Молольне тіло


Формула / Реферат
Молольне тіло, сформоване шляхом деформації, яке відрізняється тим, що заготовкою для виготовлення молольного тіла є фрагменти старопридатних рейок з рейкової сталі, причому для формування тіла деформацією вибирають щонайменше один з методів: поперечно-гвинтової прокатки, штампування, кування або лиття, або будь-який інший метод, придатний для формування молольних тіл деформацією.
Текст
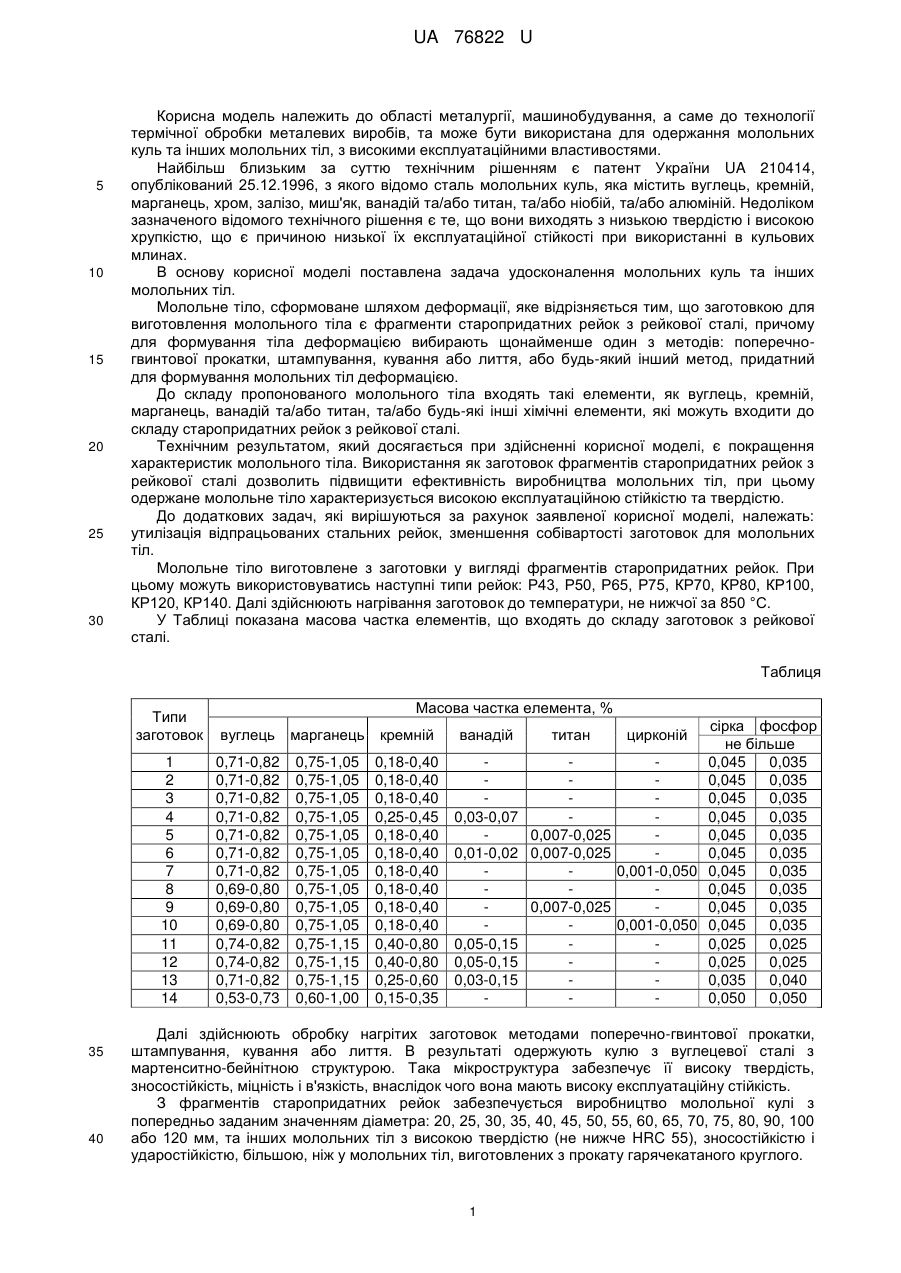
Реферат: Молольне тіло, сформоване шляхом деформації. Заготовкою для виготовлення молольного тіла є фрагменти старопридатних рейок з рейкової сталі, причому для формування тіла деформацією вибирають щонайменше один з методів: поперечно-гвинтової прокатки, штампування, кування або лиття, або будь-який інший метод, придатний для формування молольних тіл деформацією. UA 76822 U (54) МОЛОЛЬНЕ ТІЛО UA 76822 U UA 76822 U 5 10 15 20 25 30 Корисна модель належить до області металургії, машинобудування, а саме до технології термічної обробки металевих виробів, та може бути використана для одержання молольних куль та інших молольних тіл, з високими експлуатаційними властивостями. Найбільш близьким за суттю технічним рішенням є патент України UA 210414, опублікований 25.12.1996, з якого відомо сталь молольних куль, яка містить вуглець, кремній, марганець, хром, залізо, миш'як, ванадій та/або титан, та/або ніобій, та/або алюміній. Недоліком зазначеного відомого технічного рішення є те, що вони виходять з низькою твердістю і високою хрупкістю, що є причиною низької їх експлуатаційної стійкості при використанні в кульових млинах. В основу корисної моделі поставлена задача удосконалення молольних куль та інших молольних тіл. Молольне тіло, сформоване шляхом деформації, яке відрізняється тим, що заготовкою для виготовлення молольного тіла є фрагменти старопридатних рейок з рейкової сталі, причому для формування тіла деформацією вибирають щонайменше один з методів: поперечногвинтової прокатки, штампування, кування або лиття, або будь-який інший метод, придатний для формування молольних тіл деформацією. До складу пропонованого молольного тіла входять такі елементи, як вуглець, кремній, марганець, ванадій та/або титан, та/або будь-які інші хімічні елементи, які можуть входити до складу старопридатних рейок з рейкової сталі. Технічним результатом, який досягається при здійсненні корисної моделі, є покращення характеристик молольного тіла. Використання як заготовок фрагментів старопридатних рейок з рейкової сталі дозволить підвищити ефективність виробництва молольних тіл, при цьому одержане молольне тіло характеризується високою експлуатаційною стійкістю та твердістю. До додаткових задач, які вирішуються за рахунок заявленої корисної моделі, належать: утилізація відпрацьованих стальних рейок, зменшення собівартості заготовок для молольних тіл. Молольне тіло виготовлене з заготовки у вигляді фрагментів старопридатних рейок. При цьому можуть використовуватись наступні типи рейок: Р43, Р50, Р65, Р75, КР70, КР80, КР100, КР120, КР140. Далі здійснюють нагрівання заготовок до температури, не нижчої за 850 °C. У Таблиці показана масова частка елементів, що входять до складу заготовок з рейкової сталі. Таблиця Масова частка елемента, % Типи заготовок 40 марганець кремній 1 2 3 4 5 6 7 8 9 10 11 12 13 14 35 вуглець 0,71-0,82 0,71-0,82 0,71-0,82 0,71-0,82 0,71-0,82 0,71-0,82 0,71-0,82 0,69-0,80 0,69-0,80 0,69-0,80 0,74-0,82 0,74-0,82 0,71-0,82 0,53-0,73 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,05 0,75-1,15 0,75-1,15 0,75-1,15 0,60-1,00 0,18-0,40 