Спосіб захисту алітуванням металевих деталей турбомашин, які мають канали і порожнини
Формула / Реферат
1. Спосіб алітування осадженням із газової фази для захисту від окислювання при високій температурі металевої деталі турбомашини, що містить сполучені із зовнішнім середовищем канали і/або порожнини, у якому щонайменше газоподібний прекурсор покриття, яке треба одержати, містить сполуку алюмінію, приводять за допомогою газу-носія в контакт із поверхнями деталі, яку помістили в камеру, який відрізняється тим, що тиск у вказаній камері залишається постійним, а газ-носій вибирають із гелію або аргону, тиск у порожнині вибирають таким чином, що середня довжина вільного пробігу молекул газу-носія щонайменше в двічі перевищує цей розмір для молекул аргону при атмосферному тиску.
2. Спосіб за п. 1, який відрізняється тим, що його здійснюють при атмосферному тиску із використанням гелію як газу-носія.
3. Спосіб за п. 1, який відрізняється тим, що його здійснюють під тиском, нижче атмосферного тиску, з використанням гелію як газу-носія.
4. Спосіб за п. 1, який відрізняється тим, що його здійснюють під тиском, що максимально дорівнює 50 кПа, із використанням аргону як газу-носія.
5. Спосіб за п. 1, який відрізняється тим, що його здійснюють під тиском, що максимально дорівнює 25 кПа, із використанням аргону як газу-носія.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що деталь виготовляють із каналами, частини яких щонайменше поблизу вихідного отвору мають діаметр, що збільшується в напрямку до виходу.
Текст
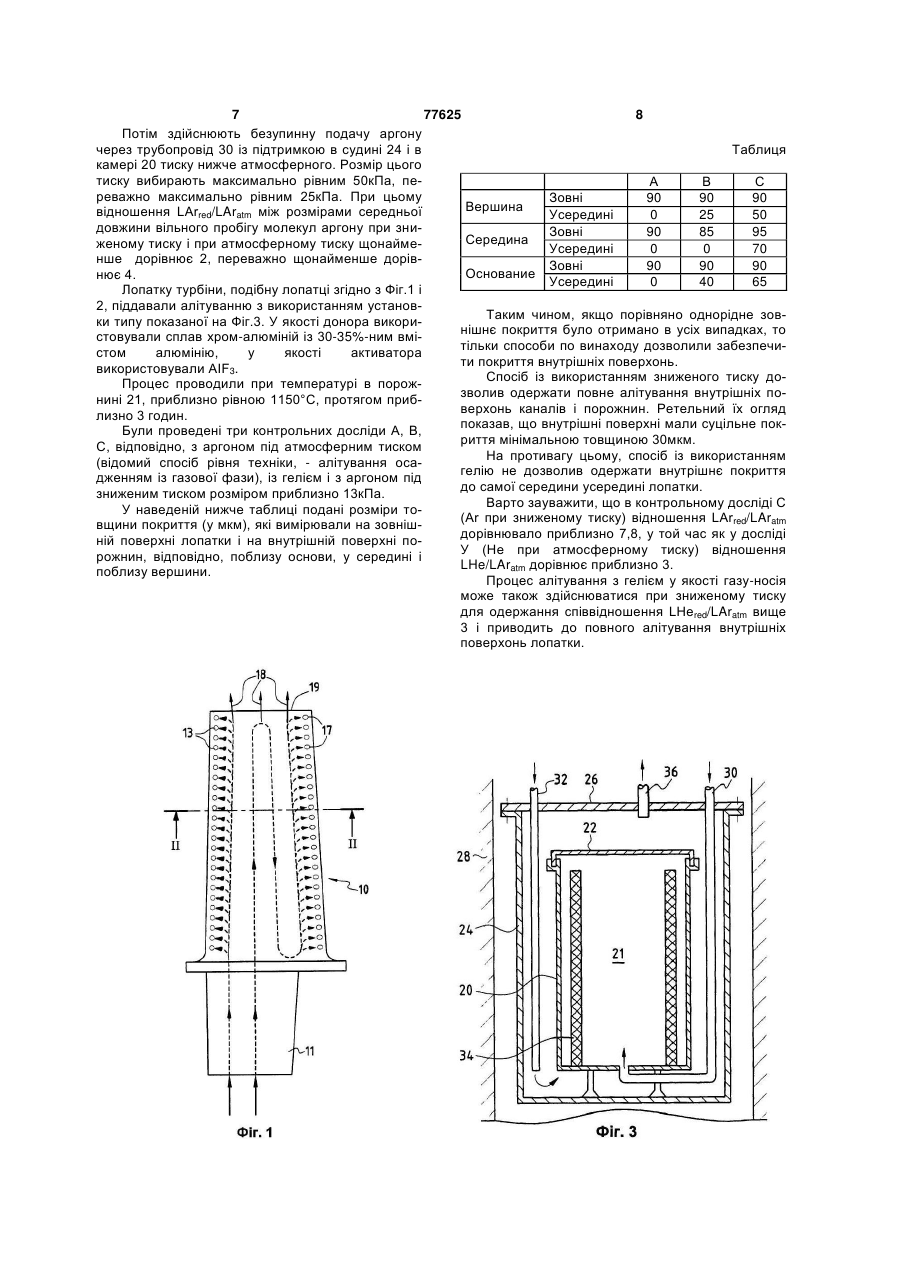
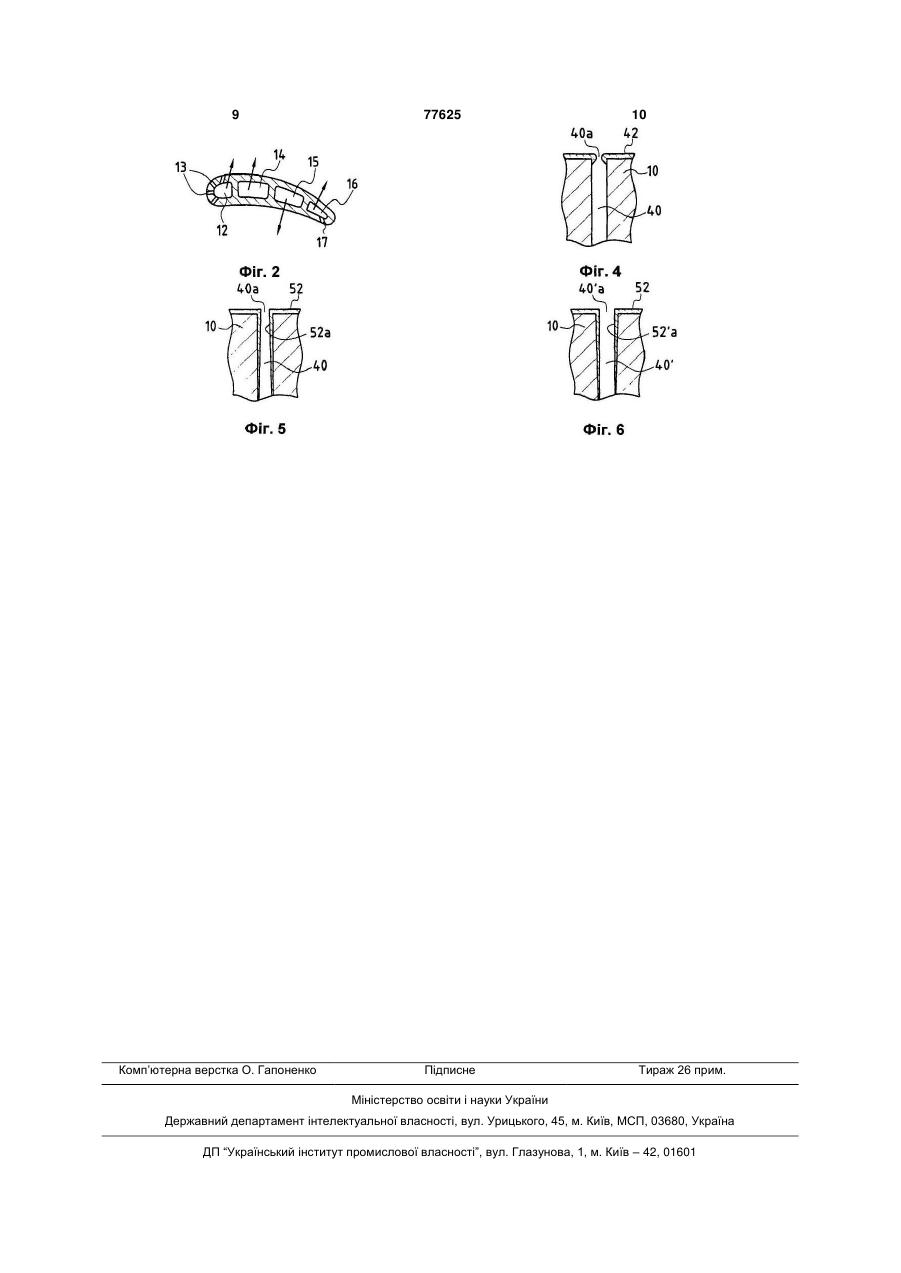
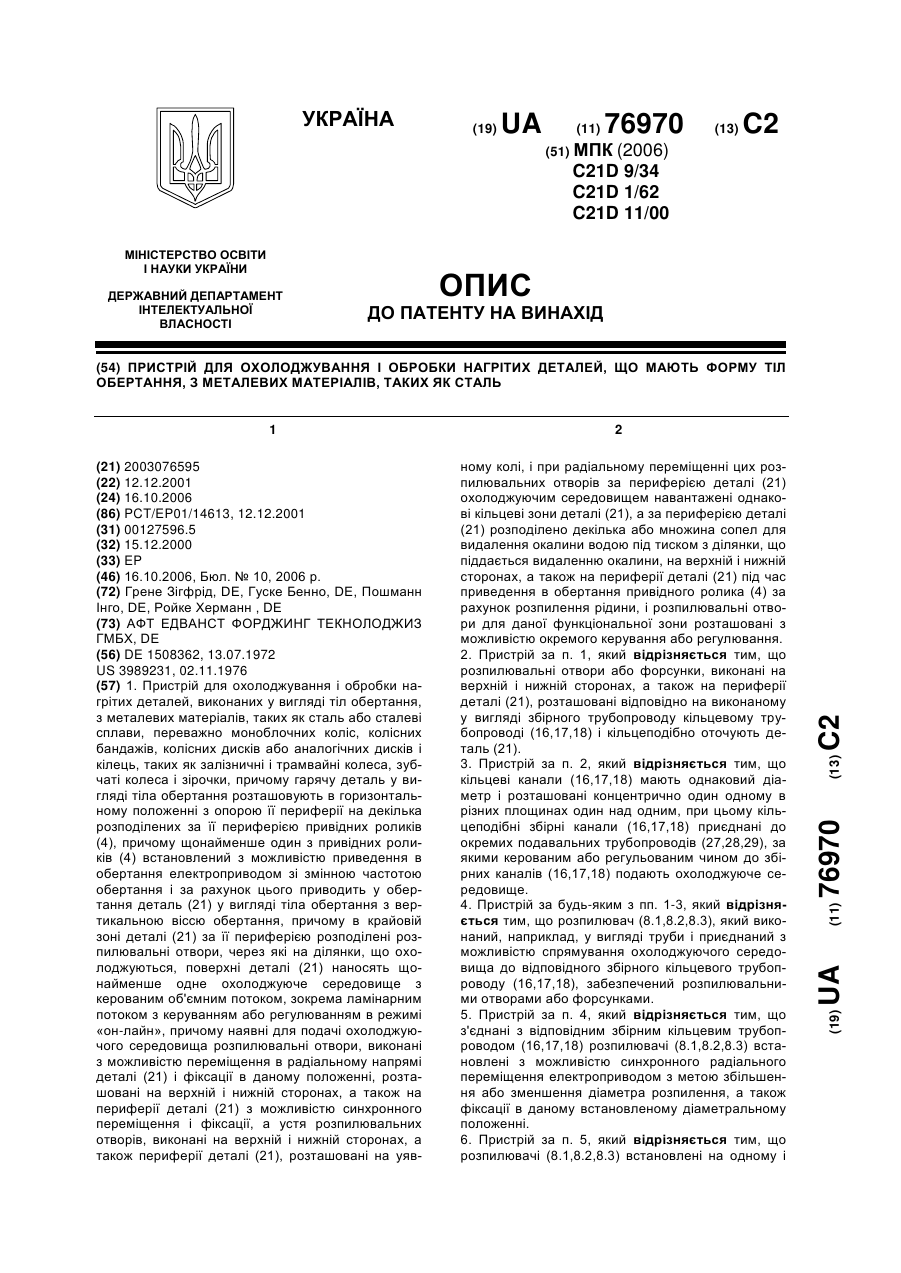
1. Спосіб алітування осадженням із газової фази для захисту від окислювання при високій температурі металевої деталі турбомашини, що містить сполучені із зовнішнім середовищем канали і/або порожнини, у якому щонайменше газоподібний прекурсор покриття, яке треба одержати, містить сполуку алюмінію, приводять за допомогою газу-носія в контакт із поверхнями деталі, яку C2 2 (19) 1 3 77625 4 метою формування бажаного покриття на їх повевибирають таким чином, щоб середня довжина рхнях. У якості газу-розріджувача звичайно виковільного пробігу молекул газу-носія щонайменше в ристовують аргон. У зазначеному патенті Франції двічі перевищувала цей розмір для молекул арго№1433497 згадують також водень, проте його вину під атмосферном тиском. користання на практиці дуже утруднено із-за мірЗбільшення середньої довжини вільного пробікувань безпеки. гу молекул