Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Кальченко Володимир Віталійович, Дмитренко Максим Анатолійович, Кальченко Віталій Іванович
Формула / Реферат
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий переріз деталі та перпендикулярна осі обертання деталі, на кут, що визначається формулою:
![]()
де Sz - поздовжня подача деталі; R - радіус круга; r - радіус деталі; t - глибина різання.
Текст
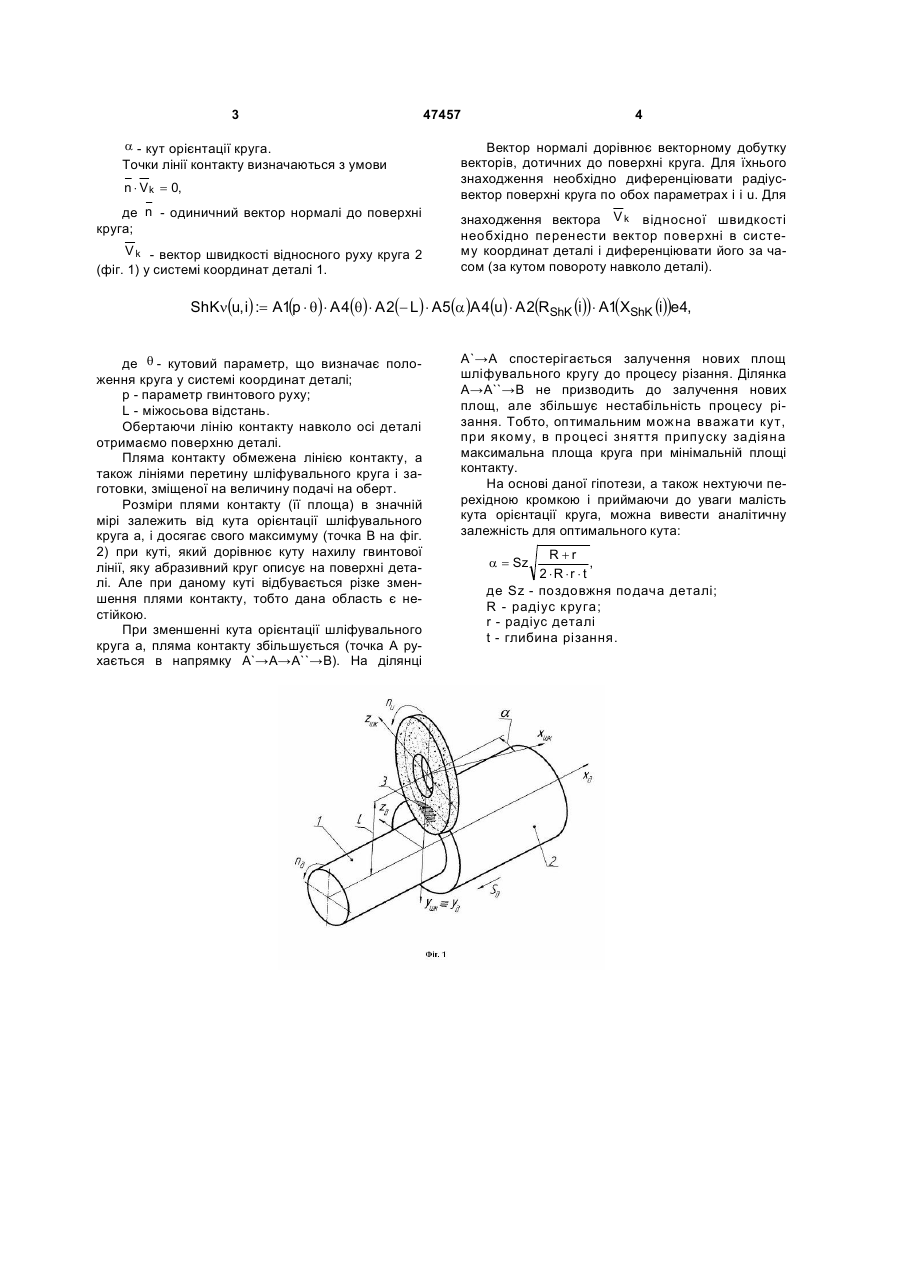
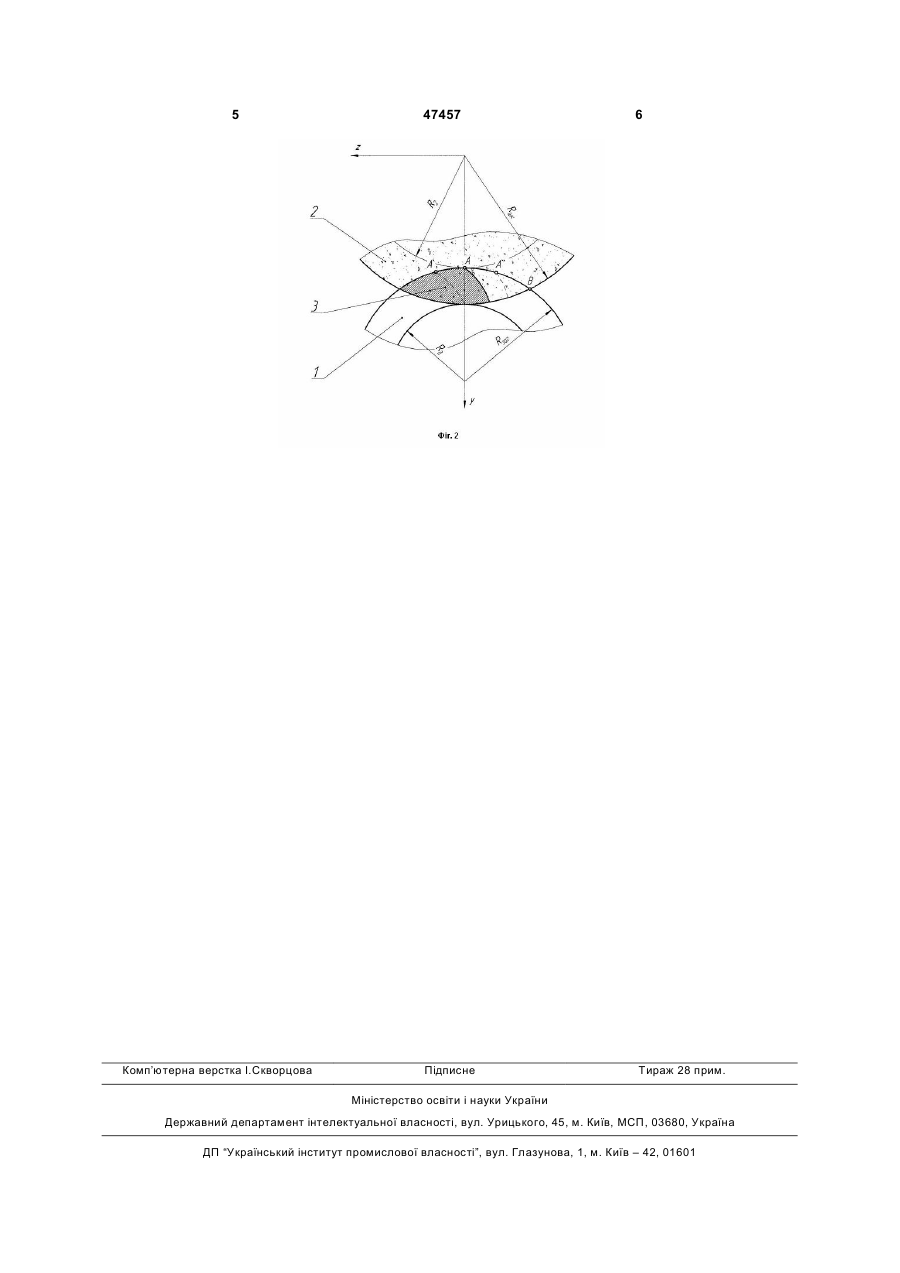
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює раді альне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий переріз деталі та перпендикулярна осі обертання деталі, на кут, що визначається формулою: Корисна модель відноситься до металообробки та може бути використана при шліфуванні циліндричних деталей. Відомий спосіб шліфування циліндричних деталей на верстаті з ЧПК, для обробки заготовок зі змінним припуском, де обробка здійснюється широким кругом, повернутим на кут відносно вісі обертання деталі (А.с. СРСР № 1234163, кл. В24В 5/04, 1984). Даний спосіб дає змогу, при обробці різних деталей з різними припусками, використовувати всю периферію кругу. Недоліком даного методу є складність обробки ступінчастих деталей. В відомому способі шліфування голчатих барабанів, що обрано за прототип (Патент UA №14240, (Україна), кл. В24 В 19/00, 2006), чорнове заточування голчатої поверхні здійснюється торцем циліндричного круга і одночасно чистове його п ериферією. Глибина різання поступово зменшується у напрямку формоутворювальної ділянки за рахунок повороту круга відносно осі, яка проходить перпендикулярно до осей деталі і круга і проходить крізь формоутворювальну ділянку. Кут орієнтації круга вибирається в залежності від допустимої величини задирки на голках. Задача корисної моделі - підвищення продуктивності і точності шліфування циліндричних деталей. Дана задача досягається перерозподілом припуску між чорновою, напівчистовою і чисто вою ділянкою на шліфувальному крузі і вибором оптимального кута орієнтації круга. На фіг. 1 зображено схему глибинного круглого шліфування зі схрещеними осями деталі і круга. На фіг. 2 зображено розташування плями контакту. На вказаних фігурах 1 - оброблювана деталь, 2 - шліфувальний круг, 3 - пляма контакту. Під час обробки круг 2 подається на всю глибину різання. Основний припуск зрізається торцем шліфувального кругу, а чистовий периферією. Участь торця в процесі різання забезпечується поворотом шліфувального кругу відносно осі, що проходить через осьовий переріз деталі та перпендикулярна до її осі обертання. Для визначення миттєвої лінії контакту між кругом і деталлю необхідно записати радіусвектор ShK(u,i) поверхні круга ShK(u, i) := A5(a ) × A 4(u) × A 2(R ShK (i)) × A1(X ShK (i)) × e4, де А1 ...