Спосіб шліфування кругами на струмопровідних зв’язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму
Номер патенту: 70110
Опубліковано: 25.05.2012
Автори: Шпилька Андрій Миколайович, Доброскок Володимир Ленінмирович

Формула / Реферат
Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму, який відрізняється тим, що, з метою здійснення переривчастого шліфування, період імпульсів електричного струму синхронізований з кутовою частотою обертання шліфувального круга.
Текст
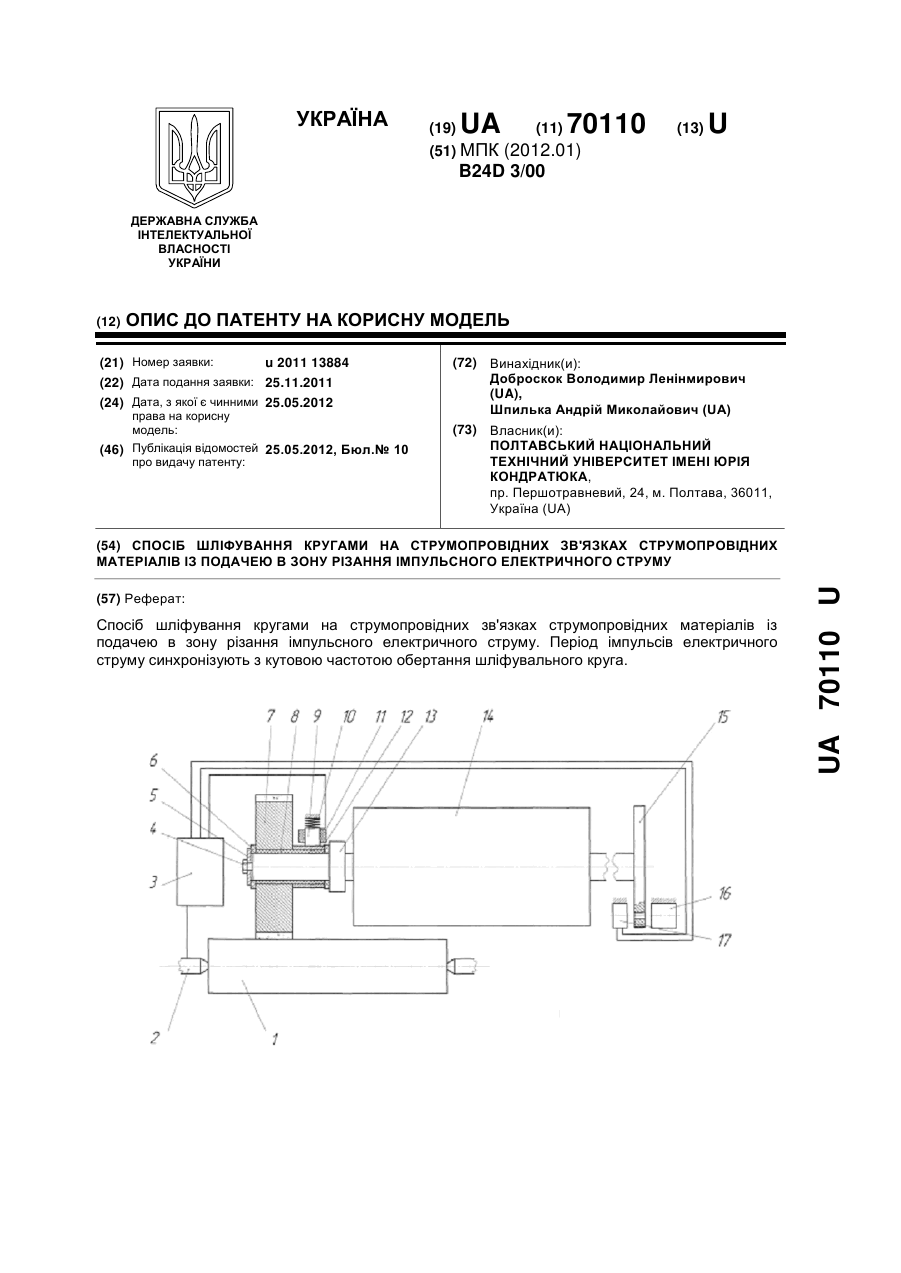
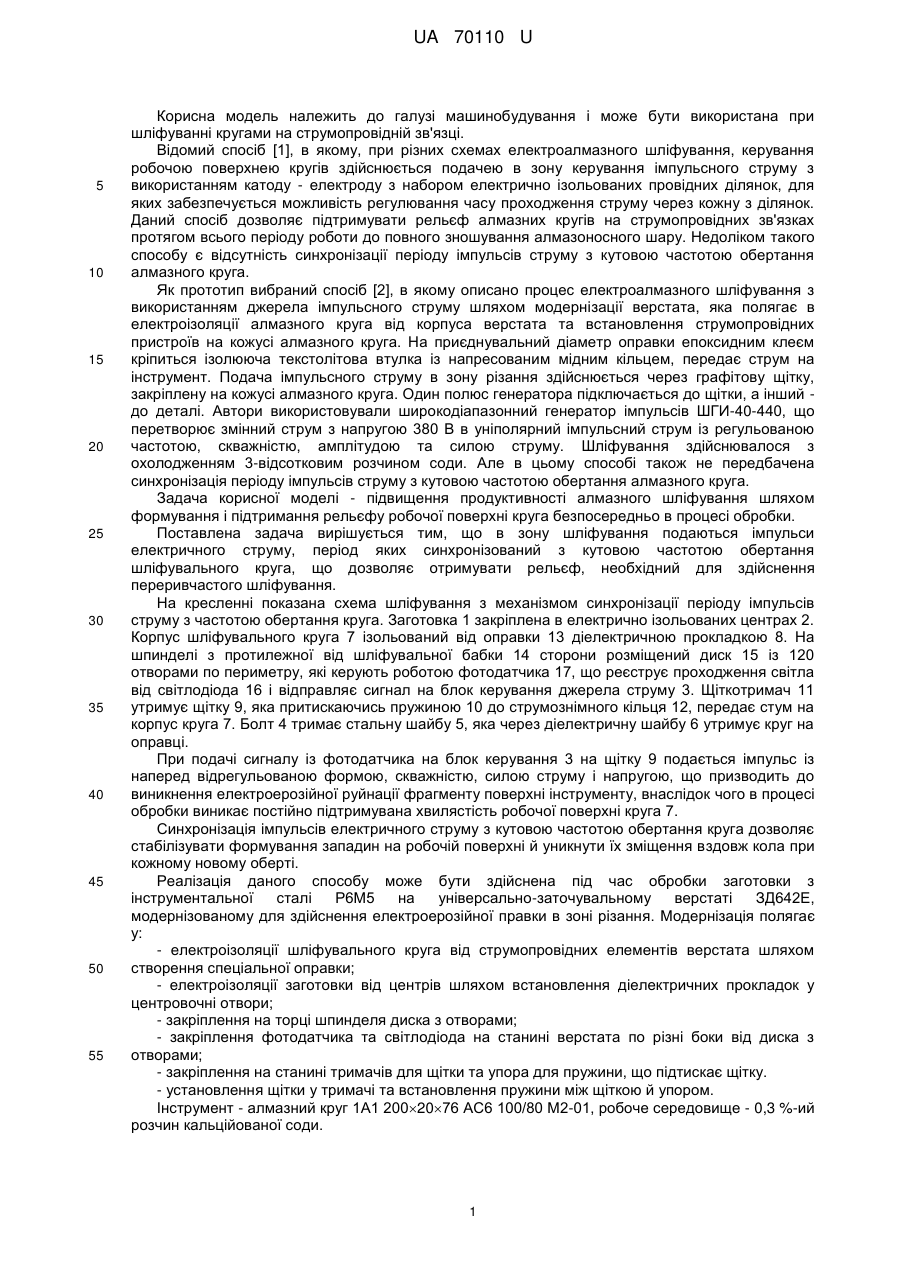
Реферат: Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму. Період імпульсів електричного струму синхронізують з кутовою частотою обертання шліфувального круга. UA 70110 U (54) СПОСІБ ШЛІФУВАННЯ КРУГАМИ НА СТРУМОПРОВІДНИХ ЗВ'ЯЗКАХ СТРУМОПРОВІДНИХ МАТЕРІАЛІВ ІЗ ПОДАЧЕЮ В ЗОНУ РІЗАННЯ ІМПУЛЬСНОГО ЕЛЕКТРИЧНОГО СТРУМУ UA 70110 U UA 70110 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може бути використана при шліфуванні кругами на струмопровідній зв'язці. Відомий спосіб [1], в якому, при різних схемах електроалмазного шліфування, керування робочою поверхнею кругів здійснюється подачею в зону керування імпульсного струму з використанням катоду - електроду з набором електрично ізольованих провідних ділянок, для яких забезпечується можливість регулювання часу проходження струму через кожну з ділянок. Даний спосіб дозволяє підтримувати рельєф алмазних кругів на струмопровідних зв'язках протягом всього періоду роботи до повного зношування алмазоносного шару. Недоліком такого способу є відсутність синхронізації періоду імпульсів струму з кутовою частотою обертання алмазного круга. Як прототип вибраний спосіб [2], в якому описано процес електроалмазного шліфування з використанням джерела імпульсного струму шляхом модернізації верстата, яка полягає в електроізоляції алмазного круга від корпуса верстата та встановлення струмопровідних пристроїв