Спосіб виробництва прокату
Номер патенту: 75297
Опубліковано: 15.03.2006
Автори: Маншилін Олександр Гейнійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Феофілактов Андрій Вікторович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА

Формула / Реферат
Спосіб виробництва прокату, що включає нерівномірну деформацію заготівки по ширині в двонитковий розкат з одночасним зміщенням лікваційної зони в одну із зв'язаних заготівок і подальше відділення заготівки, що містить лікваційну зону, який відрізняється тим, що зміну положення лікваційної зони здійснюють шляхом обтиснення заготовки несиметричним відносно вертикальної осі гребенем в першому формуючому калібрі, далі положення лікваційної зони змінюють шляхом обтиснення двома несиметричними відносно вертикальної осі гребенями у другому формуючому калібрі, а симетричний підкат для розділення одержують в третьому формуючому калібрі.
Текст
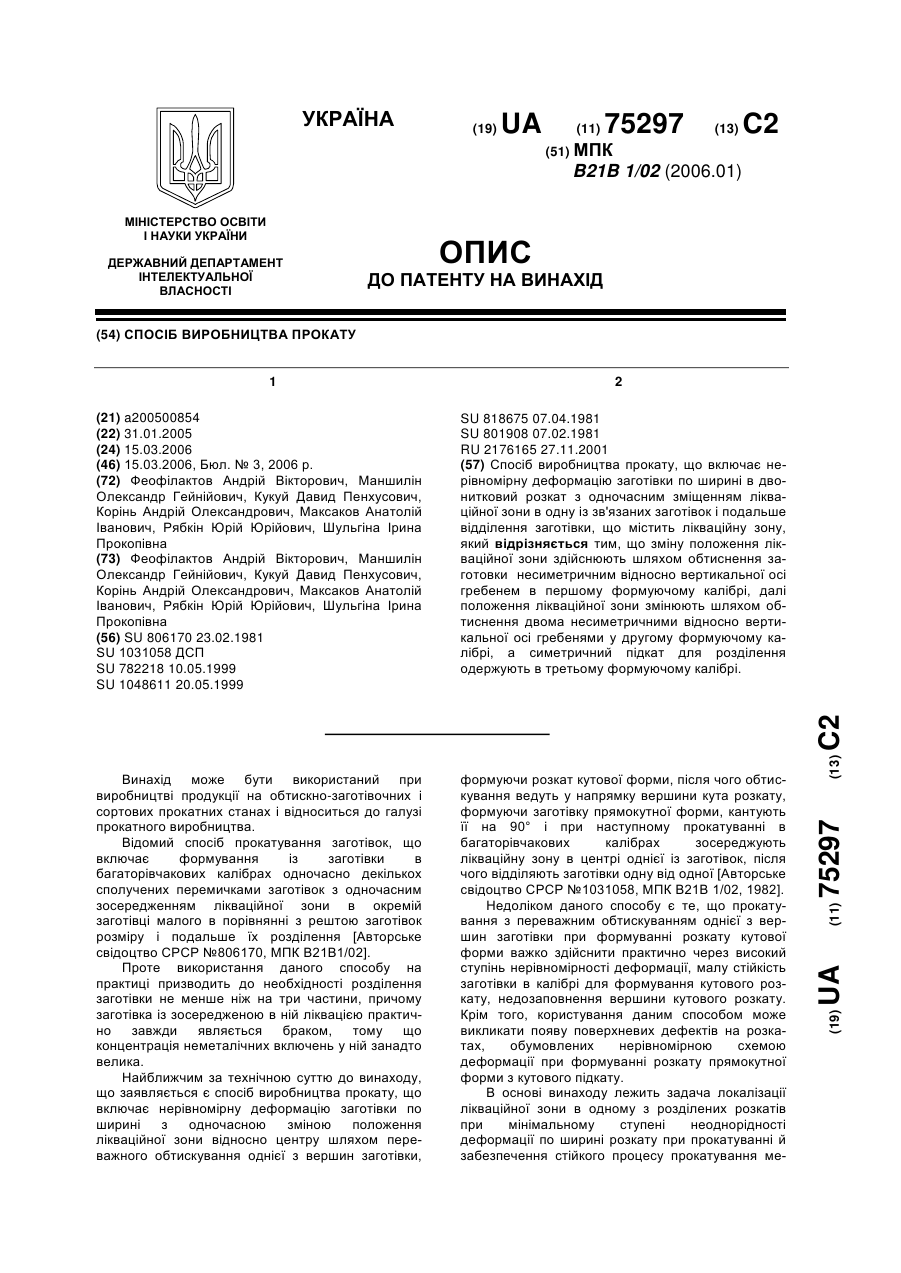
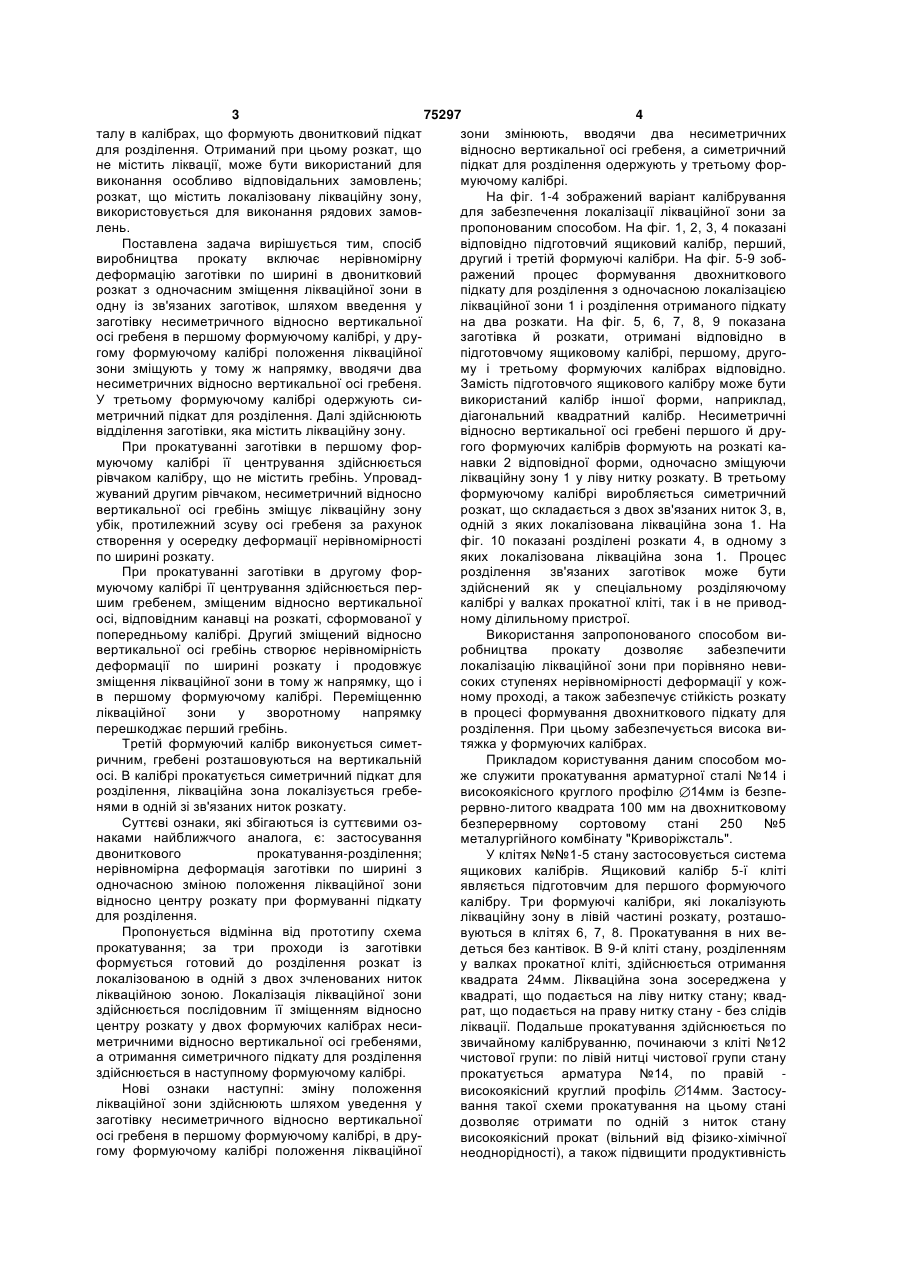
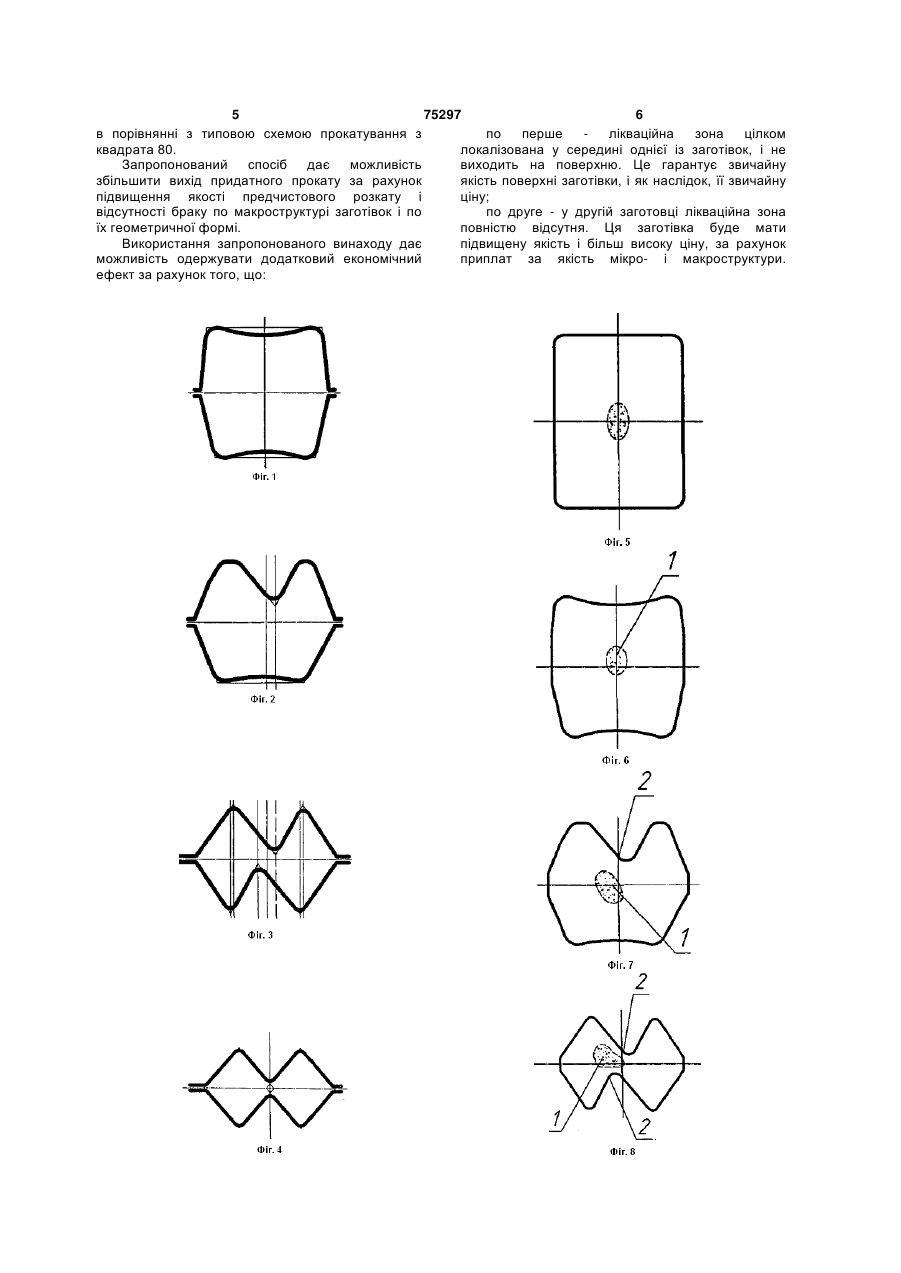
Спосіб виробництва прокату, що включає нерівномірну деформацію заготівки по ширині в двонитковий розкат з одночасним зміщенням лікваційної зони в одну із зв'язаних заготівок і подальше відділення заготівки, що містить лікваційну зону, який відрізняється тим, що зміну положення лікваційної зони здійснюють шляхом обтиснення заготовки несиметричним відносно вертикальної осі гребенем в першому формуючому калібрі, далі положення лікваційної зони змінюють шляхом обтиснення двома несиметричними відносно вертикальної осі гребенями у другому формуючому калібрі, а симетричний підкат для розділення одержують в третьому формуючому калібрі. Винахід може бути використаний при виробництві продукції на обтискно-заготівочних і сортових прокатних станах і відноситься до галузі прокатного виробництва. Відомий спосіб