Армуючий пристрій для фільєри та фільєра для виробництва скляних волокон

Формула / Реферат
1. Армуючий пристрій (1) для фільєри, що має множину отворів, з яких витягують волокна, зокрема елементарні скляні волокна, який містить армуючу деталь (10), яка має порожнисту першу частину (12), яка формує щонайменше одне приймальне гніздо, і другу частину (13), яка проходить щонайменше частково по довжині порожнистої частини (12), і також щонайменше один елемент жорсткості (40), вставлений в приймальне гніздо порожнистої частини, який відрізняється тим, що профіль елемента жорсткості (40) ідентичний внутрішньому профілю порожнистої частини (12).
2. Пристрій за п. 1, який відрізняється тим, що він додатково містить жароміцний матеріал (50), розміщений в приймальному гнізді порожнистої частини (12) між елементом жорсткості (40) і внутрішніми стінками порожнистої частини так, щоб заповнити простір, що залишається, подібно герметику.
3. Пристрій за п. 2, який відрізняється тим, що жароміцний матеріал (50) являє собою жароміцний пластиковий ізолятор.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що елемент жорсткості (40) виконаний щонайменше з одного матеріалу, межа гарячої повзучості якого більша, ніж межа гарячої повзучості матеріалу, з якого виготовлена порожниста частина (12).
5. Пристрій за п. 4, який відрізняється тим, що матеріалом елемента жорсткості (40) є керамічний матеріал.
6. Пристрій за п. 5, який відрізняється тим, що матеріалом елемента жорсткості (40) є оксид алюмінію з чистотою як мінімум 99,5% і переважно від 99,7% до 99,8%.
7. Пристрій за п. 4, який відрізняється тим, що матеріалом елемента жорсткості (40) є ODS-сплав на основі заліза, нікелю або титану.
8. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що порожниста частина (12) має довгасту форму, що йде уздовж одного напрямку.
9. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що порожниста частина (12) має форму, подібну перевернутій V, яка містить дві частини (12а, 12b), що йдуть уздовж двох різних напрямків і вступають в зіткнення в з'єднувальній площині (Р).
10. Пристрій за п. 9, який відрізняється тим, що дві частини (12а, 12b) порожнистої частини утворюють два відповідних приймальних гнізда, в кожне з яких вставлений щонайменше один елемент жорсткості (40).
11. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що порожниста частина (12) виконана єдиною деталлю.
12. Пристрій за будь-яким з пп. 9, 10, який відрізняється тим, що дві частини (12а, 12b) порожнистої частини (12) виконані з двох відповідних деталей, скріплених одна з одною.
13. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що порожниста частина (12) має профіль квадратної, прямокутної, круглої, овальної, трикутної або трапецеїдальної форми.
14. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що армуюча деталь (10) виконана з платинового сплаву.
15. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що корпус (11) армуючої деталі має третю частину (17) на стороні, протилежній другій частині (13), яка проходить щонайменше частково по довжині порожнистої частини (12).
16. Фільєра для виробництва волокна, зокрема елементарного скляного волокна, яка містить дно (2), що має отвори (3), з яких витікають волокна, і щонайменше один армуючий пристрій (1) за будь-яким з пп. 1-15, при цьому армуючий пристрій або пристрої проходять в площині, поперечній довгим сторонам (21) фільєри, і кінці елемента або елементів жорсткості (40) проходять від порожнистої частини (12) і закріплені в бетон для складання фільєри.
17. Фільєра за п. 16, яка відрізняється тим, що армуючий пристрій прикріплений до дна (2) за допомогою прикріплення подовжнього вільного кінця 13а другої частини (13) армуючої деталі (10) і бокових вільних кінців (14, 15) порожнистої частини (12) армуючої деталі.
18. Фільєра за будь-яким з пп. 16 або 17, яка відрізняється тим, що вона містить екран (4), розміщений наверху армуючого пристрою або пристроїв (1), при цьому третя частина (17) армуючої деталі прикріплена до екрана.