на кожусі алмазного круга. На приєднувальний діаметр оправки епоксидним клеєм кріпиться ізолююча текстолітова втулка із напресованим мідним кільцем, передає струм на інструмент. Подача імпульсного струму в зону різання здійснюється через графітову щітку, закріплену на кожусі алмазного круга. Один полюс генератора підключається до щітки, а інший до деталі. Автори використовували широкодіапазонний генератор імпульсів ШГИ-40-440, що перетворює змінний струм з напругою 380 В в уніполярний імпульсний струм із регульованою частотою, скважністю, амплітудою та силою струму. Шліфування здійснювалося з охолодженням 3-відсотковим розчином соди. Але в цьому способі також не передбачена синхронізація періоду імпульсів струму з кутовою частотою обертання алмазного круга. Задача корисної моделі - підвищення продуктивності алмазного шліфування шляхом формування і підтримання рельєфу робочої поверхні круга безпосередньо в процесі обробки. Поставлена задача вирішується тим, що в зону шліфування подаються імпульси електричного струму, період яких синхронізований з кутовою частотою обертання шліфувального круга, що дозволяє отримувати рельєф, необхідний для здійснення переривчастого шліфування. На кресленні показана схема шліфування з механізмом синхронізації періоду імпульсів струму з частотою обертання круга. Заготовка 1 закріплена в електрично ізольованих центрах 2. Корпус шліфувального круга 7 ізольований від оправки 13 діелектричною прокладкою 8. На шпинделі з протилежної від шліфувальної бабки 14 сторони розміщений диск 15 із 120 отворами по периметру, які керують роботою фотодатчика 17, що реєструє проходження світла від світлодіода 16 і відправляє сигнал на блок керування джерела струму 3. Щіткотримач 11 утримує щітку 9, яка притискаючись пружиною 10 до струмознімного кільця 12, передає стум на корпус круга 7. Болт 4 тримає стальну шайбу 5, яка через діелектричну шайбу 6 утримує круг на оправці. При подачі