Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Макаревич Володимир Вікторович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович, Дубко Андрій Григорович, Письменний Олексій Олександрович, Бондарев В`ячеслав Андрійович
Формула / Реферат
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують припій та флюс у з'єднуваному зазорі або на поверхні труби меншого діаметра, що підлягає з'єднанню, здійснюють нагрівання зони з'єднання від індукційної або іншої нагрівальної установки до температури плавлення припою та флюсу, прикладають зусилля осаджування до труби меншого діаметра до отримання заданої пластичної деформації стінок труби меншого діаметра у напрямку до стінок труби більшого діаметра, при цьому місце утворення з'єднання збігається з місцем докладання деформуючого зусилля на з'єднувані поверхні і знаходиться на траверсі з контактуючою поверхнею пристрою-оснащення.
Текст
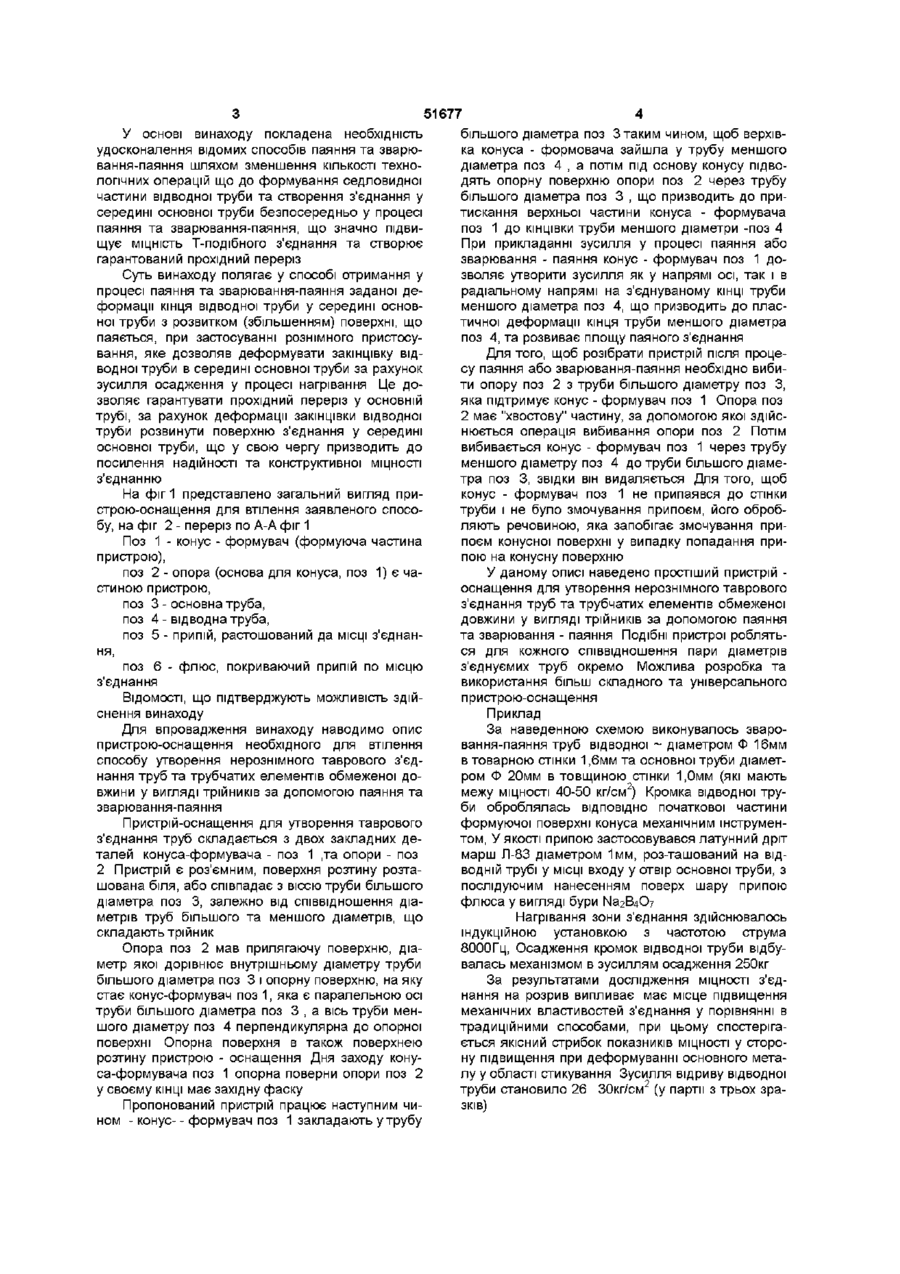
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмежений! довжини, у вигляді трійників за допомогою паяння та зварювання-паяння Винахід відноситься до галузі паяння або зварювання-паяння, зокрема до способів паяння, здебільше сталевих конструкцій, і може бути застосований у різних галузях машинобудування, Відомо спосіб паяння та зварювання-паяння Тподібних з'єднань трубопроводів (безтрійникові паяні з'єднання), опублікований у збірці наукових праць "Материали и технология пайки", Киев, ИЭС им, ЕО Патока, 1991 г, УДК 621 791 263 621 643 669 15, автори А Ф Лукьянов, А Е Шапиро, В В Шашн, ВТ Коняев, при якому формування седловинної частини (закінцівки) відводної труби відібрано, виходячи з граничноприпустимих ступенів деформації матеріалу кінця труби- та включає наступні операції механічну обробку (торцювання крайок) труби, попереднє заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують припій та флюс у з'єднуваному зазорі або на поверхні труби меншого діаметра, що підлягає з'єднанню, здійснюють нагрівання зони з'єднання від індукційної або іншої нагрівальної установки до температури плавлення припою та флюсу, прикладають зусилля осаджування до труби меншого діаметра до отримання заданої пластичної деформації стінок труби меншого діаметра у напрямку до стінок труби більшого діаметра, при цьому місце утворення з'єднання збігається з місцем докладання деформуючого зусилля на з'єднувані поверхні і знаходиться на траверсі з контактуючою поверхнею пристрою-оснащення роздавання конусним пуансоном її кінця, наступне -другим конусним пуансоном з іншим кутом конусності та заключне формування - профільним пуансоном Подібні операції виконуються також при виготовленні горловин контейнерів ( АсЛ147529 СРСР МКИ В 23 К Контейнер для пайки / И П Ключников, А Е Тихомиров, А Е Шапиро, А И Агеев - Опубл 15 10 84, Бюл № 38) У подальшому остаточно сформовані деталі надходять на операцію паяння, або зварювання Проте у вказанних способах, паяння аедловинної частини (закінців-ки) відводної труби здійснюється до одздшздаГ поверхні основної труби В запропонованому способі паяння та зварювання-паяння формування кінця відводної труби здійснюється у