Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещеряков Ілля Володимирович, Мещерякова Ася Олексіївна

Формула / Реферат
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що попереднє активування поверхні виробу проводять обробкою потоком гострокутного термообробленого дробу з розміром частинок від 0,2 до 0,3 мм при швидкості подачі цього дробу 10-15 м/с.
2. Спосіб за п. 1, який відрізняється тим, що гострокутний термооброблений дріб виготовляють з вуглецевої сталі, що містить 0,85-1,15 мас. % вуглецю, до 0,6-1,0 мас. % кремнію та марганцю, з сумарним вмістом сірки та фосфору не більше 0,09 мас. %, і вказаний дріб має твердість від 350 до 850 HV.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що прокатку вказаного виробу проводять до сумарного обтиску 6-8%.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що швидкість руху виробу в процесі одержання металевого захисного покриття 0,5-0,7 м/с.
5. Пристрій для нанесення металевого захисного покриття з розплаву на довгомірний виріб зі сталі, що складається з механізму подачі довгомірного виробу, ванни з розплавом металу, оснащеної запірними системами, та системи перемішування розплаву під дією біжучого електромагнітного поля, який відрізняється тим, що він додатково має пристрій для підготовки поверхні виробу шляхом активування її потоком гострокутного термообробленого дробу, оснащений механізмом регулювання швидкості потоку, гнучку систему автоматичного регулювання довжини запірних систем і довжини та кута розміщення індукторів системи перемішування розплаву металу в ванні, причому система перемішування складається з 6-ти індукторів, розміщених перпендикулярно і під кутом до поверхні виробу, камеру для примусового охолодження та 4-клітьовий безперервний прокатний стан, перша кліть якого оснащена валками-кристалізаторами, з автоматизованою системою керування обтискуванням.
6. Пристрій за п. 5, який відрізняється тим, що гострокутний термооброблений дріб виготовляють з вуглецевої сталі, що містить 0,85-1,15 мас. % вуглецю, до 0,6-1,0 мас. % кремнію та марганцю, з сумарним вмістом сірки та фосфору не більше 0,09 мас. %, і вказаний дріб має твердість від 350 до 850 HV.
7. Пристрій за пп. 5 або 6, який відрізняється тим, що метал у ванні має низьку температуру плавлення.
8. Пристрій за п. 7, який відрізняється тим, що металом у ванні є алюміній.
9. Пристрій за будь-яким з пп. 5-8, який відрізняється тим, що довжину запірних систем і довжину і кут розміщення індукторів системи перемішування регулюють в залежності від швидкості руху виробу, його сортаменту та типорозміру.
10. Пристрій за будь-яким з пп. 5-9, який відрізняється тим, що він додатково має стан для згинання або ножиці для розрізування на мірну довжину виробу, або стан для виробництва зварних труб.
11. Пристрій за будь-яким з пп. 5-10, який відрізняється тим, що призначений для одержання штрипса для виробництва зварних труб.
12. Довгомірний виріб з вуглецевої сталі, що покривають алюмінієм, який відрізняється тим, що одержаний способом за пп. 1-4.
