Жолоб для випуску металевого розплаву із плавильного агрегату
Номер патенту: 47236
Опубліковано: 25.01.2010
Автори: Колєсников Дмитро Васильович, Цуканов Владислав Іванович, Крикунов Борис Петрович, Дрейко Олексій Іванович

Формула / Реферат
Жолоб для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус зі зливальним носком і приймальною частиною, у якій установлена скімерна перегородка, що не доходить до днища жолоба й утворює зазор для проходу металевого розплаву, футерований шлаковий канал для відводу шлаку з вогнетривкою заслінкою, установленою з можливістю підйому, який відрізняється тим, що шлаковий канал виконаний у вигляді камери, сполученої з бічною стінкою корпуса, вогнетривка заслінка встановлена в бічній стінці корпуса в місці її сполучення з камерою, при цьому верхня крайка скімерної перегородки розташована нижче верхньої крайки корпуса, а зливальний носок виконаний шириною, рівною 1,0-1,2 ширині днища жолоба.
Текст
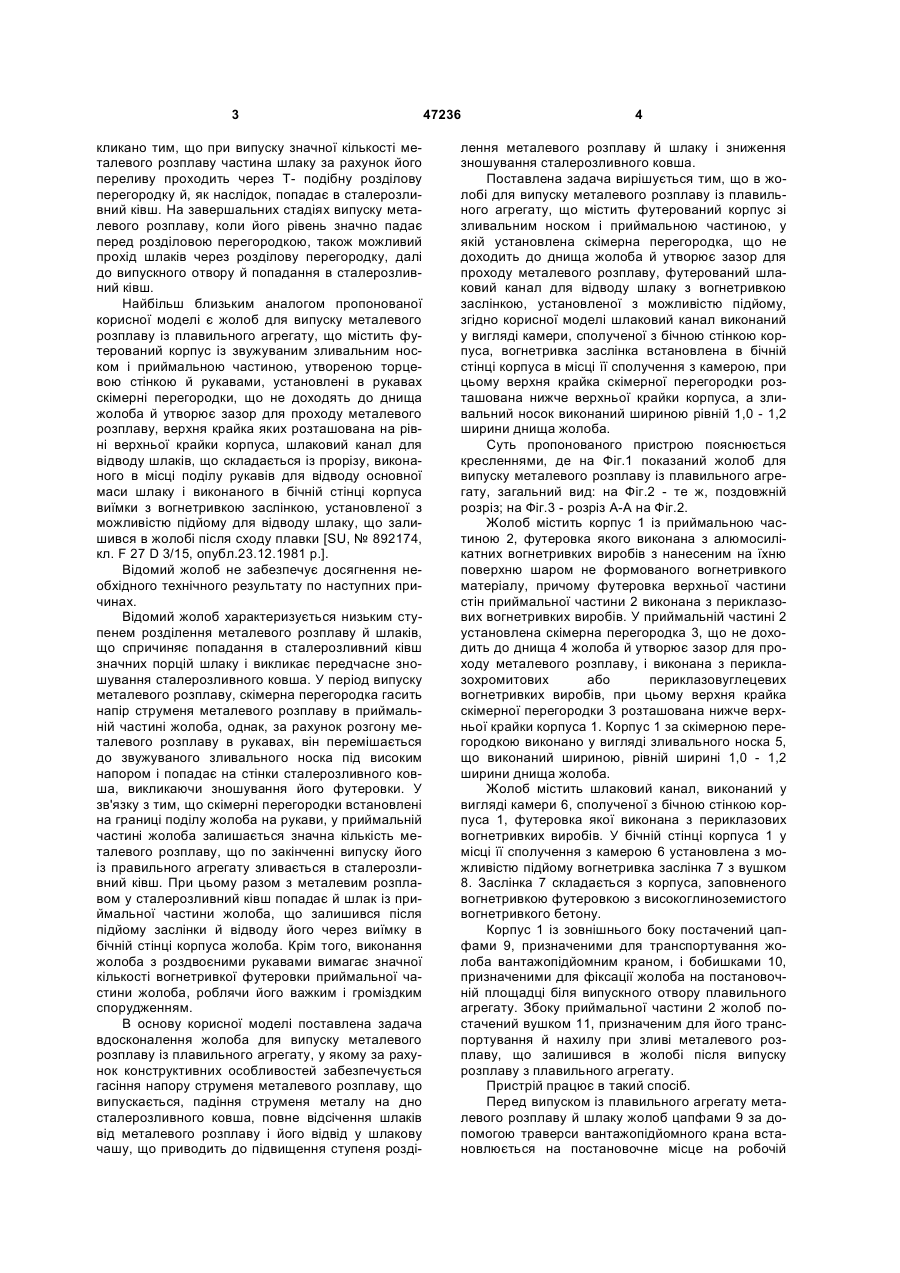
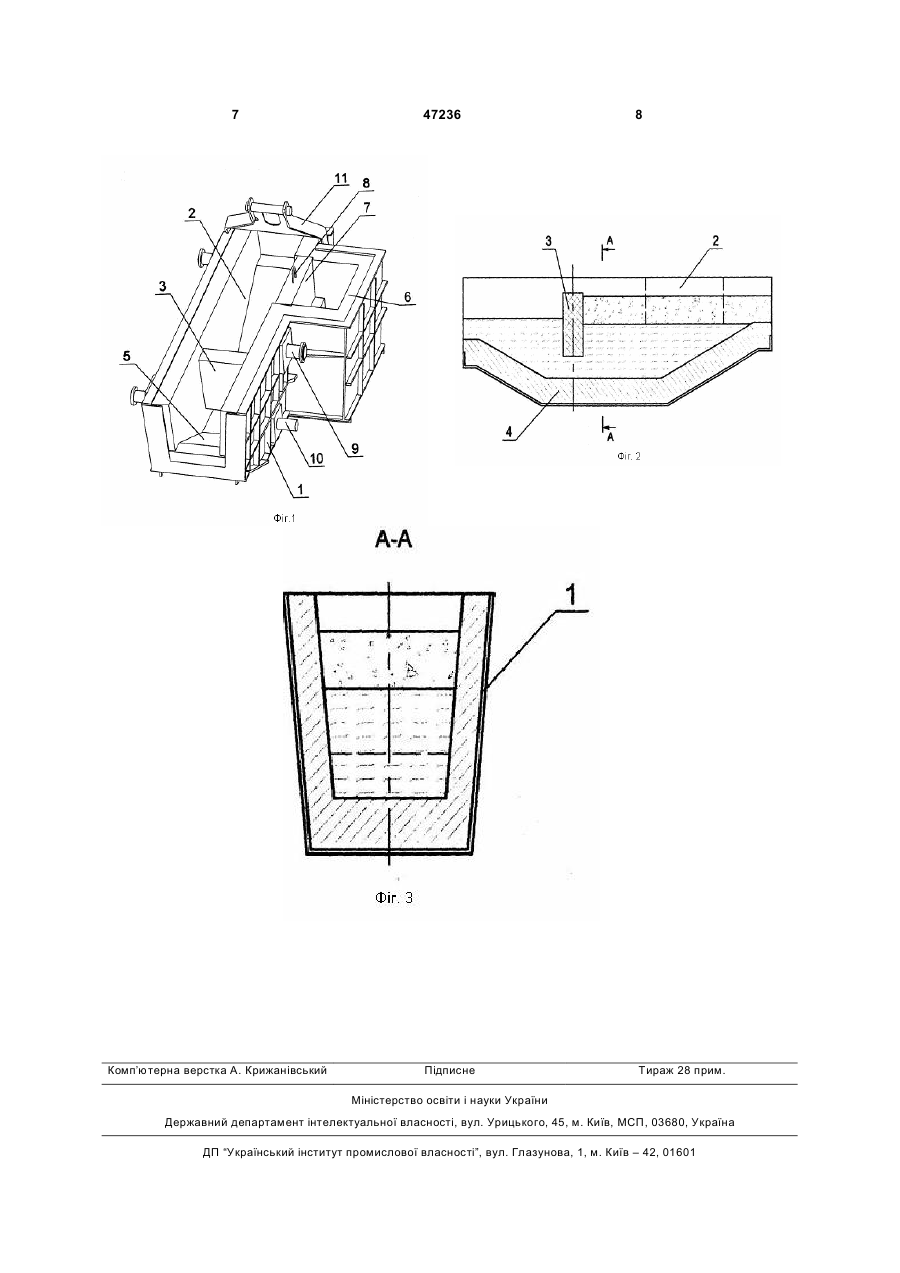
Жолоб для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус зі зливальним носком і приймальною частиною, у якій установлена скімерна перегородка, 3 кликано тим, що при випуску значної кількості металевого розплаву частина шлаку за рахунок його переливу проходить через Т- подібну розділову перегородку й, як наслідок, попадає в сталерозливний ківш. На завершальних стадіях випуску металевого розплаву, коли його рівень значно падає перед розділовою перегородкою, також можливий прохід шлаків через розділову перегородку, далі до випускного отвору й попадання в сталерозливний ківш. Найбільш близьким аналогом пропонованої корисної моделі є жолоб для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус із звужуваним зливальним носком і приймальною частиною, утвореною торцевою стінкою й рукавами, установлені в рукавах скімерні перегородки, що не доходять до днища жолоба й утворює зазор для проходу металевого розплаву, верхня крайка яких розташована на рівні верхньої крайки корпуса, шлаковий канал для відводу шлаків, що складається із прорізу, виконаного в місці поділу рукавів для відводу основної маси шлаку і виконаного в бічній стінці корпуса виїмки з вогнетривкою заслінкою, установленої з можливістю підйому для відводу шлаку, що залишився в жолобі після сходу плавки [SU, № 892174, кл. F 27 D 3/15, опубл.23.12.1981 p.]