Спосіб утворення зразка зварно-паяного з’єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань
Номер патенту: 57832
Опубліковано: 15.07.2003
Автори: Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Полухін Валерій Васильович, Бондарєв Вячеслав Андрійович
Формула / Реферат
Спосіб утворення зразка зварно-паяного з'єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань, що включає у себе складання двох деталей певної довжини, головним чином із різних матеріалів, одна з яких – циліндрична, інша – у вигляді трубчастого елемента, коаксіально по прилягаючих поверхнях уздовж зовнішньої поверхні циліндричної деталі до повного співпадання їх торцевих поверхонь у площині, перпендикулярній їх спільній осі, які в зібраному стані утворюють зазор по циліндричній поверхні по місцю з'єднання, розташування у зазорі або на їх спільній торцевій поверхні флюсу, припою, інших активуючих речовин або клейових сумішей, котрі нагрівають до температури плавлення та до заповнення циліндричного зазору між зразками або котрі попадають у зазор під дією сил капілярного всмоктування зі спільної торцевої поверхні зразків, де вони були попередньо розташовані, який відрізняється тим, що циліндричну деталь виконують з осьовим технологічним отвором, в який після нагрівання запресовують технологічну циліндричну вставку зі сторони співпадання спільних торцевих поверхонь циліндра та трубчастого елемента.
Текст
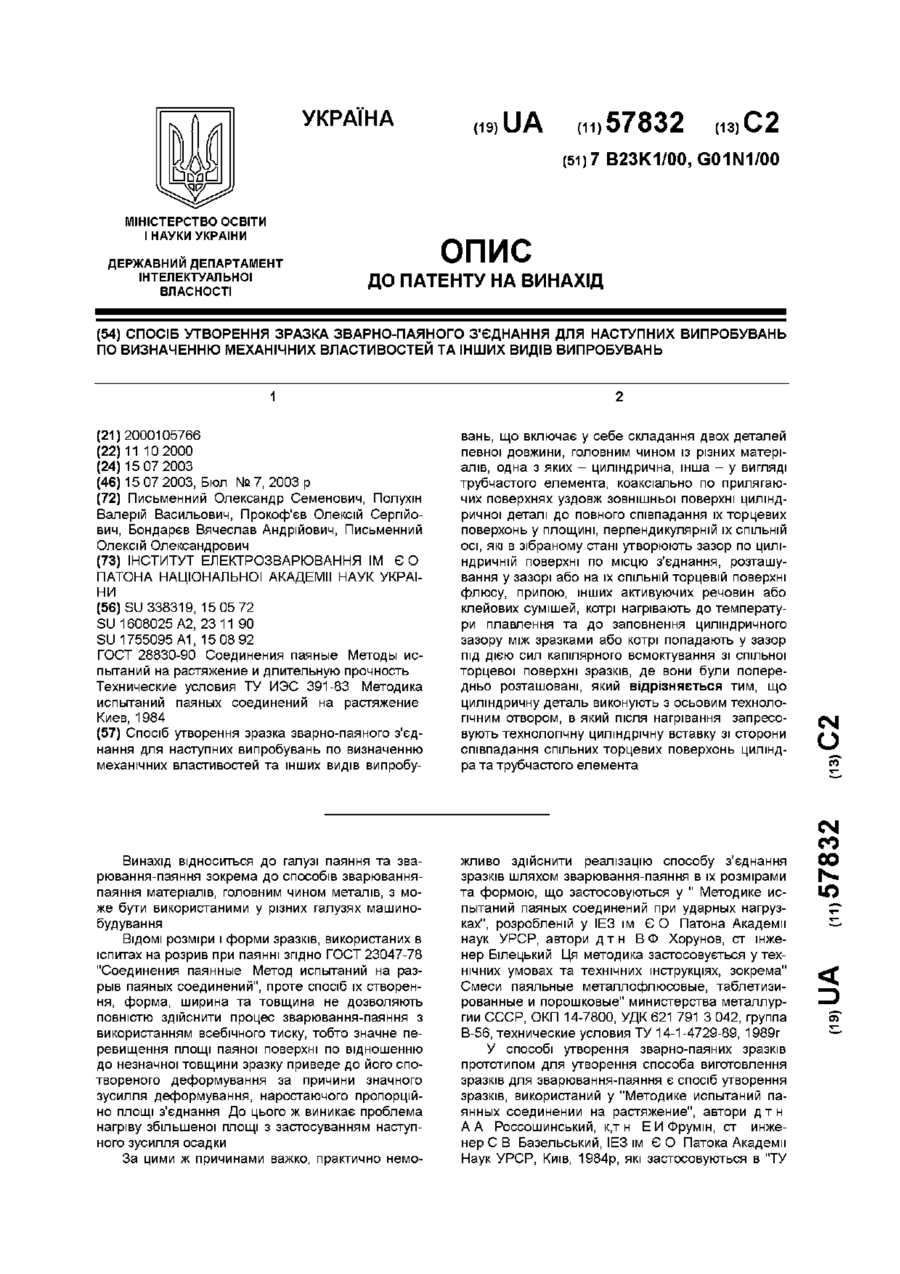
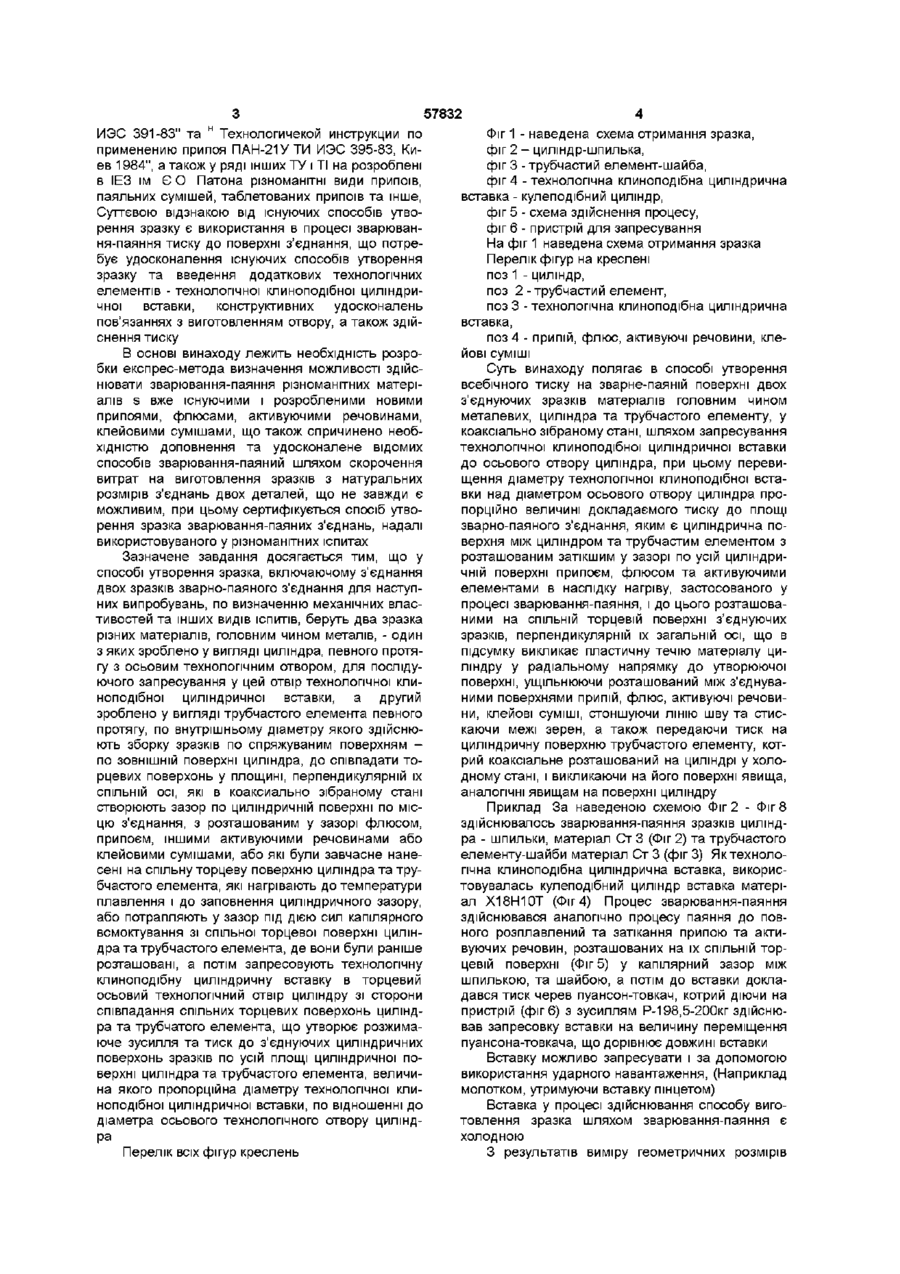
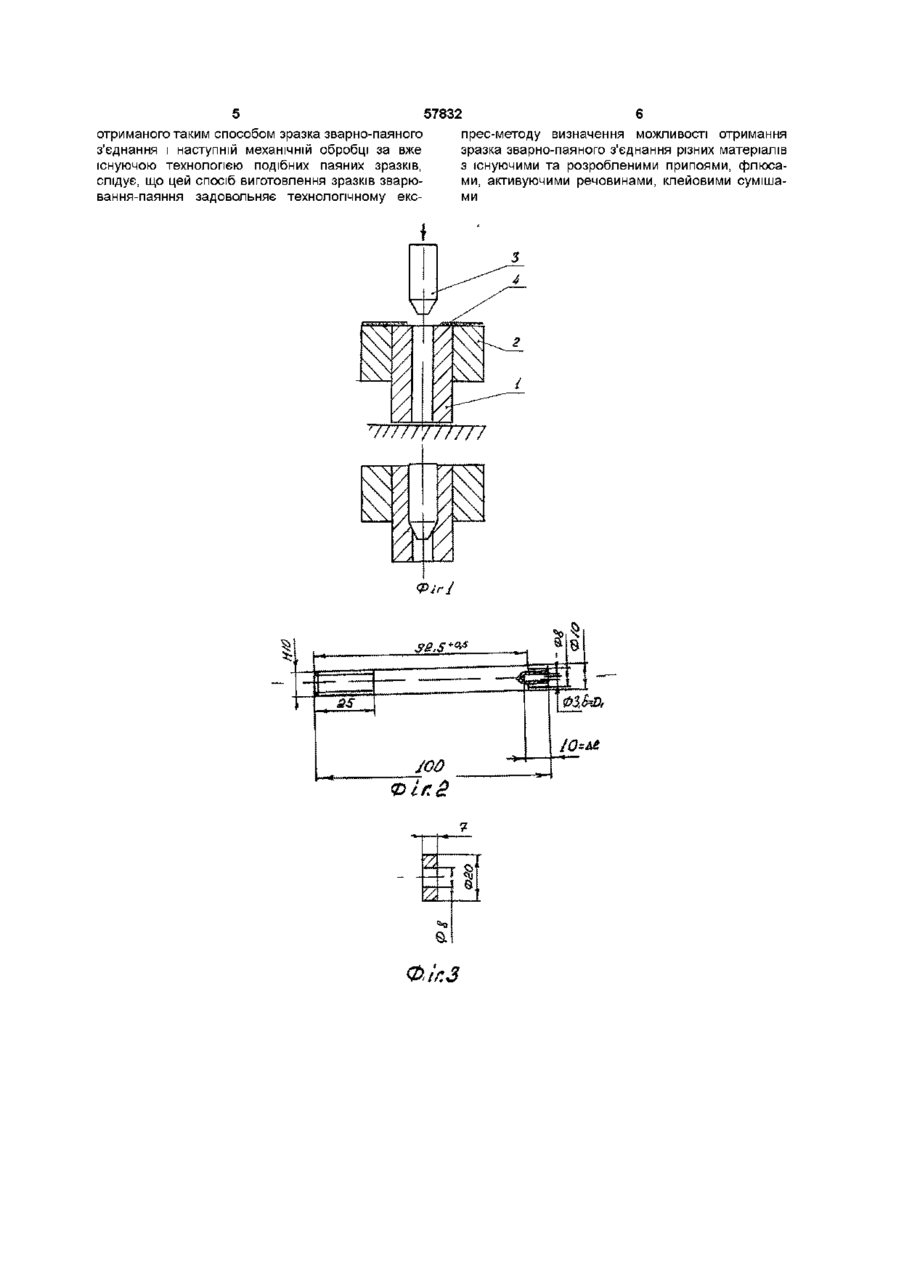
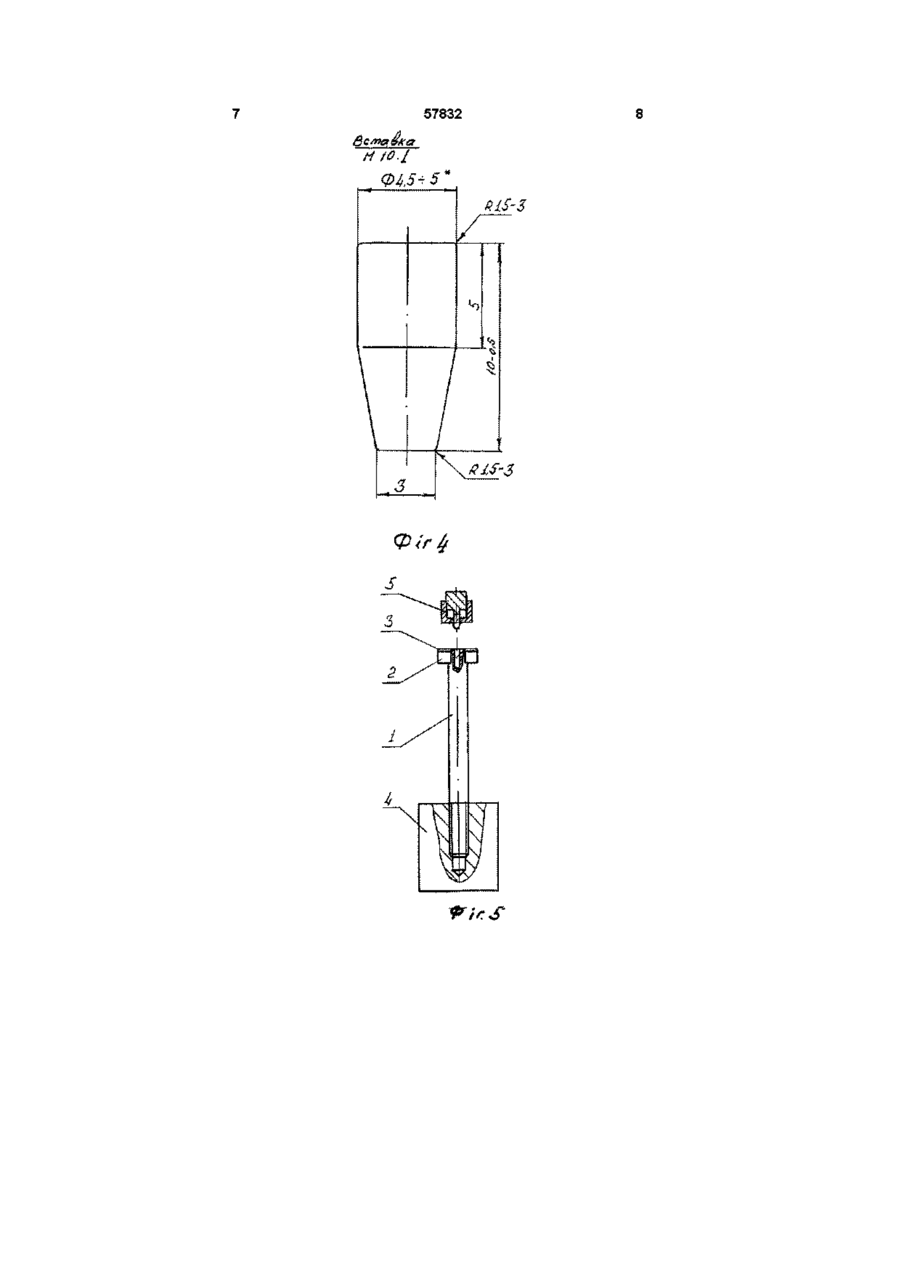
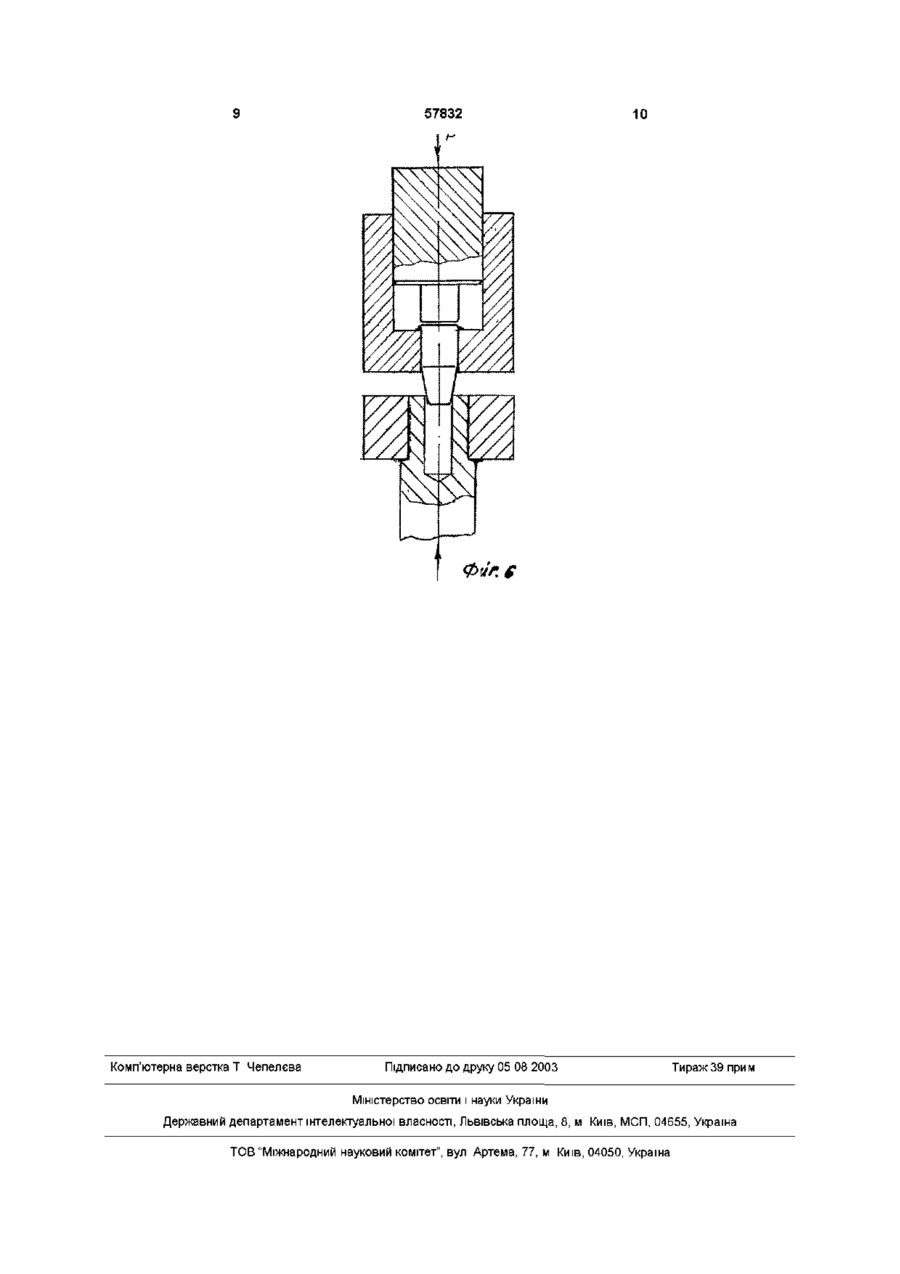
Спосіб утворення зразка зварно-паяного з'єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробу Винахід відноситься до галузі паяння та зварювання-паяння зокрема до способів зварюванняпаяння матеріалів, головним чином металів, з може бути використаними у різних галузях машинобудування ВІДОМІ розміри і форми