Матеріал для радіаційного захисту і спосіб його виготовлення
Номер патенту: 73413
Опубліковано: 15.07.2005
Автори: Крикун Юрій Олександрович, Якушкін Михайло Олександрович, Межуєв Микола Миколайович, Алексеєв Юрій Сергійович, Ткаченко Володимир Іванович, Джур Євген Олексійович, Желтов Павло Миколайович, Кабардін Микола Костянтинович, Кучма Леонід Данилович
Формула / Реферат
1. Матеріал для радіаційного захисту, що включає у сухому вигляді суміш зі зв’язуючого, армуючої матриці і дрібнодисперсного металовмісного наповнювача, перемішану у розріджувачі до однорідного стану, який відрізняється тим, що в як армуюча матриця використані скляні нитки із співвідношенням довжини до діаметра 8:11 при наступному співвідношенні компонентів, мас. %:
скляні нитки
48-50
дрібнодисперсний металовмісний наповнювач
11,9-12
зв'язуюче
35-37
розріджувач
решта.
2. Матеріал за п. 1, який відрізняється тим, що як зв’язуюче використана фенолформальдегідна смола, а як розріджувач - спиртоацетонова суміш.
3. Спосіб виготовлення матеріалу для радіаційного захисту, що включає підготовку сухої суміші шляхом перемішування армуючої матриці, зв’язуючого, дрібнодисперсного металовмісного наповнювача, уведення розріджувача, перемішування отриманої маси до однорідного стану й укладання її у форму з наступним напівсухим пресуванням, який відрізняється тим, що в суміш як армуючу основу вводять скляні нитки із співвідношенням довжини до діаметра 8 : 11, а кількість дрібнодисперсного металовмісного наповнювача і кількість зв’язуючого беруть у масовому співвідношенні 1 : (3,02-3,08), при цьому пресування проводять при температурі 160-1800С.
4. Спосіб за п. 3, який відрізняється тим, що як зв’язуюче застосовують фенолформальдегідну смолу, а як розріджувач - спиртоацетонову суміш.
Текст
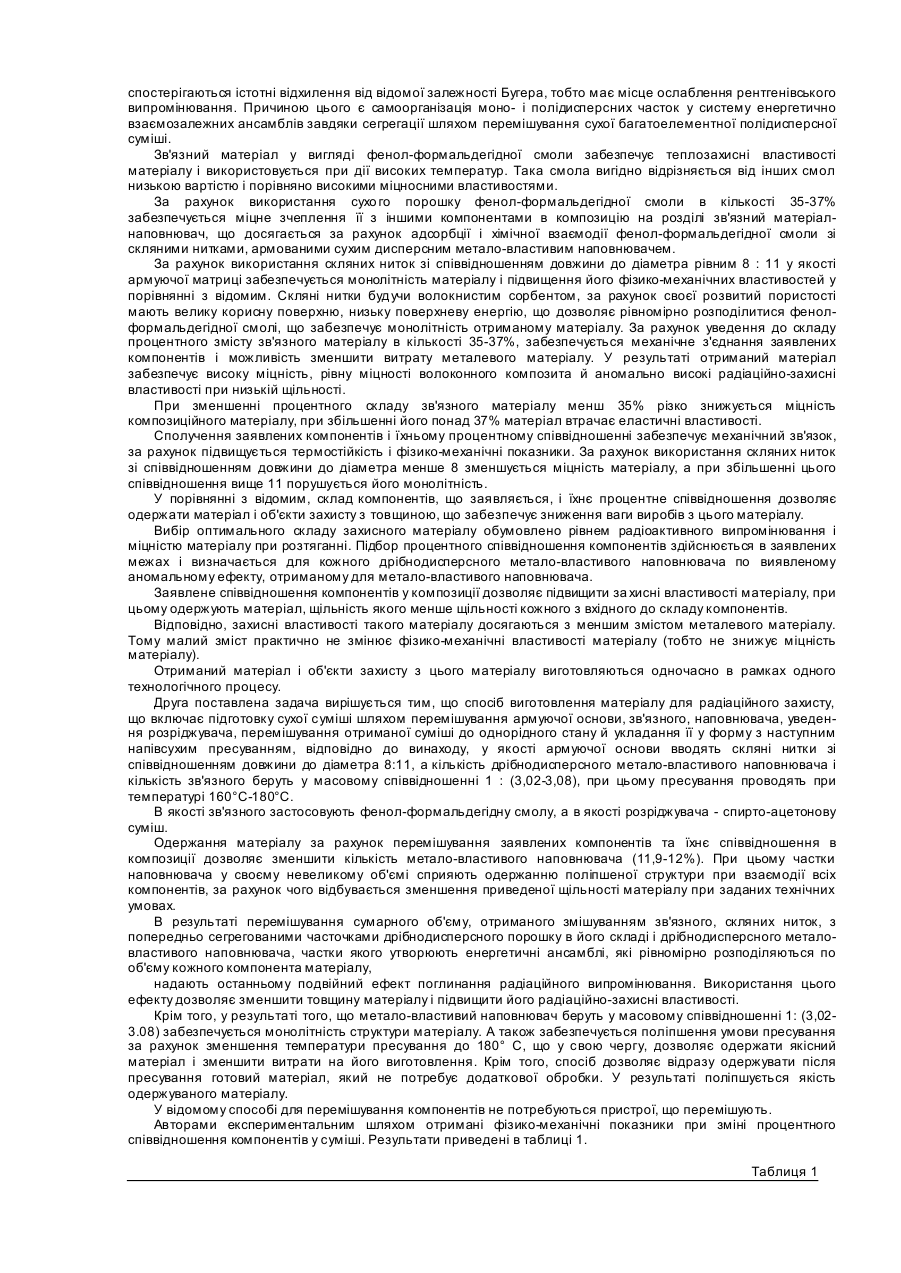
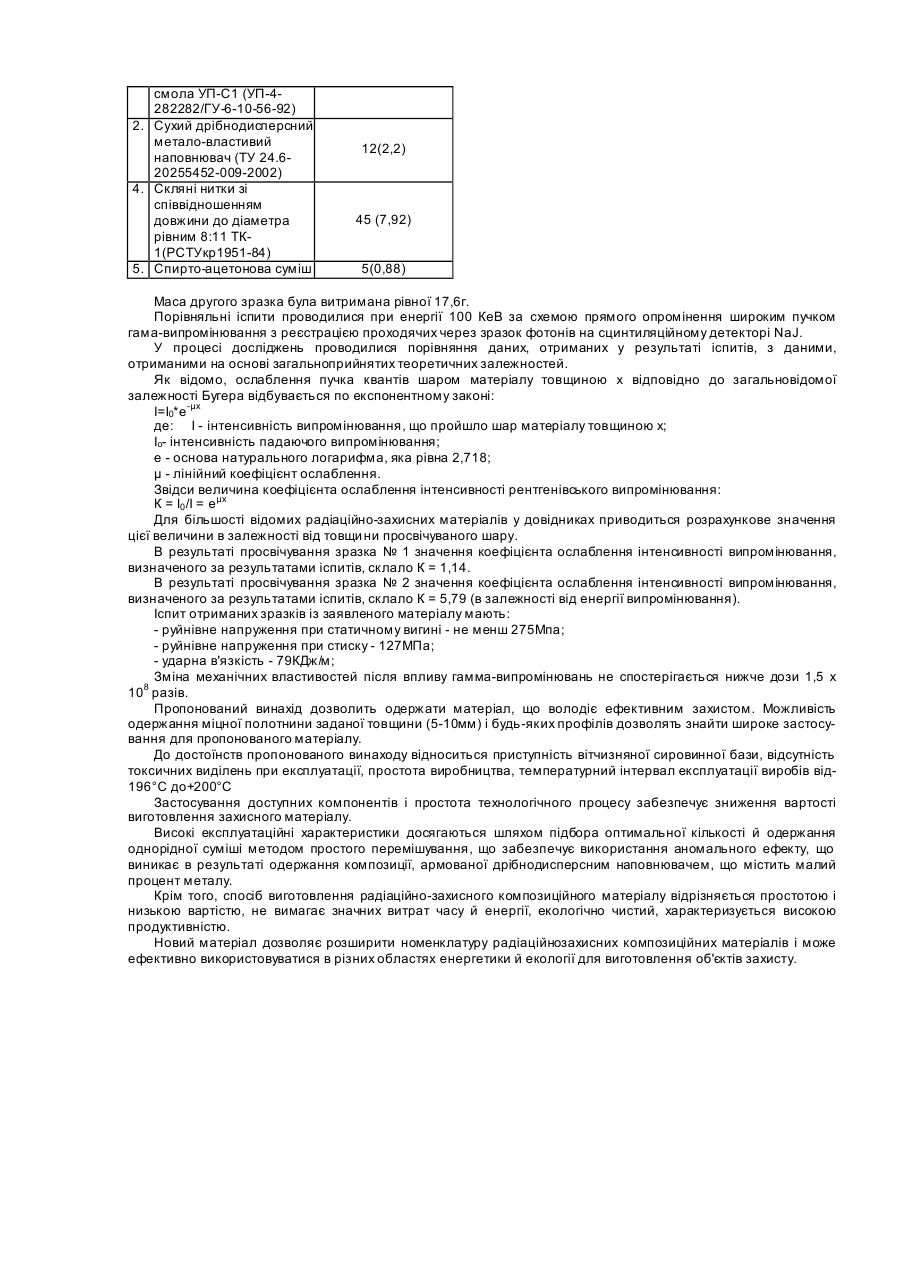
Група винаходів відноситься до області радіаційного матеріалознавства, фізиці і ядерній техніці, зокрема, до матеріалів, призначених для використання в різних галузях народного господарства для виготовлення чи покриття екранів, що послабляють рентген- і гамма-випромінювання, і може бути застосована для виготовлення захисних контейнерів . При виготовленні захисних контейнерів одночасно створюють конструкцію і матеріал. У зв'язку з тим, що радіоактивні відходи мають різні межі активності, що обумовлено великою неоднорідністю їхнього складу, процес створення радіаційно-захисних матеріалів визначається конкретними умовами експлуатації і є дуже трудомістким і дорогим процесом. Найбільш ефективний захист від радіаційного випромінювання здійснюється матеріалами, до складу яких входять елементи з великим атомним номером, тобто важкі елементи. Тому основною задачею при створенні об'єктів захисту від рентген- і гамма-випромінювання є зниження маси і товщини, розроблювальних для цього матеріалів. Однак створення ефективного захисту зі зменшеною товщиною матеріалу веде до зростання маси захисного шару матеріалу через використання відомих «важких» рентген-поглинаючих наповнювачів, що мають високу щільність. І навпаки, збереження ступеня ослаблення рентген- і гамма-випромінювання при зниженні щільності матеріалу, за рахунок зменшення маси наповнювача спричиняє необхідність збільшення товщини захисту. У цьому полягає основне протиріччя при створенні матеріалів, що забезпечують ефективний і компактний захист від рентген- і гамма-випромінювання, оскільки одночасного зниження товщини і маси радіаційнозахисного матеріалу практично неможливо досягти при застосуванні відомих металевих наповнювачів. Це протиріччя вирішується шляхом компромісного підходу до вибору товщини і маси захисного матеріалу з урахуванням його вартості. Для забезпечення ефективного захисту від радіоактивного випромінювання останнім часом створюються композиційні матеріали, що з'єднують позитивні якості двох чи декількох матеріалів чи двох фаз одного матеріалу. У радіаційно-захисному композиційному матеріалі застосовують наповнювач у вигляді суміші, що містить метал. У полімерних композиційних матеріалах матрицею є полімер, утворений на основі якого-небудь зв'язного матеріалу. У якості зв'язного матеріалу знайшли широке застосування епоксидні