. Відомий жолоб не забезпечує досягнення необхідного технічного результату по наступних причинах. Відомий жолоб характеризується низьким ступенем розділення металевого розплаву й шлаків, що спричиняє попадання в сталерозливний ківш значних порцій шлаку і викликає передчасне зношування сталерозливного ковша. У період випуску металевого розплаву, скімерна перегородка гасить напір струменя металевого розплаву в приймальній частині жолоба, однак, за рахунок розгону металевого розплаву в рукавах, він перемішається до звужуваного зливального носка під високим напором і попадає на стінки сталерозливного ковша, викликаючи зношування його футеровки. У зв'язку з тим, що скімерні перегородки встановлені на границі поділу жолоба на рукави, у приймальній частині жолоба залишається значна кількість металевого розплаву, що по закінченні випуску його із правильного агрегату зливається в сталерозливний ківш. При цьому разом з металевим розплавом у сталерозливний ківш попадає й шлак із приймальної частини жолоба, що залишився після підйому заслінки й відводу його через виїмку в бічній стінці корпуса жолоба. Крім того, виконання жолоба з роздвоєними рукавами вимагає значної кількості вогнетривкої футеровки приймальної частини жолоба, роблячи його важким і громіздким спорудженням. В основу корисної моделі поставлена задача вдосконалення жолоба для випуску металевого розплаву із плавильного агрегату, у якому за рахунок конструктивних особливостей забезпечується гасіння напору струменя металевого розплаву, що випускається, падіння струменя металу на дно сталерозливного ковша, повне відсічення шлаків від металевого розплаву і його відвід у шлакову чашу, що приводить до підвищення ступеня розді 47236 4 лення металевого розплаву й шлаку і зниження зношування сталерозливного ковша. Поставлена задача вирішується тим, що в жолобі для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус зі зливальним носком і приймальною частиною, у якій установлена скімерна перегородка, що не доходить до днища жолоба й утворює зазор для проходу металевого розплаву, футерований шлаковий канал для відводу шлаку з вогнетривкою