газу-носія сприяє його більш легкому Класичний спосіб алітування осадженням із проникненню в канали і/або порожнини деталі і за газової фази дозволяє забезпечити формування рахунок цього дозволяє приводити молекули газозадовільного захисного прошарку на зовнішній подібного прекурсору в контакт із внутрішніми поповерхні деталей, але на внутрішніх стінках канаверхнями деталі на більшій глибині. Це дозволяє лів і порожнин не формується ніяке покриття. Проодночасно формувати захисне покриття на внутте, незважаючи на циркуляцію охолоджуючого рішніх поверхнях і обмежити зайву товщину проповітря, температура цих внутрішніх стінок щошарку осадження на рівні отворів каналів і/або найменше локально може досягати таких розмірів, порожнин. що стає можливим ефект внутрішнього окислюВідповідно до варіанту здійснення винаходу в вання. По спостереженнях заявника, це окислюякості газу-носія використовують гелій, при цьому вання може викликати кришіння або лущення маспосіб може здійснюватися під атмосферним тистеріалу деталей, і захоплені повітряним потоком ком або під тиском нижче атмосферного. частки внутрішніх стінок, що відлушилися, можуть Відповідно до іншого варіанту здійснення вичастково забивати отвори випускних каналів. Це находу в якості газу-носія використовують аргон, і явище приводить до нерівномірності захисної пліспосіб в оптимальному випадку здійснюють під вки на зовнішній стінці, що формується повітрям, тиском, максимально рівним 50кПа, переважно, яке виходить із випускних каналів, і появі гарячих максимально рівним 25кПа. точок, що викликають місцеве ушкодження детаУ оптимальному прикладі здійснення деталь лей. виготовляють із каналами, які щонайменше в часКрім того, осадження має тенденцію до накотині поблизу вихідного отвору мають діаметр, що пичення навколо зовнішніх вихідних отворів каназбільшується в напрямку до виходу. Форма каналів. Це викликає їх звуження, що може істотно лів, що розширюється, дозволяє компенсувати вплинути на циркуляцію охолоджуючого повітря, зменшення товщини покриття від вихідного отвору створюючи втрату напору і сприяє появі зон задля одержання після алітування каналу по суті стою повітря. Можлива при доводці механічна обпостійного бажаного діаметру. робка каналів, проте вона є додатковою дуже тонПриклади здійснення даного винаходу будуть кою операцією, яка дорого коштує, тому що докладніше описані нижче з посиланнями на кресповинна бути високоточною і не повинна ушкоджулення, що прикладаються, на яких: вати покриття поблизу каналів. Фіг.1 схематично