Спосіб вимірювання витрати металевого розплаву на зливному жолобі
Номер патенту: 78412
Опубліковано: 25.03.2013
Автори: Слажнєв Микола Андрійович, Моісеєв Юрій Васильович, Санкін Анатолій Олексійович, Богдан Кім Степанович
Формула / Реферат
Спосіб вимірювання витрати металевого розплаву на зливному жолобі подавальної установки в процесі дозованого заливання розплаву в метало приймач, шляхом визначення миттєвого значення сили, створеної масою розплаву на жолобі протягом заданого проміжку часу, який відрізняється тим, що в процесі лиття неперервно вимірюють пондеромоторну силу взаємодії магнітного поля електромагніту, установленого під жолобом, із розплавом на жолобі і використовують отриманий сигнал для автоматичного визначення витрати розплаву по формулі:
![]() ,
,
де ![]() - витрата розплаву на жолобі, кг/с;
- витрата розплаву на жолобі, кг/с;
![]() - пондеромоторна сила, Н;
- пондеромоторна сила, Н;
![]() - коефіцієнт, який враховує фізичні властивості розплаву (k≥1), с2·(м/кг)1/2;
- коефіцієнт, який враховує фізичні властивості розплаву (k≥1), с2·(м/кг)1/2;
![]() - постійна, яка враховує геометричні параметри жолоба та його положення відносно зливного носика металопроводу та фізичні властивості розплаву с≥0, с/м.
- постійна, яка враховує геометричні параметри жолоба та його положення відносно зливного носика металопроводу та фізичні властивості розплаву с≥0, с/м.
Текст
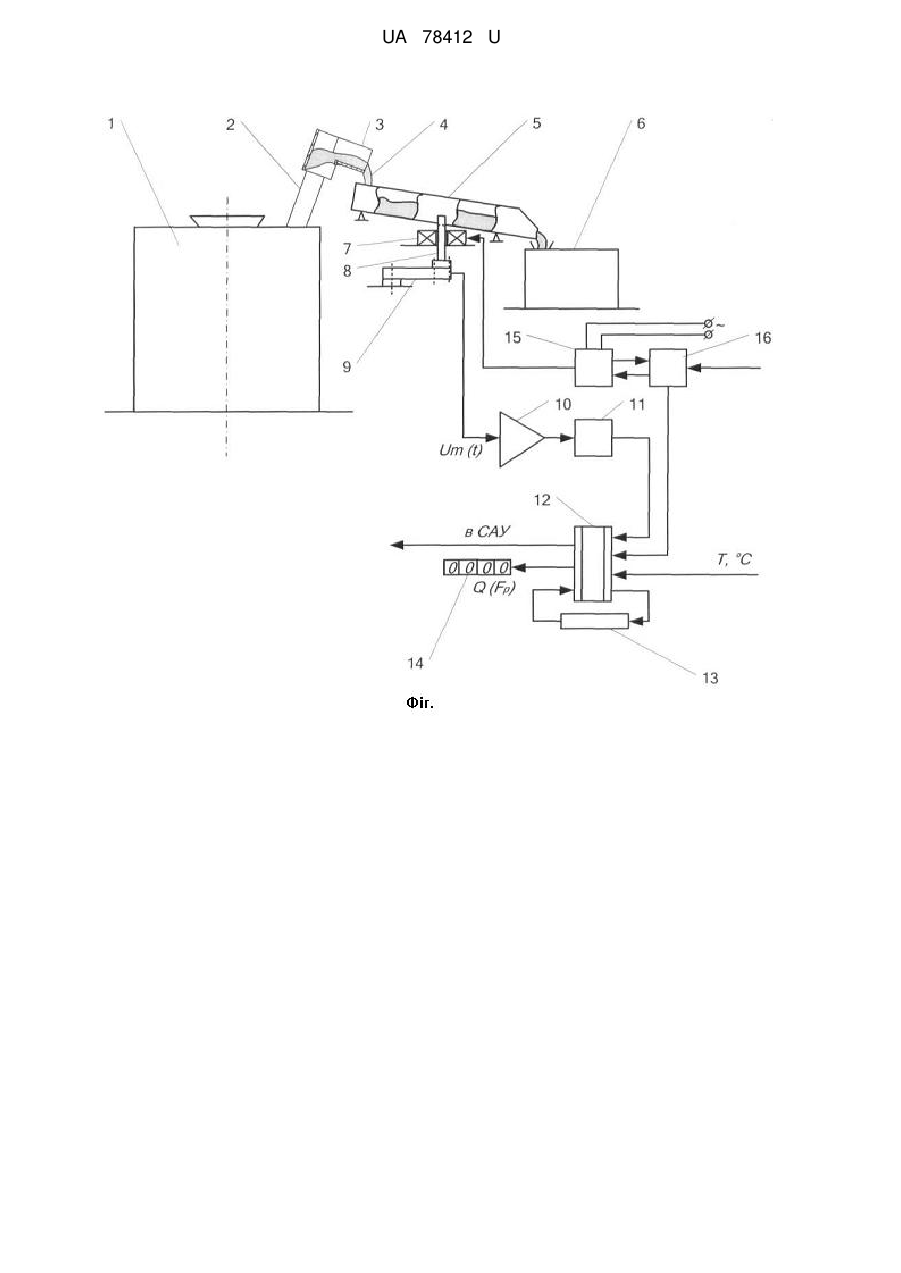
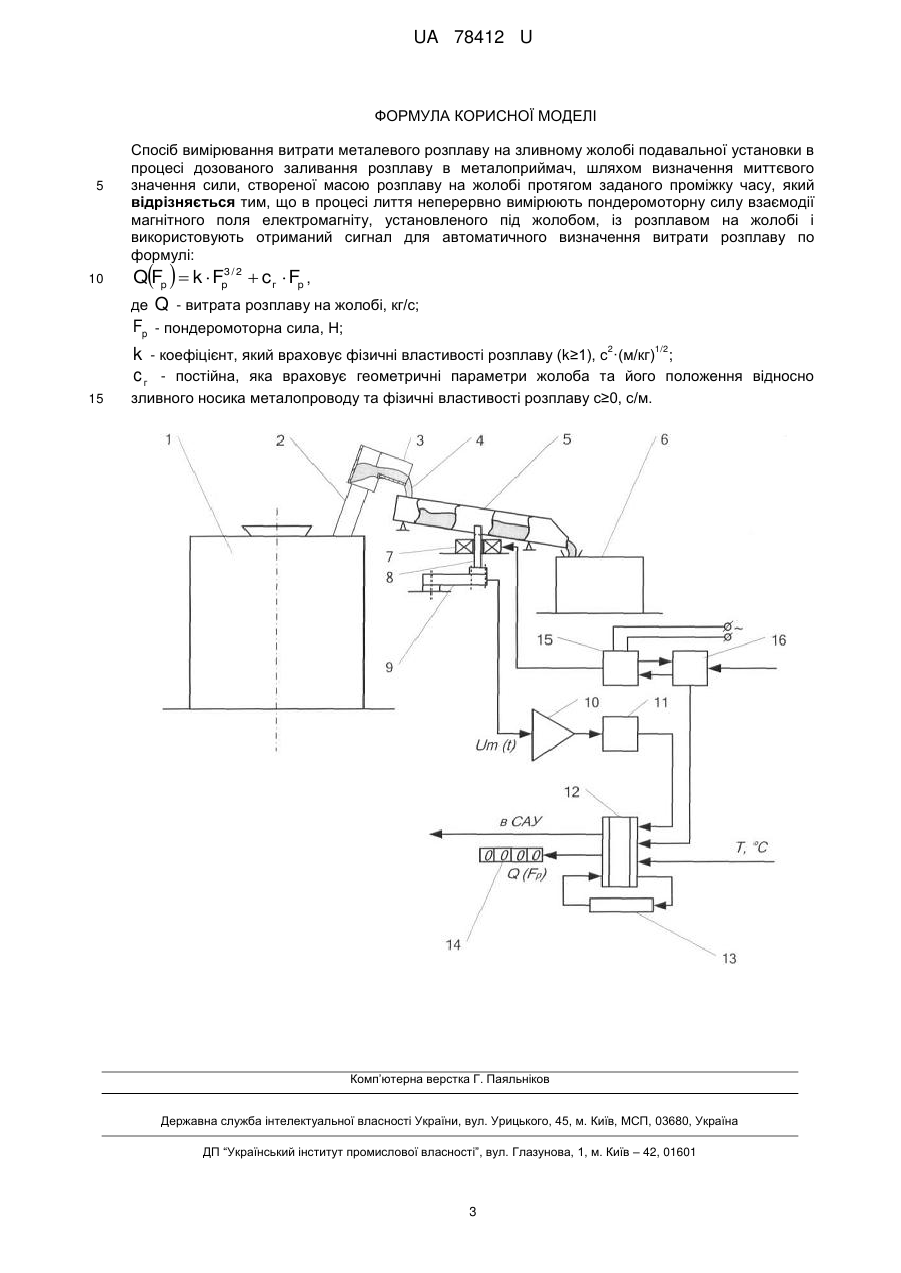
Реферат: Спосіб вимірювання витрати металевого розплаву на зливному жолобі подавальної установки в процесі дозованого заливання розплаву в металоприймач, шляхом визначення миттєвого значення сили, створеної масою розплаву на жолобі протягом заданого проміжку часу. В процесі лиття неперервно вимірюють пондеромоторну силу взаємодії магнітного поля електромагніта, установленого під жолобом, із розплавом на жолобі і використовують отриманий сигнал для автоматичного визначення витрати розплаву. UA 78412 U (54) СПОСІБ ВИМІРЮВАННЯ ВИТРАТИ МЕТАЛЕВОГО РОЗПЛАВУ НА ЗЛИВНОМУ ЖОЛОБІ UA 78412 U UA 78412 U 5 10 15 20 25 30 35 Корисна модель належить до вимірювальної техніки і може бути використаний в ливарному виробництві при дозованому заливанні металевих розплавів у метало приймачі, а також у металургійному виробництві в процесі неперервного лиття заготовок. Відомо спосіб вимірювання швидкості електропровідної рідини або електропровідного матеріалу [DE 19859009 (А1), B22D 11/16; G01P 3/50, опубл. 