Система автоматичного керування процесом рудопідготовки

Формула / Реферат
Система автоматичного керування процесом рудопідготовки, що містить датчики технологічних параметрів за стадіями, блок перетворення і нормування, суматор, обчислювальний блок, регулятор продуктивності по руді, рудний живильник, регулятор витрати води з клапаном витрати води, яка відрізняється тим, що забезпечена двома датчиками активної потужності, виходи яких під'єднані до входу другого блока обчислень співвідношення параметрів споживаної активної потужності, що видає коригувальну інформацію розподіленому регулятору, послідовно включеному з блоком, що реалізує узгоджене управління трьома регуляторами продуктивності по руді, які, керуючи швидкістю живильників відповідних стадій, змінюють продуктивність технологічної лінії по руді таким чином, щоб забезпечити оптимальний режим переробки сировини, двома блоками обчислення параметрів функції розподілу руди по крупності, при цьому на вхід першого блока через блок перетворення і нормування підключені датчики технологічних параметрів відповідних стадій дроблення, а до входу другого блока підключений датчик вмісту класу 74 мкм в зливі класифікуючого апарата першої стадії подрібнення, виходи двох блоків обчислення параметрів функції розподілу руди по крупності підключені до входів першого блока обчислення співвідношень гранулометричних характеристик, до виходів якого підключений регулятор витрати води, з'єднаний з клапаном витрати води і суматор, який також з'єднаний з виходами двох блоків обчислення параметрів функції розподілу руди по крупності, вихід суматора підключений до одного з входів розподіленого регулятора.
Текст
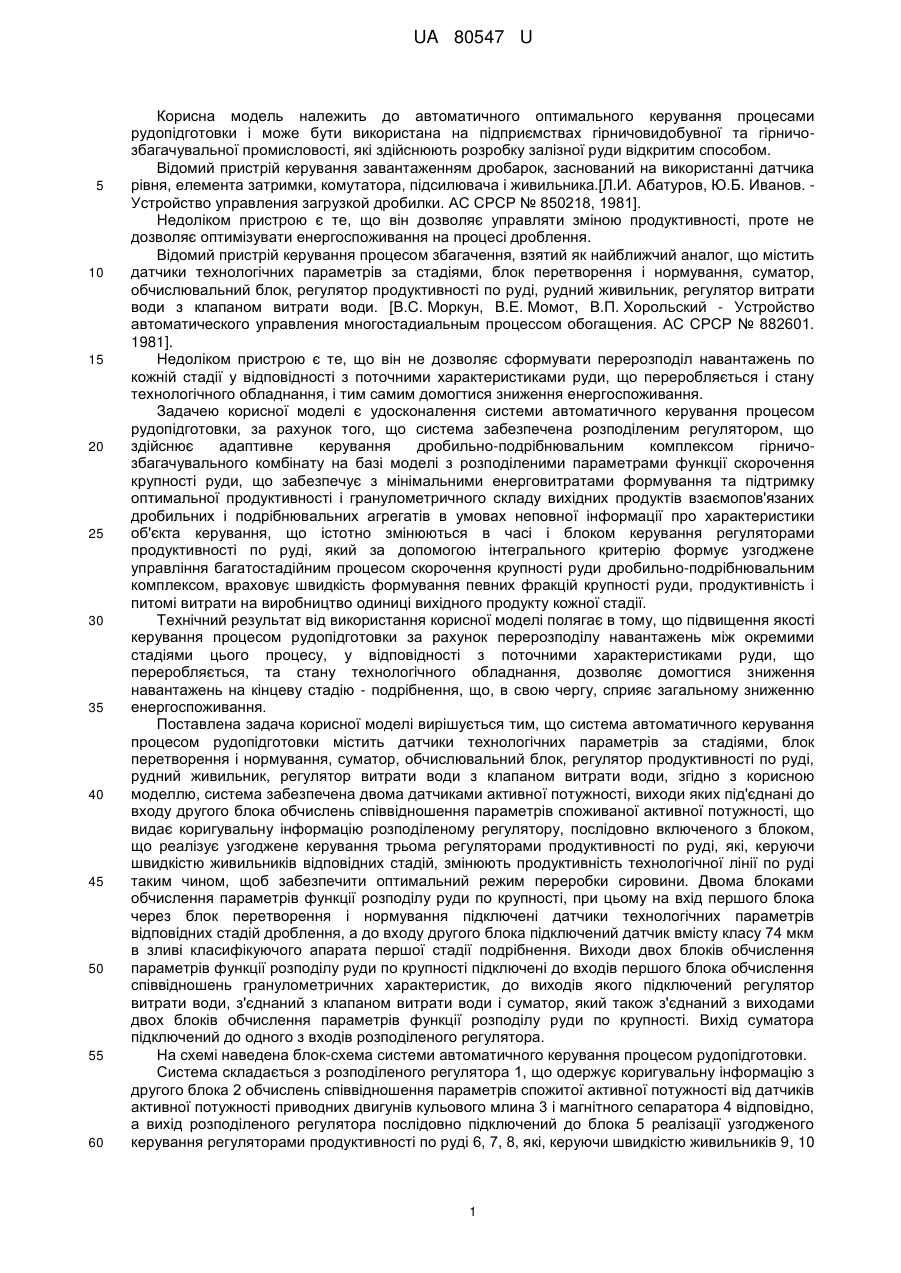
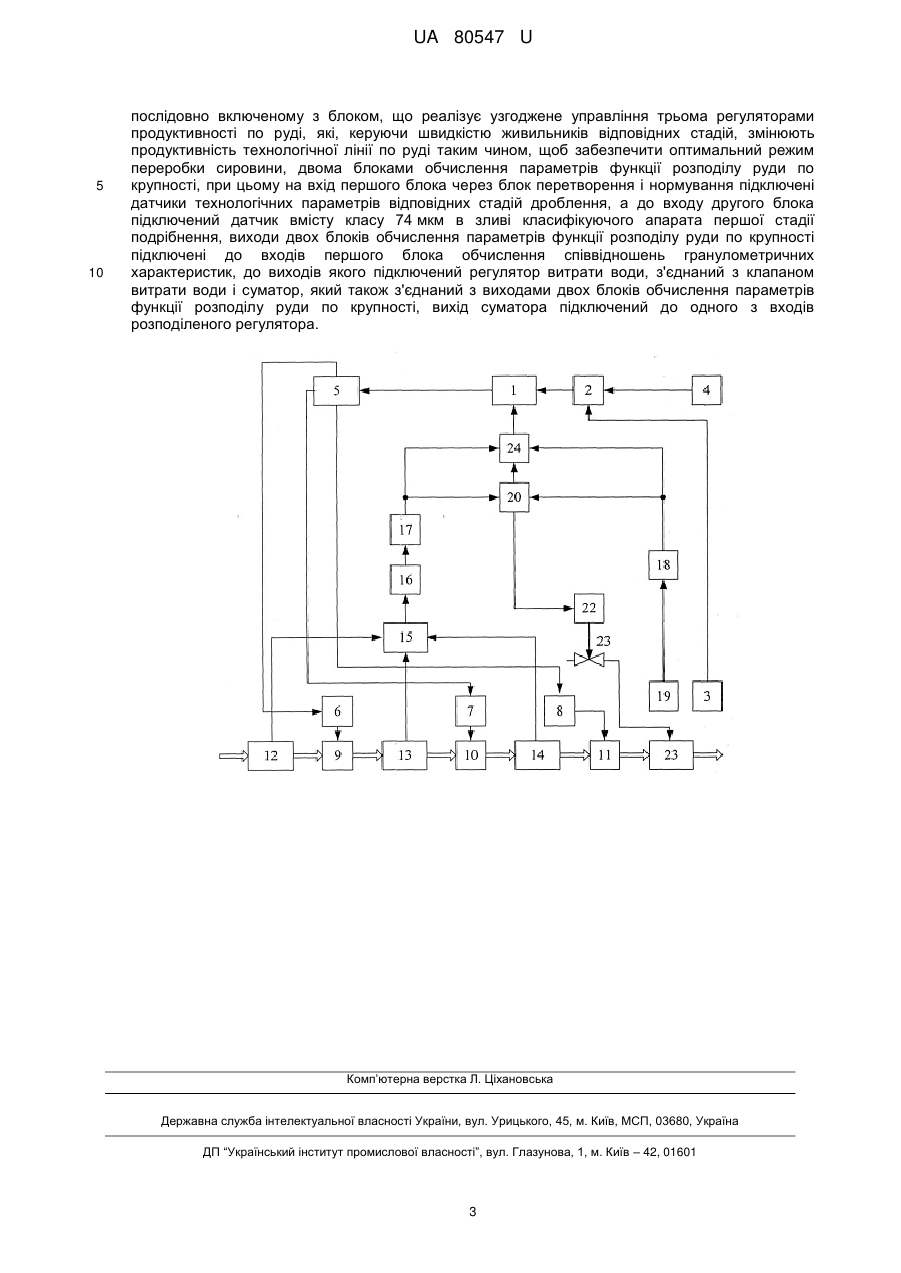
Реферат: UA 80547 U UA 80547 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до автоматичного оптимального керування процесами рудопідготовки і може бути використана на підприємствах гірничовидобувної та гірничозбагачувальної промисловості, які здійснюють розробку залізної руди відкритим способом. Відомий пристрій керування завантаженням дробарок, заснований на використанні датчика рівня, елемента затримки, комутатора, підсилювача і живильника.[Л.И. Абатуров, Ю.Б. Иванов. Устройство управления загрузкой дробилки. АС СРСР № 850218, 1981]. Недоліком пристрою є те, що він дозволяє управляти зміною продуктивності, проте не дозволяє оптимізувати енергоспоживання на процесі дроблення. Відомий пристрій керування процесом збагачення, взятий як найближчий аналог, що містить датчики технологічних параметрів за стадіями, блок перетворення і нормування, суматор, обчислювальний блок, регулятор продуктивності по руді, рудний живильник, регулятор витрати води з клапаном витрати води. [B.C. Моркун, В.Е. Момот, В.П. Хорольский - Устройство автоматического управления многостадиальным процессом обогащения. АС СРСР № 882601. 