зображує на виді збоку лопаДалі, по спостереженнях заявника, зайва товтку турбіни, що має внутрішній контур охолощина покриття при осадженні, особливо навколо дження, впускних каналів для повітря в основі лопаток, має Фіг.2 схематично зображує лопатку турбіни в чималий ризик стосовно утворення тріщин не тільрозтині в площині ІІ-ІІ на Фіг.1, ки в покритті, але й у металевому матеріалі лопаФіг.3 у дуже схематичному виді зображує ток. установку для здійснення способу відповідно до Дійсно, на відміну від матеріалу лопаток, поквинаходу, риття схильне до утворення тріщин унаслідок тепФіг.4-6 у дуже схематичному виді зображують лових циклів, що діють на лопатки. При товстому покриття, сформоване алітуванням поблизу отвопокритті тріщина , що утвориться в покритті, має ру випускного каналу лопатки показаної на Фіг.1 і тенденцію поширюватися далі в матеріал основи 2, при цьому показані покриття, отримані, відпові(що не характерно для покриття малої товщини). дно, за допомогою відомого способу рівня техніки, При цьому утворення тріщин у матеріалі лопаспособу по винаході і варіанту способу по винаток на рівні їх основи може приводити навіть до ході. руйнування лопаток, тобто мати особливо драмаПриклади здійснення винаходу будуть описані тичні наслідки. нижче стосовно до способу формування захисного Задача, на рішення якої спрямовано даний покриття для лопатки газової турбіни, яка має кавинахід, полягає в створенні способу, що дозволяє нали і внутрішні порожнини, по яких може циркуздійснювати захист алітуванням як зовнішніх, так і лювати охолоджуюче повітря. Вочевидь, що спосіб внутрішніх поверхонь металевої деталі турбомапридатний для використання стосовно до будьшини, які мають канали і/або порожнини, що споякої металевої деталі турбомашини, у якій є каналучаються з зовнішнім середовищем, і тим самим ли і/або внутрішні порожнини, що сполучаються з усунути зазначені проблеми. зовнішнім середовищем. Відповідно до винаходу поставлена задача Лопатка 10 газової турбіни схематично покавирішується за рахунок способу, відповідно до зана на Фіг.1 і 2. якого щонайменше газоподібний прекурсор покВідомим чином лопатка 10, виготовлена із суриття, яке треба одержати, і яке містить сполуку пер-сплаву на основі нікелю або кобальту, містить алюмінію, приводять за допомогою газу-носія в внутрішні порожнини 12, 14, 15, 16, що проходять контакт із поверхнями деталі, що поміщена в капо висоті лопатки і забезпечують можливість цирмеру, при цьому відповідно до винаходу газ-носій куляції охолоджуючого