Текст
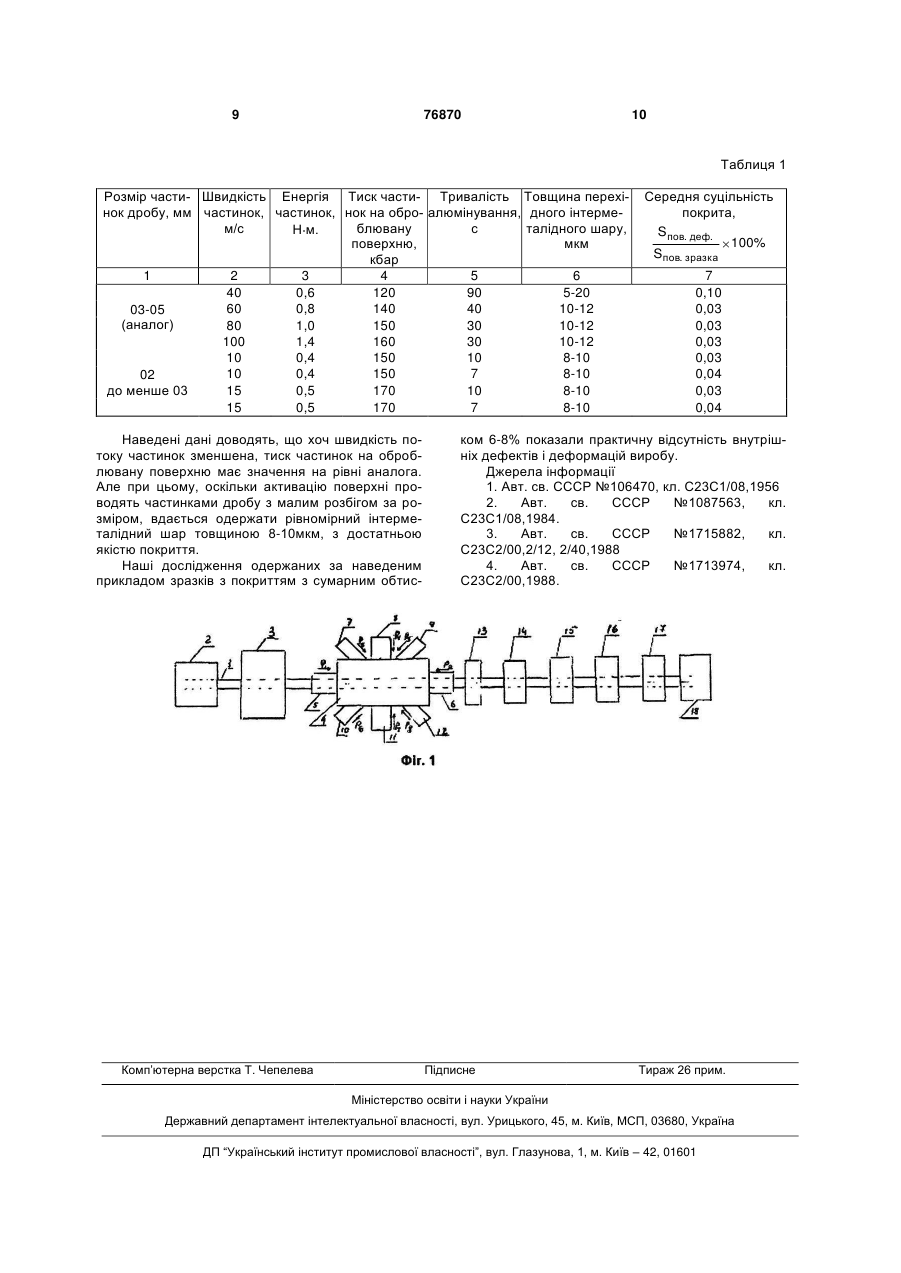
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що попереднє активування поверхні виробу проводять обробкою потоком гострокутного термообробленого дробу з розміром частинок від 0,2 до 0,3мм при швидкості подачі цього дробу 10-15м/с. 2. Спосіб за п.1, який відрізняється тим, що гострокутний термооброблений дріб виготовляють з вуглецевої сталі, що містить 0,85-1,15мас.% вуглецю, до 0,6-1,0мас.% кремнію та марганцю, з сумарним вмістом сірки та фосфору не більше 0,09мас.%, і вказаний дріб має твердість від 350 до 850 HV. 3. Спосіб за пп.1 або 2, який відрізняється тим, що прокатку вказаного виробу проводять до сумарного обтиску 6-8%. 2 (19) 1 3 76870 4 11. Пристрій за будь-яким з пп.5-10, який відріз12. Довгомірний виріб з вуглецевої сталі, що покняється тим, що призначений для одержання ривають алюмінієм, який відрізняється тим, що штрипса для виробництва зварних труб. одержаний способом за пп.1-4. Винахід стосується галузі безперервного нанесення металевих покриттів на довгомірні вироби з вуглецевої сталі, що використовуються в машинобудуванні, хімічній та нафтопереробній промисловості, в промисловому та цивільному будівництві, а також при будівництві різних об'єктів агропромислового комплексу, наприклад, зерносховищ, теплиць і т.п., тобто в об'єктах та будівлях, де конструкції експлуатують в агресивному середовищі. Відомий спосіб одержання алюмінованих виробів з вуглецевої сталі, що включає попереднє активування поверхні виробу шляхом занурення у флюс на 1-2хв. при температурі 370-450°С з подальшим алюмінуванням в розплаві при температурі 700-740°С [1]. Недоліком вказаного способу є довготривалість процесу алюмінування (2-3хв.), пов'язану з малою швидкістю змочування поверхні виробу розплавом алюмінію. При цьому швидкість утворення покриття на різних ділянках не однакова, тому що центри з високою активністю поверхневих атомів розподілені не рівномірно, що призводить до різнотовщинності покриття. Тривала витримка виробу в розплаві алюмінію призводить до збільшення інтерметалідного шару, що як наслідок знижує якість адгезії та покриття в цілому. Присутність залишків флюсів в розплаві покриття призводить до зниження корозійних властивостей покриття і, крім того, активування поверхні виробу в розплаві флюсу екологічно шкідливий процес. Відомий спосіб нанесення алюмінієвого покриття на рухомий прокат [2], що включає охолодження прокату, який виходить з сортового стану, зі швидкістю 50-100°С/с від температури кінця гарячої прокатки до температури розплаву з наступним гарячим алюмінуванням прокату пропусканням його через розплав. Але відсутність дільниці для активації поверхні прокату перед нанесення покриття призводить до подовження прольоту в цеху на 6-15м та до постійного забруднення ванни з розплавом алюмінію солями заліза, які потрапляють до неї з поверхні прокату, що рухається. При швидкості руху стального прокату 2-5м/с змочування його алюмінієм, якщо не було попереднього активування поверхні, сумнівне навіть при інтенсивному перемішуванні розплаву. Після виходу прокату з ванни з розплавом матеріалу покриття підтримуванням його в підвішеному стані підйомними і тяговими силами протягом 6с на віддалі 12-30м (час охолодження від виходу стального прокату з покриттям до входу в кліть, де роблять або правку, або профілювання, або вирівнювання та ущільнення покриття), занадто енергоємне. Відомий спосіб одержання алітированих виробів з вуглецевої сталі [3], що включає попереднє активування поверхні виробу та наступне алюмі нування в розплаві при температурі 700-740°С. Активування здійснюється ударною обробкою потоком твердих частинок розміром 0,3-1,0мм при швидкості подачі 60-100м/с. Недоліком указаного способу є великий діапазон розкиду розмірів частинок, що призводить