заслінкою, установленої з можливістю підйому, згідно корисної моделі шлаковий канал виконаний у вигляді камери, сполученої з бічною стінкою корпуса, вогнетривка заслінка встановлена в бічній стінці корпуса в місці її сполучення з камерою, при цьому верхня крайка скімерної перегородки розташована нижче верхньої крайки корпуса, а зливальний носок виконаний шириною рівній 1,0 - 1,2 ширини днища жолоба. Суть пропонованого пристрою пояснюється кресленнями, де на Фіг.1 показаний жолоб для випуску металевого розплаву із плавильного агрегату, загальний вид: на Фіг.2 - те ж, поздовжній розріз; на Фіг.3 - розріз А-А на Фіг.2. Жолоб містить корпус 1 із приймальною частиною 2, футеровка якого виконана з алюмосилікатних вогнетривких виробів з нанесеним на їхню поверхню шаром не формованого вогнетривкого матеріалу, причому футеровка верхньої частини стін приймальної частини 2 виконана з периклазових вогнетривких виробів. У приймальній частині 2 установлена скімерна перегородка 3, що не доходить до днища 4 жолоба й утворює зазор для проходу металевого розплаву, і виконана з периклазохромитових або периклазовуглецевих вогнетривких виробів, при цьому верхня крайка скімерної перегородки 3 розташована нижче верхньої крайки корпуса 1. Корпус 1 за скімерною перегородкою виконано у вигляді зливального носка 5, що виконаний шириною, рівній ширині 1,0 - 1,2 ширини днища жолоба. Жолоб містить шлаковий канал, виконаний у вигляді камери 6, сполученої з бічною стінкою корпуса 1, футеровка якої виконана з периклазових вогнетривких виробів. У бічній стінці корпуса 1 у місці її сполучення з камерою 6 установлена з можливістю підйому вогнетривка заслінка 7 з вушком 8. Заслінка 7 складається з корпуса, заповненого вогнетривкою футеровкою з високоглиноземистого вогнетривкого бетону. Корпус 1 із зовнішнього боку постачений цапфами 9, призначеними для транспортування жолоба вантажопідйомним краном, і бобишками 10, призначеними для фіксації жолоба на постановочній площадці біля випускного отвору плавильного агрегату. Збоку приймальної частини 2 жолоб постачений вушком 11, призначеним для його транспортування й нахилу при зливі металевого розплаву, що залишився в жолобі після випуску розплаву з плавильного агрегату. Пристрій працює в такий