прокатування заготівок, що включає формування із заготівки в багаторівчакових калібрах одночасно декількох сполучених перемичками заготівок з одночасним зосередженням лікваційної зони в окремій заготівці малого в порівнянні з рештою заготівок розміру і подальше їх розділення [Авторське свідоцтво СРСР №806170, МПК В21В1/02]. Проте використання даного способу на практиці призводить до необхідності розділення заготівки не менше ніж на три частини, причому заготівка із зосередженою в ній ліквацією практично завжди являється браком, тому що концентрація неметалічних включень у ній занадто велика. Найближчим за технічною суттю до винаходу, що заявляється є спосіб виробництва прокату, що включає нерівномірну деформацію заготівки по ширині з одночасною зміною положення лікваційної зони відносно центру шляхом переважного обтискування однієї з вершин заготівки, формуючи розкат кутової форми, після чого обтискування ведуть у напрямку вершини кута розкату, формуючи заготівку прямокутної форми, кантують її на 90° і при наступному прокатуванні в багаторівчакових калібрах зосереджують лікваційну зону в центрі однієї із заготівок, після чого відділяють заготівки одну від одної [Авторське свідоцтво СРСР №1031058, МПК В21В 1/02, 1982]. Недоліком даного способу є те, що прокатування з переважним обтискуванням однієї з вершин заготівки при формуванні розкату кутової форми важко здійснити практично через високий ступінь нерівномірності деформації, малу стійкість заготівки в калібрі для формування кутового розкату, недозаповнення вершини кутового розкату. Крім того, користування даним способом може викликати появу поверхневих дефектів на розкатах, обумовлених нерівномірною схемою деформації при формуванні розкату прямокутної форми з кутового підкату. В основі винаходу лежить задача локалізації лікваційної зони в одному з