повітря. вибирають із гелію або аргону, а тиск у порожнині Порожнина 12 розташована на стороні перед 5 77625 6 ньої кромки лопатки, і повітря подається в неї чезвичайно, молекули гелію мають значно більшу рез канал, виконаний у хвостовику або у основи 11 середню довжину вільного пробігу при рівних розлопатки. З порожнини 12 повітря виходить через мірах тиску. Звичайно середню довжину L вільного канали 13 на рівні передньої кромки лопатки і фопробігу визначають як розмір, пропорційний 1/Р. рмує захисну повітряну плівку на зовнішній поверD2, де Ρ - тиск і D - молекулярний діаметр, з Відхні передньої кромки. ношення LHe/LAr між розмірами середньої довжини Через порожнини 14, 15, 16 послідовно проховільного пробігу молекул гелію й аргону дорівнює дить повітря, що подається в порожнину 14 через приблизно 3 при атмосферному тиску. канал, виконаний у основи лопатки. Це повітря Збільшення середньої довжини вільного пробівиходить через випускні канали 17, що виходять з гу молекул газу-носія сприяє більш легкої дифузії порожнини 16 на внутрішню аркову поверхню логалогеніду усередину каналів і порожнин лопатки, патки поблизу задньої кромки. На внутрішній аркотак що алітування може здійснюватися на внутрівій стороні можуть бути виконані також інші випусшніх поверхнях лопатки, принаймні на визначену кні канали, що ведуть із порожнини 15, а можливо величину у глибину за випускні отвори каналів і також і з порожнини 14. порожнин. У такий спосіб здійснюють внутрішній У вершини 19 лопатки виконані випускні каназахист від окислювання при високій температурі. ли, показані схематично на Фіг.1 позиціями 18 і Це в дуже схематичному виді показано на сполучені з внутрішніми порожнинами. Канали 18 Фіг.4 і 5. відповідають місцям розташування опор для серФіг.4 зображує результат класичного алітувандечників, які були використані для утворення лоня під аргоном поблизу отвору випускного каналу пат при їх відливці. 40 лопатки. При цьому покриття сформоване аліЦиркуляція охолоджуючого повітря схематичтуванням 42 поширюється тільки на зовнішню поно показана на Фіг.1 і 2 штриховими лініями і стріверхню і не проникає на внутрішню стінку каналу лками. 