до одержання активного шару з нерівномірною щільністю дислокацій та відповідно нерівномірним розподілом пружних напружень по поверхні виробу, значний шумовий ефект, викликаний швидкістю подачі твердих частинок 60-100м/с. Відомий також пристрій для нанесення металевих покриттів з розплаву на плаский прокат [4], що включає ванну для розплаву матеріалу покриття, яка оснащена запорними системами та поперечними системами перемішування розплаву для інтенсифікації процесу. Однак, при проходженні через ванну з розплавом плаский прокат попадає під дію поперечних систем, які здійснюють переміщення розплаву в напрямку перпендикулярному руху прокату. Пристрій цих систем посередині довжини ванни не дає ефективного перемішування у всьому об'ємі ванни. Одночасна дія і запорних і поперечних систем створює вихрові потоки матеріалу розплаву, а відсутність у заготовки активованої поверхні значно знижує змочування плаского прокату в розплаві матеріалу покриття, наприклад, в рідкому алюмінії. Метою винаходу є підвищення продуктивності процесу нанесення металевого захисного покриття при одночасному зменшенні енергетичних затрат на його здійснення та покращення якості покриття. Поставлене завдання досягається способом одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С, примусове охолодження та прокатку, причому активування проводять обробкою потоком гострокутного термообробленого дробу з розміром частинок від 0,2 до менше 0,3мм при швидкості подачі 1015м/с, а виріб рухається зі швидкістю 0,5 - 0,7м/с. При цьому гострокутній термооброблений дріб виготовляють з вуглецевої сталі, що містить вуглецю 0,85-1,15%, кремнію та марганцю до 0,61,0%, сумарним вмістом сірки та фосфору не більше 0,09%, і він має твердість від 350 до 850HV. Найкраще, коли прокатку виробу проводять до сумарного обтиску 6-8 %. Сумарне обтискування в межах 6-8 % пояснюється дією граничного тертя, яке сприяє пластичній деформації за рахунок зменшення поверхневого бар'єру для розрядки дислокації, що дає підвищення якості стального прокату з алюмінієвим покриттям, але не призводить до деформації виробу в цілому. 5 76870 6 Поставлене завдання досягається також викоперехідного шару не перевищує 10мкм. При цьому ристанням пристрою для нанесення металевого перехідний шар не має тріщин, завдяки тому, що захисного покриття з розплаву на довгомірний при прокатуванні в першій кліті дефекти перехідвиріб зі сталі, що зображений на Фіг.1 та складаного шару заповнюються надпластичним алюміється з механізму подачі виробу 2; пристрою для нієм. підготовки поверхні виробу 3, шляхом активування Ударна обробка гострокутним термооброблеїї потоком гострокутного термообробленого дробу, ним дробом з розміром частинок від 0,2 до менше оснащений механізмом регулювання швидкості 0,3мм дозволяє одержати активовану поверхню з потоку; ванни з розплавом металу 4, оснащеної рівномірним розподілом по поверхні двох граничзапорними системами 5, 6 та системою перемішуних видів дислокацій - крайової та гвинтової. Наявання розплаву 7-12 дією біжучого електромагнітвність цих двох дислокацій створює лінійні та точного поля, причому система перемішування склакові дефекти, поблизу яких атоми матеріалу дається з 6-ти індукторів, розміщених виробу виведені зі стану рівноваги стійких полоперпендикулярно 8, 11 та під кутом 7, 9, 10, 12 до жень та мають високий потенціал енергій і, як наповерхні виробу, для рівномірного перемішування слідок, хімічно активніші. розплаву у всьому об'ємі ванни, та гнучкою систеБуло виявлено, що при активуванні поверхні мою автоматичного регулювання довжини запорвиробу потоком вищевказаного гострокутного терних систем та системи перемішування розплаву, а мообробленого дробу зі швидкістю 10-15м/с, утвотакож кута, під яким розміщено індуктори системи рюється якісний активний з