розділених розкатів при мінімальному ступені неоднорідності деформації по ширині розкату при прокатуванні й забезпечення стійкого процесу прокатування ме (19) UA (11) 75297 (13) C2 (21) a200500854 (22) 31.01.2005 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Рябкін Юрій Юрійович, Шульгіна Ірина Прокопівна (73) Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Рябкін Юрій Юрійович, Шульгіна Ірина Прокопівна (56) SU 806170 23.02.1981 SU 1031058 ДСП SU 782218 10.05.1999 SU 1048611 20.05.1999 3 75297 4 талу в калібрах, що формують двонитковий підкат зони змінюють, вводячи два несиметричних для розділення. Отриманий при цьому розкат, що відносно вертикальної осі гребеня, а симетричний не містить ліквації, може бути використаний для підкат для розділення одержують у третьому форвиконання особливо відповідальних замовлень; муючому калібрі. розкат, що містить локалізовану лікваційну зону, На фіг. 1-4 зображений варіант калібрування використовується для виконання рядових замовдля забезпечення локалізації лікваційної зони за лень. пропонованим способом. На фіг. 1, 2, 3, 4 показані Поставлена задача вирішується тим, спосіб відповідно підготовчий ящиковий калібр, перший, виробництва прокату включає нерівномірну другий і третій формуючі калібри. На фіг. 5-9 зобдеформацію заготівки по ширині в двонитковий ражений процес формування двохниткового розкат з одночасним зміщення лікваційної зони в підкату для розділення з одночасною локалізацією одну із зв'язаних заготівок, шляхом введення у лікваційної зони 1 і розділення отриманого підкату заготівку несиметричного відносно вертикальної на два розкати. На фіг. 5, 6, 7, 8, 9 показана осі гребеня в першому формуючому калібрі, у друзаготівка й розкати, отримані відповідно в гому формуючому калібрі положення лікваційної підготовчому ящиковому калібрі, першому, другозони