Текст
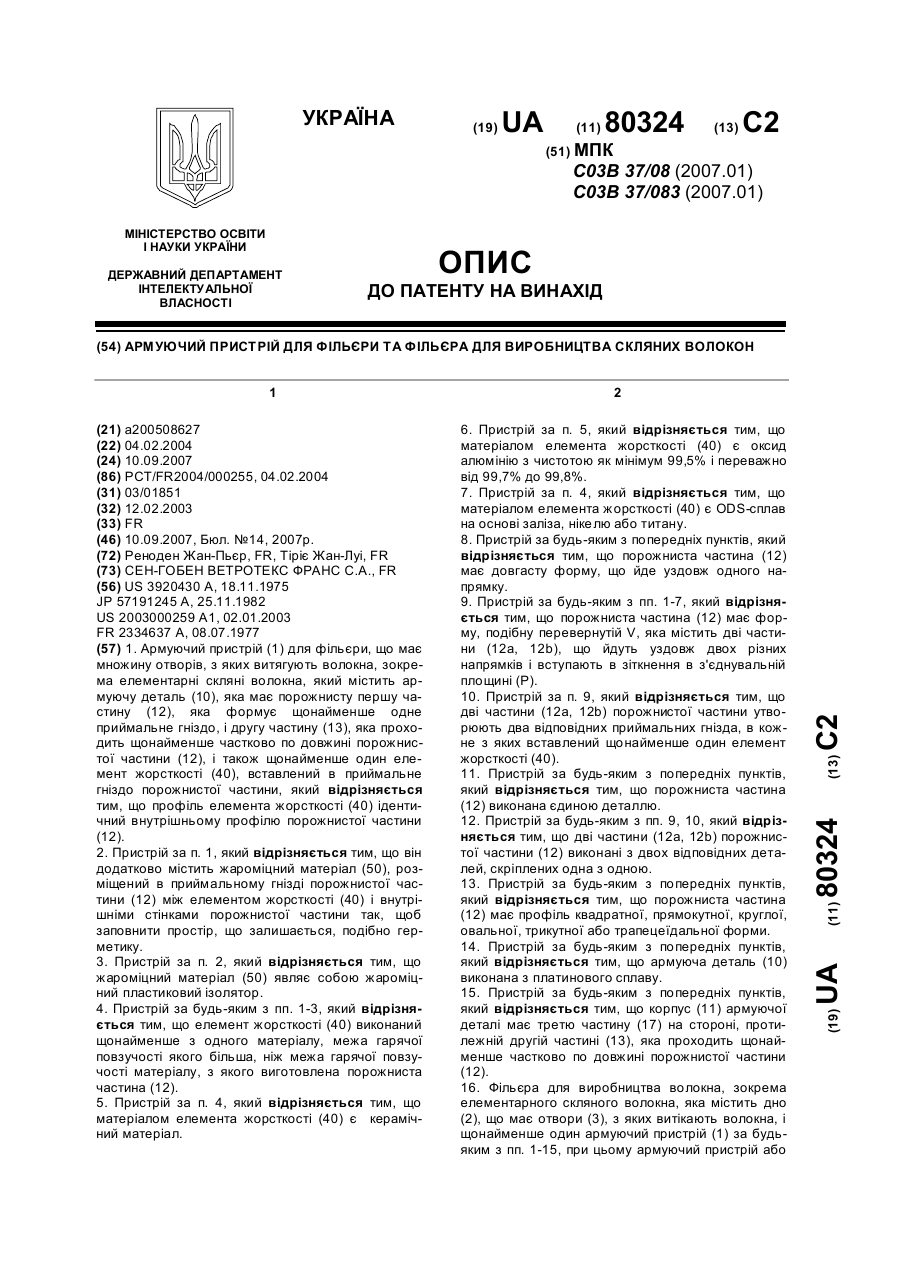
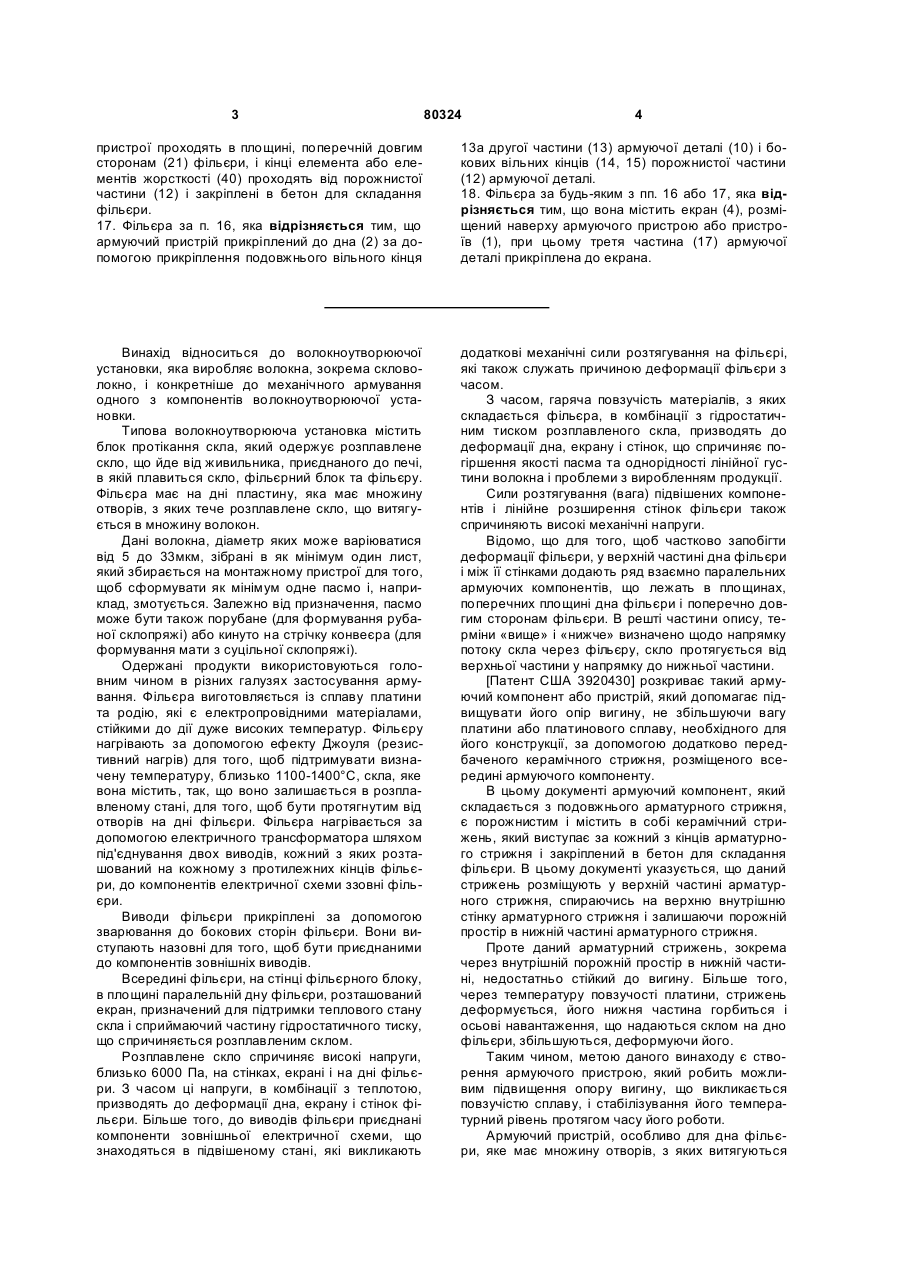
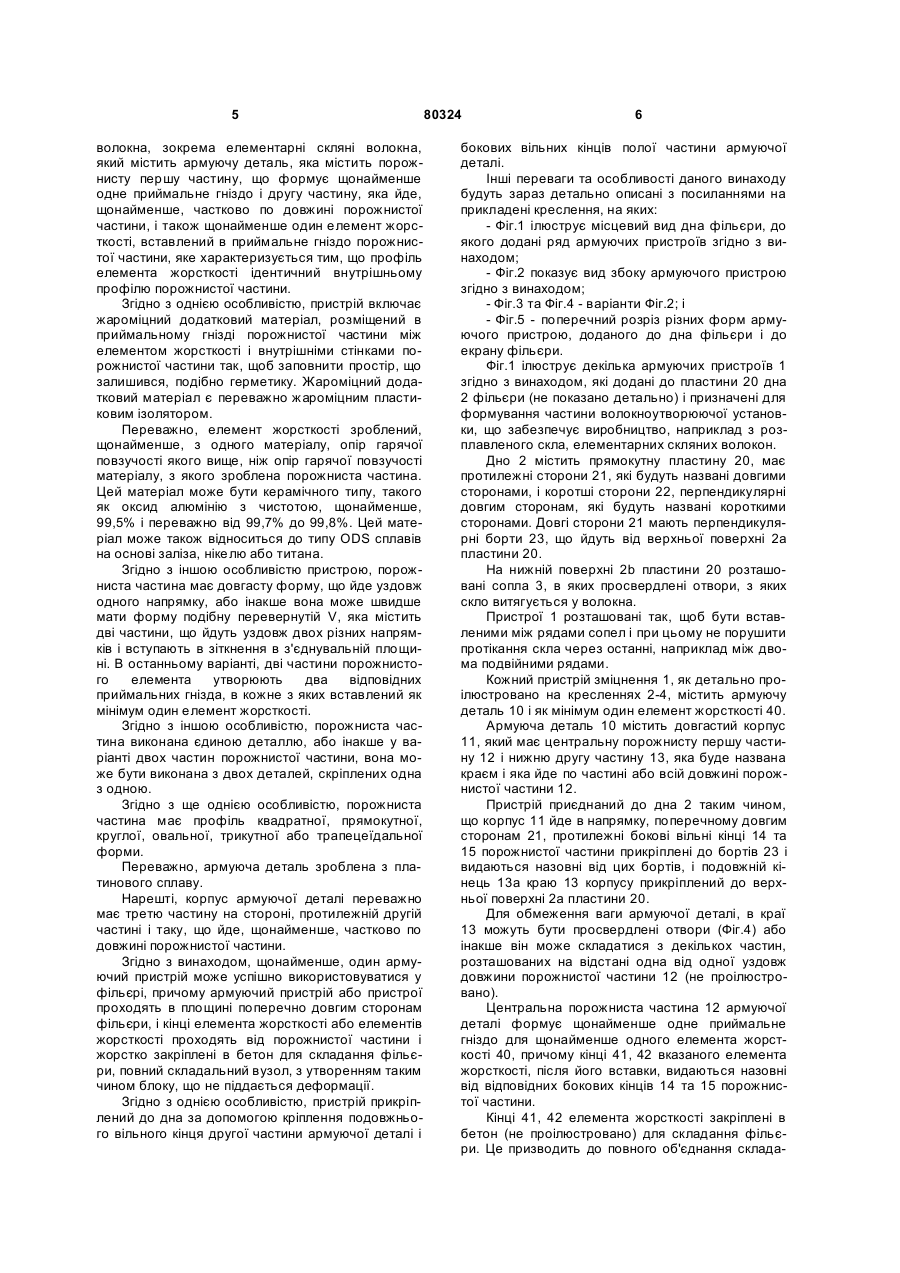
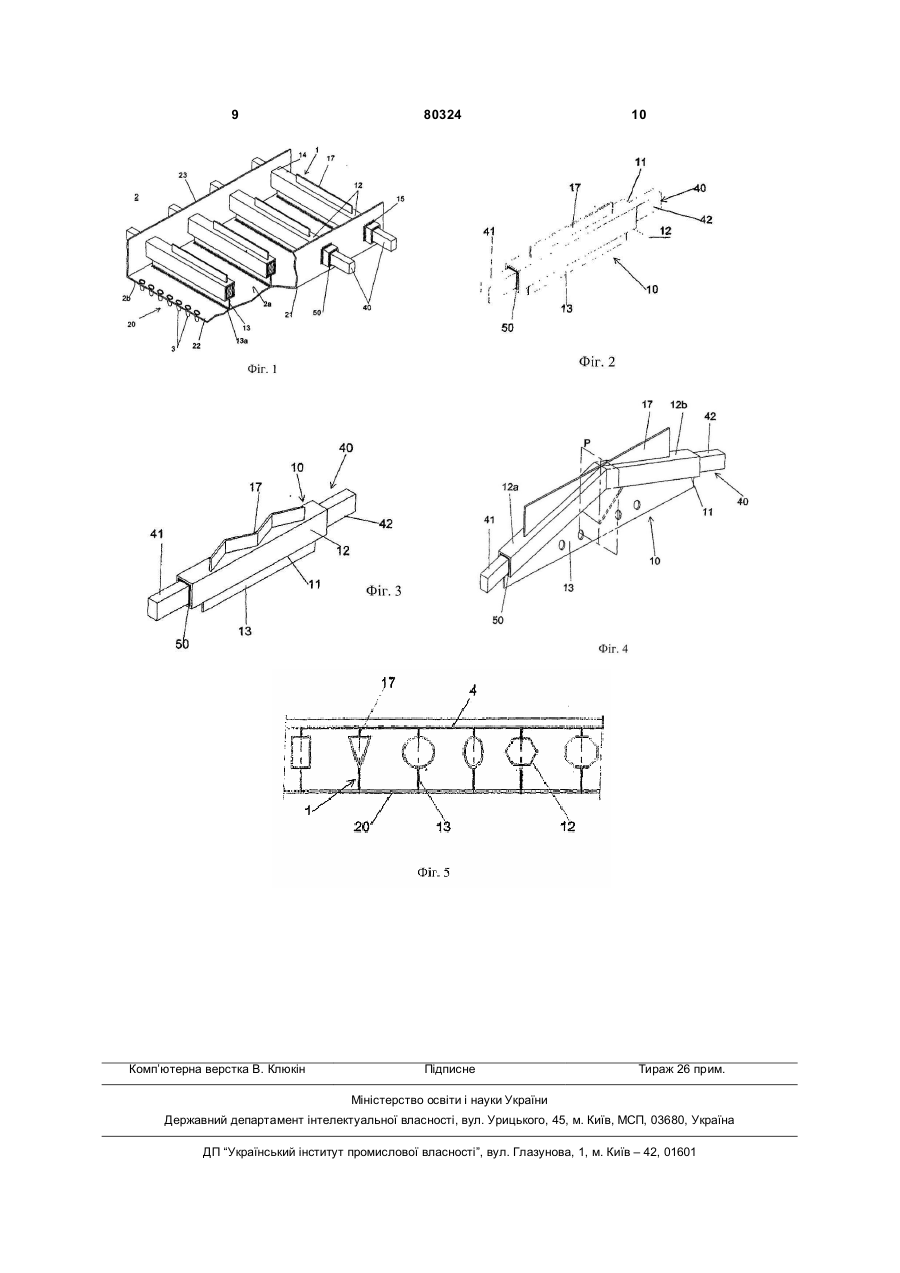
1. Армуючий пристрій (1) для фільєри, що має множину отворів, з яких витягують волокна, зокрема елементарні скляні волокна, який містить армуючу деталь (10), яка має порожнисту першу частину (12), яка формує щонайменше одне приймальне гніздо, і другу частину (13), яка проходить щонайменше частково по довжині порожнистої частини (12), і також щонайменше один елемент жорсткості (40), вставлений в приймальне гніздо порожнистої частини, який відрізняється тим, що профіль елемента жорсткості (40) ідентичний внутрішньому профілю порожнистої частини (12). 2. Пристрій за п. 1, який відрізняється тим, що він додатково містить жароміцний матеріал (50), розміщений в приймальному гнізді порожнистої частини (12) між елементом жорсткості (40) і внутрішніми стінками порожнистої частини так, щоб заповнити простір, що залишається, подібно герметику. 3. Пристрій за п. 2, який відрізняється тим, що жароміцний матеріал (50) являє собою жароміцний пластиковий ізолятор. 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що елемент жорсткості (40) виконаний щонайменше з одного матеріалу, межа гарячої повзучості якого більша, ніж межа гарячої повзучості матеріалу, з якого виготовлена порожниста частина (12). 5. Пристрій за п. 4, який відрізняється тим, що матеріалом елемента жорсткості (40) є керамічний матеріал. 2 (19) 1 3 80324 4 пристрої проходять в площині, поперечній довгим сторонам (21) фільєри, і кінці елемента або елементів жорсткості (40) проходять від порожнистої частини (12) і закріплені в бетон для складання фільєри. 17. Фільєра за п. 16, яка відрізняється тим, що армуючий пристрій прикріплений до дна (2) за допомогою прикріплення подовжнього вільного кінця 13а другої частини (13) армуючої деталі (10) і бокових вільних кінців (14, 15) порожнистої частини (12) армуючої деталі. 18. Фільєра за будь-яким з пп. 16 або 17, яка відрізняється тим, що вона містить екран (4), розміщений наверху армуючого пристрою або пристроїв (1), при цьому третя частина (17) армуючої деталі прикріплена до екрана. Винахід відноситься до волокноутворюючої установки, яка виробляє волокна, зокрема скловолокно, і конкретніше до механічного армування одного з компонентів волокноутворюючої установки. Типова волокноутворююча установка містить блок протікання скла, який одержує розплавлене скло, що йде від живильника, приєднаного до печі, в якій плавиться скло, фільєрний блок та фільєру. Фільєра має на дні пластину, яка має множину отворів, з яких тече розплавлене скло, що витягується в множину волокон. Дані волокна, діаметр яких може варіюватися від 5 до 33мкм, зібрані в як мінімум один лист, який збирається на монтажному пристрої для того, щоб сформувати як мінімум одне пасмо і, наприклад, змотується. Залежно від призначення, пасмо може бути також порубане (для формування рубаної склопряжі) або кинуто на стрічку конвеєра (для формування мати з суцільної склопряжі). Одержані продукти