06.07.2000] на похилому жолобі подавальної установки шляхом визначення напруженості магнітного поля, створеного постійним магнітом чи електромагнітом, пропорційної швидкості рідини на жолобі. Недоліком цього способу є суттєвий вплив на результати вимірювань фізико-хімічних характеристик електропровідної рідини, а, особливо, металевих розплавів, що призводить до підвищення похибки вимірювань. Також відомо спосіб регулювання тиску при литті під низьким електромагнітним тиском [авт. свид. 1138238, SU, D22d 17/32 опубл. 07.02.1985, Бюл. № 5] системою індуктор-електромагніт, який полягає в тому, що зміну електромагнітного тиску здійснюють шляхом зміни напруги на електромагніті пропорційно силі його механічної реакції на пондеромоторну електромагнітну силу в активній зоні магнітодинамічної установки. Недоліком цього способу є низькі метрологічні показники при застосуванні його для вимірювання витрати розплаву, що обумовлено значною масою електромагніта, установленого на силовимірювальній платформі. Найбільш близьким до корисної моделі щодо технічної суті та досягнутого результату є спосіб вимірювання витрати рідких електропровідних середовищ у трубопроводах великого (13) (11) діаметра [Пат. 2002108501 А RU , G01F 1/58, опубл. 20.01.2004], який включає збудження знакоперемінного електромагнітного поля у потоці рідини, що контролюється, одним або кількома датчиками локальної швидкості, реалізованими у вигляді котушки збудження і системи електродів, розташованих на фіксованій глибині занурення, формування інформаційного сигналу по виміряній величині ЕРС, вимірювання площі поперечного перерізу трубопроводу, визначення середньої швидкості потоку і розрахунок об'ємної витрати рідини, причому розраховують фізичні параметри рідини: кінематичну в'язкість і число Рейнольдса, а також коефіцієнт швидкості не збудженого потоку. Недоліком прототипу є складність реалізації цього способу, особливо для вимірювання витрати металевого розплаву на зливному жолобі, а також недостатня точність і надійність процесу вимірювання витрати розплаву. В основу корисної моделі поставлена задача підвищення точності і надійності процесу вимірювання витрати розплаву на зливному жолобі. Поставлена задача вирішується тим, що запропонований спосіб вимірювання витрати металевого розплаву на зливному жолобі подавальної установки в процесі дозованого заливання розплаву в металоприймач шляхом визначення миттєвого значення сили, створеною масою розплаву на жолобі протягом