зразків, використаних в іспитах на розрив при паянні згідно ГОСТ 23047-78 "Соединения паянные Метод испытаний на разрыв паяных соединений", проте спосіб їх створення, форма, ширина та товщина не дозволяють повністю здійснити процес зварювання-паяння з використанням всебічного тиску, тобто значне перевищення площі паяної поверхні по відношенню до незначної товщини зразку приведе до його спотвореного деформування за причини значного зусилля деформування, наростаючого пропорційно площі з'єднання До цього ж виникає проблема нагріву збільшеної площі з застосуванням наступного зусилля осадки За цими ж причинами важко, практично немо вань, що включає у себе складання двох деталей певної довжини, головним чином із різних матеріалів, одна з яких - циліндрична, інша - у вигляді трубчастого елемента, коаксіально по прилягаючих поверхнях уздовж зовнішньої поверхні циліндричної деталі до повного співпадання їх торцевих поверхонь у площині, перпендикулярній їх СПІЛЬНІЙ осі, які в зібраному стані утворюють зазор по циліндричній поверхні по місцю з'єднання, розташування у зазорі або на їх СПІЛЬНІЙ торцевій поверхні флюсу, припою, інших активуючих речовин або клейових сумішей, котрі нагрівають до температури плавлення та до заповнення циліндричного зазору між зразками або котрі попадають у зазор під дією сил капілярного всмоктування зі спільної торцевої поверхні зразків, де вони були попередньо розташовані, який відрізняється тим, що циліндричну деталь виконують з осьовим технологічним отвором, в який після нагрівання запресовують технологічну циліндрічну вставку зі сторони співпадання спільних торцевих поверхонь циліндра та трубчастого елемента жливо здійснити реалізацію способу з'єднання зразків шляхом зварювання-паяння в їх розмірами та формою, що застосовуються у " Методике испытаний паяных соединений при ударных нагрузках", розробленій у ІЕЗ їм Є О Патона Академії наук УРСР, автори д т н ВФ Хорунов, ст