0,18-0,40 0,18-0,40 0,25-0,45 0,18-0,40 0,18-0,40 0,18-0,40 0,18-0,40 0,18-0,40 0,18-0,40 0,40-0,80 0,40-0,80 0,25-0,60 0,15-0,35 сірка фосфор не більше 0,045 0,035 0,045 0,035 0,045 0,035 0,03-0,07 0,045 0,035 0,007-0,025 0,045 0,035 0,01-0,02 0,007-0,025 0,045 0,035 0,001-0,050 0,045 0,035 0,045 0,035 0,007-0,025 0,045 0,035 0,001-0,050 0,045 0,035 0,05-0,15 0,025 0,025 0,05-0,15 0,025 0,025 0,03-0,15 0,035 0,040 0,050 0,050 ванадій титан цирконій Далі здійснюють обробку нагрітих заготовок методами поперечно-гвинтової прокатки, штампування, кування або лиття. В результаті одержують кулю з вуглецевої сталі з мартенситно-бейнітною структурою. Така мікроструктура забезпечує її високу твердість, зносостійкість, міцність і в'язкість, внаслідок чого вона мають високу експлуатаційну стійкість. З фрагментів старопридатних рейок забезпечується виробництво молольної кулі з попередньо заданим значенням діаметра: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100 або 120 мм, та інших молольних тіл з високою твердістю (не нижче HRC 55), зносостійкістю і ударостійкістю, більшою, ніж у молольних тіл, виготовлених з прокату гарячекатаного круглого. 1 UA 76822 U 5 10 15 20 25 30 35 40 45 50 55 Таким чином для фахівця є зрозумілим причинно-наслідковий зв'язок між сукупністю суттєвих ознак заявленої корисної моделі та технічним результатом. Також для фахівця є зрозумілим можливість здійснення заявленої корисної моделі. Більш, детально, спосіб одержання молольних тіл здійснюється таким чином. На вхід конвеєра подають заготовку у вигляді фрагментів старопридатних рейок. При цьому можуть використовуватись наступні типи рейок: Р43, Р50, Р65, Р75, КР70, КР80, КР100, КР120, КР140. Регламентація температури нагріву під прокатку заготовки в межах 850-1100 °C необхідна для нормальної роботи прокатної кліті, отримання в молольних тілах якісної поверхні і форми, що задовольняє за своїми параметрами вимогам стандарту, а також для досягнення (у поєднанні з іншими параметрами термозміцнення) необхідної температури самовідпуску. У разі зменшення температури нагріву під прокатку нижче 850 °C виникає пятниста твердість готових тіл та не здійснюється самовідпуск, що призводить до розтріскування молольних тіл і розкол у млинах, а також призводить до поломок прокатного устаткування за рахунок зростання опору металу пластичній деформації. Збільшення температури нагріву заготовки понад 1100 °C підвищує середньомасову температуру куль, наслідком чого є зниження поверхневої і об'ємної твердості. Крім того, перегрів заготовки понад 1100 °C викликає появу внутрішніх несуцільностей у молольних тілах в процесі їх прокатки. Тіла з такими несуцільностями (порожнистістю) легко розколюються при експлуатації. Далі здійснюють обробку нагрітих заготовок методами поперечно-гвинтової прокатки, штампування, кування, лиття або іншими способами. В результаті одержують молольні тіла з вуглецевої сталі з мартенситно-бейнітною структурою. Така мікроструктура забезпечує їх високу твердість, зносостійкість, міцність і в'язкість, внаслідок чого вони мають високу експлуатаційну стійкість. З фрагментів старопридатних рейок забезпечується виробництво молольних куль з попередньо зданим значенням діаметру: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100 або 120 мм, та інших молольних тіл з високою твердістю (не нижче HRC 55), зносостійкістю і ударостійкістю, більшою, ніж у сталевих куль та інших молольних тіл, виготовлених з прокату гарячекатаного круглого. Далі здійснюють загартовування тіл з подальшим відпуском. Підстуджування тіл протягом 