заданого проміжку часу, передбачає те, що в процесі лиття неперервно вимірюють пондеромоторну силу взаємодії магнітного поля електромагніта, установленого під жолобом, із розплавом на жолобі і використовують отриманий сигнал для автоматичного визначення витрати розплаву по формулі: 3 QFp kф Fp / 2 cг Fp , 40 де Q Fp - витрата розплаву на жолобі, кг/с; 2 Fp - пондеромоторна сила, Н (кг·м/с ); k ф - коефіцієнт, який враховує фізичні властивості розплаву, геометричні параметри 2 45 1/2 жолоба (kр ≥ 1), с ·(м/кг) ; c г - постійна, яка враховує геометричні параметри жолоба, його положення відносно зливного носика металопроводу та фізичні властивості розплаву (с г ≥ 0), с/м; 2 в b 2 1/2 ; c ·(м/кг) kф 3/2 g Sr k m 2 в b c г 2g H2 H3 sin , с/м, g Sr k m де в - коефіцієнт вертикального стиснення потоку 0,75 0,85 ; - коефіцієнт бічного стиснення потоку, при h / b 1 , 0,85 0,9 ; - коефіцієнт швидкості 0,97 ; b - ширина зливного жолоба, м; 50 1 UA 78412 U 2 g - прискорення вільного падіння, м/с ; 3 - густина розплаву, кг/м ; S r - площа проекції дії електромагнітних сил електромагніта на горизонтальну площину 2 5 жолоба, м ; k m - коефіцієнт поправки на зміну об'єму взаємодії магнітного поля з розплавом в залежності від висоти потоку розплаву у жолобі над площиною Sr; - коефіцієнт внутрішнього тертя потоку розплаву у жолобі (коефіцієнт в'язкості); H2 - перепад рівнів між зливним носиком металопроводу та жолобом, м; H3 - перепад рівнів у жолобі між його початком та закінченням (де здійснюється заливання 10 15 20 25 30 35 40 45 50 55 та зливання розплаву з жолоба), м; - кут нахилу жолоба відносно горизонталі, рад. Запропонований спосіб дозволяє підвищити точність і надійність процесу вимірювання витрати металевого розплаву на зливному жолобі подавальної установки, наприклад магнітодинамічної завдяки безконтактному вимірюванню пондеромоторної сили взаємодії магнітного поля електромагніта з розплавом на жолобі. Суть корисної моделі пояснює креслення. На кресленні наведено структурно-функціональну схему пристрою, який реалізує спосіб вимірювання витрати металевого розплаву на зливному жолобі. Подавальний пристрій 1, наприклад, магнітодинамічна ливарна установка, має у своєму складі металопровід 2 із зливним носиком 3. Металевий розплав 4 з носика 3 надходить на зливний жолоб 5 і по ньому в металоприймач 6. Під жолобом 5 розміщено електромагніт 7, котушка якого закріплена на нерухомій основі, а сердечник 8 з'єднаний з силовим входом силовимірювального