сигналу із фотодатчика на блок керування 3 на щітку 9 подається імпульс із наперед відрегульованою формою, скважністю, силою струму і напругою, що призводить до виникнення електроерозійної руйнації фрагменту поверхні інструменту, внаслідок чого в процесі обробки виникає постійно підтримувана хвилястість робочої поверхні круга 7. Синхронізація імпульсів електричного струму з кутовою частотою обертання круга дозволяє стабілізувати формування западин на робочій поверхні й уникнути їх зміщення вздовж кола при кожному новому оберті. Реалізація даного способу може бути здійснена під час обробки заготовки з інструментальної сталі Р6М5 на універсально-заточувальному верстаті ЗД642Е, модернізованому для здійснення електроерозійної правки в зоні різання. Модернізація полягає у: - електроізоляції шліфувального круга від струмопровідних елементів верстата шляхом створення спеціальної оправки; - електроізоляції заготовки від центрів шляхом встановлення діелектричних прокладок у центровочні отвори; - закріплення на торці шпинделядиска з отворами; - закріплення фотодатчика та світлодіода на станині верстата по різні боки від диска з отворами; - закріплення на станині тримачів для щітки та упора для пружини, що підтискає щітку. - установлення щітки у тримачі та встановлення пружини між щіткою й упором. Інструмент - алмазний круг 1А1 2002076 АС6 100/80 М2-01, робоче середовище - 0,3 %-ий розчин кальційованої соди. 1 UA 70110 U 5 10 Даний спосіб дозволяє створювати і підтримувати протягом усього періоду обробки характеристики процесу, притаманні для переривчастого шліфування [3], а саме: зменшення температури порівняно із класичними алмазним чи електроалмазним шліфуваннями, що перешкоджає утворенню перепалів і покращує якість оброблюваної поверхні, а також підвищення продуктивності обробки. Джерела інформації: 1. Грабченко, А.И. Схемы непрерывного управления рельєфом кругов в процессе алмазного шлифования / А.