Спосіб ультразвукового вимірювання товщини матеріалів та виробів
Номер патенту: 79972
Опубліковано: 13.05.2013
Автори: Найда Володимир Львович, Куц Юрій Васильович, Олійник Юрій Анатолійович, Монченко Олена Володимирівна

Формула / Реферат
Спосіб ультразвукового вимірювання товщини матеріалів та виробів, що включає формування акустичного зондуючого сигналу, введення його в об'єкт контролю (ОК), приймання сигналу після його поширення в ОК, визначення фазових характеристик зондуючого і відбитого сигналів, обчислення товщини об'єкту за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для формування акустичного зондуючого сигналу використовують фазоманіпульований радіоімпульсний сигнал, а затримку поширення сигналу вимірюють як різницю часових положень стрибків фазових характеристик зондуючого та відбитого сигналів.
Текст
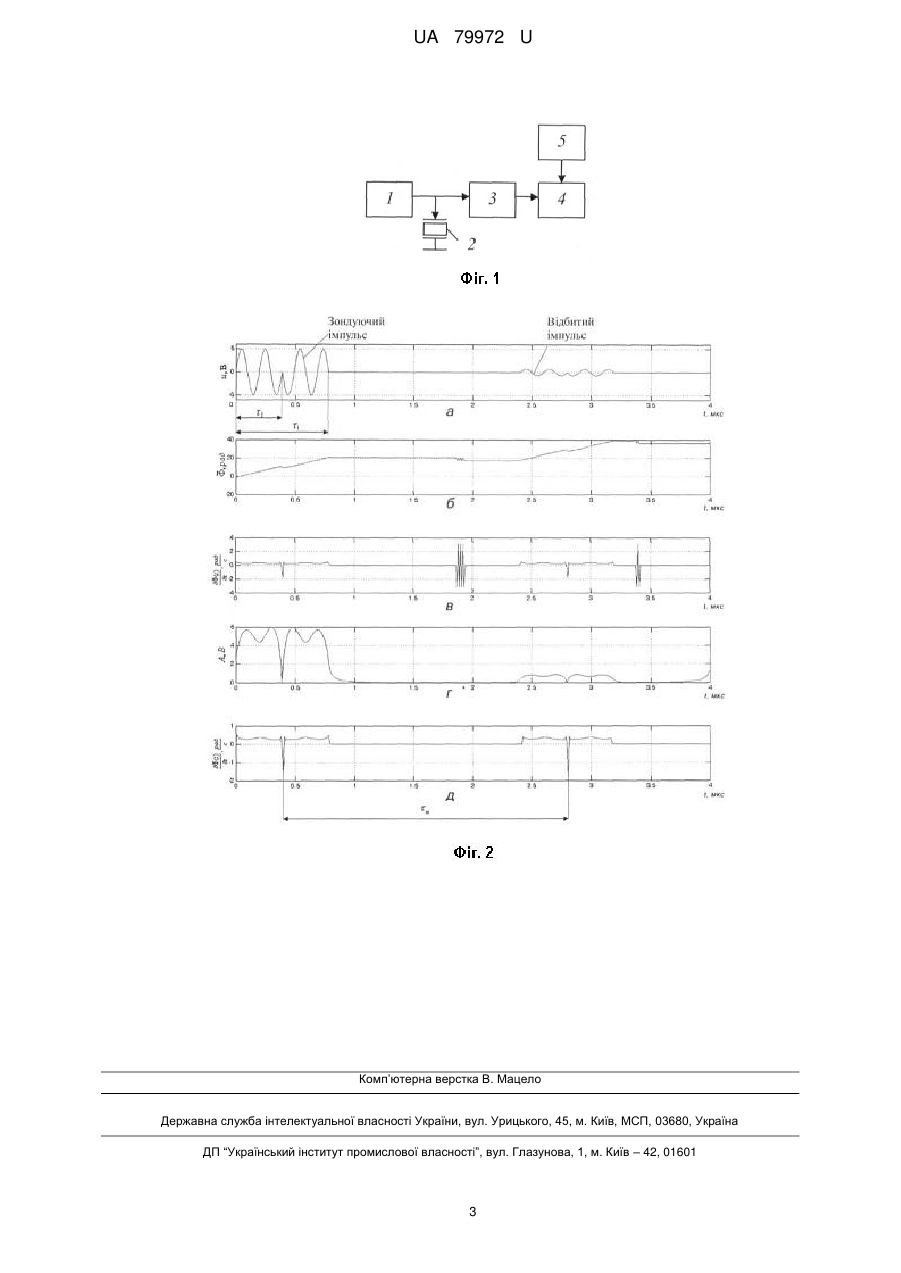
Реферат: UA 79972 U UA 79972 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до луна-імпульсної ультразвукової товщинометрії і призначена для прецизійного вимірювання товщини матеріалів та виробів. Відомий спосіб луна-імпульсної ультразвукової товщинометрії, що включає формування зондуючого радіоімпульсного сигналу, введення його в об'єкт контролю (ОК), приймання донного сигналу після його проходження через ОК, обчислення товщини ОК за відомою швидкістю поширення сигналу в ОК та часом поширення, який визначається за затримкою між обвідними зондуючого та донного сигналів [1]. Недоліком даного способу є наявність значної похибки, яка пов'язана з кінцевою тривалістю ультразвукового імпульсу і залежить від періоду коливань. В результаті дії випадкових чинників вимірювання часу поширення сигналу може бути виконано з похибкою що може сягати періоду коливань. Для зменшення похибки вимірювання за цим способом підвищують крутість фронту зондуючих імпульсів, що потребує розширення смуги частот, що, в свою чергу, призводить до зниження чутливості [2]. Найбільш близьким аналогом до корисної моделі, що заявляється, є спосіб луна-імпульсної ультразвукової товщинометрії, що включає формування акустичного зондуючого радіоімпульсного сигналу, введення його в ОК, приймання сигналу після його поширення в об'єкті, обчислення його товщини за часом затримки сигналу та відомою швидкістю поширення, у якому визначається фазова характеристика суми зондуючого і відбитого сигналу, а затримка поширення сигналу в ОК вимірюється за часовим положенням спотворення фазової характеристики сигналу (ФХС), яке виникає внаслідок накладання зондуючих та відбитих радіоімпульсів [3]. Цей спосіб має обмеження, пов'язані зі співвідношенням між вимірюваною товщиною матеріалу й тривалістю зондуючого імпульсу. Вимірювання затримки по ФХС, у цілому, дозволяє підвищити точність вимірювання, однак, за певних умов, чутливість цього способу залежить від співвідношення фаз зондуючого і відбитого сигналів, а також товщини ОК і тривалості сигналу, що вимагає додаткового підстроювання частоти сигналу для кожного ОК. В основу корисної моделі поставлена задача удосконалити спосіб ультразвукового вимірювання товщини матеріалів та виробів. Поставлена задача вирішується тим, що спосіб