смоли, поліефіри, фенол-формальдегідні смоли. З розширенням використання пластичних мас як конструкційних матеріалів до них пред'являються високі технічні вимоги. В даний час наука відкриває нові можливості задовольняти ці вимоги. На підставі конструкційних матеріалів створюються радіаційнозахисні матеріали нового класу засновані на дисперсних системах, що дозволяють зменшити товщину і вагу матеріалу одночасно, підвищити їхні захисні властивості в 2-3 рази за рахунок зниження вагової частки наповнювачів, що містять метал, шляхом ущільнення матеріалу. Відомий композиційний радіаційно-захисний матеріал (заявка РФ № 2001119709, МПК7 G21F1/10, опубл. 20.02.02.), що включає операцію по введенню в армовані матриці дрібнодисперсного залізовмісного порошку поліметилсиліконат свинцю при наступному співвідношенні компонентів, мас.%: епоксидна смола - 20-22, поліетиленполіамін - 4-5, двоокис свинцю - 7-10, фторид кальцію - 6-15, поліметилсиліконат свинцю - 53-58. З усі х існуючих полімерних матриць відомих композиційних матеріалів, епоксидна смола володіє достатньою механічною міцністю, хімічною і радіаційною стійкістю, що дозволяє використовувати її для створення захисни х покрить і екранів, що протистоять дії радіоактивного випромінювання. Однак, епоксидна смола не забезпечує матеріалу необхідний показник по теплозахисним властивостях. Уведення металевого дрібнодисперсного порошку поліметилсиліконата свинцю дозволяє зменшити товщин у матеріалу за рахунок поліпшення показників по щільності упакування часток у наповненій композиції. Однак, у відомій композиції для забезпечення захисних властивостей міститься підвищений процентний зміст з'єднань свинцю (53-58%) у загальному об'ємі матеріалу в цілому. А так, як свинець є токсичним матеріалом і вимагає при його використанні додаткових заходів, що локалізують чи усувають цей недолік, це приводить до підвищення вартості матеріалу. У результаті основне протиріччя при створенні відомого матеріалу не вирішується. Зазначений недолік з однієї сторони веде до підвищеної витрати метало-властивого поглинаючого наповнювача і подорожчанню виробництва матеріалу, а з іншого боку, виробу з такого матеріалу виходять важкими, нееластичними і мають вузьку область застосування. Найбільш близьким по технічній суті і результату, що досягається, є матеріал для радіаційного захисту (заявка РФ № 2000113024, МПК7 G2IF1/04, опубл. 27.11.00), що включає підготовку суміші зі зв'язного матеріалу, армованої матриці і дрібнодисперсного метало-властивого наповнювача, уведення розріджувача і перемішування суміші до однорідного стану. У якості зв'зяного використовують рідке скло 5-17%, а наповнювача - гематитовий концентрат 83-95%. Матеріал більш екологічний, технологічний і досягається зниження щільності за рахунок дрібнодисперсного метало-властивого наповнювача. Однак, відомий матеріал містить у складі великий відсоток метало-властивого наповнювача (83-95%). Тому зазначений недолік з однієї сторони веде до підвищеної витрати метало-властивого поглинаючого наповнювача і подорожчанню виробництва матеріалу, а з іншого боку вироби з такого матеріалу виходять важкими, нееластичними і мають вузьку область застосування. Крім цього, рідке скло (5-17%) виконує роль зв'язки, що підвищує крихкість і знижує міцність матеріалу. В результаті основне протиріччя при створенні відомого матеріалу не вирішується. Відомий спосіб виготовлення матеріалу для радіаційного захисту (А. С СРСР № 1492988, MПK4G21F1/10, опубл. 30.04.88), що передбачає введення в епоксидну смолу з'єднання металевого дрібнодисперсного порошку, перемішування й отвердіння суміші. Епоксидну смолу нагрівають до 200-210°С, потім уводять, постійно перемішуючи, мурашино-кислий свинець у вигляді дрібнодисперсного порошку, витримують при тій же температурі протягом 10-15 хвилин, потім додають при постійному перемішуванні борний ангідрид у вигляді дрібнодисперсного порошку і витримують суміш при тій же температурі протягом 20-30хв. Недоліком відомого способу є те, що додають порошковий метал у смолу при розігріванні її до 200-210°С, а також поступове додавання одного порошку при постійному перемішуванні, а потім іншого при продовженні процесу перемішування, що не гарантує якісне його перемішування в