спосіб. Перед випуском із плавильного агрегату металевого розплаву й шлаку жолоб цапфами 9 за допомогою траверси вантажопідйомного крана встановлюється на постановочне місце на робочій 5 47236 площадці біля випускного отвору агрегату й фіксується бобишками 10, що запобігають його зсув. Під час випуску із плавильного агрегату металевий розплав заповнює приймальну частину 2 жолоба, проходить під скімерною перегородкою З через зазор і через зливальний носок 5 зливається в сталерозливний ківш. Скімерна перегородка 3 гасить напір струменя металевого розплаву, випливаючого через випускний отвір агрегату, що забезпечує ламінарне витікання розплаву з жолоба в сталерозливний ківш. При цьому струмінь розплаву падає на дно ковша, оскільки зливальний носок 5 виконаний шириною, рівній ширині 1,0 - 1,2 ширини днища жолоба. Конструкція скімерної перегородки 3 при розташуванні її верхньої крайки нижче верхньої крайки корпуса 1 забезпечує при більше інтенсивному випуску металевого розплаву із плавильного агрегату й переповненні приймальної частини 2 жолоба контрольований перелив металевого розплаву через скімерну перегородку 3. При зменшенні кількості металевого розплаву в плавильному агрегаті по ходу випуску його з агрегату, напір струменя металевого розплаву знижується й перелив металу через скімерну перегородку 3 припиняється. Наприкінці випуску поступаючий разом з металевим розплавом пічний шлак затримується скімерною перегородкою 3, відбувається підйом його рівня через різницю густини металевого розплаву й шлаку. Потім вогнетривка заслінка 7 піднімається за допомогою зачеплення за вушко 8 лебідкою й шлак через камеру 6 відводиться в шлакову чашу. По закінченні випуску металевого розплаву жолоб за допомогою зачеплення траверси вантажопідйомного крана за цапфи 9 і вушко 11 транспортується до ковша для зливу залишків металевого розплаву й шлаку. Приклад. 6 Для мартенівського цеху філії «Металургійний комплекс» ЗАТ «Донецьксталь-МЗ» були визначені оптимальні розміри жолоба пропонованої конструкції для випуску стали з 150-тонної мартенівської печі. У таблиці наведені геометричні параметри жолоба для 150-тонних мартенівських печей, де L - загальна довжина корпуса жолоба; L1 - довжина частини днища корпуса, установлюваного на