ультразвукового вимірювання товщини матеріалів та виробів включає формування акустичного зондуючого сигналу, введення його в ОК, приймання сигналу після його поширення в ОК, визначення фазових характеристик зондуючого і відбитого сигналів, обчислення товщини об'єкту за часом затримки сигналу та відомою швидкістю поширення сигналу, у якому згідно з корисною моделлю формують фазоманіпульований акустичний зондуючий сигнал, а затримку поширення сигналу вимірюють як різницю часових положень стрибків фазових характеристик зондуючого та відбитого сигналів. Введення і отримання ультразвукового сигналу з ОК відбувається за допомогою суміщеного п'єзоелектричного перетворювача. На фіг. 1. зображено блок-схему пристрою, який реалізує запропонований спосіб і який містить: 1- програмований генератор сигналів, 2 - суміщений п'єзоелектричний перетворювач П211-5-П20, 3 - одноканальний дефектоскоп Socomate USPC 3100 LA, 4 - персональний комп'ютер, 5 - блок математичного забезпечення. На фіг. 2 зображено типові сигнали ультразвукової товщинометрії: фіг. 2.а - зондуючий та ~ відбитий сигнали; фіг. 2.б, в - графік розрахованої фазової характеристики сигналу Ф( t ) та її ~ ~ похідної Ф( t ) фіг. 2.г - графік обвідної A( t ) сигналу u(t ) ; фіг. 2.д - графік функції Ф( t ) t t стробованої за обвідною A( t ) . Спосіб реалізується на прикладі відомих функціональних блоків та пристроїв (див. фіг. 1). Генератором 1 формують фазоманіпульований радіоімпульсний сигнал виду U sin 2ft, t 0, 1, (1) u( t ) U sin 2ft, t 1, i , , 0, t i, Tn , де U - амплітуда сигналу, f - частота заповнення радіоімпульсу, 1 - момент маніпуляції фази, i - тривалість радіоімпульсу, Tn - період повторення радіоімпульсів. 50 Сигнал u(t ) подають на суміщений п'єзоелектричний перетворювач 2, який перетворює електричний сигнал в акустичний. Прийнятий після поширення в ОК акустичний сигнал перетворюють тим же перетворювачем 2 в електричний і подають на дефектоскоп 3. Останній формує вибірки зондуючого і відбитого сигналів і передає їх для аналізу та подальшої обробки в 1 UA 79972 U блок 4. Алгоритм обробки та відтворення отриманих результатів виконують за допомогою математичного забезпечення 5. ФХС визначають за допомогою перетворення Гільберта [4] за формулою: ˆ u(t ) ~ ˆ (2) Ф(t ) arctg Ku(t ),u(t ) , u(t ) де K - оператор, що усуває стрибки фази в точках переходу через границі інтервалів 5 10 15 20 25 30 . Якщо використовується радіоімпульсний зондуючий сигнал з гармонічною несучою, 2 , 2 фазова характеристика неспотвореного сигналу є лінійною функцією часу виду Ф(t ) 2ft п , п - початкова фаза. Після фазової маніпуляції фазова характеристика такого сигналу містить стрибок у момент часу, який відповідає виконанню маніпуляції. Цей момент оцінюють за положенням у часі ~ максимуму похідної Ф( t ) . t Додатково виконують стробування ФХС за обвідною аналізованого сигналу (фіг. 2 г, д). (3) ˆ A(t ) u( t )2 u(t ) , Викладене вище підтверджують експериментальні результати, отримані за допомогою пристрою (фіг. 1), отримані під час вимірювання товщини. З графіка (фіг.2 а-д) видно, що часове положення стрибків фаз відповідають моментам приймання зондуючого та відбитого імпульсів. Таким чином, визначаючи часове положення стрибків фаз зондуючого та відбитого сигналів, можна визначити п - час поширення ультразвукового сигналу в ОК. Невідома товщина ОК розраховується за формулою d v п , де 2 v - швидкість поширення сигналу в ОК. Даний спосіб дає можливість прецизійного вимірювання товщини матеріалів та виробів. Джерела інформації: 1. Ермолов И.