використовуються головним чином в різних галузях застосування армування. Фільєра виготовляється із сплаву платини та родію, які є електропровідними матеріалами, стійкими до дії дуже високих температур. Фільєру нагрівають за допомогою ефекту Джоуля (резистивний нагрів) для того, щоб підтримувати визначену температуру, близько 1100-1400°С, скла, яке вона містить, так, що воно залишається в розплавленому стані, для того, щоб бути протягнутим від отворів на дні фільєри. Фільєра нагрівається за допомогою електричного трансформатора шляхом під'єднування двох виводів, кожний з яких розташований на кожному з протилежних кінців фільєри, до компонентів електричної схеми ззовні фільєри. Виводи фільєри прикріплені за допомогою зварювання до бокових сторін фільєри. Вони виступають назовні для того, щоб бути приєднаними до компонентів зовнішніх виводів. Всередині фільєри, на стінці фільєрного блоку, в площині паралельній дну фільєри, розташований екран, призначений для підтримки теплового стану скла і сприймаючий частину гідростатичного тиску, що спричиняється розплавленим склом. Розплавлене скло спричиняє високі напруги, близько 6000 Па, на стінках, екрані і на дні фільєри. З часом ці напруги, в комбінації з теплотою, призводять до деформації дна, екрану і стінок фільєри. Більше того, до виводів фільєри приєднані компоненти зовнішньої електричної схеми, що знаходяться в підвішеному стані, які викликають додаткові механічні сили розтягування на фільєрі, які також служать причиною деформації фільєри з часом. З часом, гаряча повзучість матеріалів, з яких складається фільєра, в комбінації з гідростатичним тиском розплавленого скла, призводять до деформації дна, екрану і стінок, що спричиняє погіршення якості пасма та однорідності лінійної густини волокна і проблеми з виробленням продукції. Сили розтягування (вага) підвішених компонентів і лінійне розширення стінок фільєри також спричиняють високі механічні напруги. Відомо, що для того, щоб частково запобігти деформації фільєри, у верхній частині дна фільєри і між її стінками додають ряд взаємно паралельних армуючих компонентів, що лежать в площинах, поперечних площині дна фільєри і поперечно довгим сторонам фільєри. В решті частини опису, терміни «вище» і «нижче» визначено щодо напрямку потоку скла через фільєру, скло протягується від верхньої частини у напрямку до нижньої частини. [Патент США 3920430] розкриває такий армуючий компонент або пристрій, який допомагає підвищувати його опір вигину, не збільшуючи вагу платини або платинового сплаву, необхідного для його конструкції, за допомогою додатково передбаченого керамічного стрижня, розміщеного всередині армуючого компоненту. В цьому документі армуючий компонент, який складається з подовжнього арматурного стрижня, є порожнистим і містить в собі керамічний стрижень, який виступає за кожний з кінців арматурного стрижня і закріплений в бетон для складання фільєри. В цьому документі указується, що даний стрижень розміщують у верхній частині арматурного стрижня, спираючись на верхню внутрішню стінку арматурного стрижня і залишаючи порожній