гарячому стані. Ці умови ускладнюють процес збільшує час проведення його і не гарантують одержання матеріалу, необхідної якості. Понижена якість матеріалу виявляється через низьку термостабільність компонентів. Це викликано тим, що температура плавлення свинцевих солей жирних кислот складає 80-115°С, а температура плинності полістирольної матриці, утвореної епоксидною смолою, 200-210°С. У результаті високого градієнта температур плавлення наповнювача і матриці у відомому матеріалі при його нагріванні його вище 80°С в його структурі спостерігаються мікроліквиція і значні внутрішні напруження, що приводить до збільшення неоднорідності матеріалу, що негативно позначається на його якості і фізико-механічних властивостя х. Застосування з'єднання свинцю також сприяє виділенню токсичних з'єднань у процесі виробництва та при експлуатації об'єктів захисту, отриманих з відомого матеріалу. Найбільш близьким по технічній суті і результату, що досягається, є спосіб виготовлення матеріалу для радіаційного захисту (заявка РФ № 2000112692, МПК7 G21F1/04,ony6n. 27.11.00), що включає підготовку вихідних компонентів шляхом перемішування їх у сухому вигляді з наступним розрідженням і укладання суміші у форму з наступним напівсухим її пресуванням під питомим тиском 300-400кг/см 2. Перед укладанням компоненти перемішують механоактивуванням суміші, а після пресування матеріалу проводять його термообробку при температурі 800-850°С на протязі 50-60 хвилин і отжиг протягом 7-8ч. У якості неорганічного зв'язуючого матеріалу використовують тонкомолоте скло, а наповнювача тонко-дисперсний залізовмісний гематитовий концентрат у кількості 69,5-76,4%. Відомий спосіб дозволяє поліпшити умови одержання матеріалу і його експлуатацію через відсутність токсичних з'єднань. А також перемішування компонентів у сухому вигляді спрощує процес уведення тонкодисперсного гематитового концентрату. Однак спосіб одержання композита має наступні недоліки. Основний недолік відомого способу є те, що для пресування тонкомолотого скла з іншими матеріалами необхідні спеціальні високотемпературні технології, що відрізняються складністю і підвищеною вартістю. Тому відомий спосіб, ускладнює і робить більш трудомісткої технологію виготовлення радіаційно-захисного матеріалу. Крім цього, у відомому способі компонента перемішують до однорідного стану механоактивування суміші, для чого потрібно додатковий пристрій. До недоліків відноситься те, що стадію отвердіння і витримування такого матеріалу проводять при підвищених температурах. У результаті різних коефіцієнтів теплового розширення між двома видами матеріалів підвищення температури до 800-850°С приводить до утворення тріщин і деформацій, у результаті погіршується якість матеріалу і знижуються його фізико-механічні характеристики. Відомим способом не можливо одержати пресуванням відразу гото вий матеріал, тому що після пресування необхідне проведення термообробки при температурі 800-850°С в плині 50-60 хвилин і отжиг протягом 7-8 год., на що потрібно багато часу і підвищені витрати. В основу першого з групи винаходу поставлена задача удосконалення матеріалу для радіаційного захисту за рахунок кількісного і якісного співвідношення компонентів, що дозволяє досягти зниження товщини і маси матеріалу, що забезпечує ефективний захист від радіоактивного випромінювання при збереженні фізикомеханічних характеристик. В основу др угого з гр упи винаходів поставлена задача удосконалення способу виготовлення матеріалу для радіаційного захисту за рахунок послідовного перемішування визначених компонентів до одержання однорідної суміші й укладання її у форму, що забезпечує одержання багатошарового матеріалу пресуванням у напівсухому вигляді. Перша поставлена задача вирішується тим, що матеріал для радіаційного захисту, що включає суміш у сухому вигляді зі зв'язного, армуючої матриці і дрібнодисперсного метало-властивого наповнювача, уведення розріджувача і перемішування суміші до однорідного стану, відповідно до винаходу, у якості армуючої матриці використовуються скляні нитки зі співвідношенням довжини до діаметра 8:11, при наступному співвідношенні компонентів, мас.