зміщують у тому ж напрямку, вводячи два му і третьому формуючих калібрах відповідно. несиметричних відносно вертикальної осі гребеня. Замість підготовчого ящикового калібру може бути У третьому формуючому калібрі одержують сивикористаний калібр іншої форми, наприклад, метричний підкат для розділення. Далі здійснюють діагональний квадратний калібр. Несиметричні відділення заготівки, яка містить лікваційну зону. відносно вертикальної осі гребені першого й друПри прокатуванні заготівки в першому форгого формуючих калібрів формують на розкаті камуючому калібрі її центрування здійснюється навки 2 відповідної форми, одночасно зміщуючи рівчаком калібру, що не містить гребінь. Упровадлікваційну зону 1 у ліву нитку розкату. В третьому жуваний другим рівчаком, несиметричний відносно формуючому калібрі виробляється симетричний вертикальної осі гребінь зміщує лікваційну зону розкат, що складається з двох зв'язаних ниток 3, в, убік, протилежний зсуву осі гребеня за рахунок одній з яких локалізована лікваційна зона 1. На створення у осередку деформації нерівномірності фіг. 10 показані розділені розкати 4, в одному з по ширині розкату. яких локалізована лікваційна зона 1. Процес При прокатуванні заготівки в другому форрозділення зв'язаних заготівок може бути муючому калібрі її центрування здійснюється перздійснений як у спеціальному розділяючому шим гребенем, зміщеним відносно вертикальної калібрі у валках прокатної кліті, так і в не приводосі, відповідним канавці на розкаті, сформованої у ному ділильному пристрої. попередньому калібрі. Другий зміщений відносно Використання запропонованого способом вивертикальної осі гребінь створює нерівномірність робництва прокату дозволяє забезпечити деформації по ширині розкату і продовжує локалізацію лікваційної зони при порівняно невизміщення лікваційної зони в тому ж