10-30 с проводиться для вирівнювання температури по поверхні прокатаного тіла і для загального зниження температури до рівня, що дозволяє проводити гартування з мінімальним рівнем залишкової напруги. У разі менш тривалого підстуджування в тілах з'являються гартівні тріщини, а при надмірно тривалому підстуджуванні знижується твердість за рахунок появи на поверхні ділянок з немартенситними типами структури. Гартування водою тривалістю 30-140 с у пристрої барабанного типу забезпечує тілам прискорене рівномірне охолоджування до досягнення ними середньомасової температури в межах 150-350 °C. При менш тривалому гартуванні температура самовідпуску тіл виявляється дуже високою, що призводить до істотного зниження твердості. У разі надмірного тривалого гартування температура самовідпуску виявляється дуже низькою для належного зняття напруги в загартованих тілах; з цієї причини тіла розтріскуються або в процесі самовідпуску, або після його завершення. Самовідпуск молольних тіл у бункерах під кришкою тривалістю 12-50 годин дозволяє максимально повно зняти гартівну напругу в загартованих тілах і запобігти їх розтріскуванню як після термозміцнення, так і при експлуатації. При самовідпуску тривалістю менше 12 годин напруги знімаються незначно, що приводить до появи гартівних тріщин. Збільшення часу самовідпуску понад 50 годин недоцільне, зважаючи на зниження продуктивності прокатного підрозділу. Інтервал тривалості підстуджування, гартування і самовідпуску визначається залежно від діаметра молольного тіла. Мінімальні значення вказаних інтервалів відповідають тілам діаметром 20 мм, максимальні - тілам діаметром 120 мм. Заявлена корисна модель може бути використана на стандартному устаткуванні з використанням відомих матеріалів, засобів та операцій, що підтверджує її промислову придатність. Слід розуміти, що описані вище приклади та варіанти втілення є лише ілюстративними і спеціалістам у даній галузі пропонуються різні модифікації та зміни, які охоплюються суттю цієї заявки та обсягом формули корисної моделі. Слід розуміти, що наведена вище інформація ніяким чином не обмежує обсяг прав за заявкою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Молольне тіло, сформоване шляхом деформації, яке відрізняється тим, що заготовкою для виготовлення молольного тіла є фрагменти старопридатних рейок з рейкової сталі, причому 2 UA 76822 U для формування тіла деформацією вибирають щонайменше один з методів: поперечногвинтової прокатки, штампування, кування або лиття, або будь-який інший метод, придатний для формування молольних тіл деформацією. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding body
Автори англійськоюDehtiariov Oleh Mykolaiovych
Назва патенту російськоюМелющее тело
Автори російськоюДегтярев Олег Николаевич
МПК / Мітки
МПК: C21D 9/00
Код посилання
<a href="https://ua.patents.su/5-76822-mololne-tilo.html" target="_blank" rel="follow" title="База патентів України">Молольне тіло</a>
Молольне тіло
Номер патенту: 29003
Опубліковано: 16.10.2000
Автори: Марков Інокентій Юр'євич, Харченко Борис Васильович, Марков Юрій Ілліч
МПК: B02C 17/20
Формула / Реферат:
1. Молольне тіло, яке містить циліндричну частину та спряжені з нею торцеві дільниці, яке відрізняється тим, що воно виконано висотою, яка дорівнює 0,9-1,2 діаметра циліндричної частини при масі молольного тіла у межах 5-12 кг і виготовлено з матеріалу утилізованих артилерійських снарядів з низько- та середньолегованої хромонікельмолібденової або кремніймісткої вуглецевої сталі.2. Молольне тіло згідно з п. 1, яке відрізняється тим, що...