високою щільністю перемішування; камери для примусового охолодислокацій на поверхні шар. Дислокації в кристадження 13 та 4-х клітного безперервного прокатнолічних решітках при таких режимах обробки ствого стану 14-17, перша кліть 14 якого оснащена рюють ділянки пружного напруження рівномірно на валками-кристалізаторами, і який має автоматизовсій поверхні виробу. Підвищена ж активація довану систему управління натискуванням. зволяє прискорити хімічну реакцію на поверхні та При цьому краще, коли гострокутній термообпідвищити дифузію в дислокаціях, що як наслідок роблений дріб виготовлено з вуглецевої сталі, що підвищує адгезію, яка є рівномірною на усій повермістить вуглецю 0,85-1,15%, кремнію та марганцю хні виробу. до 0,6-1,0%, сумарним вмістом сірки та фосфору При нанесенні покриттів взаємодія між матеріне більше 0,09%, і він має твердість від 350 до алом виробу та матеріалом покриття починається 850HV. спершу на дефектній поверхні, і чим більша щільМеталом у ванні є метал, що має низьку темність дефектів, тим вища адгезія. Товщина перехіпературу плавлення, зокрема алюміній. дного шару, що складається з інтерметалідів FeiAlj, Краще, коли довжину запорних систем та довзалежить в першу чергу від щільності дефектів та жину і кут розміщення індукторів системи перемічасу перебування виробу з вуглецевої сталі в розшування регулюють в залежності від швидкості плаві металу, наприклад алюмінію. Використовуюруху виробу, його сортаменту та типорозміру. чи прохідні ванни з розплавом металу, які мають Пристрій як один з варіантів в залежності від запорні системи та системи перемішування розпвиробу, який необхідно одержати, може мати дільлаву, що дозволяє підтримувати його хімічний ницю 18, якою може бути стан для згинання або склад постійним, доцільно металеве, наприклад ножиці для розрізування на мірну довжину виробу, алюмінієве, покриття наносити на рухомий довгоабо стан для виробництва зварних труб. мірний виріб з вуглецевої сталі при швидкості його При цьому запропонований пристрій можна віруху 0,5-0,7м/с. Ця швидкість є оптимальною для дрегулювати таким чином, щоб одержувати висопроцесу активування поверхні виробу та змочукоякісну штрипсу для виробництва зварних труб. вання розплавом металу, наприклад алюмінію, Штрипса характерна тим, що має потовщення на виробу з вуглецевої сталі і дає можливість одербоковій кромці. Матеріал покриття при зварюванні жати якісне покриття товщиною 60-80мкм. бокових кромок буде змочувати зварну зону і таВсе це дає можливість одержати бажаний техким чином запобігати корозії зварного шва. нічний результат: покращення якості покриття Ще одним аспектом винаходу є довгомірний шляхом регулювання товщини його шару та змевиріб з вуглецевої сталі з покриттям із алюмінію, ншення товщини перехідного шару завдяки запроодержаний за способом за винаходом. понованому процесу активування поверхні, а таВказаним способом одержують якісно набагакож ущільненню та заповненню в перехідному то кращий виріб, ніж при застосуванні способів інтерметалідному шарі тріщин розплавом матеріавідомих з рівня техніки. Усі відомі способи та прилу покриття шляхом прокатки на безперервному строї для одержання металевого захисного покстані. риття на рухомих довгомірних виробах з вуглецеЗапропонований винахід дозволяє підвищити вої сталі мають ванни з порогами або ванни з якість нанесеного покриття за рахунок покращення недостатнім перемішування металу, що понижує адгезії, рівномірної товщини та хімічного складу якість покриття: воно нерівномірне, може містити покриття в цілому. Процес нанесення покриття з флюс, покриття деформоване, має значну різновикористанням запропонованого способу та притовщинність, товстий перехідний шар, який іноді строю високопродуктивний та екологічно чистий. досягає 25 % від товщини покриття в