тензорезисторного датчика 9 також закріпленого на нерухомій основі. Між сердечником 8 і жолобом 5 передбачено невеликий (1-2 мм) повітряний зазор, а вісь сердечника 8 є перпендикулярною поздовжній осі жолоба 5. Вихід датчика 9 через підсилювач 10 і аналогоцифровий перетворювач 11 з'єднано з входом мікропроцесорного блока 12 з клавіатурою 13 та цифровим індикатором 14 миттєвого значення витрати розплаву 4 на жолобі 5. Живлення електромагніта 7 здійснюють від блока 15 живлення, підключеного до мережі змінного струму напругою 220 В і частотою 50 Гц та до блока 16 управління. Вихід блока 12 підключений до системи автоматичного управління (САУ) процесом заливання розплаву 4 по жолобу 5 у металоприймач 6 із подавального пристрою 1 у дискретному чи неперервному режимах (на схемі не показано). Процес вимірювання витрати металевого розплаву на зливному жолобі подавального пристрою відбувається наступним чином. У вихідному стані подавальний пристрій 1 і витратовимірювальна схема знаходяться в очікувальному режимі, а на індикаторі 14 висвітлені нулі в усіх розрядах. Після вмикання подавального пристрою 1 розплав 4 по металопроводу 2 з носика 3 починає надходити на жолоб 5 і з нього в металоприймач 6. Як тільки розплав 4 на жолобі 5 досягає сердечника 8 електромагніта 7 виникає пондеромоторна сила Fp, яка є результатом взаємодії магнітного поля електромагніта 7 з розплавом 4 на жолобі 5. Ця сила пропорційна миттєвому значенню маси об'єму розплаву, охопленого магнітним полем електромагніта 7 у площині, перпендикулярній потоку розплаву 4 на жолобі 5 і діє через повітряний зазор між сердечником 8 і жолобом 5 на силовий вхід датчика 9. Вихідний сигнал Um(t) датчика 9, пропорційний миттєвому значенню маси об'єму розплаву, охопленого магнітним полем електромагніта 7, через підсилювач 10 і аналого-цифровий перетворювач 11 надходить у мікропроцесорний блок 12, де по спеціальній програмі, в якій задіяна вищенаведена формула, формується сигнал Q(Fp), який відображається на цифровому індикаторі 14 і використовується в САУ для управління процесом заливання розплаву по жолобу 5 у металоприймач 6 в дискретному або неперервному режимах. Необхідною умовою якісної роботи цього пристрою, який реалізує запропонований спосіб вимірювання витрати металевого розплаву на зливному жолобі, є дотримання температури розплаву вище точки Кюрі для даного сплаву. Таким чином, запропонований спосіб, на відміну від прототипу та інших аналогів, дає змогу одержати новий технічний результат, виражений у підвищенні точності і надійності вимірювання витрати розплаву на зливному жолобі, за рахунок відсутності механічного зв'язку між силовимірювальним датчиком і зливним жолобом, що позитивно впливає на собівартість ливарної продукції. 