простір в нижній частині арматурного стрижня. Проте даний арматурний стрижень, зокрема через внутрішній порожній простір в нижній частині, недостатньо стійкий до вигину. Більше того, через температуру повзучості платини, стрижень деформується, його нижня частина горбиться і осьові навантаження, що надаються склом на дно фільєри, збільшуються, деформуючи його. Таким чином, метою даного винаходу є створення армуючого пристрою, який робить можливим підвищення опору вигину, що викликається повзучістю сплаву, і стабілізування його температурний рівень протягом часу його роботи. Армуючий пристрій, особливо для дна фільєри, яке має множину отворів, з яких витягуються 5 волокна, зокрема елементарні скляні волокна, який містить армуючу деталь, яка містить порожнисту першу частину, що формує щонайменше одне приймальне гніздо і другу частину, яка йде, щонайменше, частково по довжині порожнистої частини, і також щонайменше один елемент жорсткості, вставлений в приймальне гніздо порожнистої частини, яке характеризується тим, що профіль елемента жорсткості ідентичний внутрішньому профілю порожнистої частини. Згідно з однією особливістю, пристрій включає жароміцний додатковий матеріал, розміщений в приймальному гнізді порожнистої частини між елементом жорсткості і внутрішніми стінками порожнистої частини так, щоб заповнити простір, що залишився, подібно герметику. Жароміцний додатковий матеріал є переважно жароміцним пластиковим ізолятором. Переважно, елемент жорсткості зроблений, щонайменше, з одного матеріалу, опір гарячої повзучості якого вище, ніж опір гарячої повзучості матеріалу, з якого зроблена порожниста частина. Цей матеріал може бути керамічного типу, такого як оксид алюмінію з чистотою, щонайменше, 99,5% і переважно від 99,7% до 99,8%. Цей матеріал може також відноситься до типу ODS сплавів на основі заліза, нікелю або титана. Згідно з іншою особливістю пристрою, порожниста частина має довгасту форму, що йде уздовж одного напрямку, або інакше вона може швидше мати форму подібну перевернутій V, яка містить дві частини, що йдуть уздовж двох різних напрямків і вступають в зіткнення в з'єднувальній площині. В останньому варіанті, дві частини порожнистого елемента утворюють два відповідних приймальних гнізда, в кожне з яких вставлений як мінімум один елемент жорсткості. Згідно з іншою особливістю, порожниста частина виконана єдиною деталлю, або інакше у варіанті двох частин порожнистої частини, вона може бути виконана з двох деталей, скріплених одна з одною. Згідно з ще однією особливістю, порожниста частина має профіль квадратної, прямокутної, круглої, овальної, трикутної або трапецеїдальної форми. Переважно, армуюча деталь зроблена з платинового сплаву. Нарешті, корпус армуючої деталі переважно має третю частину на стороні, протилежній другій частині і таку, що йде, щонайменше, частково по довжині порожнистої частини. Згідно з винаходом, щонайменше, один армуючий пристрій може успішно використовуватися у фільєрі, причому армуючий пристрій або пристрої проходять в площині поперечно довгим сторонам фільєри, і кінці елемента