інженер Білецький Ця методика застосовується у технічних умовах та технічних інструкціях, зокрема" Смеси паяльные металлофлюсовые, таблетизированные и порошковые" министерства металлургии СССР, ОКП 14-7800, УДК 621 791 3 042, группа В-56, технические условия ТУ 14-1-4729-89, 1989г У способі утворення зварно-паяних зразків прототипом для утворення способа виготовлення зразків для зварювання-паяння є спосіб утворення зразків, використаний у "Методике испытаний паянных соединении на растяжение", автори д т н А А Россошинський, к,т н ЕЙ Фрумш, ст инженер С В Базельський, ІЕЗ їм Є О Патока Академії Наук УРСР, Київ, 1984р, які застосовуються в "ТУ О го 00 ю 57832 ИЭС 391-83" та н Технологичекой инструкции по применению припоя ПАН-21У ТИ ИЭС 395-83, Киев 1984", а також у ряді інших ТУ і ТІ на розроблені в ІЕЗ їм Є О Патона різноманітні види припоїв, паяльних сумішей, таблетованих припоїв та інше, Суттєвою відзнакою від існуючих способів утворення зразку є використання в процесі зварювання-паяння тиску до поверхні з'єднання, що потребує удосконалення існуючих способів утворення зразку та введення додаткових технологічних елементів - технологічної клиноподібної циліндричної вставки, конструктивних удосконалень пов'язаннях з виготовленням отвору, а також здійснення тиску В основі винаходу лежить необхідність розробки експрес-метода визначення можливості здійснювати зварювання-паяння різноманітних матеріалів s вже існуючими і розробленими новими припоями, флюсами, активуючими речовинами, клейовими сумішами, що також спричинено необхідністю доповнення та удосконалене відомих способів зварювання-паяний шляхом скорочення витрат на виготовлення зразків з натуральних розмірів з'єднань двох деталей, що не завжди є можливим, при цьому сертифікується спосіб утворення зразка зварювання-паяних з'єднань, надалі використовуваного у різноманітних іспитах Зазначене завдання досягається тим, що у способі утворення