Спосіб виготовлення прокату з вуглецевої сталі
Номер патенту: 82255
Опубліковано: 25.03.2008
Автори: Савьюк Олександр Миколайови, Жучков Сергій Михайлович, Парусов Володимир Васильович, Деревянченко Ігор Віталійович, Парусов Едуард Володимирович, Олейник Анатолій Афанасійови, Парусов Олег Володимирович, Сичков Олександр Борисович
Формула / Реферат
Спосіб виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100 °С, витримку, охолодження водою й наступне регламентоване охолодження повітрям нижче температури аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, яку змінюють залежно від параметрів поперечного перерізу прокату, причому охолодження до температури на 170-280 °С нижче температури аустенітно-перлітного перетворення А1 проводять зі швидкістю охолодження, рівною (7,1-25,5)·F/П, °С/с, а охолодження до температури на 570-620 °С нижче температури аустенітно-перлітного перетворення А1 ведуть із швидкістю охолодження, рівною (1,5-6,0)·F/П, °С/с, де F - площа поперечного перерізу прокату, мм2, П - периметр поперечного перерізу прокату, мм.
Текст
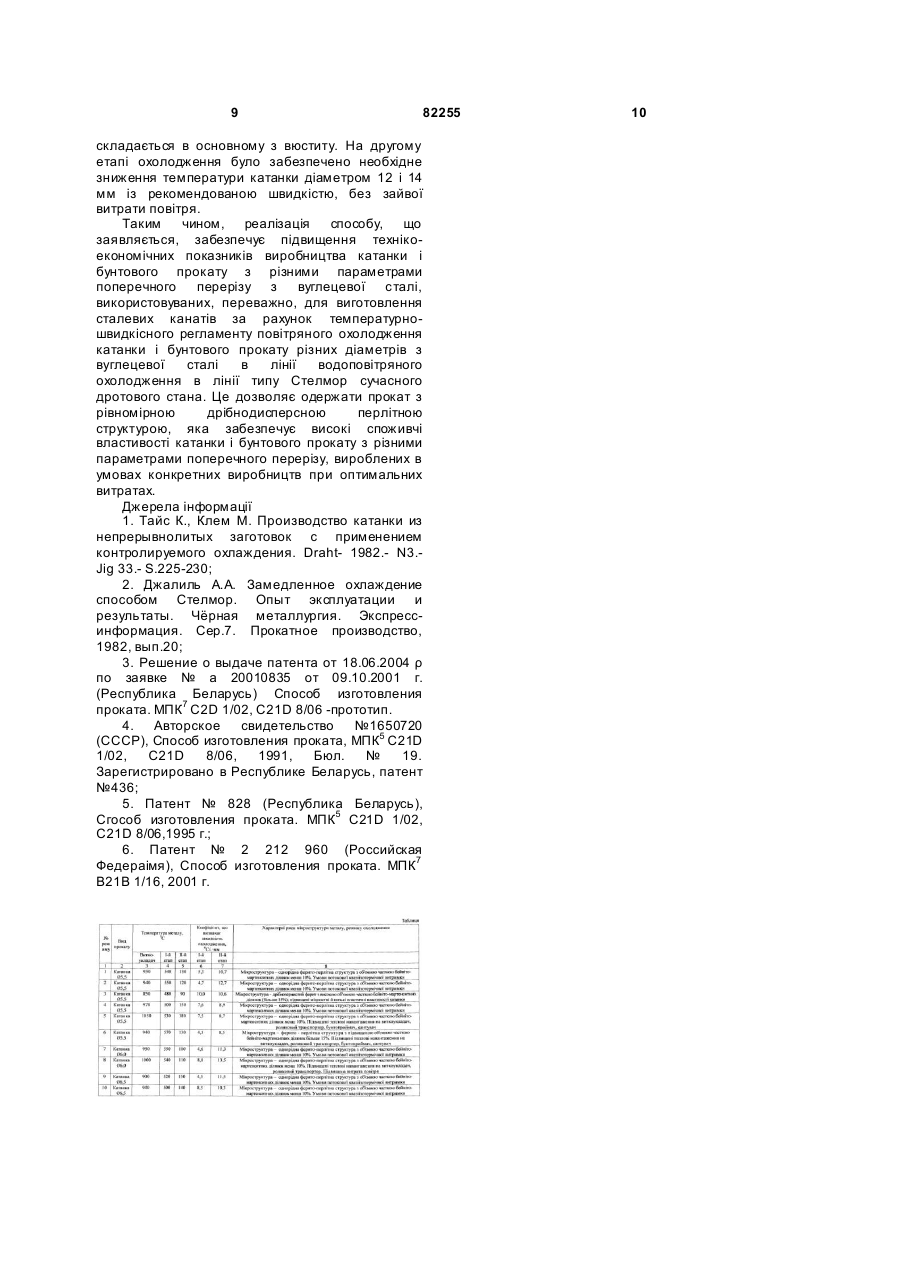
Спосіб виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100 °С, витримку, о холодження водою й наступне регламентоване охолодження повітрям нижче температури аустенітно-перлітного перетворення А1 , який відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, яку змінюють залежно від параметрів поперечного перерізу прокату, причому охолодження до температури на 170-280 °С нижче температури аустенітно-перлітного перетворення А1 проводять зі швидкістю охолодження, рівною (7,1-25,5)·F/П, °С/с, а охолодження до температури на 570-620 °С нижче температури аустенітно-перлітного перетворення А1 ведуть із швидкістю охолодження, рівною (1,56,0)·F/П, °С/с, де F - площа поперечного перерізу прокату, мм 2, П - периметр поперечного перерізу прокату, мм. (19) UA (11) (21) a200603205 (22) 27.03.2006 (24) 25.03.2008 (46) 30.12.1899, Бюл.№ , 1899 р. (72) ПАРУСОВ ВОЛОДИМИР ВАСИЛЬОВИЧ, UA, ПАРУСОВ ОЛЕГ ВОЛОДИМИРОВИЧ, UA, ПАРУСОВ ЕДУАРД ВОЛОДИ МИРОВИЧ, U A, ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, U A, САВЬЮК ОЛЕКСАНДР МИКОЛАЙОВИЧ, СИЧКОВ ОЛЕКСАНДР БОРИСОВИЧ, ОЛЕЙНИК АНАТОЛІЙ АФАН АСІЙОВИЧ, ДЕРЕВЯНЧЕНКО ІГОР ВІТАЛІЙОВИЧ (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "СПЕЦПРОМСТАЛЬ", ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З. І. НЕКРАСОВА Н АН УКРАЇНИ, UA (56) UA, 75840, C2, 15.05.2006 SU, 1379318, A2, 07.03.1988 SU, 1650720, A1, 23.05.1991 RU, 2212960, C2, 02.11.2001 RU, 2086669, C1, 10.08.1997 RU, 2212458, C1, 20.09.2003 BY, 6689, C1, 30.12.2004 BY, 828, C1, 15.08.1995 US, 4332630, A, 01.06.1982 US, 6228188, B1, 08.05.2001 C2 2 82255 1 3 82255 витрат на виробництво такого виду металопродукції. За прототип прийнято спосіб виготовлення прокату, який включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900...1100°С, витримку, охолодження водою і наступне регламентоване охолодження повітрям нижче температури аустенітноперлітного перетворення А1 [3]. Недоліком прототипу є те, що температурношвидкісний регламент охолодження повітрям, заданий у ньому, не виключає утворення гартівних структур у металі на різних етапах о холодження повітрям, що знижує якісні показники катанки й бунтового прокату з вуглецевої