%: скляні нитки 48-50; дрібнодисперсний метало-властивий наповнювач 11,9-12; зв'язне 35-37; розріджувач решта. В якості зв'язного використовується фенол-формальдегідна смола, а в якості розріджувача - спиртоацетонова суміш. Виконання матеріалу із суміші компонентів на основі армуючої матриці у вигляді скляних ниток із співвідношенням довжини до діаметра 8 : 11, із сухим дрібнодисперсним метало-властивим наповнювачем, при наступному співвідношенні компонентів (мас.%): 48-50 - скляних ниток, 11,9-12 - дрібнодисперсного метало-властивого наповнювача дозволить значно зменшити товщину матеріалу за рахунок рівномірного укладання дрібнодисперсного наповнювача між скляними нитками. Розподіляючись по всьому обсязі скляних ниток, частки наповнювача з розмірами від десятків до сотень мікрометрів додають матеріалу властивість значно послабляти радіаційне випромінювання. Ефект відбувається відповідно до відкриття «Явище аномальної зміни інтенсивності потоку квантів проникаючого випромінювання через моно- і багатоелементні середовища» (Диплом № 57 Російської академії наук на відкриття від 19.09.96) Відкриття відноситься до фізики полідисперсних середовищ, зокрема, до взаємодії з ними радіаційного випромінювання. Автори відкриття, досліджували діапазон полідисперсних часток розміром від 10 до 1000мкм, що широко використовується в сучасній технології. Експериментально доведено, що при взаємодії радіоактивного випромінювання з полідисперсними середовищами спостерігаються істотні відхилення від відомої залежності Бугера, тобто має місце ослаблення рентгенівського випромінювання. Причиною цього є самоорганізація моно- і полідисперсних часток у систему енергетично взаємозалежних ансамблів завдяки сегрегації шляхом перемішування сухої багатоелементної полідисперсної суміші. Зв'язний матеріал у вигляді фенол-формальдегідної смоли забезпечує теплозахисні властивості матеріалу і використовується при дії високих температур. Така смола вигідно відрізняється від інших смол низькою вартістю і порівняно високими міцносними властивостями. За рахунок використання сухо го порошку фенол-формальдегідної смоли в кількості 35-37% забезпечується міцне зчеплення її з іншими компонентами в композицію на розділі зв'язний матеріалнаповнювач, що досягається за рахунок адсорбції і хімічної взаємодії фенол-формальдегідної смоли зі скляними нитками, армованими сухим дисперсним метало-властивим наповнювачем. За рахунок використання скляних ниток зі співвідношенням довжини до діаметра рівним 8 : 11 у якості армуючої матриці забезпечується монолітність матеріалу і підвищення його фізико-механічних властивостей у порівнянні з відомим. Скляні нитки будучи волокнистим сорбентом, за рахунок своєї розвитий пористості мають велику корисну поверхню, низьку поверхневу енергію, що дозволяє рівномірно розподілитися фенолформальдегідної смолі, що забезпечує монолітність отриманому матеріалу. За рахунок уведення до складу процентного змісту зв'язного матеріалу в кількості 35-37%, забезпечується механічне з'єднання заявлених компонентів і можливість зменшити витрату металевого матеріалу. У результаті отриманий матеріал забезпечує високу міцність, рівну міцності волоконного композита й аномально високі радіаційно-захисні властивості при низькій щільності. При зменшенні процентного складу зв'язного матеріалу менш 35% різко знижується міцність композиційного матеріалу, при збільшенні його понад 37% матеріал втрачає еластичні властивості. Сполучення заявлених компонентів і їхньому процентному співвідношенні забезпечує механічний зв'язок, за рахунок підвищується термостійкість і фізико-механічні показники. За рахунок використання скляних ниток зі співвідношенням довжини до діаметра менше 8 зменшується міцність матеріалу, а при збільшенні цього співвідношення вище 11 порушується його монолітність. У порівнянні з відомим, склад компонентів, що заявляється, і їхнє процентне співвідношення дозволяє одержати матеріал і об'єкти захисту з товщиною, що забезпечує зниження ваги виробів з цього матеріалу. Вибір оптимального складу захисного матеріалу обумовлено рівнем радіоактивного випромінювання і міцністю матеріалу при розтяганні. Підбор процентного співвідношення компонентів здійснюється в заявлених межах і визначається для кожного дрібнодисперсного метало-властивого наповнювача по виявленому