середині основної труби безпосередньо у процесі зварювання-паяння з застосуванням введеного в зону паяння та зварюванняпаяння пристрою при нагріванні від індукційного або іншого нагріваючого устаткування О (О ю У основі винаходу покладена необхідність удосконалення відомих способів паяння та зварювання-паяння шляхом зменшення КІЛЬКОСТІ технологічних операцій що до формування седловидної частини відводної труби та створення з'єднання у середині основної труби безпосередньо у процесі паяння та зварювання-паяння, що значно підвищує МІЦНІСТЬ Т-подібного з'єднання та створює гарантований прохідний переріз Суть винаходу полягає у способі отримання у процесі паяння та зварювання-паяння заданої деформації кінця відводної труби у середині основної труби з розвитком (збільшенням) поверхні, що паяється, при застосуванні рознімного пристосування, яке дозволяв деформувати закінцівку відводної труби в середині основної труби за рахунок зусилля осадження у процесі нагрівання Це дозволяє гарантувати прохідний переріз у основній трубі, за рахунок деформації закінцівки відводної труби розвинути поверхню з'єднання у середині основної труби, що у свою чергу призводить до посилення надійності та конструктивної МІЦНОСТІ з'єднанню На фіг 1 представлено загальний вигляд пристрою-оснащення для втілення заявленого способу, на фіг 2 - переріз по А-А фіг 1 Поз 1 - конус - формувач (формуюча частина пристрою), поз 2 - опора (основа для конуса, поз 1) є частиною пристрою, поз 3 - основна труба, поз 4 - відводна труба, поз 5 - припій, растошований да МІСЦІ з'єднання, поз 6 - флюс, покриваючий припій по місцю з'єднання ВІДОМОСТІ, ЩО підтверджують можливість здійснення винаходу Для впровадження винаходу наводимо опис пристрою-оснащення необхідного для втілення способу утворення нерознімного таврового з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння Пристрій-оснащення для утворення таврового з'єднання труб складається з двох закладних деталей конуса-формувача - поз 1 ,та опори - поз 2 Пристрій є роз'ємним, поверхня розтину розташована біля, або співпадає з віссю труби більшого діаметра поз 3, залежно від співвідношення діаметрів труб більшого та меншого діаметрів, що складають трійник Опора поз 2 мав прилягаючу поверхню, діаметр якої дорівнює внутрішньому діаметру труби більшого діаметра поз 3 і опорну поверхню, на яку стає конус-формувач поз 1, яка є паралельною осі труби більшого діаметра поз 3 , а вісь труби меншого діаметру поз 4 перпендикулярна до опорної поверхні Опорна поверхня в також поверхнею розтину пристрою - оснащення Дня заходу конуса-формувача поз 1 опорна поверни опори поз 2 у своєму КІНЦІ має західну фаску Пропонований пристрій працює наступним чином - конус- - формувач поз 1 закладають у трубу 51677 більшого діаметра поз 3 таким чином, щоб верхівка конуса - формовача зайшла у трубу меншого діаметра поз 4 , а потім під основу конусу підводять опорну поверхню опори поз 2 через трубу більшого діаметра поз 3 , що призводить до притискання верхньої частини конуса - формувача поз 1 до КІНЦІВКИ труби меншого діаметри -поз 4 При прикладанні зусилля у процесі паяння або