жорсткості або елементів жорсткості проходять від порожнистої частини і жорстко закріплені в бетон для складання фільєри, повний складальний вузол, з утворенням таким чином блоку, що не піддається деформації. Згідно з однією особливістю, пристрій прикріплений до дна за допомогою кріплення подовжнього вільного кінця другої частини армуючої деталі і 80324 6 бокових вільних кінців полої частини армуючої деталі. Інші переваги та особливості даного винаходу будуть зараз детально описані з посиланнями на прикладені креслення, на яких: - Фіг.1 ілюструє місцевий вид дна фільєри, до якого додані ряд армуючих пристроїв згідно з винаходом; - Фіг.2 показує вид збоку армуючого пристрою згідно з винаходом; - Фіг.3 та Фіг.4 - варіанти Фіг.2; і - Фіг.5 - поперечний розріз різних форм армуючого пристрою, доданого до дна фільєри і до екрану фільєри. Фіг.1 ілюструє декілька армуючих пристроїв 1 згідно з винаходом, які додані до пластини 20 дна 2 фільєри (не показано детально) і призначені для формування частини волокноутворюючої установки, що забезпечує виробництво, наприклад з розплавленого скла, елементарних скляних волокон. Дно 2 містить прямокутну пластину 20, має протилежні сторони 21, які будуть названі довгими сторонами, і коротші сторони 22, перпендикулярні довгим сторонам, які будуть названі короткими сторонами. Довгі сторони 21 мають перпендикулярні борти 23, що йдуть від верхньої поверхні 2а пластини 20. На нижній поверхні 2b пластини 20 розташовані сопла 3, в яких просвердлені отвори, з яких скло витягується у волокна. Пристрої 1 розташовані так, щоб бути вставленими між рядами сопел і при цьому не порушити протікання скла через останні, наприклад між двома подвійними рядами. Кожний пристрій зміцнення 1, як детально проілюстровано на кресленнях 2-4, містить армуючу деталь 10 і як мінімум один елемент жорсткості 40. Армуюча деталь 10 містить довгастий корпус 11, який має центральну порожнисту першу частину 12 і нижню другу частину 13, яка буде названа краєм і яка йде по частині або всій довжині порожнистої частини 12. Пристрій приєднаний до дна 2 таким чином, що корпус 11 йде в напрямку, поперечному довгим сторонам 21, протилежні бокові вільні кінці 14 та 15 порожнистої частини прикріплені до бортів 23 і видаються назовні від цих бортів, і подовжній кінець 13а краю 13 корпусу прикріплений до верхньої поверхні 2а пластини 20. Для обмеження ваги армуючої деталі, в краї 13 можуть бути просвердлені отвори (Фіг.4) або інакше він може складатися з декількох частин, розташованих на відстані одна від одної уздовж довжини порожнистої частини 12 (не проілюстровано). Центральна порожниста частина 12 армуючої деталі формує щонайменше одне приймальне гніздо для щонайменше одного елемента жорсткості 40, причому кінці 41, 42 вказаного елемента жорсткості, після його вставки, видаються назовні від відповідних бокових кінців 14 та 15 порожнистої частини. Кінці 41, 42 елемента жорсткості закріплені в бетон (не проілюстровано) для складання фільєри. Це призводить до повного об'єднання склада 7 льного вузла, сформованого фільєрою і складальним