1981]. Недоліком пристрою є те, що він не дозволяє сформувати перерозподіл навантажень по кожній стадії у відповідності з поточними характеристиками руди, що переробляється і стану технологічного обладнання, і тим самим домогтися зниження енергоспоживання. Задачею корисної моделі є удосконалення системи автоматичного керування процесом рудопідготовки, за рахунок того, що система забезпечена розподіленим регулятором, що здійснює адаптивне керування дробильно-подрібнювальним комплексом гірничозбагачувального комбінату на базі моделі з розподіленими параметрами функції скорочення крупності руди, що забезпечує з мінімальними енерговитратами формування та підтримку оптимальної продуктивності і гранулометричного складу вихідних продуктів взаємопов'язаних дробильних і подрібнювальних агрегатів в умовах неповної інформації про характеристики об'єкта керування, що істотно змінюються в часі і блоком керування регуляторами продуктивності по руді, який за допомогою інтегрального критерію формує узгоджене управління багатостадійним процесом скорочення крупності руди дробильно-подрібнювальним комплексом, враховує швидкість формування певних фракцій крупності руди, продуктивність і питомі витрати на виробництво одиниці вихідного продукту кожної стадії. Технічний результат від використання корисної моделі полягає в тому, що підвищення якості керування процесом рудопідготовки за рахунок перерозподілу навантажень між окремими стадіями цього процесу, у відповідності з поточними характеристиками руди, що переробляється, та стану технологічного обладнання, дозволяє домогтися зниження навантажень на кінцеву стадію - подрібнення, що, в свою чергу, сприяє загальному зниженню енергоспоживання. Поставлена задача корисної моделі вирішується тим, що система автоматичного керування процесом рудопідготовки містить датчики технологічних параметрів за стадіями, блок перетворення і нормування, суматор, обчислювальний блок, регулятор продуктивності по руді, рудний живильник, регулятор витрати води з клапаном витрати води, згідно з корисною моделлю, система забезпечена двома датчиками активної потужності, виходи яких під'єднані до входу другого блока обчислень співвідношення параметрів споживаної активної потужності, що видає коригувальну інформацію розподіленому регулятору, послідовно включеного з блоком, що реалізує узгоджене керування трьома регуляторами продуктивності по руді, які, керуючи швидкістю живильників відповідних стадій, змінюють продуктивність технологічної лінії по руді таким чином, щоб забезпечити оптимальний режим переробки сировини. Двома блоками обчислення параметрів функції розподілу руди по крупності, при цьому на вхід першого блока через блок перетворення і нормування підключені датчики технологічних параметрів відповідних стадій дроблення, а до