А6- матриці перетворення систем координат, що моделюють зсуви та повороти вздовж та навколо осей ; і - координата вздовж профілю круга; и - кутова координата; XShK(i) - залежність висоти круга від координати на профілі; RshK.(i) - залежність радіуса круга від координати на профілі; a = Sz R+r , 2× R× r ×t (19) UA (11) 47457 (13) U де Sz - поздовжня подача деталі; R - радіус круга; r - радіус деталі; t - глибина різання. 3 a - кут орієнтації круга. Точки лінії контакту визначаються з умови n × V k = 0, де n - одиничний вектор нормалі до поверхні круга; V k - вектор швидкості відносного руху круга 2 (фіг. 1) у системі координат деталі 1. 47457 4 Вектор нормалі дорівнює векторному добутку векторів, дотичних до поверхні круга. Для їхнього знаходження необхідно диференціювати радіусвектор поверхні круга по обох параметрах i і u. Для знаходження вектора V k відносної швидкості необхідно перенести вектор поверхні в систему координат деталі і диференціювати його за часом (за кутом повороту навколо деталі). ShKn(u, i) := A1(p × q) × A 4(q) × A 2(- L) × A5(a )A 4(u) × A 2(RShK (i)) × A1(XShK (i))e4, де q - кутовий параметр, що визначає положення круга у системі координат деталі; p - параметр гвинтового руху; L - міжосьова відстань. Обертаючи лінію контакту навколо осі деталі отримаємо поверхню деталі. Пляма контакту обмежена лінією контакту, а також лініями перетину шліфувального круга і заготовки, зміщеної на величину подачі на оберт. Розміри плями контакту (її площа) в значній мірі залежить від кута орієнтації шліфувального круга а, і досягає свого максимуму (точка В на фіг. 2) при куті, який дорівнює куту нахилу гвинтової лінії, яку абразивний круг описує на поверхні деталі. Але при даному куті відбувається різке зменшення плями контакту, тобто дана область є нестійкою. При зменшенні кута орієнтації шліфувального круга а, пляма контакту збільшується (точка А рухається в напрямку А`→А→А``→В). На ділянці А`→А спостерігається залучення нових площ шліфувального кругу до процесу різання. Ділянка А→А``→В не призводить до залучення нових площ, але збільшує нестабільність процесу різання. Тобто, оптимальним можна вважати кут, при якому, в процесі зняття припуску задіяна максимальна площа круга при мінімальній площі контакту. На основі даної гіпотези, а також нехтуючи перехідною кромкою і приймаючи до уваги малість кута орієнтації круга, можна вивести аналітичну залежність для оптимального кута: R+r , 2 ×R ×r × t де Sz - поздовжня подача деталі; R - радіус круга; r - радіус деталі t - глибина різання. a = Sz 5 Комп’ютерна верстка І.Скворцова 47457 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deep circular grinding with crossed axes of component and wheel