бетоном, який до того ж є таким, що не піддається деформації. Порожниста частина 12 може мати профілі різної форми (Фіг.5), наприклад квадратної, прямокутної, круглої, овальної, трикутної або трапецеїдальної форми, елемент жорсткості 40 переважно має профіль ідентичний внутрішньому профілю порожнистої частини для того, щоб бути щільно вставленим в гніздо. Порожниста частина 12 може йти уздовж одного напрямку, як показано на Фіг.2 та Фіг.3. В приймальному гнізді розміщується єдиний елемент жорсткості 40, який має форму стрижня з приблизно ідентичним профілем. Як варіант (Фіг.4), порожниста частина 12 може проходити уздовж двох напрямків, які перетинаються у верхній частині корпусу, на стороні, протилежній стороні краю 13, і в з'єднувальній площини Р, формуючи дві частини 12а та 12b, при цьому повна складальна одиниця має профіль у вигляді перевернутої V подібно кроквяній фермі, яка, як добре відомо, має кращій опір до вигину. Дана конструкція виготовляється як єдина деталь або щонайменше з двох деталей, зварених в з'єднувальній площині Р. В цьому варіанті, частини 12а та 12b утворюють щонайменше два приймальні гнізда для двох відповідних елементів жорсткості 40, причому кінці елементів жорсткості 40 повинні стикатися по всій їх поверхні в площині Р. Корпус 11 армуючої деталі 10 одержаний з платинового сплаву, який переважно може бути або може не бути подібний дну фільєри, а елемент жорсткості 40 зроблений з матеріалу іншого, ніж платина, і чия межа гарячої повзучості більше, ніж межа гарячої повзучості матеріалу, з якого зроблена армуюча деталь. Армуючий пристрій, таким чином, виходить легше, ніж у випадку, якби центральна частина 12 була суцільною і одержана з платини. Матеріал елемента жорсткості 40 може бути матеріалом керамічного типу, такий як оксид алюмінію, нітрид кремнію або цирконію, або інакше матеріалом типу (ODS оксидо-дисперсійних зміцнених) сплавів на основі нікелю, заліза або титана, або інакше жароміцним сплавом, зокрема на основі вольфраму, молібдену або ніобію, хоча такий тип сплавів є дорогим. Матеріал керамічного типу має перевагу в тому, що він не утворює евтектичний сплав з платиною. Матеріал типу ODS сплавів має перевагу в тому, що його можна використовувати при дуже 80324 8 високих температурах, від приблизно 1500 до майже 1700°С. Переважно, передбачається жароміцний додатковий матеріал 50, який вводиться в простори, що залишаються між внутрішніми стінками частини 12 та елемента жорсткості 40 після його вставки, подібно герметику для того, щоб позбавити рухливості елемент жорсткості в його гнізді і попередити будь-які деформації порожнистої частини 12. Даний матеріал 50 є, наприклад, жароміцним пластиковим ізолятором, таким як REFRACTOL® від компанії Refractol. Таким чином, є повна жорсткість усієї армуючої деталі, без жодного ризику, як у відомому рівні техніки, деформації порожнистої армуючої деталі навколо внутрішнього стрижня, яка примушує край горбитися і дно деформуватися. Більше того, відсутні простори усередині порожнистої частини 12, унаслідок чого запобігається, на відміну від відомого