сталі, переважно для виготовлення канатів. Крім того, температурно-швидкісний регламент охолодження повітрям, заданий у відомому технічному рішенні, не дозволяє оптимізувати витрати повітря на другій стадії о холодження лінії Стелмор, що не забезпечує одержання необхідної структури металу й відповідного комплексу властивостей при виробництві катанки і бунтового прокату з вуглецевої сталі, використовуваних, переважно, для сталевих канатів. Зазначена обставина збільшує витрати на виробництво такого виду металопродукції, що знижує техніко-економічні показники виробництва. Завдання, розв'язуване винаходом, полягає в розробці способу виготовлення прокату, зокрема, катанки і бунтового прокату з різними параметрами поперечного перерізу з вуглецевої сталі, використовуваних для сталевих канатів, що забезпечує підвищення техніко-економічних показників виробництва за рахунок оптимізації температурно-швидкісного регламенту охолодження повітрям на різних етапах другої стадії охолодження лінії Стелмор. Технічний результат, що досягається при реалізації запропонованого технічного рішення, полягає в оптимізації температурно-швидкісного регламенту охолодження повітрям, що забезпечує високі споживчі властивості катанки і бунтового прокату з різними параметрами поперечного перерізу, вироблених в умовах конкретних виробництв при оптимальних витратах. Вирішення поставленого завдання забезпечується тим, що в способі виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100°С, витримку, охолодження водою і наступне регламентоване охолодження повітрям нижче температури аустенітноперлітного перетворення А1 регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюється по довжині транспортера залежно від параметрів поперечного перерізу катанки, причому охолодження до температур на 170-280°С нижче температури аустенітно-перлітного перетворення А1, ведуть зі швидкістю (Vохол), рівною. Vохол=(7,1-25,5) F/Π, °С/с, а охолодження до температур на 570-620оС нижче температури аустенітно-перлітного перетворення А1, ведуть зі швидкістю, рівною 4 Vо хол=(1,5-6,0) F/Π, °С/с, де F - площа поперечного перерізу прокату, мм , Π - периметр поперечного перерізу прокату, мм. Порівняння із прототипом показує, що спосіб, що заявляється, відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюється, по довжині транспортера, яка залежить від параметрів поперечного перерізу катанки, причому охолодження до температур на 170°-280°С нижче температури аустенітно-перлітного перетворення А1 , ведуть зі швидкістю Vохол=(7,1-25,5) F/Π, °С/с, а охолодження до температур на 570-620°С нижче температури аустенітно-перлітного перетворення А1 , ведуть зі швидкістю Vо хол=(1,5-6,0)=F/П, °C/c, де F - площа поперечного перерізу прокату, мм 2, Π - периметр поперечного перерізу прокату, мм. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки показало, що відомі способи виготовлення прокату, які включають гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100°С, витримку, охолодження водою й наступне охолодження повітрям, у яких реалізовані різні температурношвидкісні параметри охолодження катанки і бунтового прокату різних діаметрів [4-6]. Однак, температурно-швидкісні регламенти охолодження, реалізовані у відомих рішеннях, не враховують особливостей структуроутворення, яке