зварювання - паяння конус - формувач поз 1 дозволяє утворити зусилля як у напрямі осі, так і в радіальному напрямі на з'єднуваному КІНЦІ труби меншого діаметра поз 4, що призводить до пластичної деформації кінця труби меншого діаметра поз 4, та розвиває площу паяного з'єднання Для того, щоб розібрати пристрій після процесу паяння або зварювання-паяння необхідно вибити опору поз 2 з труби більшого діаметру поз З, яка підтримує конус - формувач поз 1 Опора поз 2 має "хвостову" частину, за допомогою якої здійснюється операція вибивання опори поз 2 Потім вибивається конус - формувач поз 1 через трубу меншого діаметру поз 4 до труби більшого діаметра поз 3, звідки він видаляється Для того, щоб конус - формувач поз 1 не припаявся до стінки труби і не було змочування припоєм, його обробляють речовиною, яка запобігає змочування припоєм конусної поверхні у випадку попадання припою на конусну поверхню У даному описі наведено простіший пристрій оснащення для утворення нерознімного таврового з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання - паяння Подібні пристрої робляться для кожного співвідношення пари діаметрів з'єднуємих труб окремо Можлива розробка та використання більш складного та універсального пристрою-оснащення Приклад За наведенною схемою виконувалось зваровання-паяння труб відводної ~ діаметром Ф 16мм в товарною стінки 1,6мм та основної труби діаметром Ф 20мм в товщиною стінки 1,0мм (які мають 2 межу МІЦНОСТІ 40-50 кг/см ) Кромка відводної труби оброблялась ВІДПОВІДНО початкової частини формуючої поверхні конуса механічним інструментом, У якості припою застосовувався латунний дріт марш Л-83 діаметром 1мм, роз-ташований на відводній трубі у МІСЦІ входу у отвір основної труби, з послідуючим нанесенням поверх шару припою флюса у вигляді бури N326407 Нагрівання зони з'єднання здійснювалось індукційною установкою з частотою струма 8000Гц, Осадження кромок відводної труби відбувалась механізмом в зусиллям осадження 250кг За результатами дослідження МІЦНОСТІ з'єднання на розрив випливає має місце підвищення механічних властивостей з'єднання у порівнянні в традиційними способами, при цьому спостерігається якісний стрибок показників МІЦНОСТІ у сторону підвищення при деформуванні основного металу у області стикування Зусилля відриву відводної труби становило 26 30кг/см2 (у партії з трьох зразків) 51677 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming one-piece t-like connection of pipes and pipe elements of restricted length as t-elements by means of soldering and welding-soldering
Автори англійськоюPysmennyi Oleksandr Semenovych, Prokofiev Oleksii Serhiiovych, Pysmennyi Oleksii Oleksandrovych, Dubko Andrii Hryhorovych
Назва патенту російськоюСпособ образования неразъемного т-образного соединения труб и трубчатых элементов ограниченной длины в виде тройников при помощи пайки и сварки-пайки
Автори російськоюПисьменный Александр Семенович, Прокофьев Алексей Сергеевич, Письменный Алексей Александрович, Дубко Андрей Григорьевич
МПК / Мітки
МПК: B23K 1/00
Мітки: труб, нерознімного, допомогою, вигляді, паяння, подібного, довжини, утворення, спосіб, трійників, трубчатих, з'єднання, обмежено, зварювання-паяння, елементів