2 UA 78412 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб вимірювання витрати металевого розплаву на зливному жолобі подавальної установки в процесі дозованого заливання розплаву в металоприймач, шляхом визначення миттєвого значення сили, створеної масою розплаву на жолобі протягом заданого проміжку часу, який відрізняється тим, що в процесі лиття неперервно вимірюють пондеромоторну силу взаємодії магнітного поля електромагніту, установленого під жолобом, із розплавом на жолобі і використовують отриманий сигнал для автоматичного визначення витрати розплаву по формулі: 3 QFp k Fp / 2 c г Fp , де Q - витрата розплаву на жолобі, кг/с; Fp - пондеромоторна сила, Н; k - коефіцієнт, який враховує фізичні властивості розплаву (k≥1), с2·(м/кг)1/2; c г - постійна, яка враховує геометричні параметри жолоба та його положення відносно 15 зливного носика металопроводу та фізичні властивості розплаву с≥0, с/м. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of flow rate of metal alloy at discharge channel
Автори англійськоюSlazhniev Mykola Andriiovych, Bohdan Kim Stepanovych, Moiseiev Yurii Vasyliovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюСпособ измерения расхода металлического расплава на сливном желобе
Автори російськоюСлажнев Николай Андреевич, Богдан Ким Степанович, Моисеев Юрий Васильевич, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: G01F 1/58, B22D 11/16
Мітки: вимірювання, витрати, зливному, розплаву, жолобі, металевого, спосіб
Код посилання
<a href="https://ua.patents.su/5-78412-sposib-vimiryuvannya-vitrati-metalevogo-rozplavu-na-zlivnomu-zholobi.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання витрати металевого розплаву на зливному жолобі</a>
Спосіб дегазації металевого розплаву
Номер патенту: 40713
Опубліковано: 27.04.2009
Автори: Захаров Микола Іванович, Овдієнко Олександр Олександрович, Недопьокін Федор Вікторович
МПК: C21C 7/00
Мітки: дегазації, спосіб, розплаву, металевого
Формула / Реферат:
Спосіб дегазації металевого розплаву, що включає його вакуумування, продувку аргоном, накладення на нього електростатичного поля, який відрізняється тим, що електростатичне поле накладають на металевий розплав напруженістю (1,0-2,0)·10+5 В/м.