аномальному ефекту, отриманому для метало-властивого наповнювача. Заявлене співвідношення компонентів у композиції дозволяє підвищити за хисні властивості матеріалу, при цьому одержують матеріал, щільність якого менше щільності кожного з вхідного до складу компонентів. Відповідно, захисні властивості такого матеріалу досягаються з меншим змістом металевого матеріалу. Тому малий зміст практично не змінює фізико-механічні властивості матеріалу (тобто не знижує міцність матеріалу). Отриманий матеріал і об'єкти захисту з цього матеріалу виготовляються одночасно в рамках одного технологічного процесу. Друга поставлена задача вирішується тим, що спосіб виготовлення матеріалу для радіаційного захисту, що включає підготовку сухої суміші шляхом перемішування армуючої основи, зв'язного, наповнювача, уведення розріджувача, перемішування отриманої суміші до однорідного стану й укладання її у форму з наступним напівсухим пресуванням, відповідно до винаходу, у якості армуючої основи вводять скляні нитки зі співвідношенням довжини до діаметра 8:11, а кількість дрібнодисперсного метало-властивого наповнювача і кількість зв'язного беруть у масовому співвідношенні 1 : (3,02-3,08), при цьому пресування проводять при температурі 160°С-180°С. В якості зв'язного застосовують фенол-формальдегідну смолу, а в якості розріджувача - спирто-ацетонову суміш. Одержання матеріалу за рахунок перемішування заявлених компонентів та їхнє співвідношення в композиції дозволяє зменшити кількість метало-властивого наповнювача (11,9-12%). При цьому частки наповнювача у своєму невеликому об'ємі сприяють одержанню поліпшеної структури при взаємодії всіх компонентів, за рахунок чого відбувається зменшення приведеної щільності матеріалу при заданих технічних умовах. В результаті перемішування сумарного об'єму, отриманого змішуванням зв'язного, скляних ниток, з попередньо сегрегованими часточками дрібнодисперсного порошку в його складі і дрібнодисперсного металовластивого наповнювача, частки якого утворюють енергетичні ансамблі, які рівномірно розподіляються по об'єму кожного компонента матеріалу, надають останньому подвійний ефект поглинання радіаційного випромінювання. Використання цього ефекту дозволяє зменшити товщину матеріалу і підвищити його радіаційно-захисні властивості. Крім того, у результаті того, що метало-властивий наповнювач беруть у масовому співвідношенні 1: (3,023.08) забезпечується монолітність структури матеріалу. А також забезпечується поліпшення умови пресування за рахунок зменшення температури пресування до 180° С, що у свою чергу, дозволяє одержати якісний матеріал і зменшити витрати на його виготовлення. Крім того, спосіб дозволяє відразу одержувати після пресування готовий матеріал, який не потребує додаткової обробки. У результаті поліпшується якість одержуваного матеріалу. У відомому способі для перемішування компонентів не потребуються пристрої, що перемішують. Авторами експериментальним шляхом отримані фізико-механічні показники при зміні процентного співвідношення компонентів у суміші. Результати приведені в таблиці 1. Таблиця 1 Компоненти дрібнодисперсний метало-властивий наповнювач зв'язне скляні нитки спирто-ацетонова суміш щільність, кг/м коефіцієнт температуро-проводності, м 2/година питома теплоємність КДж (кг °С) (при 20-100°С) коефіцієнт теплопровідності, Вт/(м °С) (при 20-100° С) Оптимальний зміст сполучного у відношенні дрібнодисперсного метало-властивого наповнювача 1 11,4 32 47 9,6 1730 0,595 10-3 1,1 0,28 2,8 Склад, мас. 2 3 11,9 11,95 35 36 48 49 5,1 3.05 1700 1710 0,58 0,585 10-3 10-3 1,1 1,1 0,28 0,28 3,02 3,5 % 4 12 37 50 1,0 1720 0,595 10-3 1,1 0,28 3,08 5 12,3 37,2 49,3 1,2 1740 0,6 10-3 1,1 0,28 4,2 На підставі даних таблиці 1 можна зробити висновок, що найбільш оптимальний зміст зв'язного досягається в заявлених межах співвідношень компонентів. Матеріал виготовляють наступним шляхом. Попередньо готують ви хідні компоненти в сухому вигляді. В якості основи композиції використовується зв'язне, наприклад, фенол-формальдегідна смола, яку перемішують з дрібнодисперсним метало-властивим наповнювачем. Потім додають скляні нитки зі співвідношенням довжини до діаметра 8:11, перемішаної з частиною дрібнодисперсного метало-властивого