напрямку, що і соких ступенях нерівномірності деформації у кожв першому формуючому калібрі. Переміщенню ному проході, а також забезпечує стійкість розкату лікваційної зони у зворотному напрямку в процесі формування двохниткового підкату для перешкоджає перший гребінь. розділення. При цьому забезпечується висока виТретій формуючий калібр виконується симеттяжка у формуючих калібрах. ричним, гребені розташовуються на вертикальній Прикладом користування даним способом моосі. В калібрі прокатується симетричний підкат для же служити прокатування арматурної сталі №14 і розділення, лікваційна зона локалізується гребевисокоякісного круглого профілю 14мм із безпенями в одній зі зв'язаних ниток розкату. рервно-литого квадрата 100 мм на двохнитковому Суттєві ознаки, які збігаються із суттєвими озбезперервному сортовому стані 250 №5 наками найближчого аналога, є: застосування металургійного комбінату "Криворіжсталь". двониткового прокатування-розділення; У клітях №№1-5 стану застосовується система нерівномірна деформація заготівки по ширині з ящикових калібрів. Ящиковий калібр 5-ї кліті одночасною зміною положення лікваційної зони являється підготовчим для першого формуючого відносно центру розкату при формуванні підкату калібру. Три формуючі калібри, які локалізують для розділення. лікваційну зону в лівій частині розкату, розташоПропонується відмінна від прототипу схема вуються в клітях 6, 7, 8. Прокатування в них вепрокатування; за три проходи із заготівки деться без кантівок. В 9-й кліті стану, розділенням формується готовий до розділення розкат із у валках прокатної кліті, здійснюється отримання локалізованою в одній з двох зчленованих ниток квадрата 24мм. Лікваційна зона зосереджена у лікваційною зоною. Локалізація лікваційної зони квадраті, що подається на ліву нитку стану; квадздійснюється послідовним її зміщенням