відбувається в металі різного призначення, при повітряному охолодженні катанки і бунтового прокату на різних етапах його здійснення, що не виключає утворення гартівних структур у металі при охолодженні витків катанки повітрям. Зазначена обставина знижує якісні показники канатної катанки і бунтового прокату з вуглецевої сталі. Тому використання відомих технічних рішень не забезпечує вирішення поставленого завдання. Отже, спосіб, що заявляється, відповідає критерію "винахідницький рівень". Спосіб здійснюється таким чином. З ви хідної заготовки в системі калібрів клітей дротового стана формують катанку або бунтовий прокат заданого діаметра. Прокатку здійснюють при температурі 900-1100°С. Після прокатки здійснюють витримку і охолодження водою. На ділянці стана між секціями водяного охолодження і виткоукладчиком температура металу на виткоукладчику становить десь 950-1000°С або на 230-280°С вище температури аустенітноперлітного перетворення А1. Після цього здійснюють примусове регламентоване повітряне охолодження витків катанки або бунтового прокату нижче температури аустенітно-перлітного перетворення А1, на транспортері. Швидкість повітряного охолодження витків на повітрі залежить від розмірів перерізу катанки. Зі збільшенням діаметра катанки швидкість охолодження повинна бути вище. Тому регламентоване охолодження катанки повітрям ведуть зі швидкістю охолодження, що змінюється по довжині транспортера залежно від її діаметра. В інтервалі від температур закінчення водяного 5 82255 охолодження до температур на 170-280°С нижче температури аустенітно-перлітного перетворення А1 (десь 440-550°С), охолодження катанки ведуть із високою швидкістю, яка визначається з виразу Vо хол = (7,1-25,5) F/Π, °С/с, де F - площа поперечного перерізу прокату, мм 2, Π - периметр поперечного перерізу прокату, мм. Згодом у температурному інтервалі від температур на 170280°С нижче температури аустенітно-перлітного перетворення А1 (десь 440-550°С), до температур на 570-620°С нижче температури аустенітноперлітного перетворення А1 (десь 100-150°С), катанку охолоджують зі зниженою швидкістю, визначаємою з виразу Vохол=(1,5-6,0) F/Π, °С/с, де F - площа поперечного перерізу прокату, мм , Π - периметр поперечного перерізу прокату, мм. Тут варто помітити, що у функціональній залежності, що визначає швидкість охолодження катанки, як аргумент використовується відношення об'єму металу до його поверхні на одиницю довжини прокату, що рівнозначно відношенню площі поперечного перерізу прокату до його периметра. Такий підхід дозволяє більш чiтко враховувати масштабний фактор при встановленні температурно-швидкісного регламенту охолодження прокату різних розмірів і форми перерізу. Зазначений температурно-швидкісний регламент повітряного охолодження, катанки був установлений у процесі проведення експериментальних досліджень, виконаних разом зі СЗАТ "Молдавський металургійний завод (ММЗ)" у виробничих умовах цього заводу. До складу устаткування СЗАТ ММЗ входить сучасний дрібносортно - дротовий стан 320/150, дротова лінія якого обладнана сучасною вдосконаленою лінією водо-повітряного охолодження типу Стелмор. У результаті водяного охолодження катанки, що здійснюється безпосередньо після прокатки в блоці чистових клітей дротового стана, її поверхневі шари