задню площадку печі; L2 - довжина похилої частини корпуса жолоба суміжною з піччю; b - ширина робочого простору жолоба на рівні днища; b1 - ширина робочого простору жолоба на рівні нижньої крайки скімерної перегородки; b2 - ширина робочого простору жолоба на рівні його верхньої крайки; h - висота робочого простору жолоба від поверхні вогнетривкої футеровки днища до верхньої крайки жолоба; h1 - зазор між поверхнею вогнетривкої футеровки днища й нижньою крайкою скімерної перегородки (збільшується в процесі експлуатації за рахунок зношування вогнетривкого матеріалу скімерної перегородки, дана конструкція жолоба забезпечує відсічення шлаків при величині зазору від 180мм до 300мм); h2 - висота зливального носка жолоба щодо поверхні футеровки днища (збільшується під час обслуговування жолоба в періоди між випусками сталі залежно від стану вогнетривкої футеровки сталевипускного отвору печі й жолоба шляхом укладання вогнетривкої цегли); h3 - рівень металу в жолобі; h5 - рівень металу й шлаків у жолобі; hф - товщина футеровки днища жолоба; Н – повна висота корпуса жолоба; a - кут нахилу стінок корпуса жолоба щодо днища; В - ширина корпуса жолоба на рівні верхньої крайки. Таблиця Позначення Розмір L L1 3600 1480 Геометричні параметри жолоба 150-тонної мартенівської печі, мм L2 b b1 b2 h h1 h2 h3 h5 hф H В a, ° 180- 3501220 535 573 710 940 513 755 200 1140 1010 85 300 410 Жолоб пропонованої конструкції був випробуваний при випуску сталі з мартенівської печі філії «Металургійний комплекс» ЗАТ «ДонецькстальМЗ». При випробуванні жолоба в результаті зношування вогнетривкого матеріалу діаметр сталевипускного отвору 150-тонної мартенівської печі змінювалася з 120 мм до 200мм. Тривалість випуску металевого розплаву становила від 10хв.до 25хв. у середньому 13хв. і при збільшенні діаметра сталевипускного отвору тривалість випуску металевого розплаву знижувалася. Установлено, що прийнятний ступінь повноти відсічення пічного шлаку жолобом обмежується величиною діаметра сталевипускного отвору й величиною зазору під скімерною перегородкою. На відміну від відомого жолоба - найближчого аналога ефективність роботи пропонованого жолоба в меншому ступені за лежить від стану випускного отвору сталеплавильної печі. Крім того, коректування