цілому. Пристрій для нанесення металевого захисного Довгомірний виріб з вуглецевої сталі з покритпокриття з розплаву на довгомірний виріб зі сталі, тям із алюмінію, одержаний за способом за винапрацює таким чином: довгомірний виріб зі сталі 1 ходом має товщину покриття 60-80мкм, в залежпоступає через механізм подачі 2 в пристрій для ності від призначення виробу, а товщина підготовки поверхні 3, де відбувається обробка 7 76870 8 виробу 1 гострокутним термообробленим дробом деформації, що також призводить до заповнення розміром 0,2-0,3мм зі швидкістю подання його 10мікротріщин металом покриття в крихкому інтер15м/с, причому швидкість потоку регулюється авметалідному шарі. При цьому прокатку проводять томатично, одночасно включають індуктори заподо сумарного обтискування в межах 6-8%. з авторних систем 5, 6, при дії біжучого електромагнітноматизованою системою управління натискуванго поля, створюваного ними, розплав алюмінію ням. витісняється у ванну 4, таким чином наповнюючи її Крім того, вироби у вигляді смуг з металевим, розплавом металу для покриття, при цьому розпзокрема з алюмінієвим покриттям, можна піддавалав має температуру 700-740°С, та одночасно для ти подальшій переробці в потрібну продукцію. їх інтенсивного перемішування розплаву матеріалу можна піддавати згинанню, прокатці для одержанпокриття у ванні 4 включають систему перемішуня будь-якого відкритого чи закритого профілю, вання розплаву, яка складається з 6-ти індукторів, оскільки смуги з покриттям, одержані за винахорозміщених перпендикулярно 8, 11 та під кутом до дом, дуже добре зварюються. Процес одержання поверхні виробу 7, 9, 10, 12. При цьому довжина нових профілів або сортаменту може здійснювазапорних систем та системи перемішування розптись в одній поточній лінії, після 4-х клітного безлаву, а також кут, під яким розміщено індуктори перервного прокатного стану 14-17, де відбуваєтьсистеми перемішування, автоматично регулюються формування і ущільнення покриття. ся. Тому пристрій також може мати дільницю 18, Кут, під яким встановлюють індуктори 7, 9, 10, якою в залежності від виробу, який необхідно оде12, залежить від швидкості руху виробу, його сорржати, може бути стан для згинання або ножиці таменту та типорозміру та вибирається розрахундля розрізування на мірну довжину виробу, або ковим шляхом для забезпечення ефективного пестан для виробництва зварних труб. ремішування. У випадку, коли необхідно як виріб в кінцевому Довжина запорних систем 5, 6 та систем перезультаті одержати зварні труби, запропонований ремішування 7-12 також залежить від швидкості пристрій відрегульовують таким чином, щоб одерруху виробу, його сортаменту та типорозміру та жувати високоякісну штрипсу для виробництва вибирається розрахунковим шляхом. Оптимально зварних труб. вона має бути в межах 0,10-0,15 від довжини ванПриклад здійснення винаходу. ни при нанесенні покриття на плоский стальний Поверхню прокату з вуглецевої сталі, смуга прокат та 0,20-0,30 - на сортовий прокат. сталі 3 розміром 2 120 5000мм, який рухається зі Наявність системи для інтенсивного перемішвидкістю 0,56-0,7м/с, обробляють гострокутним шування розплаву в ванні дозволяє створювати термообробленим дробом з розміром частинок від рух його в різних напрямках або створювати, на0,2 до менше 0,3мм, який виготовлено з вуглецеприклад, при нанесенні покриття на сортовий прової сталі, що містить вуглецю 0,85-1,15%, кремнію кат турбулентні потоки, які охоплюють увесь об'єм та марганцю до 0,6-1,0%, та має сумарний вміст ванни. сірки та фосфору не більше 0,09%, з твердістю Після виходу з ванни з розплавом 4 виріб 1 350-850HV, при швидкості подачі прокату 10-15м/с. подають на примусове охолодження в камеру 13, Активовану таким чином смугу подають в ванну з де він охолоджується до температури близько розплавом алюмінію, що