переохолоджуються нижче температури А1. При наступному переміщенні катанки по лінії ділянки повітряного охолодження стана температурне поле катанки по перерізу вирівнюється. Поверхневий шар катанки відігрівається за рахунок тепла її внутрішніх шарів до температури десь 950-1000°С або на 230-280°С вище температури аустенітно-перлітного перетворення А1. Це забезпечує розвиток процесів збиральної рекристалізації, результатом чого є укрупнення аустенітного зерна. При цьому створюються умови для трансформації аустенітної структури при наступному повітряному охолодженні в структур у дрібнодисперсного перліту. Наступне охолодження катанки до температур на 170-280°С нижче температури аустенітноперлітного перетворення А1 (десь 4507Г.550°С) зі швидкістю, визначаємою з виразу Vо хол=(7,1-25,5) F/Π, °С/с, забезпечує формування дрібнодисперсної перлітної мікроструктури з мінімальною кількістю стр уктурно вільного фериту і структурно вільного цементиту. Крім того, при реалізації температурно-швидкісних умов 6 охолодження, що заявляються, формується оптимальний склад і якість окалини на поверхні катанки. Це забезпечується за рахунок швидкого проходження температурного діапазону розкладання Fe на Fe і Fе3O4. Окалина у вигляді вюститу (FeO) легко видаляється з поверхні катанки при наступній її переробці як хімічним, так і механічним способами. Якщо охолодження катанки до температур на 170-280°С нижче температури аустенітноперлітного перетворення А1 (десь 440-550°С) здійснювати зі швидкістю вище 25,5 F/Π, °С/с, то в металі катанки утворяться структури загартування у вигляді ділянок з бейнітно-мартенситной структурою, наявність якої викликає зниження технологічної пластичності катанки при її наступній переробці. При швидкостях охолодження нижче 7,1 F/Π, °С/с, структура катанки характеризується грубопластинчатым перлітом, у якій практично відсутній перліт 1-го бала. Температурні інтервали охолодження обрані виходячи з умов початку й закінчення перетворень у металі. Крім того, дуже важливе дотримання температурно-швидкісного регламенту охолодження катанки (температурний і швидкісний інтервали повітряного охолодження на різних етапах) з погляду формування необхідного складу окалини на поверхні катанки. Якщо повітряне охолодження катанки зі швидкістю Vохол=(7,1-25,5) F/Π, °С/с завершува ти при температурах більш високих, ніж на 170°С нижче температури аустенітно-перлітного перетворення А1 (десь 550°С), то не буде забезпечене одержання в катанці дрібнодисперсної перлітної структури через наявність у ній у значних кількостях стр уктурно вільного фериту або структурно вільного цементиту, відповідно для доевтектоїдних і заевтектоїдних сталей. Завершення повітряного охолодження катанки зі швидкостями Vохол=(7,125,5) F/Π, °С /с при температурах більше низьких, ніж на 280°С нижче температури аустенітноперлітного перетворення А1 (десь 440°С) з однієї сторони приведе до утворення бейнітних стр уктур у металі, а з іншої сторони не забезпечить істотного поліпшення структури металу, тому що перетворення в ньому, в основному, уже завершились. Охолодження катанки в температурному інтервалі від температур на 170-280°С нижче температури аустенітно-перлітного перетворення А1 (десь 440-550оС), до температур на 570-620°С нижче температури