входу другого блока підключений датчик вмісту класу 74 мкм в зливі класифікуючого апарата першої стадії подрібнення. Виходи двох блоків обчислення параметрів функції розподілу руди по крупності підключені до входів першого блока обчислення співвідношень гранулометричних характеристик, до виходів якого підключений регулятор витрати води, з'єднаний з клапаном витрати води і суматор, який також з'єднаний з виходами двох блоків обчислення параметрів функції розподілу руди по крупності. Вихід суматора підключений до одного з входів розподіленого регулятора. На схемі наведена блок-схема системи автоматичного керування процесом рудопідготовки. Система складається з розподіленого регулятора 1, що одержує коригувальну інформацію з другого блока 2 обчислень співвідношення параметрів спожитої активної потужності від датчиків активної потужності приводних двигунів кульового млина 3 і магнітного сепаратора 4 відповідно, а вихід розподіленого регулятора послідовно підключений до блока 5 реалізації узгодженого керування регуляторами продуктивності по руді 6, 7, 8, які, керуючи швидкістю живильників 9, 10 1 UA 80547 U 5 10 15 20 25 30 35 40 45 50 11 відповідних стадій 12, 13, 14, змінюють продуктивність технологічної лінії по руді таким чином, щоб забезпечити оптимальний режим переробки сировини, підсистеми збору інформації від технологічних датчиків 15, що одержує інформацію про рівень заповнення та продуктивність відповідних стадій дроблення, пов'язаної послідовно з блоком 16 перетворення і нормування, вихід якого підключений до входу блока 17 обчислення параметрів функції розподілу руди по крупності, другого блока 18 обчислення параметрів функції розподілу руди по крупності, до входу якого підключений датчик 19 вмісту класу 74 мкм в зливі класифікуючого апарата, виходи двох блоків обчислення параметрів функції розподілу руди по крупності підключені до входу блока 20 обчислення співвідношень гранулометричних характеристик, один з виходів якого пов'язаний з регулятором 21, керуючим положенням клапана подачі води 22 в класифікуючий апарат першої стадії подрібнення 23, а другий вихід разом з виходами блоків обчислення параметрів функції розподілу руди по крупності з'єднаний з суматором 24, який підключений до другого входу розподіленого регулятора. Система працює наступним чином. Інформація про стан технологічного процесу, що надходить з підсистеми 15 збору інформації від датчиків продуктивності та рівня заповнення на першій 12, другій 13 і третій 14 стадіях дроблення проходить первинну обробку і перетворення у зручну для подальших операцій форму в блоці 16 перетворення і нормування, після чого потрапляє в перший блок 17 обчислень параметрів функції розподілу по крупності сировини, що переробляється. Так як для ефективного керування доцільно розглядати дробильно-подрібнювальний комплекс як єдине