має температуру біля 400°С. Далі виріб 1 поступає в 4-х клітний безпе700-740°С. Після нанесення покриття смугу частрервний прокатний стан 14, 15, 16, 17, який має ково охолоджують в камері примусового охолоавтоматизовану систему управління натискувандження і подають для прокатки на 4-х клітний безням. перервний прокатний стан, в режимі як описано В першій кліті 14 стану, валки якої є валкамивище. Після чого одержують смугу з покриттям з кристалізаторами, покриття охолоджується до тесумарним обтиском 6 - 8 %. Дані конкретного здіймператури 90-120°С в залежності від виробу. При снення винаходу наведені в таблиці 1. цьому матеріал покриття ще знаходиться в надВ таблиці 1 показано вплив розміру дробу та пластичному стані і при малих обтискуваннях зашвидкості його подачі на тривалість алюмінуванповнює мікротріщини в перехідному інтерметалідня, товщину перехідного інтерметалідного шару та ному шарі. При прокатці поверхня металевого якість покриття в цілому, що оцінювалось за харапокриття доторкається до прокатних валків і таким ктеристикою суцільності покриття, яка визначаєтьчином утворює ущільнені шари на межі ся із співвідношенням площі поверхні дефектів сталь/метал покриття з відмінною від металу пок(Sпов.деф.) до площі поверхні зразка риття структурою та товщиною в декілька ангст(Sпов.зразка). рем. В зв'язку з граничним тертям адсорбція, що виникає, сприяє зменшенню пластичності та опору 9 76870 10 Таблиця 1 Розмір части- Швидкість Енергія Тиск части- Тривалість Товщина перехінок дробу, мм частинок, частинок, нок на обро- алюмінування, дного інтермем/с блювану с талідного шару, Н м. поверхню, мкм кбар 1 2 3 4 5 6 40 0,6 120 90 5-20 60 0,8 140 40 10-12 03-05 (аналог) 80 1,0 150 30 10-12 100 1,4 160 30 10-12 10 0,4 150 10 8-10 10 0,4 150 7 8-10 02 до менше 03 15 0,5 170 10 8-10 15 0,5 170 7 8-10 Наведені дані доводять, що хоч швидкість потоку частинок зменшена, тиск частинок на оброблювану поверхню має значення на рівні аналога. Але при цьому, оскільки активацію поверхні проводять частинками дробу з малим розбігом за розміром, вдається одержати рівномірний інтерметалідний шар товщиною 8-10мкм, з достатньою якістю покриття. Наші дослідження одержаних за наведеним прикладом зразків з покриттям з сумарним обтис Комп’ютерна верстка Т. Чепелева Середня суцільність покрита, Sпов. деф. 100% Sпов. зразка 7 0,10 0,03 0,03 0,03 0,03 0,04 0,03 0,04 ком 6-8% показали практичну відсутність внутрішніх дефектів і деформацій виробу. Джерела інформації 1. Авт. св. СССР №106470, кл. С23С1/08,1956 2. Авт. св. СССР №1087563, кл. С23С1/08,1984. 3. Авт. св. СССР №1715882, кл. С23С2/00,2/12, 2/40,1988 4. Авт. св. СССР №1713974, кл. С23С2/00,1988. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of metal protective coating on long-length products of carbon steel, mechanism for realizing the same and long-length product of carbon steel with aluminium coating
Назва патенту російськоюСпособ получения металлического защитного покрытия на длинномерном изделии из углеродистой стали, устройство для его осуществления и длинномерное изделие из углеродистой стали с алюминиевым покрытием
МПК / Мітки
МПК: C23C 2/36
Мітки: алюмінієвим, виріб, сталі, вироби, металевого, довгомірному, спосіб, покриттям, захисного, покриття, вуглецевої, пристрій, одержання, довгомірний, здійснення
Код посилання
<a href="https://ua.patents.su/5-76870-sposib-oderzhannya-metalevogo-zakhisnogo-pokrittya-na-dovgomirnomu-virobi-z-vuglecevo-stali-pristrijj-dlya-jjogo-zdijjsnennya-ta-dovgomirnijj-virib-z-vuglecevo-stali-z-alyuminiehvi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям</a>
Деталь з керамічним покриттям (варіанти), спосіб утворення керамічного покриття та пристрій для його здійснення
Номер патенту: 63933
Опубліковано: 16.02.2004
Автор: Мелоні Майкл Дж.