аустенітно-перлітного перетворення А1 (десь 100-150°С) зі зниженою швидкістю, яку визначають з виразу Vохол=(1,56,0) F/Π, °С/с, обумовлено технічною доцільністю. Аустеніт зазнає у зазначених температурношвидкісних інтервалах практично повне перетворення і утворення гартівних стр уктур (бейні ту й мартенситу) не відбуваєтьсяться. Швидкості охолодження вище 6,0 F/Π у зазначеному температурному інтервалі не приведуть до помітного поліпшення структури металу, тому що фазові перетворення в ньому, в основному, уже завершилися. Однак охолодження 7 82255 з більш високими швидкостями потребує підвищених витрат енергії, що знизить технікоекономічні показники виробництва. Реалізація режимів зі швидкостями охолодження нижче 1,5 F/Π у зазначеному температурному інтервалі приведе до необхідності подовження лінії повітряного охолодження стана, без одержання додаткового ефекту. Крім того, низькі швидкості охолодження не забезпечать швидкого проходження температурного діапазону розкладання Fe на Fe і Fе3O4. На відміну від вюститу (FeO), видалення магнетиту (Fе3O 4) з поверхні катанки при наступній її переробці відбувається зі значними труднощами при будьякому виді обробки - механічним або хімічним способами. Таким чином, реалізація способу, що заявляється, зокрема, температурно-швидкісного регламенту повітряного охолодження катанки і бунтового прокату різнихдіаметрів з вуглецевої сталі в лінії водоповітряного охолодження типу Стелмор сучасного дротового стана, дає можливість одержати в прокаті, переважно для виробництва канатів, рівномірну дрібнодисперсну перлітну мікроструктур у, яка забезпечує рівномірні міцностні властивості по довжині витка і мотка катанки та бунтового прокату. При цьому, забезпечуються високі споживчі властивості катанки і бунтового прокату різних розмірів і форми перерізу в умовах конкретних виробництв при оптимальних витрата х. Приклад конкретної реалізації способу Як ми вже відзначали, параметри реалізації способу були встановлені в процесі проведення експериментальних досліджень, виконаних разом із СЗАТ ММЗ. У потоці двониткового дрібносортнодротового стана 320/150 СЗАТ ММЗ виготовляли канатну катанку діаметром 5,5...14,0 мм і арматурний бунтовий прокат періодичного профілю №6 зі сталі 70 такого хімічного складу: (0,71-0,73) % С; (0,50-0,59) % Μn; (0,16-0,22) % Si; 0,008% S; 0,014% Ρ; 0,09% Cr; 0,12% Ni; 0,19% Сu. Прокатку катанки або бунтового прокату заданого діаметра здійснювали в системі калібрів клітей дротової лінії стана при температурі 900...1100°С. Після прокатки здійснювали витримку і охолодження водою. Швидкість прокатки катанки діаметром 5,5 мм становила 95 м/с, діаметром 6,0 мм - 90 м/с, діаметром 8 мм - 60 м/с, діаметром 10 мм - 32 м/с, діаметром 14,0 мм - 25 м/с і арматурного профілю №6 - 75 м/с. Температура прокату на виткоукладчику становила 950-1000°С. Після цього здійснювали примусове регламентоване повітряне охолодження витків катанки або бунтового прокату на транспортері нижче температури аустенітно-перлітного перетворення А1. Швидкість переміщення витків катанки на транспортері змінювалася в межах 0,40,5 м/с. Охолодження катанки вентиляторним повітрям здійснювалося при відкритих теплої золюючих кришках. Температурно-швидкісний режим охолодження варіювали шляхом зміни кількості подаваного повітря за рахунок зміни частоти обертання приводів вентиляторів а також кількості включених вентиляторов. 