рівня техніки, випаровування платини на елементі жорсткості. Таким чином, мінімізовані втрати платини, що дає в результаті економію при відновленні платини після закінчення роботи фільєри. Корпус 11 прикріплений до дна 2 фільєри за допомогою зварювання, по-перше, за допомогою прикріплення подовжнього кінця 13а нижньої частини до верхньої поверхні 2а дна і, по-друге, за допомогою прикріплення протилежних бокових вільних кінців 14 та 15 порожнистої частини, що проходять крізь борти 23. Оптимально і переважно, корпус 11 включає верхню, третю частину 17, розміщену на стороні, протилежній нижній частині 12, і що йде по частині або всій довжині порожнистої частини 12. Верхня частина 17 використовується для підтримки екрану 4 фільєри і оберігає його від деформації. Верхня частина 17 прикріплена до екрану мимовільно завдяки дифузії металу під час роботи фільєри (як тільки вона була нагріта і протягом декількох перших днів роботи). Даний додатковий пристрій у верхній частині забезпечує, таким чином, повне об'єднання всіх елементів фільєри. Фільєра, таким чином, утворює жорсткий блок, що не піддається деформації. Теплове зображення і втрати напору фіксовані. Робота фільєри тим самим полегшується, зокрема шляхом усунення переривань процесу волокноутворення для регулювання. Якість одержаного продукту постійна в часі і вище виробіток продукції. 9 Комп’ютерна верстка В. Клюкін 80324 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюReinforcing device for a spinneret and spinneret for the glass filaments production
Автори англійськоюRenaudin Jean-Pierre, Thiriet Jean-Louis
Назва патенту російськоюАрмирующее устройство для фильеры и фильера для производства стеклянных волокон
Автори російськоюРеноден Жан-Пьер, Тирие Жан-Луи
МПК / Мітки
МПК: C03B 37/083, C03B 37/08
Мітки: армуючий, волокон, фільєри, виробництва, скляних, пристрій, фільєра
Код посилання
<a href="https://ua.patents.su/5-80324-armuyuchijj-pristrijj-dlya-filehri-ta-filehra-dlya-virobnictva-sklyanikh-volokon.html" target="_blank" rel="follow" title="База патентів України">Армуючий пристрій для фільєри та фільєра для виробництва скляних волокон</a>
Фільєра для формування хімічних ниток та волокон з розчину
Номер патенту: 76048
Опубліковано: 15.06.2006
Автори: Курушін Боріс Лєонідовіч, Волков Владімір Захаровіч, Родіонов Віктор Сєргєєвіч, Лосіцкій Анатолій Францєвіч, Бєляєв Анатолій Лєонідовіч, Ноздрін Ігорь Вікторовіч, Шагайскій Валєнтін Алєксандровіч, Філіппов Владімір Борісовіч, Рождєствєнскій Владімір Владіміровіч
МПК: D01D 4/00
Мітки: ниток, розчину, формування, фільєра, волокон, хімічних
Формула / Реферат:
Фільєра для формування хімічних ниток і волокон з розчинів, виконана зі сплаву цирконію, що містить цирконій, ніобій, оксиген і домішки, яка відрізняється тим, що сплав цирконію додатково містить нітроген, силіцій, ферум та молібден при наступному вмісті в ньому елементів, % мас.: ніобій 0,05-1,1 оксиген 0,001-0,2 нітроген 0,001-0,006 ...
Пристрій для контролю якості капілярів фільєри
Номер патенту: 27948
Опубліковано: 16.10.2000
Автор: Теленгатор Євген Бенционович