Молольне тіло

Номер патенту: 59737
Опубліковано: 25.05.2011
Автори: Сталінський Дмитро Віталійович, Сохацький Любомир Ярославович, Пихтін Яків Михайлович, Косогонова Етері Олександрівна, Рудюк Олексій Сергійович, Владимирова Альбіна Олександрівна, Сольоний Володимир Костянтинович
МПК: B02C 17/20
Формула / Реферат:
Молольне тіло, що складається з середньої частини у вигляді зрізаного конуса та двох опуклих периферійних частин, які відповідно сполучені з більшою і меншою основами зрізаного конуса, яке відрізняється тим, що периферійні частини молольного тіла виконані у формі кульових сегментів кулі, центр якої розташований у центрі кола поперечного перерізу зрізаного конуса посередині висоти молольного тіла, при цьому радіус цієї кулі становить 0,6-1,0...
Молольне тіло
Номер патенту: 56723
Опубліковано: 25.01.2011
Автори: Сольоний Володимир Костянтинович, Сохацький Любомир Ярославович, Пихтін Яків Михайлович, Косогонова Етері Олександрівна, Сталінський Дмитро Віталійович, Владимирова Альбіна Олександрівна, Рудюк Олексій Сергійович
МПК: B02C 17/00
Формула / Реферат:
1. Молольне тіло, що містить дві сполучені основами частини, одна з яких виконана у вигляді зрізаного конуса, а інша сполучена з меншою основою зрізаного конуса та виконана з еліпсоїдною поверхнею, яке відрізняється тим, що молольне тіло містить третю частину, яка сполучена з більшою основою зрізаного конуса та виконана з еліпсоїдною поверхнею, при цьому молольне тіло вписано в еліпсоїд, мала вісь якого є висотою молольного тіла, розмір якої...
Молольне тіло

Номер патенту: 1134
Опубліковано: 15.01.2002
Автори: Сольоний Володимир Костянтинович, Ярмоленко Анатолій Іванович, Колос Виктор Петрович, Пучков Ігор Петрович, Подлужний Олександр Григорович, Брехунов Олександр Васильович, Карташов Борис Олександрович, Босий Володимир Миколайович, Ігнатов Володимир Олексійович
МПК: B02C 17/20
Формула / Реферат:
1. Молольне тіло, що має дві сполучені основами частини, одна з яких виконана у вигляді усіченого конуса, а інша частина сполучена з меншою основою усіченого конуса і виконана з опуклою поверхнею, яке відрізняється тим, що молольне тіло має ще одну частину, яка сполучена з великою основою усіченого конуса і виконана з опуклою поверхнею, що має увігнутість в області вершини, при цьому частина молольного тіла, яка сполучена з меншою основою...
Молольне тіло
Номер патенту: 45644
Опубліковано: 15.04.2002
Автори: Сохацький Любомир Ярославович, Садовий Андрій Іванович, Сольоний Володимир Костянтинович, Владимирова Альбіна Олександрівна, Косогонова Етері Олександрівна
МПК: B02C 17/20
Формула / Реферат:
1. Молольне тіло, яке містить в собі дві частини, що спряжені основами, одна з яких виконана у вигляді зрізаного конуса, а друга, яка спряжена з меншою основою зрізаного конуса, виконана у вигляді кульового сегмента, яке відрізняється тим, що має третю частину, спряжену з більшою основою зрізаного конуса, яка виконана з еліпсоїдною поверхнею.2. Молольне тіло по п.1, яке відрізняється тим, що воно вписане у кулю, діаметр якої, зменшений...
Попередній патент: Спосіб очищення водних розчинів електроерозійною коагуляцією
Наступний патент: Спосіб одержання молольних тіл
Випадковий патент: Пристрій для репозиції та фіксації кісткових фрагментів