40, не говорячи вже про внутрішні стінки внутрішЗахисне покриття для захисту від окислювання ньої порожнини лопатки. Крім того, це покриття 42 при високій температурі формують на зовнішній і частково закриває вихідний отвір 40а каналу 40 і внутрішніх поверхнях лопатки 10 за допомогою зашкоджує проходу повітря. способу по винаході з використанням, наприклад, Завдяки використанню газу-носія, молекули установки для алітування осадженням із газової якого мають велику середню довжину вільного фази, показаної на Фіг.3. пробігу, показане на Фіг.5 отримане алітуванням Ця установка містить камеру 20, не герметичпокриття 52 розповсюджується не тільки на зовніно закриту кришкою 22 і встановлену усередині шню поверхню лопатки, але також і на внутрішню судини 24. Ця судина герметично закрита кришкою поверхню випускного каналу 40, а відтіля може 26 і розташована в печі 28. розповсюдитися на поверхню внутрішньої порожТрубопровід 30 подає газ-носій (або газнини лопатки. розріджувач) в утворену камерою 20 порожнину Як показано в збільшеному виді на Фіг.5, тов21. Такий же газ вдувається в судину 24 зовні кащина внутрішнього ; покриття 52 зменшується від мери 20 по трубопроводу 32. Цей газ, що вдувавихідного отвору 40а каналу 40. У такий спосіб ється відводиться по трубопроводу 36, що прохопрохідний перетин каналу звужено, але це не дить через кришку 26. утворить такого обмеження, як у випадку згідно з Усередині камери 20 розташований донор 34 у Фіг.4. вигляді, наприклад, гранул або порошку. У загальУ іншому варіанті виконання для усунення ному випадку донор утворений сплавом алюмінію цього зменшення прохідного перетину каналу пісз одним або декількома металами, що є компоненля алітування лопатка може бути ι виготовлена з тами матеріалу лопаток, які підлягають алітуванвипускними каналами, перетин котрих послідовно ню. Активатор, що дозволяє разом із донором фозбільшується до виходу, як це показано на прикрмувати галогенід, також вводиться в камеру у ладі каналу 40’ на Фіг.6. Перемінний розмір перевигляді порошку. Звичайно використовуються такі тину визначають для компенсації зменшення товактиватори, як фторид амонію NH4F або фторид щини внутрішнього покриття 52'а від зовнішнього алюмінію AІF3. отвору 40'а. Таким чином, після алітування одерЛопатки, які підлягають алітуванню розміщужують випускні канали по суті постійного перетину ють у порожнині 21 з опорою або підвіскою за добажаного розміру. При цьому не потрібно ніякої помогою відповідних засобів технологічної оснастдодаткової механічної обробки каналів. ки (не показані). Відповідно до другого прикладу здійснення Температуру печі регулюють таким чином, винаходу газом-носієм, який використовують є щоб усередині печі підтримувалася температура аргон, але процес алітування здійснюють під знивід 950 до 1200°С, при якій у результаті реакції між женим тиском, із тим, щоб також збільшити довжидонором