Н. Теория и практика ультразвукового контроля. - М. Машиностроение 1981. 240 с., ил. - (Библиотека приборостроителя). - 173 с. 2. Неразрушающий контроль. В 5 кн. Кн. 2. Акустические методы контроля: Практ. пособие / И.Н. Ермолов, Н.П. Алешин, А.И. Потапов; Под ред. В.В. Сухорукова. - М: Высш. шк, 1991 - 283 е.: ил. - 236 с - 237 с. 3. Куц Ю.В., Єременко B.C., Монченко О.В. Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів. - Патент №18441, МПК G01B 17/00. - u200604354; 3аявлено 18.04.2006; Опубл. 15.11.2006, Бюл. № 11.-3 с. 4. Бендат Дж., Пирсол А. Прикладной анализ случайных данных: Пер. с англ. - М.: Мир, 1989. - 540 с - 471 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб ультразвукового вимірювання товщини матеріалів та виробів, що включає формування акустичного зондуючого сигналу, введення його в об'єкт контролю (ОК), приймання сигналу після його поширення в ОК, визначення фазових характеристик зондуючого і відбитого сигналів, обчислення товщини об'єкту за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для формування акустичного зондуючого сигналу використовують фазоманіпульований радіоімпульсний сигнал, а затримку поширення сигналу вимірюють як різницю часових положень стрибків фазових характеристик зондуючого та відбитого сигналів. 2 UA 79972 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic measurement of thickness of materials and products
Автори англійськоюKuts Yurii Vasyliovych, Naida Volodymyr Lvovych, Oliinyk Yurii Anatoliiovych, Monchenko Olena Volodymyrivna
Назва патенту російськоюСпособ ультразвукового измерения толщины материалов и изделий
Автори російськоюКуц Юрий Васильевич, Найда Владимир Львович, Олейник Юрий Анатольевич, Монченко Елена Владимировна
МПК / Мітки
МПК: G01B 17/02
Мітки: ультразвукового, спосіб, виробів, товщини, матеріалів, вимірювання
Код посилання
<a href="https://ua.patents.su/5-79972-sposib-ultrazvukovogo-vimiryuvannya-tovshhini-materialiv-ta-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового вимірювання товщини матеріалів та виробів</a>
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів
Номер патенту: 18441
Опубліковано: 15.11.2006
Автори: Монченко Олена Володимирівна, Єременко Володимир Станіславович, Куц Юрій Васильович
МПК: G01B 17/00
Мітки: матеріалів, товщини, ультразвукового, виробів, спосіб, вимірювання, багатошарових
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів, що включає формування акустичного зондуючого радіоімпульсного сигналу, введення його в об'єкт контролю, приймання сигналу після його розповсюдження в об'єкті, обчислення його товщини за часом затримки сигналу та відомою швидкістю розповсюдження, який відрізняється тим, що визначають фазову характеристику суми зондуючого і відбитого сигналів, а затримку...
