Спосіб шліфування надтвердих матеріалів
Номер патенту: 76437
Опубліковано: 10.01.2013
Автори: Грабченко Анатолій Іванович, Пижов Іван Миколайович, Кліменко Віталій Григорович, Алексеєнко Дмитро Михайлович

Формула / Реферат
Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом a, а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут a здійснюють його повертання у попереднє положення, яке проводять періодично, причому одночасно з цим місце здійснення поперекової подачі зміщують на протилежну сторону ширини робочої поверхні круга, і як критерій для зміни положення круга вибирають паралельність твірною робочої поверхні по відношенню до напряму подовжньої подачі, а початкову величину кута приймають в межах a=2°-2,5°.
Текст
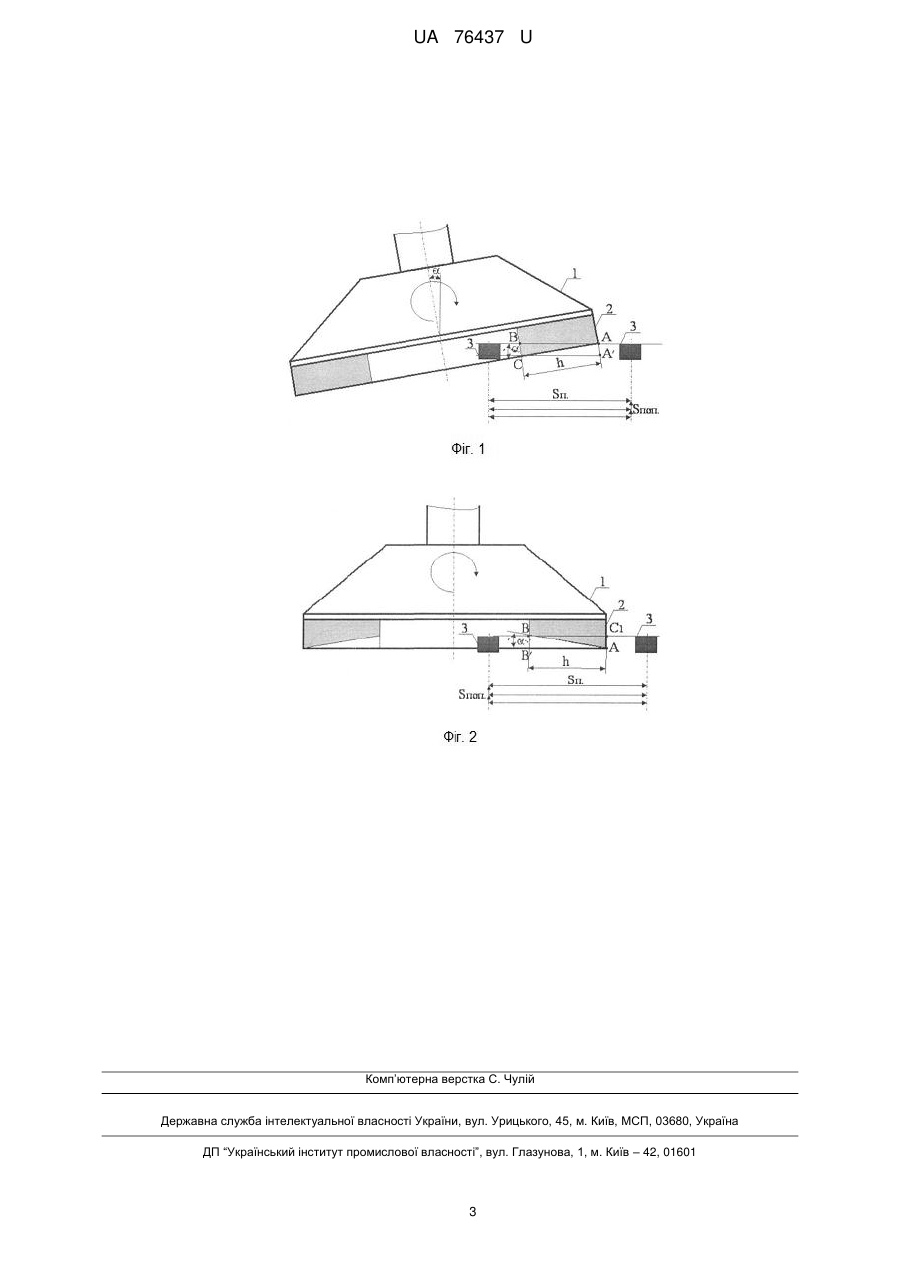
Реферат: UA 76437 U UA 76437 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки матеріалів шліфуванням за допомогою абразивного інструмента і може бути використана для виробництва інструментів, наприклад, різців, різцевих вставок, та інших виробів з надтвердих матеріалів (НТМ). Відомий спосіб шліфування важкооброблювальних матеріалів алмазним кругом, згідно з яким встановлюють паралельність, твірною його робочій поверхні по відношенню до напряму подовжньої подачі, а поперекову подачу здійснюють на хід або подвійний хід [1]. Недоліком такого способу є недостатньо повне використання алмазоносного шару кругу, що пов'язане з формуванням скосу торцевої робочої поверхні шліфувального кругу (РПК), величина якого через деякий час досягає розміру ширини кругу. Відомий спосіб шліфування важкооброблювальних матеріалів алмазними кругами, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом , величину якого розраховують в залежності від глибини шліфування (поперекової подачі) та ширини РПК [2]. Даний спосіб є найбільш близьким до об'єкта, що заявляється, по технічної суті і результату, який досягається, тому і прийнятий як прототип. Недоліком такого способу є також недостатньо повне використання алмазоносного шару кругу, що пов'язано з нерівномірністю зносу кругу на протилежних кінцях його РПК, а також з несприятливими умовами для входу оброблюваного НТМ в контакт з РПК оскільки через достатньо нетривалий час твірна РПК знову стане паралельною напряму подовжньої подачі. Останнє обумовлене аномально швидким лінійним зносом кругу при шліфуванні НТМ і, особливо, на заставі алмазу (бо мікротвердість оброблювального і оброблюваного матеріалів суттєво не відрізняються). В основу корисної моделі поставлено задачу більш повного використання алмазних кругів шляхом регулювання зміни положення алмазного кругу, що запобігає лінійному зносу круга при шліфуванні, підвищуючи строк його служби. Поставлена задача вирішується тим, що у відомому