зразка, включаючому з'єднання двох зразків зварно-паяного з'єднання для наступних випробувань, по визначенню механічних властивостей та інших видів ІСПИТІВ, беруть два зразка різних матеріалів, головним чином металів, - один з яких зроблено у вигляді циліндра, певного протягу з осьовим технологічним отвором, для послідуючого запресування у цей отвір технологічної клиноподібної циліндричної вставки, а другий зроблено у вигляді трубчастого елемента певного протягу, по внутрішньому діаметру якого здійснюють зборку зразків по спряжуваним поверхням по ЗОВНІШНІЙ поверхні циліндра, до співпадати торцевих поверхонь у площині, перпендикулярній їх СПІЛЬНІЙ осі, які в коаксиально зібраному стані створюють зазор по циліндричній поверхні по місцю з'єднання, з розташованим у зазорі флюсом, припоєм, іншими активуючими речовинами або клейовими сумішами, або які були завчасне нанесені на спільну торцеву поверхню циліндра та трубчастого елемента, які нагрівають до температури плавлення і до заповнення циліндричного зазору, або потрапляють у зазор під дією сил капілярного всмоктування зі спільної торцевої поверхні циліндра та трубчастого елемента, де вони були раніше розташовані, а потім запресовують технологічну клиноподібну циліндричну вставку в торцевий осьовий технологічний отвір циліндру зі сторони співпадання спільних торцевих поверхонь циліндра та трубчатого елемента, що утворює розжимаюче зусилля та тиск до з'єднуючих циліндричних поверхонь зразків по усій площі циліндричної поверхні циліндра та трубчастого елемента, величина якого пропорційна діаметру технологічної клиноподібної циліндричної вставки, по відношенні до діаметра осьового технологічного отвору циліндра Перелік всіх фігур креслень Фіг 1 - наведена схема отримання зразка, фіг 2 - циліндр-шпилька, фіг 3 - трубчастий елемент-шайба, фіг 4 -технологічна клиноподібна циліндрична вставка - кулеподібний циліндр, фіг 5 - схема здійснення процесу, фіг 