Код посилання
<a href="https://ua.patents.su/3-51677-sposib-utvorennya-neroznimnogo-t-podibnogo-zehdnannya-trub-ta-trubchatikh-elementiv-obmezheno-dovzhini-u-viglyadi-trijjnikiv-za-dopomogoyu-payannya-ta-zvaryuvannya-payannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння</a>
Спосіб паяння таврових з’єднань труб або стержнів металевих конструкцій
Номер патенту: 45491
Опубліковано: 15.04.2002
Автори: Письменний Олександр Семенович, Шинлов Михайло Євгенович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович
МПК: B23K 1/00, B23K 33/00
Мітки: металевих, конструкцій, стержнів, труб, таврових, з'єднань, паяння, спосіб
Формула / Реферат:
Спосіб паяння таврових з'єднань труб або стержнів металевих конструкцій, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у зазорі, що паяється, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що попередньо створюють розвинену поверхню паяння шляхом виготовлення паза в одній з деталей, а...
Екзотермічна суміш для паяння – зварювання металів (варіанти)
Номер патенту: 37449
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: металів, паяння, зварювання, екзотермічна, варіанти, суміш
Формула / Реферат:
1.Екзотермічна суміш для паяння-зварювання металів, яка складається з оксиду міді, відновників та окислювачів, яка відрізняється тим, що має у своєму складі у якості відновників Аl та CaSi2 а у якості окислювачів NaNО3 при загальному співвідношенні компонентів (мас.%):СuО 55-62%CaSi2 22-24%Аl 1-2 %NaNO3 14- 22 %.2.Екзотермічна суміш для паяння - зварювання металів, яка складається з оксиду міді,...
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих
Номер патенту: 28675
Опубліковано: 17.06.2002
Автори: Шинлов Михайло Євгенович, Бондарев В`ячеслав Андрійович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович
МПК: B23K 1/00
Мітки: паяння, сталевих, наприклад, тонкостінних, металевих, переважно, спосіб, конструкцій, фланців, труб
Формула / Реферат:
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у паяному зазорі, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що пластичне деформування з'єднуваних кромок здійснюють за допомогою формоутворюючого інструментa, при...
Спосіб з’єднання першого та другого елементів облицьованих труб, фітинг для використання при такому з’єднанні та два елементи труб, з’єднані разом
Номер патенту: 41444
Опубліковано: 17.09.2001
Автори: Каммінгс Роберт Джеймс, Хілл Том
МПК: F16L 13/00, F16L 58/02, F16L 33/20
Мітки: елементів, два, з'єднанні, першого, з'єднання, спосіб, використання, з'єднані, облицьованих, такому, труб, фітинг, елементи, другого
Формула / Реферат:
1. Спосіб з’єднання першого та другого елементів труб, який включає під'єднання до кінця першого елемента труб трубчастого металевого фітинга, що має внутрішню поверхню, утворену зі стійкого до корозії металу, який відрізняється тим, що використовують трубчастий металевий фітинг, внутрішня поверхня якого проходить до вільного кінця фітинга, і має канавки, розділені зубцями, облицьовують перший елемент труб і, принаймні, частину фітинга,...