способі, який включає надання обертання алмазному кругу, згідно з яким його заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом , а поперекову подачу здійснюють на подвійний хід, відповідно до корисної моделі, після повороту круга на початковий кут здійснюють його повертання у попереднє положення, яке проводять періодично, причому одночасно з цим місце здійснення поперекової подачі зміщують на протилежну сторону ширини робочої поверхні круга, і як критерій для зміни положення круга вибирають паралельність твірною його робочої поверхні по відношенню до напряму подовжньої подачі, а початкову величину кута приймають у межах =2°-2,5°. Технічний результат досягається тим, що завдяки періодичній зміні положення круга досягається рівномірність його зносу, а, отже і найбільш повне використання. Крім цього це позитивно позначається на якісних показниках обробки HTML. Спосіб легко реалізується в умовах виробництва. Суть корисної моделі пояснюється кресленнями, на яких відображено: фіг. 1 - круг з алмазоносним шаром при шліфуванні ріжучої вставки із НТМ у стані після повороту спочатку на кут , де 1 - шліфувальний круг, 2 алмазоносний шар, 3 - ріжуча вставка із HTM, h - ширина РПК, SП - поздовжня подача, SПОП. - поперекова подача, - кут нахилу осі обертання шліфувального круга, АС - вихідне положення РПК, АВ - кінцеве положення РПК, АА' - різниця положень точок РПК на вході в круг і виході з нього у напрямі поперекової подачі SПОП.; фіг. 2 круг з алмазоносним шаром при шліфуванні ріжучих вставок із НТМ в момент, коли круг повернутий в попереднє положення, де 1 - шліфувальний круг, 2 - алмазоносний шар, 3 - ріжуча вставка із HTM, h - ширина РПК, Sn - поздовжня подача, SПОП. - поперекова подача, - кут нахилу осі обертання РПК шліфувального круга, ВС1 - кінцеве положення РПК, ВВ' - різниця положень точок РПК на вході в круг і виході з нього у напрямі поперекової подачі SПОП. Спосіб здійснюють наступним чином. Після повороту на кут (фіг. 1) і наступного шліфування НТМ РПК шириною h зношується і в кінці кінців її утворююча АС переходить в положення АВ і стає паралельною (у макросенсі) по відношенню до напряму подовжньої подачі SП. Після цього круг 1 треба повернути у попереднє положення. Як видно з фіг. 2, при цьому утворююча АВ вже має по відношенню до напряму подовжньої подачі нахил під кутом а завдяки зношенню РПК при попередній обробці (фіг. 1), але має при цьому зворотний нахил. Саме тому місце здійснення поперекової подачі SПОП. треба змістити на протилежну сторону ширини робочої поверхні круга 1. Після того як утворююча ВС1 стане паралельною по відношенню до 1 UA 76437 U 5 10 15 20 25 30 напряму подовжньої подачі, круг 1 знову повертають на кут а і таким чином процес повторюють до