МПК: F02C 7/00, C23C 14/30, C23C 14/08, F01D 5/28, C23C 14/24, C23C 14/34, C23C 28/00
Мітки: варіанти, керамічним, покриття, деталь, спосіб, керамічного, покриттям, здійснення, пристрій, утворення
Формула / Реферат:
1. Деталь з керамічним покриттям, що містить субстрат із суперсплаву, шар зчеплення із оксиду алюмінію на поверхні субстрату та шар матеріалу, який утворює керамічне термобар'єрне покриття на шарі оксиду алюмінію, яка відрізняється тим, що матеріал термобар'єрного покриття містить твердий розчин принаймні двох керамічних матеріалів.2. Деталь за п. 1, яка відрізняється тим, що матеріал термобар'єрного покриття містить оксид ітрію,...
Спосіб одержання металевого порошку і пристрій для його здійснення
Номер патенту: 67287
Опубліковано: 15.06.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 9/08
Мітки: здійснення, порошку, одержання, металевого, пристрій, спосіб
Формула / Реферат:
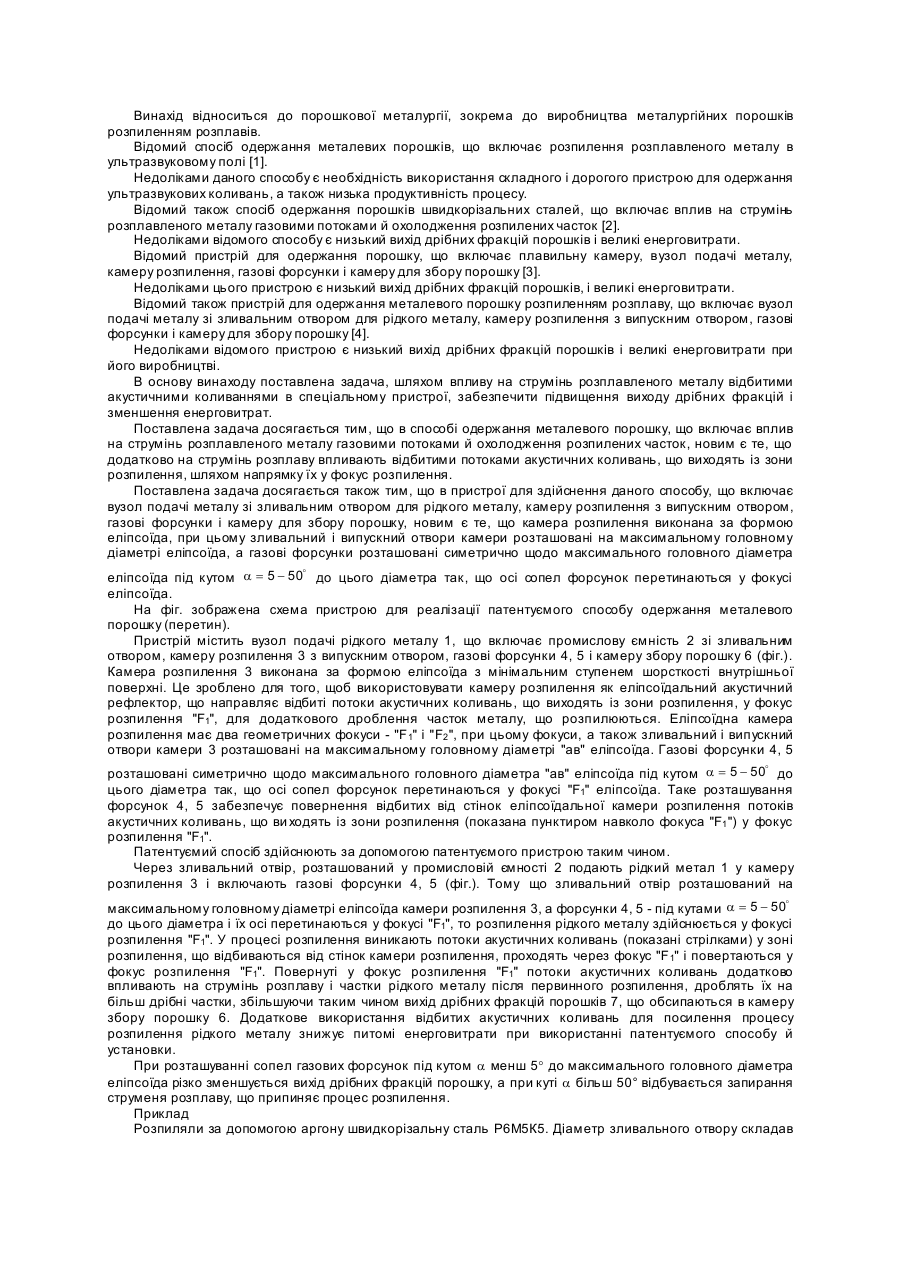
1. Спосіб одержання металевого порошку, що включає вплив на струмінь розплавленого металу газовими потоками й охолодження розпилених часток, який відрізняється тим, що додатково на струмінь розплаву впливають відбитими потоками акустичних коливань, що виходять із зони розпилення, шляхом спрямування їх у фокус розпилення.2. Пристрій для одержання металевого порошку, який містить вузол подачі металу зі зливним отвором для рідкого...
Металевий виріб з термобар’єрним покриттям і спосіб нанесення покриття
Номер патенту: 63907
Опубліковано: 16.02.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 14/28, C23C 28/04, C23C 14/08, C23C 14/54
Мітки: виріб, термобар'єрним, покриттям, металевій, нанесення, спосіб, покриття
Формула / Реферат:
1. Металевий виріб, що містить зв'язувальне покриття на металевому виробі і керамічне покриття, що утворює термічний бар'єр, на зв'язувальному покритті, причому керамічне покриття, яке утворює термічний бар'єр, містить численні стовпоподібні гранули, розташовані, по суті, перпендикулярно до поверхні металевого виробу, при цьому кожна стовпоподібна гранула має численні шари, які мають субгранули, розташовані під гострим кутом до поверхні...
Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми
Номер патенту: 45466
Опубліковано: 15.04.2002
Автори: АГАРКОВ Віктор Якович, МАКІЄНКО Володимир Григорович, ДЮБІН Валерій Юрьйович, Лупандін Георгій Степановіч, ЗОТОВ Олексій Володимирович
МПК: C21B 7/16, B22D 19/02, B22D 19/08
Мітки: покриття, покриттям, дуттьової, захисним, спосіб, дуттьова, фурма, нанесення, захисного, зовнішню, фурми, поверхню
Формула / Реферат:
1. Дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні, яка вміщує внутрішній та зовнішній стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та...
З’єднання стрілкової частини деталі із манганової сталі з рейкою із вуглецевої сталі
Номер патенту: 1227
Опубліковано: 15.05.2002
Автор: Петр Черни
МПК: B23K 31/02
Мітки: деталі, частини, з'єднання, вуглецевої, стрілкової, манганової, сталі, рейкою
Формула / Реферат:
З'єднання деталі стрілкової частини із манганової сталі з рейкою із вуглецевої сталі, зокрема стрілкових частин залізничних і трамвайних стрілок, виконане за допомогою проміжної деталі із бейнітної сталі, яке відрізняється тим, що бейнітна сталь, окрім заліза, містить у процентному ваговому співвідношенні (%): Вуглець 0,07-0,15 Марганець 0,50-1,20 ...
Попередній патент: Гумова суміш
Випадковий патент: Спосіб видаляння шкідливих домішок з рудних матеріалів та їх замінників