Спосіб нерознімного з’єднання металічних конструкційних елементів зварюванням плавленням
Номер патенту: 21033
Опубліковано: 07.10.1997
Автори: Колодяжний Анатолій Вікторович, Кльонишев Вадим Володимирович, Головня Вадим Вадимович, Маштаков Микола Михайлович
МПК: B23K 9/23
Мітки: металічних, конструкційних, з'єднання, елементів, зварюванням, плавленням, спосіб, нерознімного
Формула / Реферат:
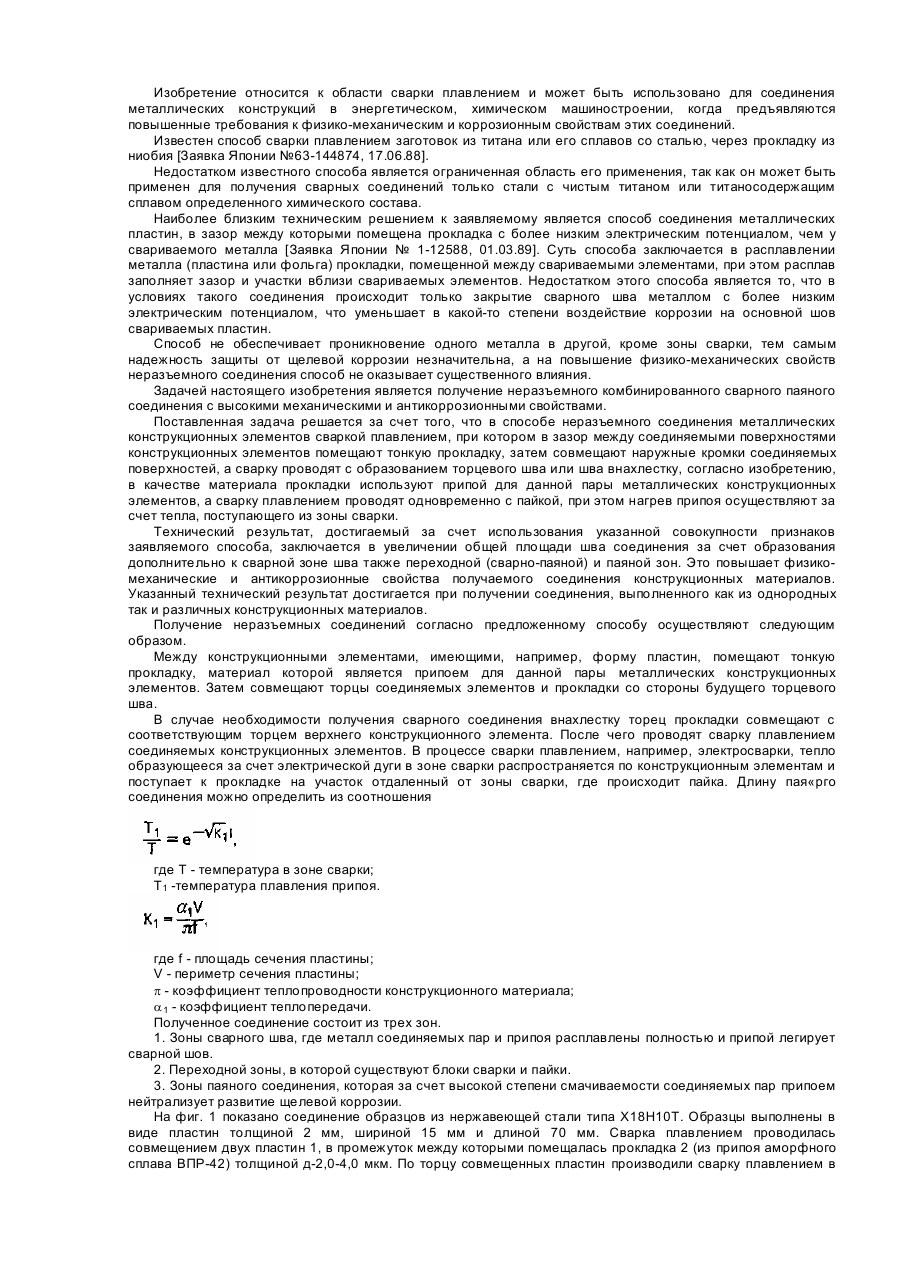
Способ неразъемного соединения металлических конструкционных элементов, включающих сварку плавлением, при котором в зазор между соединяемыми поверхностями конструкционных элементов помещают тонкую прокладку, а сварку проводят с образованием торцевого шва или шва внахлестку, отличающийся тем, что в качестве материала прокладки используют припой для данной пары металлических конструкционных элементов, а сварку плавлением проводят одновременно с...
Наступний патент: Ізоляційна захисна оболонка для резистивного нагрівального елемента
Випадковий патент: Спосіб одержання n-алкіл (мет)акриламідів