повного зносу алмазоносного шару. Менше значення кута приймають для НТМ з більшою мікротвердістю (алмаз), і навпаки. При цьому враховується, що чим більше мікротвердість НТМ, тим менше значення поперекової подачі використовується. При цьому у початковий момент обробки розміри АА' (фіг. 1) і ВВ' (фіг. 2) значно перевищують значення поперекової подачі. Таким чином забезпечується плавне входження оброблюваного матеріалу в контакт з РПК аж доки її утворююча не стане паралельною по відношенню до напряму подовжньої подачі. Бажано використовувати алмазні круги з шириною робочої поверхні не менш ніж 20 мм. Приклад використання способу. Експерименти проводили на заточувальному верстаті мод. 3622Е, який було оснащено механізмом автоматичної поперекової подачі. Як оброблювальний матеріал були прийняті різцеві вставки з синтетичного полікристалічного алмазу марки АСПК. Умови обробки: круг 12А2 45° 15020332 АС4 125/100 100 % В2-01 Vk=20,4м/с, SП.=1 м/хв. SПОП. =0,01 мм/подв. хід, МОТС - тривідсотковий содовий розчин у воді. Для реалізації способу круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочій поверхні розташовувалася по відношенню до вказаного напряму під кутом =2°, шліфують алмазні різцеві вставки до тих пір, поки утворююча РПК не стане паралельною по відношенню до напряму подовжньої подачі, потім повертають круг в попереднє положення, одночасно з цим місце здійснення поперечної подачі зміщують на протилежну сторону ширини робочої поверхні круга. Продовжують процес шліфування і, коли утворююча РПК знову стане паралельною по відношенню до напряму подовжньої подачі, процес повторюють знов. Як показники обробки використовують кількість оброблювальних одним кругом вставок (n). Експерименти довели, що спосіб шліфування, що пропонується, забезпечує більш повне використання алмазоносного шару круга (15 %) у порівнянні з прототипом. Джерела інформації: 1. Семко, М. Ф. Алмазное шлифование синтетических сверхтвердых материалов / М. Ф. Семко, А. И. Грабченко, М. Г. Ходоревский. - Харьков: Вища школа, 1980. - С. 105-106. 2. Захаренко И. П. Алмазные инструменты и процессы обработки / Захаренко И. П. К.:Техніка, 1980. - С. 87-88. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом , а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут здійснюють його повертання у попереднє положення, яке проводять періодично, причому одночасно з цим місце здійснення поперекової подачі зміщують на протилежну сторону ширини робочої поверхні круга, і як критерій для зміни положення круга вибирають паралельність твірною робочої поверхні по відношенню до напряму подовжньої подачі, а початкову величину кута приймають в межах =2°-2,5°. 2 UA 76437 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grinding superhard materials
