізу результатів визначають залежності параметрів якості поверхні від режимів обробки і на їх основі корегують швидкість або подачу різання, який відрізняється тим, що як непрямий параметр контролю процесу обробки, який відповідає заданим параметрам якості обробленої...
Спосіб обробки різанням
Номер патенту: 49315
Опубліковано: 26.04.2010
Автори: Ковришкін Микола Олександрович, Пестунов Володимир Михайлович
МПК: B23B 1/00
Мітки: спосіб, різанням, обробки
Формула / Реферат:
Спосіб обробки різанням, при якому процес різання здійснюють за загальною керуючою програмою, а у відносне положення заготовки та інструмента вносять корекцію, який відрізняється тим, що коректувальний сигнал генерують на основі попереднього розрахунку пружної деформації та величини зношення технологічної системи верстата та змінюють в функції складової сили різання та часу у напрямку розміру обробки, причому величину корекції визначають із...
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Вислоух Сергій Петрович, Засименко Оксана Вячеславівна, Пилипенко Анжела Михайлівна
МПК: B23Q 15/00
Мітки: досліджування, матеріалів, оброблюваності, різанням, спосіб
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Попередній патент: Спосіб хірургічного лікування пахових гриж за допомогою сітчастого протеза у хворих похилого та старечого віку
Наступний патент: Контактний пристрій тарілки масообмінного апарата
Випадковий патент: Фармацевтична композиція, яка включає телмісартан, спосіб її одержання (варіанти), двошарова фармацевтична таблетка та спосіб її одержання