і активатором утвориться газоподібний ну вільного пробігу ι молекул газу-носія. галогенід. Алітування здійснюється шляхом осаТаким чином, після завантаження лопаток у дження за допомогою розкладання галогеніду при порожнину 21 установки згідно з Фіг.3 і герметичконтакті з поверхнями лопаток. Газ-носій служить ного закриття судини 24, внутрішню атмосферу для полегшення переносу молекул галогеніду. судини 24 і камери видаляють продуванням аргоВідповідно до першого прикладу здійснення ном, і тиск знижують шляхом відводу через трубовинаходу 5 використовуваним газом-носієм є гепровід 36 таким чином, щоб привести тиск у судині лій. 24 і в камері 20 до відносно низького розміру, наУ порівнянні з аргоном, що використовується приклад, нижче 5кПа. 7 77625 8 Потім здійснюють безупинну подачу аргону через трубопровід 30 із підтримкою в судині 24 і в Таблиця камері 20 тиску нижче атмосферного. Розмір цього тиску вибирають максимально рівним 50кПа, пеА В С реважно максимально рівним 25кПа. При цьому Зовні 90 90 90 Вершина відношення LArred/LAratm між розмірами середньої Усередині 0 25 50 довжини вільного пробігу молекул аргону при зниЗовні 90 85 95 Середина женому тиску і при атмосферному тиску щонаймеУсередині 0 0 70 нше дорівнює 2, переважно щонайменше дорівЗовні 90 90 90 Основание нює 4. Усередині 0 40 65 Лопатку турбіни, подібну лопатці згідно з Фіг.1 і 2, піддавали алітуванню з використанням установТаким чином, якщо порівняно однорідне зовки типу показаної на Фіг.3. У якості донора викоринішнє покриття було отримано в усіх випадках, то стовували сплав хром-алюміній із 30-35%-ним вмітільки способи по винаходу дозволили забезпечистом алюмінію, у якості активатора ти покриття внутрішніх поверхонь. використовували AІF3. Спосіб із використанням зниженого тиску доПроцес проводили при температурі в порожзволив одержати повне алітування внутрішніх понині 21, приблизно рівною 1150°С, протягом прибверхонь каналів і порожнин. Ретельний їх огляд лизно 3 годин. показав, що внутрішні поверхні мали суцільне покБули проведені три контрольних досліди А, В, риття мінімальною товщиною 30мкм. С, відповідно, з аргоном під атмосферним тиском На противагу цьому, спосіб із використанням (відомий спосіб рівня техніки, - алітування осагелію не дозволив одержати внутрішнє покриття дженням із газової фази), із гелієм і з аргоном під до самої середини усередині лопатки. зниженим тиском розміром приблизно 13кПа. Варто зауважити, що в контрольному досліді С У наведеній нижче таблиці подані розміри то(Аr при