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Dmytrenko Maksym Anatoliiovych
Назва патенту російськоюСпособ глубинного круглого шлифования со скрещенными осями детали и круга
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Дмитренко Максим Анатольевич
МПК / Мітки
МПК: B24B 5/00
Мітки: схрещеними, круга, глибинного, шліфування, спосіб, осями, деталі, круглого
Код посилання
<a href="https://ua.patents.su/3-47457-sposib-glibinnogo-kruglogo-shlifuvannya-zi-skhreshhenimi-osyami-detali-i-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга</a>
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Єрошенко Андрій Михайлович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: осями, спосіб, випуклих, інструмента, деталі, схрещеними, шліфування, торових, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Абразивний інструмент з гальванічним закріпленням зерен для глибинного шліфування торцем круга
Номер патенту: 21252
Опубліковано: 15.03.2007
Автори: Лавріненко Валерій Іванович, Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович
МПК: B24D 7/00
Мітки: інструмент, закріпленням, шліфування, абразивний, глибинного, торцем, зерен, гальванічним, круга
Формула / Реферат:
Абразивний інструмент з гальванічним закріпленням зерен для глибинного шліфування торцем круга, що містить абразивний прошарок, розділений на три ділянки, який відрізняється тим, що на ньому виконані два скоси і вирізані спіральні канавки, а робоча поверхня круга складена із трьох розташованих концентрично ділянок різної зернистості.
Застосування черв’ячного абразивного круга як круга для шліфування циліндричних та конічних отворів деталей
Номер патенту: 83823
Опубліковано: 26.08.2008
Автор: Скочко Євген Вікторович
МПК: B24D 5/00, B23F 21/00
Мітки: циліндричних, застосування, деталей, абразивного, конічних, шліфування, черв`ячного, отворів, круга
Формула / Реферат:
Застосування черв'ячного абразивного круга як круга для шліфування циліндричних та конічних отворів деталей.
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Осипенко Андрій Валентинович
МПК: B24B 19/02
Мітки: круглій, спосіб, шліфування, жолобів, безцентрового, деталі
Формула / Реферат:
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ларін Андрій Васильович
МПК: B24B 5/00
Мітки: глибинного, поверхонь, шліфування, обертання, спосіб
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...