Спосіб ультразвукового випромінювання товщини багатошарових матеріалів та виробів
Номер патенту: 54323
Опубліковано: 10.11.2010
Автори: Монченко Олена Володимирівна, Куц Юрій Васильович, Суслов Євгеній Федорович, Єременко Володимир Станіславович
МПК: G01B 17/00
Мітки: товщини, виробів, ультразвукового, випромінювання, спосіб, багатошарових, матеріалів
Формула / Реферат:
Спосіб ультразвуковгого вимірювання товщини багатошарових матеріалів та виробів, що включає формування акустичного зондуючого радіоімпульсного сигналу, введення його в об'єкт, визначення його товщини за часом затримки сигналу та відомою швидкістю розповсюдження, який відрізняється тим, що вимірюють миттєву частоту прийнятого сигналу, а затримку розповсюдження сигналу в об'єкті контролю визначають за часовим положенням стрибка миттєвої...
Спосіб ультразвукового вимірювання товщини виробів
Номер патенту: 35057
Опубліковано: 26.08.2008
Автори: Єременко Володимир Станіславович, Лапіга Інна Миколаївна, Куц Юрій Васильович, Монченко Олена Володимирівна
МПК: G01B 17/02
Мітки: ультразвукового, товщини, вимірювання, виробів, спосіб
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини виробів, який полягає в тому, що формують акустичний зондуючий радіоімпульсний сигнал, вводять його в об'єкт контролю, приймають сигнал після його розповсюдження в об'єкті, визначають фазову характеристику відбитих сигналів, обчислюють його товщину за часом затримки сигналу і відомою швидкістю розповсюдження, який відрізняється тим, що знаходять різницю фаз донних сигналів і несучого коливання...
Спосіб вимірювання товщини виробів
Номер патенту: 75290
Опубліковано: 15.03.2006
Автори: Руженцев Віктор Ігорович, Марченко Артем Володимирович
МПК: G01B 17/02, G01B 17/00
Мітки: виробів, товщини, вимірювання, спосіб
Формула / Реферат:
Спосіб вимірювання товщини виробів, що включає збудження ультразвукових механічних коливань у виробі, прийом відбитого від дна виробу сигналу, визначення кореляційної функції, який відрізняється тим, що додатково визначають спектр кореляційної функції, інтервал між сусідніми спектральними складовими, період проходження радіоімпульсів кореляційної функції.
Ультразвуковий перетворювач для безконтактного вимірювання товщини матеріалів при використанні повітряно-акустичного зв’язку

Номер патенту: 40002
Опубліковано: 25.03.2009
Автори: Рибіцький Ігор Володимирович, Карпаш Максим Олегович, Карпаш Олег Михайлович
МПК: G01N 29/04
Мітки: безконтактного, перетворювач, повітряно-акустичного, вимірювання, використанні, товщини, ультразвуковий, матеріалів, зв'язку
Формула / Реферат:
1. Ультразвуковий перетворювач для безконтактного вимірювання товщини матеріалів при використанні повітряно-акустичного зв'язку, що складається з корпусу, з'єднувача та демпфера, п'єзоелектричного елемента, багатошарового узгоджуючого шару, який відрізняється тим, що використано п'єзоелектричний елемент з резонансною частотою 1 МГц, багатошаровий узгоджуючий шар, виготовлений з, скріплених між собою, трьох дископодібних пластин, товщини яких...
Попередній патент: Пристрій для визначення електромагнітної емісії матеріалів із системою виокремлення корисного сигналу
Наступний патент: Безпілотний літальний апарат
Випадковий патент: Безрулонний дах будівлі