зниженому тиску) відношення LArred/LAratm вщини покриття (у мкм), які вимірювали на зовнішдорівнювало приблизно 7,8, у той час як у досліді ній поверхні лопатки і на внутрішній поверхні поУ (Не при атмосферному тиску) відношення рожнин, відповідно, поблизу основи, у середині і LHe/LAratm дорівнює приблизно 3. поблизу вершини. Процес алітування з гелієм у якості газу-носія може також здійснюватися при зниженому тиску для одержання співвідношення LHered/LAratm вище 3 і приводить до повного алітування внутрішніх поверхонь лопатки. 9 Комп’ютерна верстка О. Гапоненко 77625 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the protection by aluminizing of turbomachines' metal articles, which have channels and cavities
Автори англійськоюRichin Catherine
Назва патенту російськоюСпособ защиты алитированием металлических деталей турбомашин, которые имеют каналы и полости
Автори російськоюРишен Катрин
МПК / Мітки
МПК: C23C 16/06
Мітки: спосіб, алітуванням, металевих, порожнини, каналі, мають, деталей, турбомашин, захисту
Код посилання
<a href="https://ua.patents.su/5-77625-sposib-zakhistu-alituvannyam-metalevikh-detalejj-turbomashin-yaki-mayut-kanali-i-porozhnini.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту алітуванням металевих деталей турбомашин, які мають канали і порожнини</a>
Пристрій для охолоджування і обробки нагрітих деталей, що мають форму тіл обертання, з металевих матеріалів, таких як сталь
Номер патенту: 76970
Опубліковано: 16.10.2006
Автори: Грене Зігфрід, Ройке Херманн, Пошманн Інго, Гуске Бенно
МПК: C21D 1/62, C21D 9/34, C21D 11/00
Мітки: пристрій, матеріалів, таких, обертання, деталей, обробки, охолоджування, сталь, тіл, форму, нагрітих, мають, металевих
Формула / Реферат:
1. Пристрій для охолоджування і обробки нагрітих деталей, виконаних у вигляді тіл обертання, з металевих матеріалів, таких як сталь або сталеві сплави, переважно моноблочних коліс, колісних бандажів, колісних дисків або аналогічних дисків і кілець, таких як залізничні і трамвайні колеса, зубчаті колеса і зірочки, причому гарячу деталь у вигляді тіла обертання розташовують в горизонтальному положенні з опорою її периферії на декілька...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Гайдідей Ольга Владіславівна, Митрохін Олександр Анатолійович, Плошенко Іван Григорович, Панасюк Олександр Григорович, Ранський Анатолій Петрович
МПК: C23C 22/02
Мітки: механізмів, спосіб, фінішної, машин, поверхонь, металевих, деталей, обробки