наповнювача. Перемішують до однорідного стану. Потім додають спирто-ацетонову суміш, після перемішування, отриману напівсуху суміш укладають у форму і пресують у напівсухому ви гляді під питомим тиском 300-400 кг/см 2, при температурі до 180° С протягом 10-15 хв. Процентний склад метало-властивого наповнювача одержують експериментальним шляхом з урахуванням необхідного мінімуму проходження випромінювання через його склад в еталонному зразку і по відповідній щільності металу. Отвердіння відбувається при температурі (180°С ± 5) у розрахунку одна година на 10мм товщини матеріалу. При цьому підтримується необхідний тиск. Після затвердіння проводиться плавне охолодження прес-форми. Потім прес-форма розбирається і виймається готовий матеріал. Спосіб виготовлення заявленого матеріалу дозволяє одержати матеріал заданої товщини з визначеними фізико-механічними характеристиками, не потребуючої доробки, який може експлуатува тися в різних умовах и до рівня радіоактивного випромінювання у ви гляді різних виробів. Маса метало-властивого наповнювача в матриці визначається експериментальним шляхом за відомою методикою за заданим значенням товщини і ваги матеріалу («Проходження рентгенівського випромінювання крізь ультра-дисперсні системи». Артем'єв В. А. та ін. Атомна енергія. Т. 78, вип. № 3; 1995 р., стор. 186-187). Потім додається металевий порошок по масі з приблизно заданим значенням поглинання. Після цього порціями добавляється матриця шляхом перемішування виходить суміш еталонного матеріалу зі зростанням висоти шаруючи суміші по мірі додавання матриці. Потім шляхом просвічування еталонного матеріалу визначається значення дифракційного максимуму проходження випромінювання через його склад. Визначається коефіцієнт співвідношення маси наповнювача матеріалу до маси наповнювача еталонного матеріалу по формулі: К = ln (fnpox / f погл) - 1 За отриманим значенням (К) визначається дійсне значення маси (М) по заданій масі наповнювача при коефіцієнті максимального поглинання випромінювання (fnorn) М = К m; І потім визначаємо висоту шар у (фантома) суміші при максимальному поглинанні випромінювання (аномальному поглинанні) Нпогл= К • Нпрох За значенням маси метало-властивого наповнювача, визначеної для товщини шару беруть відповідне значення заявленого співвідношення фенол-формальдегідної смоли. Потім компоненти перемішують у сухому вигляді. Змішування можливо робити на місці виготовлення матеріалу. Приклад. Для порівняльних іспитів було виготовлено два циліндричних зразки діаметром 5 см і висотою 0,5см. Зразок № 1 був виготовлений з фенол-формальдегідної смоли УП-С1 (УП-4-282/ГУ-6-10-56-92) з отверджувачем по ТУ 6-10-1263-77. При цьому маса зразка склала 17,6 г. Зразок № 2 був виготовлений із суміші заявлених компонентів і в їхньому кількісному співвідношенні з тієї ж смоли з додаванням сухого дрібнодисперсного метало-властивого наповнювача зі скляними нитками зі співвідношенням довжини до діаметра рівним 8:11. (Склад і співвідношення компонентів суміші приведені в табл.2) Таблиця 2 Склад компонентів композиції в зразку №2 № п/п Компоненти 1. Фенол-формальдегідна Співвідношення компонентів у% по масі до загальної маси зразка (г) 37(6, 68) смола УП-С1 (УП-4282282/ГУ-6-10-56-92) 2. Сухий дрібнодисперсний метало-властивий наповнювач (ТУ 24.620255452-009-2002) 4. Скляні нитки зі співвідношенням довжини до діаметра рівним 8:11 ТК1(РСТУкр1951-84) 5. Спирто-ацетонова суміш 12(2,2) 45 (7,92) 5(0,88) Маса другого зразка була витримана рівної 17,6г. Порівняльні іспити проводилися при енергії 100 КеВ за схемою прямого опромінення широким пучком гама-випромінювання з реєстрацією проходячих через зразок фотонів на сцинтиляційному детекторі NaJ. У процесі досліджень проводилися порівняння даних, отриманих у результаті іспитів, з даними, отриманими на основі загальноприйнятих теоретичних залежностей. Як відомо, ослаблення пучка квантів шаром матеріалу товщиною х відповідно до загальновідомої залежності Бугера відбувається по експонентному законі: I=I0*e-μx де: І - інтенсивність випромінювання, що пройшло шар матеріалу товщиною х; Іо- інтенсивність падаючого випромінювання; e - основа натурального логарифма, яка рівна 2,718; μ - лінійний коефіцієнт ослаблення. Звідси