8 Повітряне охолодження катанки здійснювали зі швидкістю, що змінюється, по довжині транспортера залежно від геометричних параметрів її поперечного перерізу. Температурні інтервали повітряного охолодження прокату були умовно розділені на два етапи, в яких змінювались швидкості охолодження. Деякі результати експериментів, які роз'яснюють суть заявленого способу, наведені в таблиці. З таблиці видно, що о холодження катанки й бунтового прокату до температур на 170-280°С нижче температури аустенітно-перлітного перетворення А1 (десь 440...550°С) зі швидкістю, яка визначається з виразу Vохл=(7,1-25,5) F/Π, °С/с, що реалізовано в 1, 2, 4, 5, 7-9 режимах на першому етапі повітряного охолодження катанки забезпечує формування дрібнодисперсної перлітної мікроструктури з мінімальною кількістю структурно вільного фериту (СВФ). Склад окалини являє собою в основному вюстит (FeO) на рівні 8395%. Вона легко видаляється з поверхні катанки будь-яким способом (хімічним і механічним) при наступній її переробці. При реалізації режиму 3, який характеризується зниженими температурами завершення повітряного охолодження катанки на першому й др угому етапах і підвищеній швидкості охолодження на першому етапі, у структурі металу має місце наявність бейнітних ділянок, які знижують пластичні властивості катанки при її наступній переробці, і котрі є бракувальною ознакою для такого виду продукції. Крім того, знижені температури завершення повітряного охолодження катанки на другому етапі збільшують витрати повітря, що знижує те хніко-економічні показники процесу. При реалізації режиму 5, який характеризується підвищеними температурами завершення повітряного охолодження катанки на другому етапі, має місце підвищене теплове навантаження на Устаткування хвостової частини лінії Стелмор - бунтоприймач, кантувач та ін. При реалізації режиму 6, який характеризується високою температурою закінчення першого етапу й високою швидкістю другого етап у повітряного охолодження прокату, у металі утвориться структура у вигляді грубодисперсного перліту зі значною кількістю СВФ. При цьому високі швидкості повітряного охолодження прокату на другому етапі, коли фазові перетворення в металі, в основному, уже відбулися, приводять до необгрунтованого збільшення витрат повітря. Реалізація режиму 7, у якому застосовані низькі швидкості повітряного охолодження на першому етапі, супроводжується утворенням на поверхні катанки окалини у вигляді магнетиту, видалення якого, на відміну від вюститу, з поверхні катанки при наступній її переробці відбувається зі значними труднощами. При реалізації режимів 8 і 9 на першому етапі охолодження застосовані швидкості охолодження, які забезпечують одержання дрібнодисперсної перлітної структури з мінімальною кількістю СВФ. Окалина, яка утворюється на поверхні катанки, 9 82255 складається в основному з вюститу. На другому етапі охолодження було забезпечено необхідне зниження температури катанки діаметром 12 і 14 мм із рекомендованою швидкістю, без зайвої витрати повітря. Таким чином, реалізація способу, що заявляється, забезпечує підвищення технікоекономічних показників виробництва катанки і бунтового прокату з різними параметрами