ціле, тому пристрій містить другий блок 18 обчислень параметрів функції розподілу руди по крупності першої стадії подрібнення, на вхід якого надходить інформація від датчика 19 вмісту класу 74 мкм в зливі класифікуючого апарата, а вихід з'єднаний з блоком 20 обчислень співвідношення гранулометричних характеристик, до якого також приєднаний перший блок 17 обчислень параметрів функції розподілу руди по крупності всіх стадій дроблення. Використовуючи дані блоків обчислень 17 і, 18 в блоці 20 обчислення співвідношення гранулометричних характеристик, відбувається обчислення оптимальної керуючої характеристики підключеного до його виходу регулятора 21, керуючого положенням клапана подачі води 22 в класифікуючий апарат першої стадії подрібнення 23, який в подальшому підтримує розраховане співвідношення. Вихід блока 20 також з'єднаний з суматором 24, до якого приєднані виходи блоків 17, 18 обчислень параметрів функції розподілу руди по крупності всіх стадій дроблення та подрібнення відповідно, а вихід суматора 24 підключений до розподіленого регулятора 1, який виконує узгоджене керування розподіленим процесом. Корекція параметрів розподіленого регулятора 1 здійснюється другим блоком 2 обчислення співвідношень параметрів спожитої активної потужності 3 споживаної приводним двигуном кульового млина і датчика активної потужності 4 споживаної приводним двигуном магнітного сепаратора, який виступає як природний індикатор якості ведення технологічного процесу. При цьому максимальне значення активної потужності, що споживається приводним електродвигуном магнітного сепаратора, відповідає максимальній продуктивності комплексу з вилученого магнітного заліза і визначається оптимальними значеннями ступеня заповнення млина рудою, кулями, щільності пульпи в млині, щільності зливу класифікуючого апарата. Вихід розподіленого регулятора 1 підключений до блока 5 керування регуляторами продуктивності по руді, який за допомогою Інтегрального критерію формує узгоджене керування багатостадійним процесом скорочення крупності руди дробильно-подрібнювальним комплексом, що враховує швидкість формування певних фракцій крупності руди, продуктивність і питомі витрати на виробництво одиниці вихідного продукту кожної стадії. Керуючі сигнали блока 5 надходять на регулятори 6, 7, 8 продуктивності по руді відповідних стадій, які керують швидкістю живильників 9, 10 і 11, змінюючи продуктивність технологічної лінії рудопідготовки таким чином, щоб забезпечити з мінімальними енерговитратами формування та підтримку оптимальної продуктивності і гранулометричного складу вихідних продуктів взаємопов'язаних дробильних і подрібнювальних агрегатів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Система автоматичного керування процесом рудопідготовки, що містить датчики технологічних параметрів за стадіями, блок перетворення і