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Засіб для лікування уражень слизової оболонки ротової порожнини вірусної природи, які мають перебіг на фоні цукрового діабету

Номер патенту: 5643
Опубліковано: 15.03.2005
Автори: Баркалова Олена Ігорівна, Хоружа Ритта Юхимівна
МПК: A61K 35/56, A61P 1/02
Мітки: природи, уражень, діабету, слизової, вірусної, ротової, фоні, мають, перебіг, цукрового, порожнини, засіб, оболонки, лікування
Формула / Реферат:
Засіб для лікування вірусного ураження слизової оболонки ротової порожнини, яке має перебіг на фоні цукрового діабету, що включає етиловий спирт, діетиловий етер, прополіс, який відрізняється тим, що додатково включає епервудин, сулодексид, димедрол у такому співвідношенні компонентів, мас. %: спирт етиловий 31,00-33,00 етер діетиловий 19,00-17,00 прополіс ...
Спосіб випробування на утомленість лопаток турбомашин і пристрій для його здійснення
Номер патенту: 15879
Опубліковано: 30.06.1997
Автори: Винокурова Ірина Олександрівна, Степанов Микола Васильович, Тищенко Сергій Дмитрович, Сілін Сергій Леонардович
МПК: G01N 3/00
Мітки: пристрій, утомленість, спосіб, здійснення, лопаток, випробування, турбомашин
Формула / Реферат:
(57) 1. Способ испытания на усталость лопаток турбомашин, заключающийся в том, что производят установку лопатки на вибро-стенде путем закрепления ее хвостовой части и нагружают ее путем колебаний, отличающийся тем, что колебания лопатки создают совместно с устанавливаемым соосно ей резонансным элементом моментом с инерции корневого сечения, большим момента инерции лопатки, таким образом, что центр масс расположен по линии действия...
Спосіб захисту органів ротової порожнини при проведенні етапу препарування зубів
Номер патенту: 9558
Опубліковано: 17.10.2005
Автори: Рожко Микола Михайлович, Орнат Галина Степанівна, Михайленко Тетяна Миколаївна
Мітки: зубів, спосіб, препарування, проведенні, захисту, порожнини, органів, етапу, ротової
Формула / Реферат:
Спосіб захисту органів ротової порожнини при проведенні етапу препарування зубів, який включає обробку хімічним розчином, який відрізняється тим, що як хімічний розчин використовують 0,02 % розчин хлоргексидину біглюконату на етапі препарування зубів та двічі на день у період до зняття відбитків.
Попередній патент: Спосіб уведення у контакт газоподібного реагенту і рідини у присутності псевдозрідженого шару каталізатора та апарат для його здійснення
Наступний патент: Високовольтний підвісний порцеляновий ізолятор
Випадковий патент: Спосіб оцінки біологічної ефективності низькоінтенсивного лазерного випромінювання