поперечного перерізу з вуглецевої сталі, використовуваних, переважно, для виготовлення сталевих канатів за рахунок температурношвидкісного регламенту повітряного охолодження катанки і бунтового прокату різних діаметрів з вуглецевої сталі в лінії водоповітряного охолодження в лінії типу Стелмор сучасного дротового стана. Це дозволяє одержати прокат з рівномірною дрібнодисперсною перлітною структурою, яка забезпечує високі споживчі властивості катанки і бунтового прокату з різними параметрами поперечного перерізу, вироблених в умовах конкретних виробництв при оптимальних витратах. Джерела інформації 1. Тайс К., Клем М. Производство катанки из непрерывнолитых заготовок с применением контролируемого охлаждения. Draht- 1982.- N3.Jig 33.- S.225-230; 2. Джалиль А.А. Замедленное охлаждение способом Стелмор. Опыт эксплуатации и результаты. Чёрная металлургия. Экспрессинформация. Сер.7. Прокатное производство, 1982, вып.20; 3. Решение о выдаче патента от 18.06.2004 ρ по заявке № а 20010835 от 09.10.2001 г. (Республика Беларусь) Способ изготовления проката. МПК7 С2D 1/02, C21D 8/06 -прототип. 4. Авторское свидетельство №1650720 (СССР), Способ изготовления проката, МПК5 C21D 1/02, C21D 8/06, 1991, Бюл. № 19. Зарегистрировано в Республике Беларусь, патент №436; 5. Патент № 828 (Республика Беларусь), Сгособ изготовления проката. МПК5 C21D 1/02, C21D 8/06,1995 г.; 6. Патент № 2 212 960 (Российская Федераімя), Способ изготовления проката. МПК7 В21В 1/16, 2001 г. 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolled steel producing from carbon steel
Автори англійськоюParusov Volodymyr Vasyliovych, Parusov Oleh Volodymyrovych, Parusov Eduard Volodymyrovych, Zhuchkov Serhii Mykhailovych, Sychkov Oleksandr Borysovych, Derevianchenko Ihor Vitaliiovych
Назва патенту російськоюСпособ изготовления проката из углеродистой стали
Автори російськоюПарусов Владимир Васильевич, Парусов Олег Владимирович, Парусов Эдуард Владимирович, Жучков Сергей Михайлович, Сычков Александр Борисович, Деревянченко Игорь Витальевич
МПК / Мітки
МПК: C21D 9/52, B21B 1/16, C21D 8/06, C21D 1/02
Мітки: сталі, вуглецевої, спосіб, виготовлення, прокату
Код посилання
<a href="https://ua.patents.su/5-82255-sposib-vigotovlennya-prokatu-z-vuglecevo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прокату з вуглецевої сталі</a>
Спосіб виготовлення прокату
Номер патенту: 75840
Опубліковано: 15.05.2006
Автори: Сцяблов Анвер Борисавіч, Кириленка Алег Міхайлавіч, Бандаренка Аляксандр Мікалаєвіч, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч, Мандзель Мікалай Львовіч, Цімашпольські Владзімір Ісаакавіч, Тішчанка Владзімір Андрєявіч, Парусов Володимир Васильович, Луценко Владислав Анатолійович, Андріанав Мікалай Віктаравіч, Ендерс Владзімір Владзіміравіч
МПК: C21D 9/52, C21D 1/02, C21D 8/06
Мітки: виготовлення, прокату, спосіб
Формула / Реферат:
Спосіб виготовлення прокату, що включає гаряче прокатування, витримку, охолодження водою, охолодження на повітрі зі швидкістю, яку визначають з виразу V = (3 - 5)/d2, деV – швидкість охолодження, °С/с;d - діаметр прокату, см,до температур нижче точки аустенітно-перлітного перетворення А1 на 100 - 200° і наступне охолодження, який відрізняється тим, що наступне охолодження здійснюють зі швидкістю, яку визначають з...