Жолоб для випуску металевого розплаву із плавильного агрегату
Номер патенту: 47236
Опубліковано: 25.01.2010
Автори: Дрейко Олексій Іванович, Цуканов Владислав Іванович, Колєсников Дмитро Васильович, Крикунов Борис Петрович
МПК: F27D 3/15
Мітки: розплаву, жолоб, агрегату, металевого, плавильного, випуску
Формула / Реферат:
Жолоб для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус зі зливальним носком і приймальною частиною, у якій установлена скімерна перегородка, що не доходить до днища жолоба й утворює зазор для проходу металевого розплаву, футерований шлаковий канал для відводу шлаку з вогнетривкою заслінкою, установленою з можливістю підйому, який відрізняється тим, що шлаковий канал виконаний у вигляді камери, сполученої...
Спосіб теплової ізоляції металевого розплаву в ковші
Номер патенту: 23075
Опубліковано: 10.05.2007
Автори: Рябцев Анатолій Данилович, Ярошенко Олександр Павлович, Костиря Ігор Миколайович, Димніч Анатолій Харитонович, Мінаєв Олександр Анатолійович, Носоченко Олег Васильович, Ковура Олександр Борисович, Белий Олексій Петрович, Троянський Олександр Анатолійович
МПК: B22D 1/00
Мітки: ізоляції, ковші, розплаву, спосіб, металевого, теплової
Формула / Реферат:
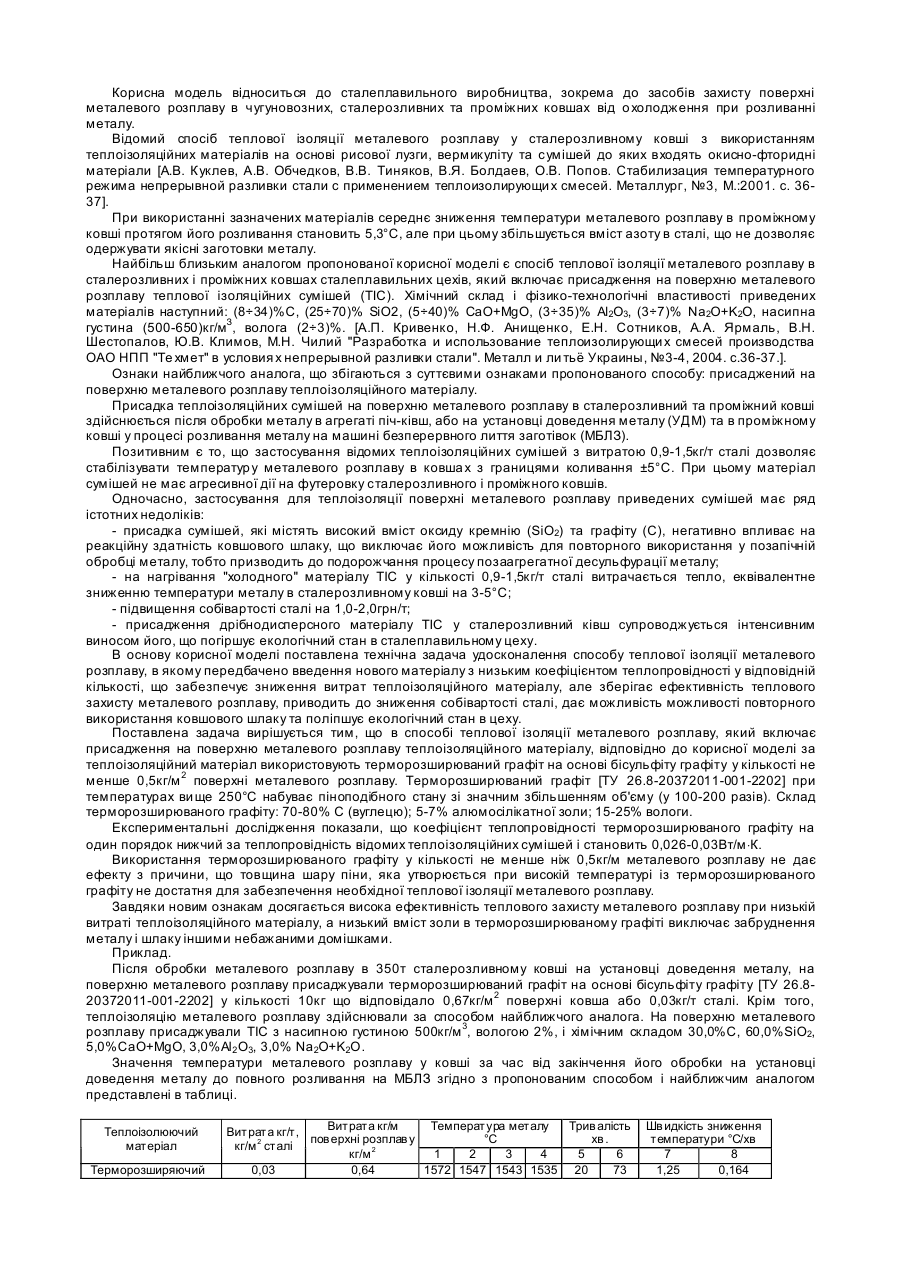
Спосіб теплової ізоляції металевого розплаву в ковші, який включає присадження на поверхню металевого розплаву теплоізоляційного матеріалу, який відрізняється тим, що як теплоізоляційний матеріал використовують терморозширюваний графіт на основі бісульфіту графіту у кількості не менше 0,5 кг/м2 поверхні металевого розплаву.
Спосіб теплової ізоляції металевого розплаву в ковші
Номер патенту: 84204
Опубліковано: 25.09.2008