6 - пристрій для запресування На фіг 1 наведена схема отримання зразка Перелік фігур на креслені поз 1 - циліндр, поз 2-трубчастий елемент, поз 3 - технологічна клиноподібна циліндрична вставка, поз 4 - припій, флюс, активуючі речовини, клейові суміші Суть винаходу полягає в способі утворення всебічного тиску на зварне-паяній поверхні двох з'єднуючих зразків матеріалів головним чином металевих, циліндра та трубчастого елементу, у коаксіально зібраному стані, шляхом запресування технологічної клиноподібної циліндричної вставки до осьового отвору циліндра, при цьому перевищення діаметру технологічної клиноподібної вставки над діаметром осьового отвору циліндра пропорційно величині докладаємого тиску до площі зварно-паяного з'єднання, яким є циліндрична поверхня між циліндром та трубчастим елементом з розташованим затікшим у зазорі по усій циліндричній поверхні припоєм, флюсом та активуючими елементами в наслідку нагріву, застосованого у процесі зварювання-паяння, і до цього розташованими на СПІЛЬНІЙ торцевій поверхні з'єднуючих зразків, перпендикулярній їх загальній осі, що в підсумку викликає пластичну течію матеріалу циліндру у радіальному напрямку до утворюючої поверхні, ущільнюючи розташований між з'єднуваними поверхнями припій, флюс, активуючі речовини, клейові суміші, стоншуючи ЛІНІЮ шву та стискаючи межі зерен, а також передаючи тиск на циліндричну поверхню трубчастого елементу, котрий коаксіальне розташований на циліндрі у холодному стані, і викликаючи на його поверхні явища, аналогічні явищам на поверхні циліндру Приклад За наведеною схемою Фіг 2 - Фіг 8 здійснювалось зварювання-паяння зразків циліндра - шпильки, матеріал Ст 3 (Фіг 2) та трубчастого елементу-шайби матеріал Ст 3 (фіг 3) Як технологічна клиноподібна циліндрична вставка, використовувалась кулеподібний циліндр вставка матеріал Х18Н10Т (Фіг 4) Процес зварювання-паяння здійснювався аналогічно процесу паяння до повного