параметрів жолоба в процесі його експлуатації здійснювали за рахунок зміни конструктивних розмірів вогнетривкої футеровки. При збільшенні зазору між днищем жолоба й нижньою крайкою скімерної перегородки внаслідок зношування вогнетривів збільшували висоту носка жолоба (зміна розміру h2) шляхом укладання одного або декількох рядів вогнетривких виробів. Конструкція жолоба дозволяє розміщати на одній осі сталерозливний ківш і шлакові чаші, що дозволяє визволити площі цеху, що зайняті під установку шлакової чаші. Використання пропонованої корисної моделі приводить до підвищення ступеня розділення металевого розплаву й шлаку і зниження зношування сталерозливного ковша. 7 Комп’ютерна верстка А. Крижанівський 47236 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTrough for discharge of metal melt from melting unit
Автори англійськоюKrikunov Borys Petrovich, Koliesnykov Dmytro Vasyliovych, Dreiko Oleksii Ivanovych, Tsukanov Vladyslav Ivanovych
Назва патенту російськоюЖелоб для выпуска металлического расплава из плавильного агрегата
Автори російськоюКрикунов Борис Петрович, Колесников Дмитрий Васильевич, Дрейко Алексей Иванович, Цуканов Владислав Иванович
МПК / Мітки
МПК: F27D 3/15
Мітки: металевого, жолоб, розплаву, плавильного, агрегату, випуску
Код посилання
<a href="https://ua.patents.su/4-47236-zholob-dlya-vipusku-metalevogo-rozplavu-iz-plavilnogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Жолоб для випуску металевого розплаву із плавильного агрегату</a>
Жолоб для випуску розплаву із плавильного агрегату
Номер патенту: 25278
Опубліковано: 30.10.1998
Автори: Курдюков Анатолій Андрійович, Набатчіков Володимир Романович, Гріневич Ігор Петрович, Ярославцев Юрій Григорович, Голубєв Володимир Іванович, Буга Ілля Дмитрович
МПК: C21C 5/28
Мітки: випуску, плавильного, розплаву, агрегату, жолоб
Формула / Реферат:
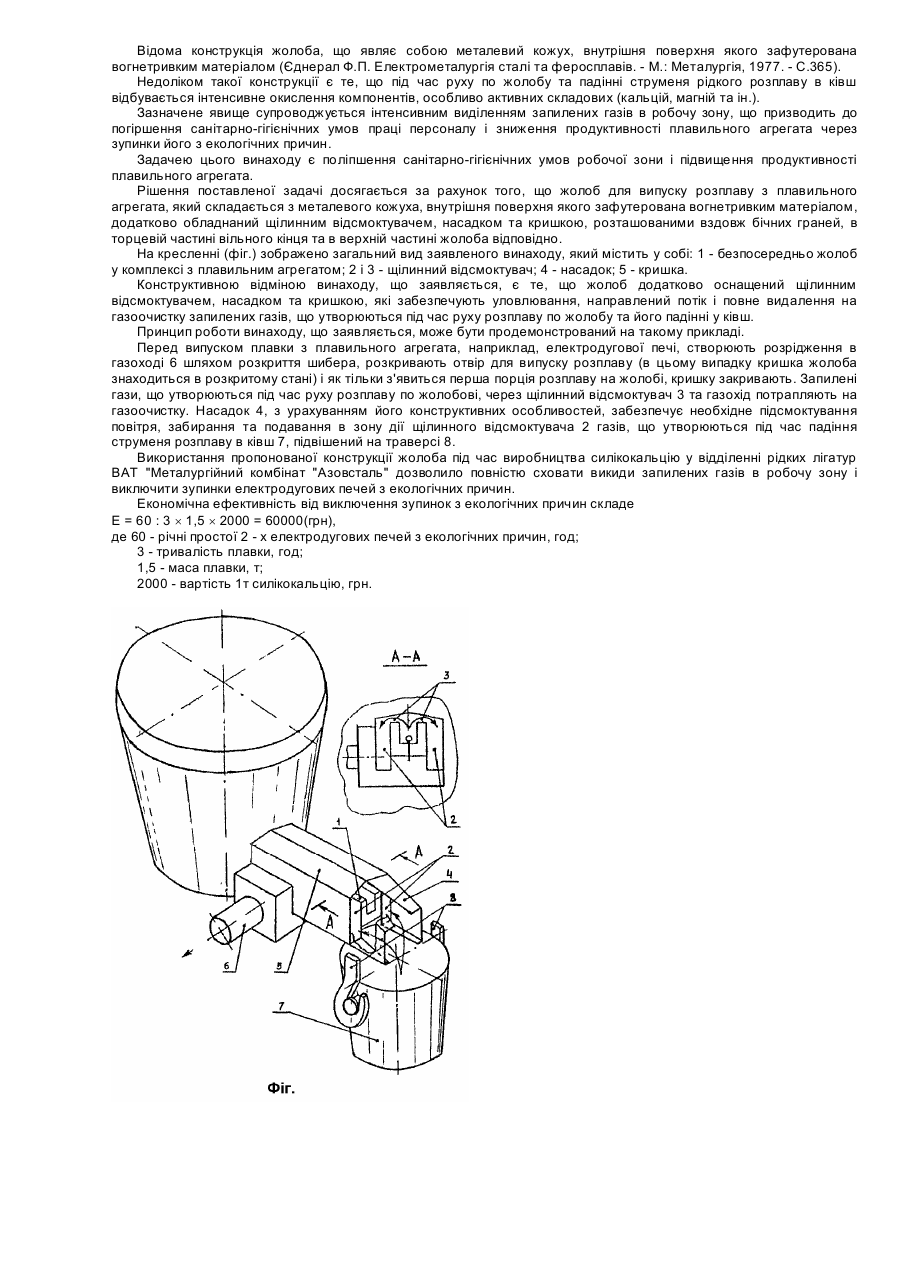
Жолоб для випуску розплаву із плавильного агрегату, що складається з металевого кожуха, внутрішня поверхня якого зафутерована вогнетривким матеріалом, який відрізняється тим, що він додатково оснащений щілинним відсмоктувачем, насадком та кришкою, розташованими вздовж бічних граней, в торцевій частині вільного кінця та в верхній частині жолоба, відповідно.