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі
Номер патенту: 29729
Опубліковано: 25.01.2008
Автори: Дубина Олег Вікторович, Мединський Григорій Олексійович, Бабенко Вадим Васильович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович
Мітки: виготовлення, вуглецевої, локомотивних, заготовок, сталі, спосіб, вагонних, осей
Формула / Реферат:
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі, що включає пластичну деформацію, нормалізацію, правку й охолодження, який відрізняється тим, що охолодження проводять спочатку на холодильниках до температури 300-500 °С, а потім у колодязях уповільненого охолодження зі швидкістю не більше 0,012 °С/сек.
Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещерякова Ася Олексіївна, Мещеряков Ілля Володимирович
МПК: C23C 2/36
Мітки: довгомірний, вуглецевої, виріб, захисного, покриття, металевого, сталі, покриттям, здійснення, спосіб, вироби, пристрій, одержання, алюмінієвим, довгомірному
Формула / Реферат:
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що...
Легована вуглецева сталь та спосіб виготовлення високоміцної, корозійностійкої, ударнов’язкої вуглецевої сталі
Номер патенту: 76012
Опубліковано: 15.06.2006
Автори: Поллак Девід, Кусінскі Гржегорж, Томас Гарет
МПК: C22C 38/00
Мітки: високоміцної, вуглецева, сталі, спосіб, легована, ударнов'язкої, корозійностійкої, вуглецевої, сталь, виготовлення
Формула / Реферат:
1. Легована вуглецева сталь, що містить залізо і максимум 0,35 мас. % вуглецю, яка відрізняється тим, що вона має трифазну мікроструктуру, що складається із кристалів фериту, сплавлених з мартенсит-аустенітними кристалами, причому зазначені мартенсит-аустенітні кристали містять рейки мартенситу, що чергуються з тонкими плівками аустеніту.2. Сталь за п. 1, яка відрізняється тим, що зазначені мартенсит-аустенітні кристали не містять...
Легована вуглецева сталь і спосіб виготовлення високоміцної, корозійностійкої, пластичної легованої вуглецевої сталі
Номер патенту: 75501
Опубліковано: 17.04.2006
Автори: Кусінскі Гржегорж, Поллак Девід, Томас Гарет
МПК: C22C 38/40, C22C 38/00
Мітки: корозійностійкої, легована, пластичної, легованої, високоміцної, сталь, спосіб, сталі, вуглецевої, вуглецева, виготовлення
Формула / Реферат:
1. Легована вуглецева сталь, що має температуру початку мартенситного перетворення принаймні 300°С і містить мартенситно-аустенітні зерна величиною не більше 10 мікрон у діаметрі, де кожне зерно охоплене аустенітною оболонкою і має мікроструктуру, що складається із рейок мартенситу, які чергуються з тонкими плівками аустеніту, однорідно орієнтованими по всьому зазначеному зерну.2. Сталь за п. 1, яка відрізняється тим, що температура...
Попередній патент: Склад та спосіб одержання композиції, фармацевтична композиція та її застосування
Наступний патент: Спосіб десульфурації сталі
Випадковий патент: Рідинний ракетний двигун багаторазового включення з турбонасосною системою подачі компонентів палива