Автори англійськоюAlekseienko Dmytro Mykhailovych, Hrabchenko Anatolii Ivanovych, Pyzhov Ivan Mykolaiovych, Klymenko Vitalii Hryhorovych
Назва патенту російськоюСпособ шлифованиясверхтвердых материалов
Автори російськоюАлексеенко Дмитрий Михайлович, Грабченко Анатолий Иванович, Пыжов Иван Николаевич, Клименко Виталий Григорьевич
МПК / Мітки
МПК: B24B 1/00
Мітки: шліфування, спосіб, надтвердих, матеріалів
Код посилання
<a href="https://ua.patents.su/5-76437-sposib-shlifuvannya-nadtverdikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування надтвердих матеріалів</a>
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Віталій Геннадійович, Спащанський Денис Вікторович, Євтухов Артем Віталійович
МПК: B24B 1/00
Мітки: шліфування, врізного, спосіб, деталей, круглого
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб шліфування кругами на струмопровідних зв’язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму
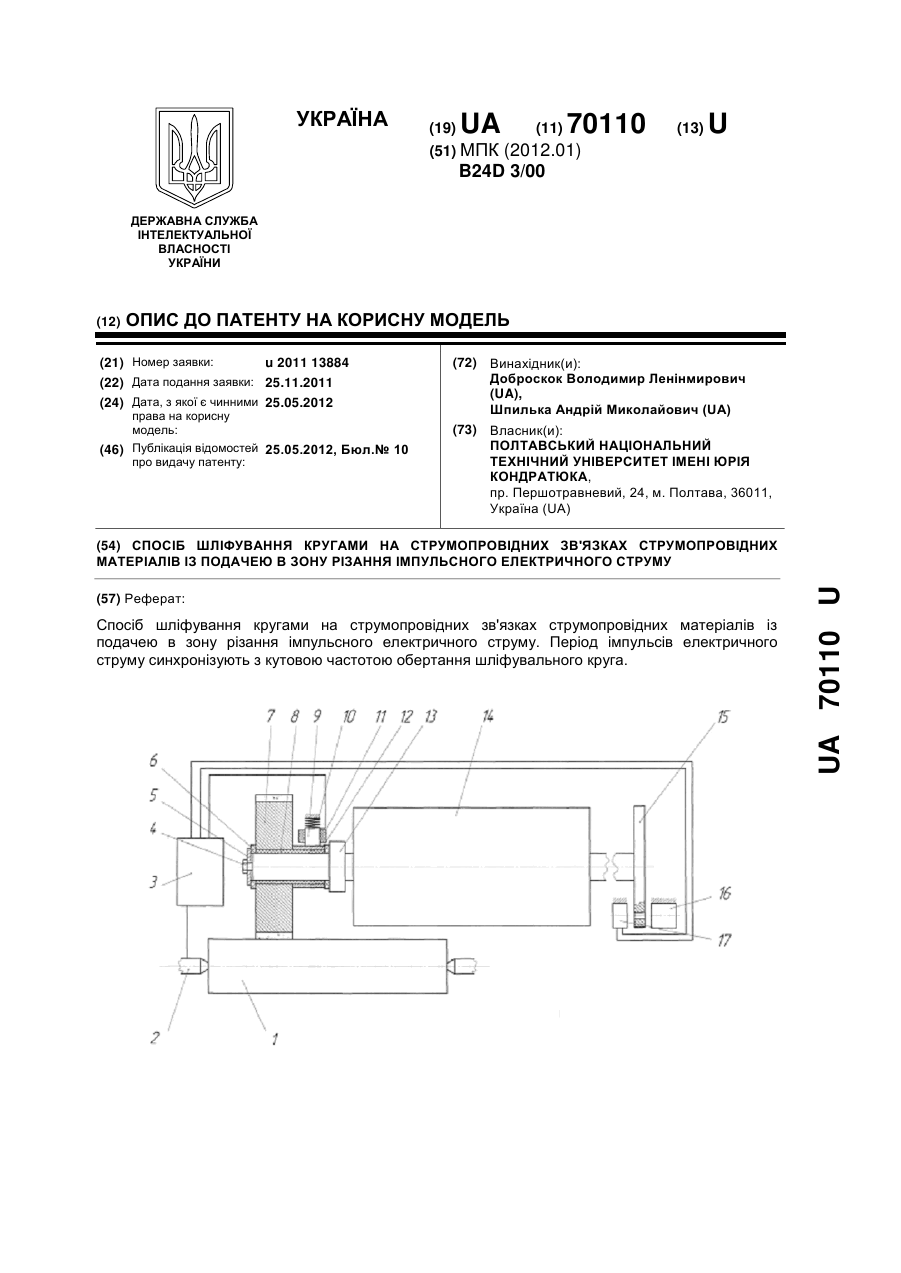
Номер патенту: 70110
Опубліковано: 25.05.2012
Автори: Шпилька Андрій Миколайович, Доброскок Володимир Ленінмирович
МПК: B24D 3/00
Мітки: спосіб, струму, електричного, подачею, імпульсного, різання, струмопровідних, зону, кругами, матеріалів, шліфування, зв'язках
Формула / Реферат:
Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму, який відрізняється тим, що, з метою здійснення переривчастого шліфування, період імпульсів електричного струму синхронізований з кутовою частотою обертання шліфувального круга.
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Бєлов Сергій Геннадійович, Вяльцев Микола Васильович, Молчанов Олександр Дмитрієвич, Гусєв Володимир Владиленович
МПК: B24B 9/06
Мітки: плоских, спосіб, поверхонь, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування плоских поверхонь
Номер патенту: 48173
Опубліковано: 10.03.2010
Автори: Алексеєнко Дмитро Михайлович, Тіптюк Олександр Миколайович
МПК: B24B 1/00
Мітки: спосіб, плоских, поверхонь, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, що полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціонування внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціонування внутрішнього круга відносно зовнішнього круга здійснюють в радіальному напрямку, при тому вісь...
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Дмитренко Максим Анатолійович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: схрещеними, спосіб, круга, шліфування, глибинного, осями, круглого, деталі
Формула / Реферат:
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий...
Попередній патент: Спосіб вимірювання флюєнсу швидких нейтронів
Наступний патент: Дослідницька установка для спінювання рибної сировини
Випадковий патент: Енергоактивний житловий будинок