величина коефіцієнта ослаблення інтенсивності рентгенівського випромінювання: К = І0 /І = еμх Для більшості відомих радіаційно-захисних матеріалів у довідниках приводиться розрахункове значення цієї величини в залежності від товщи ни просвічуваного шару. В результаті просвічування зразка № 1 значення коефіцієнта ослаблення інтенсивності випромінювання, визначеного за результатами іспитів, склало К = 1,14. В результаті просвічування зразка № 2 значення коефіцієнта ослаблення інтенсивності випромінювання, визначеного за результатами іспитів, склало К = 5,79 (в залежності від енергії випромінювання). Іспит отриманих зразків із заявленого матеріалу мають: - руйнівне напруження при статичному вигині - не менш 275Мпа; - руйнівне напруження при стиску - 127МПа; - ударна в'язкість - 79КДж/м; Зміна механічних властивостей після впливу гамма-випромінювань не спостерігається нижче дози 1,5 х 108 разів. Пропонований винахід дозволить одержати матеріал, що володіє ефективним захистом. Можливість одержання міцної полотнини заданої товщини (5-10мм) і будь-яких профілів дозволять знайти широке застосування для пропонованого матеріалу. До достоїнств пропонованого винаходу відноситься приступність вітчизняної сировинної бази, відсутність токсичних виділень при експлуатації, простота виробництва, температурний інтервал експлуатації виробів від196°С до+200°С Застосування доступних компонентів і простота технологічного процесу забезпечує зниження вартості виготовлення захисного матеріалу. Високі експлуатаційні характеристики досягаються шляхом підбора оптимальної кількості й одержання однорідної суміші методом простого перемішування, що забезпечує використання аномального ефекту, що виникає в результаті одержання композиції, армованої дрібнодисперсним наповнювачем, що містить малий процент металу. Крім того, спосіб виготовлення радіаційно-захисного композиційного матеріалу відрізняється простотою і низькою вартістю, не вимагає значних витрат часу й енергії, екологічно чистий, характеризується високою продуктивністю. Новий матеріал дозволяє розширити номенклатуру радіаційнозахисних композиційних матеріалів і може ефективно використовуватися в різних областях енергетики й екології для виготовлення об'єктів захисту.
ДивитисяДодаткова інформація
Назва патенту англійськоюMaterial for protection against radiation and a method for producing the material
Автори англійськоюALEXEYEV Yuri Sergeyevich, Dzhur Yevhen Oleksiiovych, DZHUR Eugenie Alexeyevich, ZHELTOV Pavel Nikolayevich, Zheltov Pavlo Mykolaiovych, KABARDIN Nikolay Konstantinovich, Krykun Yurii Oleksandrovych, KUCHMA Leonid Danilovich, Mezhuiev Mykola Mykolaiovych, Tkachenko Volodymyr Ivanovych, YAKUSHKIN Mikhail Alexandrovich, Yakushkin Mykhailo Oleksandrovych
Назва патенту російськоюМатериал для защиты от радиации и способ получения материала
Автори російськоюДжур Евгений Алексеевич, Желтов Павел Николаевич, Крикун Юрий Александрович, Межуев Николай Николаевич, Ткаченко Владимир Иванович, Якушкин Михаил Александрович
МПК / Мітки
МПК: G21F 1/00
Мітки: матеріал, радіаційного, виготовлення, захисту, спосіб
Код посилання
<a href="https://ua.patents.su/5-73413-material-dlya-radiacijjnogo-zakhistu-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Матеріал для радіаційного захисту і спосіб його виготовлення</a>
Радіаційнозахисний шаруватий матеріал і спосіб його виготовлення
Номер патенту: 73412
Опубліковано: 15.07.2005
Автори: Якушкін Михайло Олександрович, Джур Євген Олексійович, Ткаченко Володимир Іванович, Алексеєв Юрій Сергійович, Желтов Павло Миколайович, Кучма Леонід Данилович, Крикун Юрій Олександрович, Кабардін Микола Костянтинович, Межуєв Микола Миколайович
МПК: G21F 1/00
Мітки: шаруватий, виготовлення, матеріал, спосіб, радіаційнозахисний
Формула / Реферат:
1. Радіаційнозахисний шаруватий матеріал, що містить щонайменше, один шар тканого матеріалу і шари еластичного матеріалу, армовані порошкоподібним наповнювачем, який відрізняється тим, що гранулометричний склад наповнювача першого шару має частки розміром від 1 до 9,0 мкм, а другого - від 9,0 до 100 мкм, при цьому шар з однаковим гранулометричним складом наповнювача розміщений із двох сторін тканого матеріалу.2. Матеріал за п. 1,...