Автори: Троянський Олександр Анатолійович, Носоченко Олег Васильович, Ковура Олександр Борисович, Ярошенко Олександр Павлович, Димніч Анатолій Харитонович, Рябцев Анатолій Данилович, Мінаєв Олександр Анатолійович, Костиря Ігор Миколайович, Белий Олексій Петрович
МПК: B22D 27/04, B22D 1/00
Мітки: теплової, ізоляції, спосіб, розплаву, металевого, ковші
Формула / Реферат:
Спосіб теплової ізоляції металевого розплаву в ковші, який включає присадження на поверхню металевого розплаву теплоізоляційного матеріалу, який відрізняється тим, що як теплоізоляційний матеріал використовують терморозширюваний графіт на основі бісульфіту графіту у кількості – не менше 0,5 кг/м поверхні металевого розплаву.
Спосіб теплової ізоляції поверхні металевого розплаву в ковші
Номер патенту: 76707
Опубліковано: 10.01.2013
Автори: Колєсников Дмитро Васильович, Яковенко Анатолій Тимофійович, Богославський Юрій Анатолійович, Бушуєва Наталія Анатоліївна, Крикунов Борис Петрович, Кривицький Дмитро Володимирович, Дорофєєв Олександр Вікторович, Рудь Антон Вікторович, Цуканов Владислав Іванович
МПК: B22D 41/00
Мітки: ковші, теплової, спосіб, металевого, поверхні, ізоляції, розплаву
Формула / Реферат:
1. Спосіб теплової ізоляції поверхні металевого розплаву в ковші, що включає подачу здрібненого алюмокремнієвого вуглецевмісного теплоізолюючого матеріалу на поверхню металевого розплаву, який відрізняється тим, що як алюмокремнієвий вуглецевмісний матеріал подають лом вогнетривкого бетону або набивної маси для жолобів доменних печей при наступному співвідношенні компонентів, мас. %: оксид кремнію 30,0-50,0; оксид алюмінію 40,0-50,0;...
Попередній патент: Дистанційний датчик поперечних коливань об’єктів
Наступний патент: Вентиляційна вставка захисного одягу від кровосисних і жалких комах
Випадковий патент: Альтернативне паливо і спосіб його приготування