відносно рат, що подається на праву нитку стану - без слідів центру розкату у двох формуючих калібрах несиліквації. Подальше прокатування здійснюється по метричними відносно вертикальної осі гребенями, звичайному калібруванню, починаючи з кліті №12 а отримання симетричного підкату для розділення чистової групи: по лівій нитці чистової групи стану здійснюється в наступному формуючому калібрі. прокатується арматура №14, по правій Нові ознаки наступні: зміну положення високоякісний круглий профіль 14мм. Застосулікваційної зони здійснюють шляхом уведення у вання такої схеми прокатування на цьому стані заготівку несиметричного відносно вертикальної дозволяє отримати по одній з ниток стану осі гребеня в першому формуючому калібрі, в друвисокоякісний прокат (вільний від фізико-хімічної гому формуючому калібрі положення лікваційної неоднорідності), а також підвищити продуктивність 5 75297 6 в порівнянні з типовою схемою прокатування з по перше лікваційна зона цілком квадрата 80. локалізована у середині однієї із заготівок, і не Запропонований спосіб дає можливість виходить на поверхню. Це гарантує звичайну збільшити вихід придатного прокату за рахунок якість поверхні заготівки, і як наслідок, її звичайну підвищення якості предчистового розкату і ціну; відсутності браку по макроструктурі заготівок і по по друге - у другій заготовці лікваційна зона їх геометричної формі. повністю відсутня. Ця заготівка буде мати Використання запропонованого винаходу дає підвищену якість і більш високу ціну, за рахунок можливість одержувати додатковий економічний приплат за якість мікро- і макроструктури. ефект за рахунок того, що: 7 75297 8 9 Комп’ютерна верстка М. Клюкін 75297 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of rolled metal