Пристрій для запобігання витіканню шлаку при випуску металевого розплаву
Номер патенту: 73994
Опубліковано: 17.10.2005
Автор: Зік Хорст
МПК: B22D 43/00, F27B 3/19, C21C 5/46
Мітки: запобігання, пристрій, шлаку, розплаву, металевого, витіканню, випуску
Формула / Реферат:
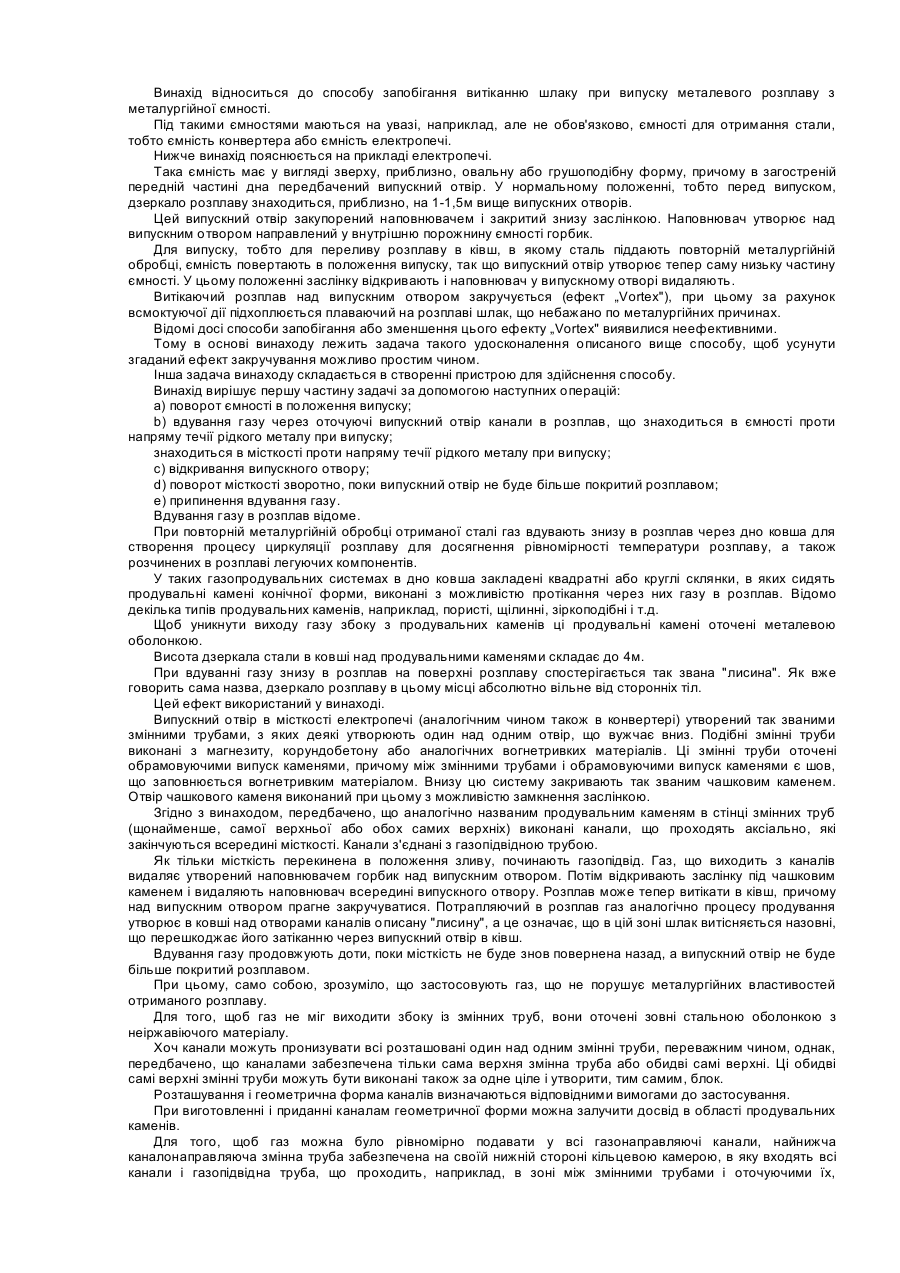
1. Пристрій для запобігання витіканню шлаку при випусканні металевого розплаву з металургійної ємності, в якій випускний отвір утворений виконаними із зносостійкого вогнетривкого матеріалу, розташованими одна над одною змінними трубами, які оточені обрамовуючими випуск каменями, причому нижній кінець утвореної таким чином змінної системи випуску утворений чашковим каменем, до якого прилягає замикаюча отвір заслінка, який відрізняється тим, що...
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Живченко Володимир Семенович, Олійник Юрій Володимирович, Олійник Юрій Іванович, Цибулевський Олександр Еріковіч
МПК: C21C 7/00
Мітки: спосіб, основі, розплаву, металевого, обробки, заліза, позапічної
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша
Номер патенту: 16077
Опубліковано: 17.07.2006
Автори: Чорний Олександр Микитович, Цапі Ігор Григорович, Маковенко Анатолій Павлович, Крівченко Юрій Сергійович, Волкова Любов Леонидовна, Травинчев Олексій Анатолійович, Васильєва Наталія Сергіївна, Гладун Володимир Вікторович, Ковура Олександр Борисович, Бичков Сергій Васильович, Аріст Леонід Михайлович, Голубєв Володимир Іванович
МПК: C21C 7/00
Мітки: подавання, підготування, агрегату, спосіб, сипких, плавильного, ковша, матеріалів, сталерозливного