нормування, суматор, обчислювальний блок, регулятор продуктивності по руді, рудний живильник, регулятор витрати води з клапаном витрати води, яка відрізняється тим, що забезпечена двома датчиками активної потужності, виходи яких під'єднані до входу другого блока обчислень співвідношення параметрів споживаної активної потужності, що видає коригувальну інформацію розподіленому регулятору, 2 UA 80547 U 5 10 послідовно включеному з блоком, що реалізує узгоджене управління трьома регуляторами продуктивності по руді, які, керуючи швидкістю живильників відповідних стадій, змінюють продуктивність технологічної лінії по руді таким чином, щоб забезпечити оптимальний режим переробки сировини, двома блоками обчислення параметрів функції розподілу руди по крупності, при цьому на вхід першого блока через блок перетворення і нормування підключені датчики технологічних параметрів відповідних стадій дроблення, а до входу другого блока підключений датчик вмісту класу 74 мкм в зливі класифікуючого апарата першої стадії подрібнення, виходи двох блоків обчислення параметрів функції розподілу руди по крупності підключені до входів першого блока обчислення співвідношень гранулометричних характеристик, до виходів якого підключений регулятор витрати води, з'єднаний з клапаном витрати води і суматор, який також з'єднаний з виходами двох блоків обчислення параметрів функції розподілу руди по крупності, вихід суматора підключений до одного з входів розподіленого регулятора. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic control system of ore-preparation
Автори англійськоюMarynych Ivan Anatoliiovych
Назва патенту російськоюСистема автоматического управления процессом рудоподготовки
Автори російськоюМаринич Иван Анатольевич
МПК / Мітки
МПК: B03B 13/00
Мітки: керування, система, рудопідготовки, процесом, автоматичного
Код посилання
<a href="https://ua.patents.su/5-80547-sistema-avtomatichnogo-keruvannya-procesom-rudopidgotovki.html" target="_blank" rel="follow" title="База патентів України">Система автоматичного керування процесом рудопідготовки</a>
Система автоматичного керування процесом збагачення
Номер патенту: 51044
Опубліковано: 16.05.2005
Автори: Назаренко Володимир Михайлович, Назаренко Наталія Володимирівна, Назаренко Михайло Володимирович, Купін Андрій Іванович
МПК: B03B 13/00
Мітки: процесом, керування, збагачення, система, автоматичного
Формула / Реферат:
1. Система автоматичного керування процесом збагачення, що містить послідовно з'єднані блок регулювання подачі сировини, млин, класифікатор та сепаратор, а також екстремальний регулятор, виходи якого з'єднані із млином через пристрій регулювання витрати води в млин та зливом класифікатора через пристрій регулювання витрати води в злив класифікатора, а входи з'єднані з датчиками оперативної інформації, такими як датчик витрати води в млин...