розплавлений та затікання припою та активуючих речовин, розташованих на їх СПІЛЬНІЙ торцевій поверхні (Фіг 5) у капілярний зазор між шпилькою, та шайбою, а потім до вставки докладався тиск черев пуансон-товкач, котрий діючи на пристрій (фіг 6) з зусиллям Р-198,5-200кг здійснював запресовку вставки на величину переміщення пуансона-товкача, що дорівнює довжині вставки Вставку можливо запресувати і за допомогою використання ударного навантаження, (Наприклад молотком, утримуючи вставку пінцетом) Вставка у процесі здійснювання способу виготовлення зразка шляхом зварювання-паяння є холодною З результатів виміру геометричних розмірів 5 57832 отриманого таким способом зразка зварно-паяного з'єднання і наступній механічній обробці за вже існуючою технологією подібних паяних зразків, слідує, що цей спосіб виготовлення зразків зварювання-паяння задовольняє технологічному екс прес-методу визначення можливості отримання зразка зварно-паяного з'єднання різних матеріалів з існуючими та розробленими припоями, флюсами, активуючими речовинами, клейовими сумішами Фіг і Ф,іг.З 57832 Вслід £ха н to.І RlS-3 Ф/r 4 10 Ф'/r.f Комп'ютерна верстка Т Чепелєва Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing specimen of welded and soldered joint for further tests of mechanical properties and other tests
Автори англійськоюPysmennyi Oleksandr Semenovych, Polukhin Valerii Vasyliovych, Prokofiev Oleksii Serhiiovych, Pysmennyi Oleksii Oleksandrovych
Назва патенту російськоюСпособ создания образца сварно-паяного соединения для последующих испытаний по определению механических свойств и других видов испытаний
Автори російськоюПисьменный Александр Семенович, Полухин Валерий Васильевич, Прокофьев Алексей Сергеевич, Письменный Алексей Александрович
МПК / Мітки
Мітки: спосіб, визначенню, з'єднання, інших, наступних, видів, зварно-паяного, утворення, механічних, зразка, випробувань, властивостей
Код посилання