И. Грабченко, И.Н. Пыжов, В.Л. Доброскок // Резание и инструмент. - Х., 1986. Вып. 35. - С. 57-63. 2. Узунян, М.Д. Алмазно-искровое шлифование твердых сплавов / М.Д. Узунян. - Х.: НТУ "ХПГ, 2003. - 359 с. 3. Якимов, А.В. Прерывистое шлифование / А.В. Якимов - К.: Вища школа, 1986. - 170 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму, який відрізняється тим, що, з метою здійснення переривчастого шліфування, період імпульсів електричного струму синхронізований з кутовою частотою обертання шліфувального круга. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grinding by conductive-bond wheels of conductive materials with feed into cutting zone of pulsed electric current
Автори англійськоюDobroskok Volodymyr Leninmyrovych, Shpylka Andrii Mykolaiovych
Назва патенту російськоюСпособ шлифования кругами на токопроводящих связках токопроводящих материалов с подачей в зону резания импульсного электрического тока
Автори російськоюДоброскок Владимир Ленинмирович, Шпилька Андрей Николаевич
МПК / Мітки
МПК: B24D 3/00
Мітки: зв'язках, імпульсного, електричного, кругами, подачею, спосіб, зону, різання, шліфування, струмопровідних, матеріалів, струму
Код посилання
<a href="https://ua.patents.su/4-70110-sposib-shlifuvannya-krugami-na-strumoprovidnikh-zvyazkakh-strumoprovidnikh-materialiv-iz-podacheyu-v-zonu-rizannya-impulsnogo-elektrichnogo-strumu.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування кругами на струмопровідних зв’язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму</a>
Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів двома алмазними кругами
Номер патенту: 67147
Опубліковано: 10.02.2012
Автори: Кальченко Володимир Віталійович, Горовой Павло Сергійович, Кальченко Віталій Іванович
МПК: B24B 19/00
Мітки: поверхонь, спосіб, двигунів, газотурбінних, шліфування, лопаток, кругами, алмазними, криволінійних, двома
Формула / Реферат:
1. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів повздовжніми стрічками, при якому переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, який відрізняється тим, що обробка ведеться послідовно двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не...
Спосіб подачі мастильно-охолодної рідини в зону шліфування
Номер патенту: 63710
Опубліковано: 25.10.2011
Автори: Любимий Юрій Миколайович, Фесенко Анатолій Володимирович
МПК: B24B 55/00
Мітки: рідини, мастильно-охолодної, спосіб, шліфування, подачі, зону
Формула / Реферат:
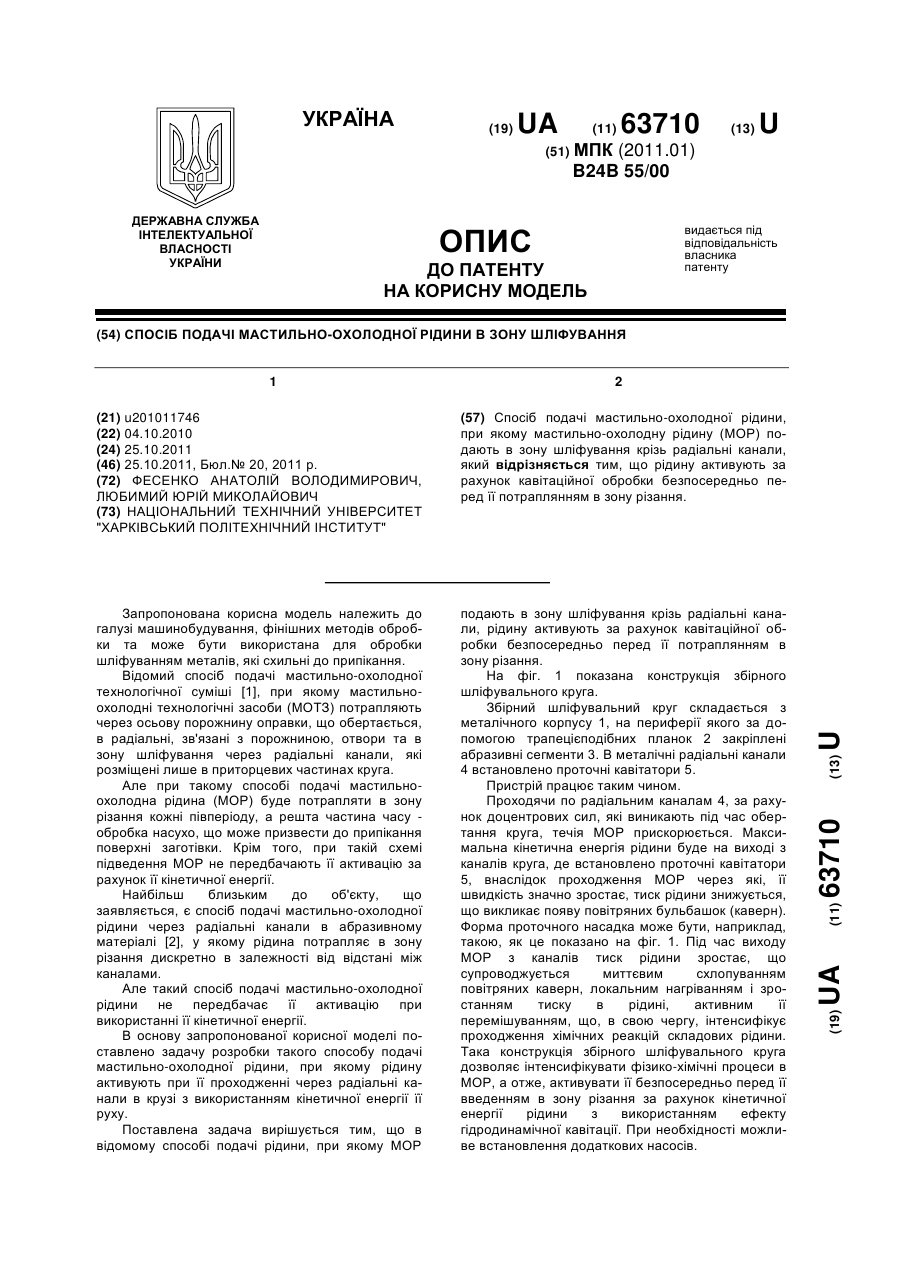
Спосіб подачі мастильно-охолодної рідини, при якому мастильно-охолодну рідину (МОР) подають в зону шліфування крізь радіальні канали, який відрізняється тим, що рідину активують за рахунок кавітаційної обробки безпосередньо перед її потраплянням в зону різання.
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Спащанський Денис Вікторович, Євтухов Віталій Геннадійович, Євтухов Артем Віталійович
МПК: B24B 1/00
Мітки: врізного, круглого, шліфування, спосіб, деталей
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, спосіб, поверхонь, випуклих, шліфування, криволінійних
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування
Номер патенту: 12999
Опубліковано: 15.03.2006
Автори: Якимова Ольга Олександрівна, Якимов Олексій Олександрович, Ларшин Василь Петрович, Дмитріева Світлана Юріївна, Якимов Олександр Васильович
МПК: B24B 1/00
Мітки: спосіб, шліфування
Формула / Реферат:
Спосіб шліфування з періодичними зворотно-поступальними рухами шліфувального круга і заготівки, який відрізняється тим, що при кожній зміні напрямку переміщення заготівки змінюють напрямок обертання шліфувального круга, забезпечуючи зустрічне шліфування.
Попередній патент: Спосіб визначення придатності ґрунту для вирощування окремих сільськогосподарських культур
Наступний патент: Зручна мильниця
Випадковий патент: Спосіб створення без нагріву внутрішнього полімерного покриття в трубі або апараті