Система автоматичного керування процесом збагачення рудних матеріалів
Номер патенту: 11488
Опубліковано: 15.12.2005
Автори: Моркун Володимир Станіславович, Сотнікова Тетяна Геннадіївна
МПК: B03B 13/00
Мітки: керування, автоматичного, матеріалів, процесом, рудних, збагачення, система
Формула / Реферат:
Система автоматичного керування процесом збагачення рудних матеріалів, що включає млин, у який подається руда, що працює у замкненому циклі з класифікатором, у який подається вода, злив з якого через вимірювальну посудину надходить у збагачувальний апарат, виконавчий механізм, з'єднаний з регулювальним клапаном у трубопроводі подачі води у класифікатор, послідовно з'єднані мультивібратор, перший запускаючий одновібратор, перший генератор та...
Спосіб автоматичного керування процесом мокрого подрібнення
Номер патенту: 62052
Опубліковано: 10.08.2011
Автори: Кондратець Василь Олександрович, Карчевська Марина Олександрівна
МПК: B02C 25/00
Мітки: спосіб, процесом, автоматичного, подрібнення, керування, мокрого
Формула / Реферат:
Спосіб автоматичного керування процесом мокрого подрібнення, що полягає в стабілізації параметра завантаження кульового млина, підтриманні співвідношення руда/вода на його вході, вимірюванні технологічних параметрів з наступною їх обробкою та коректуванням по отриманих результатах подачі води в млин в умовах зміни фізико-механічних властивостей подрібнюваного матеріалу, який відрізняється тим, що подачу руди в кульовий млин здійснюють з...
Система автоматичного керування процесом екстрагування цукру з буряка
Номер патенту: 30553
Опубліковано: 25.02.2008
Автори: Заєць Наталія Анатоліївна, Ладанюк Анатолій Петрович
МПК: C13D 3/00
Мітки: керування, автоматичного, процесом, буряка, цукру, екстрагування, система
Формула / Реферат:
Система автоматичного керування процесом екстрагування цукру з буряка, що включає регулювання процесу екстрагування за вибраним критерієм на основі математичного опису об'єкта, яка відрізняється тим, що для керування температурним режимом роботи колонної дифузійної установки використовують адаптивну систему з еталонною моделлю.
Система автоматичного керування процесом збагачення рудних матеріалів
Номер патенту: 70713
Опубліковано: 15.10.2004
Автори: Моркун Наталя Володимирівна, Моркун Володимир Станіславович, Барський Станіслав Миколайович
МПК: B03B 13/00
Мітки: матеріалів, процесом, система, рудних, керування, збагачення, автоматичного
Формула / Реферат:
Система автоматичного керування процесом збагачення рудних матеріалів, що містить млин, який працює у замкненому циклі з класифікатором, злив якого подається у збагачувальний апарат та виконавчий механізм, керуючий положенням клапана у трубопроводі подачі води в класифікатор, яка відрізняється тим, що в систему введені послідовно з'єднані мультивібратор, перший запускаючий одновібратор, перший генератор та випромінюючий перетворювач,...