<a href="https://ua.patents.su/5-57832-sposib-utvorennya-zrazka-zvarno-payanogo-zehdnannya-dlya-nastupnikh-viprobuvan-po-viznachennyu-mekhanichnikh-vlastivostejj-ta-inshikh-vidiv-viprobuvan.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення зразка зварно-паяного з’єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань</a>
Пристрій для виготовлення зразків при дослідженні фізико-механічних властивостей стоматологічних матеріалів
Номер патенту: 43635
Опубліковано: 17.12.2001
Автори: Мороз Ганна Борисівна, Удод Олександр Анатольович
Мітки: виготовлення, фізико-механічних, матеріалів, властивостей, стоматологічних, пристрій, дослідженні, зразків
Формула / Реферат:
Пристрій для виготовлення зразків при дослідженні фізико-механічних властивостей стоматологічних матеріалів, який складається з металевого базису з наскрізним отвором у середині, який відрізняється тим, що отвір в металевому базисі виконаний круглим, до металевого базису додатково закріплюється кронштейн та матриця з органічного скла, у яких виконані наскрізні круглі отвори, які розташовані співвісно отвору в металевому базисі.
Захват для механічних випробувань тонкостінних трубчастих взірців
Номер патенту: 32773
Опубліковано: 15.02.2001
Автори: Рач Валентин Анатолійович, Калюжний Валерій Вілінович
МПК: G01N 3/04
Мітки: тонкостінних, механічних, випробувань, захват, трубчастих, взірців
Формула / Реферат:
Захват для механічних випробувань тонкостінних трубчастих взірців, що містить корпус з гайкою, у якому розміщена цанга та стержень із зворотним конусом, а також затискувальні елементи, який відрізняється тим, що корпус захвату з прямим конусом і стержень із зворотним конусом жорстко взаємозв'язані та закріплені на загальній основі.
Пристрій для визначення механічних властивостей листового матеріалу
Номер патенту: 35279
Опубліковано: 15.03.2001
Автори: Волинець Вікторія Миколаївна, Тормахов Микола Миколайович, Румянцева Наталія Вікторівна, Неспрядько Валерій Петрович