Автори англійськоюFeofilaktov Andrii Viktorovych, Manshylin Oleksandr Heiniiovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Korin Andrii Oleksandrovych, Maksakov Anatolii Ivanovych, Riabkin Yurii Yuriiovych
Назва патенту російськоюСпособ производства проката
Автори російськоюФеофилактов Андрей Викторович, Маншилин Александр Гейниевич, Кукуй Давид Пенхусович, Коринь Андрей Александрович, Максаков Анатолий Иванович, Рябкин Юрий Юрьевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокату, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/5-75297-sposib-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату</a>
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Самохвалов Володимир Михайлович, Мурашкін Олександр Вікторович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович, Бочек Анатолій Павлович, Пушков Валерій Васильйович, Ларіонов Олександр Олексійович, Бойко Володимир Семенович
МПК: B21B 1/26
Мітки: спосіб, товстолистового, виробництва, прокату
Формула / Реферат:
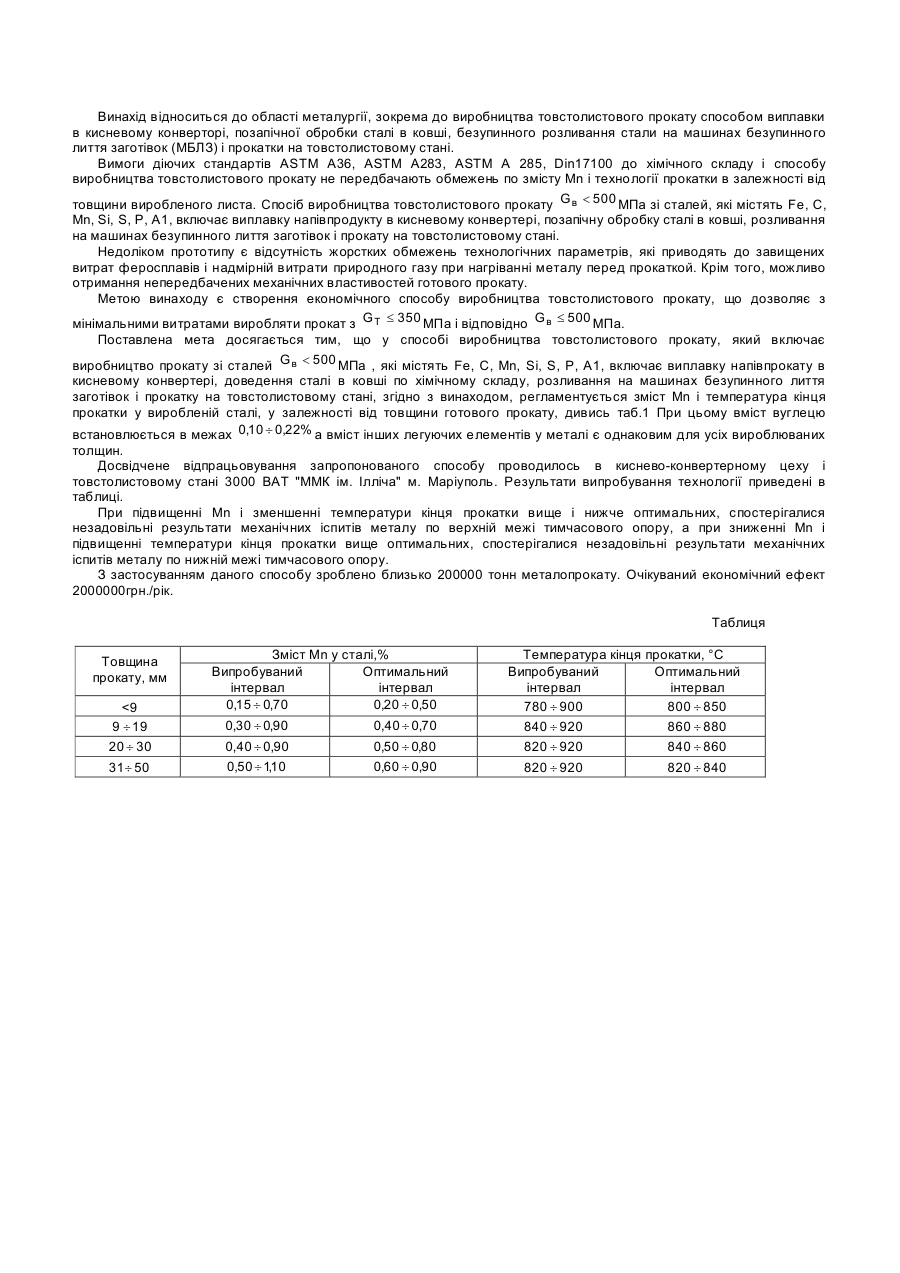
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва сталевого прокату
Номер патенту: 3344
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки відносне подовження сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату по формулі:
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, виробництва, сталевого, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Спосіб виробництва сталевого прокату
Номер патенту: 66653
Опубліковано: 17.05.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: виробництва, прокату, спосіб, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки тимчасовий опір сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Спосіб виробництва сталевого прокату
Номер патенту: 66654
Опубліковано: 17.05.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: сталевого, спосіб, прокату, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...