Радіаційнозахисний еластомерний матеріал і спосіб його виготовлення
Номер патенту: 73411
Опубліковано: 15.07.2005
Автори: Ткаченко Володимир Іванович, Джур Євген Олексійович, Крикун Юрій Олександрович, Алексеєв Юрій Сергійович, Удод Володимир Володимирович, Кабардін Микола Костянтинович, Межуєв Микола Миколайович, Якушкін Михайло Олександрович, Кучма Леонід Данилович
МПК: G21F 1/00
Мітки: радіаційнозахисний, спосіб, виготовлення, матеріал, еластомерний
Формула / Реферат:
1. Радіаційнозахисний еластомерний матеріал, що містить щонайменше, один шар тканого матеріалу і шари еластичного матеріалу, армовані порошкоподібним наповнювачем, який відрізняється тим, що як наповнювач використана дисперсна металовмісна суміш, як тканий матеріал застосована склотканина, із двох сторін якої розміщені однакові шари армованого еластичного матеріалу, при цьому еластичний матеріал першого шару містить спирт етиловий,...
Матеріал для захисту від негативних енергетичних впливів і спосіб його одержання
Номер патенту: 68847
Опубліковано: 16.08.2004
Автори: Яцура Віктор Тимофійович, Яцура Валентин Тимофійович, Хабібуллін Міргасим Масабихович
МПК: A61N 1/16
Мітки: одержання, впливів, спосіб, енергетичних, захисту, матеріал, негативних
Формула / Реферат:
1. Матеріал для захисту від негативних енергетичних впливів, що містить носій, на який здійснюють перенос інформації, який відрізняється тим, що як носій, на який здійснюють перенос інформації, він містить суміш цукру і парафіну, при їх співвідношенні, рівному 4:(1-3), відповідно.2. Спосіб одержання матеріалу для захисту від негативних енергетичних впливів, що включає змішування вихідних компонентів з наступним потенціюванням одержаної...
Ферментований та висушений рослинний матеріал для імуностимуляції та запобігання метастазам, спосіб його виготовлення, фармацевтичний продукт та харчова добавка для ссавців, що його містять
Номер патенту: 67747
Опубліковано: 15.07.2004
Автори: Томошкозіне Фаркаш Ріта, Лапіш Карой, Сенде Бела, Рашо Ержебет, Хідвегі Мате
МПК: A61K 36/899, A61K 131/00, A61P 37/04, A23L 1/172, A61P 35/04, A61K 135/00
Мітки: метастазам, запобігання, ссавців, містять, добавка, виготовлення, ферментований, рослинній, спосіб, фармацевтичний, імуностимуляції, харчова, матеріал, висушений, продукт
Формула / Реферат:
1. Ферментований та висушений рослинний матеріал для імуностимуляції та запобігання метастазам, одержаний з ферментованої рідини, отриманої шляхом ферментації зародків пшениці за допомогою Saccharomyces cerevisiae у водному середовищі.2. Матеріал за п. 1, який відрізняється тим, що його хроматограма HPLC значною мірою відповідає хроматограмі, яка показана на фіг. 3.3. Матеріал за п. 1, який відрізняється тим, що вміст...
Радіаційнозахисний композиційний матеріал і спосіб його виготовлення
Номер патенту: 64033
Опубліковано: 16.02.2004
Автори: Кучма Леонід Данилович, Алексеєв Юрій Сергійович, Хуторний Віктор Васильович, Якушкін Михайло Олександрович, Джур Євген Олексійович, Крикун Юрій Олександрович, Ткаченко Володимир Іванович, Межуєв Микола Миколайович, Кабардін Микола Костянтинович
МПК: G21F 1/00
Мітки: композиційний, матеріал, радіаційнозахисний, спосіб, виготовлення
Формула / Реферат:
1. Радіаційнозахисний композиційний матеріал на основі полімерного зв’язуючого з наповнювачем у вигляді порошку, який відрізняється тим, що матеріал містить дисперсну суміш порошку вольфраму з порошком нікелю як наповнювач, який додатково містить силікатну масу і мелене мінеральне волокно при наступному співвідношенні компонентів, мас. %: полімерне зв’язуюче 20-22 порошок вольфраму ...
Попередній патент: Радіаційнозахисний шаруватий матеріал і спосіб його виготовлення
Наступний патент: Листова заготовка і виготовлена з неї коробка, зокрема, для сигарет
Випадковий патент: Процес приготування композитного стоматологічного матеріалу