Мітки: властивостей, листового, визначення, механічних, пристрій, матеріалу
Формула / Реферат:
Пристрій для визначення механічних властивостей листового матеріалу, що містить корпус, направляючі, пуансон та тримач для зразка, який відрізняється тим, що направляючі виконані у вигляді пари пружних елементів, прикріплених своїми середніми точками до пуансона, а крайніми - до корпуса, і мають датчики переміщення, зафіксовані з обох боків одного з пружних елементів, а до пуансона прироблені датчики зусилля продавлювання, встановлені з двох...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Письменний Олександр Семенович, Макаревич Володимир Вікторович, Прокоф`єв Олексій Сергійович, Письменний Олексій Олександрович, Бондарев В`ячеслав Андрійович, Дубко Андрій Григорович
МПК: B23K 1/00
Мітки: довжини, спосіб, трубчатих, обмежено, утворення, нерознімного, з'єднання, паяння, допомогою, елементів, подібного, зварювання-паяння, труб, трійників, вигляді
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Спосіб визначення фізико-механічних властивостей гуми г.п. демченка
Номер патенту: 44813
Опубліковано: 15.03.2002
Автор: Демченко Гаррій Пимонович
МПК: G01N 3/40
Мітки: властивостей, спосіб, демченка, фізико-механічних, г.п, гуми, визначення
Формула / Реферат:
1. Спосіб визначення фізико-механічних властивостей гуми, який полягає у тому, що впроваджують індентор у випробувану гуму при постійному навантаженні, витримують під навантаженням, розвантажують та виміряють величину переміщення індентора, який відрізняється тим, що при вимірюванні величини переміщення індентора вимірюють час його переміщення, відповідний тривалості змінення деформації гуми.2. Спосіб за п. 1, який відрізняється тим,...
Попередній патент: Спосіб і конвертер для одержання аміаку
Наступний патент: Спосіб захисту адрес переходів
Випадковий патент: Спосіб диференційної діагностики тахіаритмії серця плода