МПК: G01B 13/00
Мітки: капілярів, контролю, якості, пристрій, фільєри
Текст:
...всього приладу. Крім цього, необхідні високоточні засоби вимірювання тиску повітря на вході в капіляр. В основу запропоновано го вина ходу покладена задача удосконалення пристрою для контролю якості капілярів фільєри, в якому пневмати чна система осна щена порційним дозатором повітря у ви гляді дво х сполучени х посудин з робочою рідиною, одна з яких виконана у ви гляді вер тикальної тр убки з відкритим в атмосфе р у вер хнім кінцем а др...
Спосіб і пристрій для виробництва волокон з базальтових порід
Номер патенту: 77861
Опубліковано: 15.01.2007
Автор: Оснос Сергій Петрович
МПК: C03B 37/01, C03B 5/00, C03B 37/02
Мітки: порід, виробництва, спосіб, базальтових, пристрій, волокон
Формула / Реферат:
1. Спосіб виробництва безперервних волокон з базальтових порід, який включає завантаження базальту у плавильну піч, його плавлення, стабілізацію розплаву, вироблення волокон через живильник, витягування волокон через фільєри, замаслювання волокна і намотування на бобіни, який відрізняється тим, що базальт вибирають по хімічному складу і співвідношенню основних волокноутворюючих окислів і супутніх, подрібнюють, завантажують безпосередньо у...
Спосіб виробництва мінеральних волокон ( варіанти ) та пристрій для його здійснення
Номер патенту: 40669
Опубліковано: 15.08.2001
Автори: Тамм Дірк, Медведєв Алєксандр, Кравченко Іріна, Горобінська Валентина, Зойреф Далік
МПК: C03B 5/00, C03B 37/08
Мітки: пристрій, волокон, мінеральних, здійснення, спосіб, варіанти, виробництва
Формула / Реферат:
1. Спосіб виробництва мінеральних волокон з гірських порід, промислових або технічних відходів, що містять скло, згідно з яким після механічного відокремлення матеріалів, що не містять скла, від тих, що містять скло, матеріали, що містять скло, з розміром часток не більше 80 мм розплавляють у плавильній печі при температурах від 1050 до 1480°С, причому плавильна піч сполучається з фідером таким чином, що у зоні поверхневого шару розплаву між...
Пристрій для внутрішнього центрифугування мінеральних волокон, центрифуга, спосіб одержання мінеральних волокон та мінеральні волокна
Номер патенту: 74051
Опубліковано: 17.10.2005
Автори: Ваньєр Крістоф, Бофіс Себастьєн
МПК: C03B 37/083, C03B 37/04
Мітки: центрифугування, пристрій, мінеральні, одержання, центрифуга, мінеральних, внутрішнього, волокон, спосіб, волокна
Формула / Реферат:
1. Пристрій для внутрішнього центрифугування мінеральних волокон, що містить центрифугу (1), яка забезпечена периферичною стрічкою (7) з крізними отворами (14), які розподілені по кільцевих зонах (ZA), які розташовані одна над одною, який відрізняється тим, що стрічка містить щонайменше дві кільцеві зони (ZA1, ZA2), число отворів периферичної стрічки на одиницю площі (NS1, NS2) в яких відрізняється на значення, що перевищує або дорівнює 5%,...
Попередній патент: Система випробувань силової установки літального апарата
Наступний патент: Аналізатор опору двопровідних електричних мереж до 1000 в
Випадковий патент: Спосіб езофагогастропластики