Формула / Реферат:
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша, що включає транспортування сипких матеріалів магістральним конвеєром з скидальними візками, завантаження в приймальні бункери, подальшу їхню подачу у вагові дозатори, розвантаження в збірні бункери, видачу з них, переміщення, введення до плавильного агрегату та сталерозливного ковша, який відрізняється тим, що розвантаження сипких матеріалів з...
Спосіб видалення пилогазової фази з плавильного агрегату і пристрій для його здійснення
Номер патенту: 83990
Опубліковано: 10.09.2008
Автори: Тіщенко Антон Петрович, Тімошенко Сергій Миколайович, Кондрахін Віталій Петрович, Тіщенко Петро Ілліч, Підберезкін Жорж Павлович, Грушко Ігор Анатолійович
МПК: F27D 17/00, C22B 9/21
Мітки: спосіб, плавильного, агрегату, видалення, пилогазової, фазі, здійснення, пристрій
Формула / Реферат:
1. Спосіб видалення пилогазової фази з плавильного агрегату, що включає створення розрідження і закручення потоку пилогазової фази, який відрізняється тим, що закручення пилогазової фази здійснюють у протилежних напрямках при взаємному перетинанні бічних поверхонь двох обертових потоків.2. Пристрій для видалення пилогазової фази з плавильного агрегату, що містить вертикальну циліндричну камеру і патрубок, розташований тангенціально до...
Попередній патент: Спосіб ідентифікації стискального зусилля адаптивного робота
Наступний патент: Пристрій імпульсної подачі електродного дроту
Випадковий патент: Система дублюючих педалей