Прокладка
Формула / Реферат
1. Кільцева прокладка, що має першу й другу поверхні, протилежні одна одній, і множину утворених у ній отворів, яка відрізняється тим, що виготовлена з металевого матеріалу і щонайменше частково утворює множину радіально орієнтованих каналів для проходження газів, що з'єднують внутрішню в радіальному напрямку сторону прокладки з її зовнішньою в радіальному напрямку стороною.
2. Прокладка за п. 1, яка відрізняється тим, що металевий матеріал являє собою металевий матеріал без покриття.
3. Прокладка за п. 1, яка відрізняється тим, що металевий матеріал являє собою дротову сітку.
4. Прокладка за п. 3, яка відрізняється тим, що металевий матеріал являє собою жаростійкий матеріал.
5. Прокладка за п. 3, яка відрізняється тим, що металевий матеріал являє собою один або декілька матеріалів, що включають нержавіючу сталь, сплав "інконель", титан, молібден, тантал і вольфрам.
6. Прокладка за п. 3, яка відрізняється тим, що дротова сітка має площу отворів від приблизно 20 % до приблизно 80 %.
7. Прокладка за п. 3, яка відрізняється тим, що її ефективна товщина складає від приблизно 1 мм до приблизно 6 мм.
8. Прокладка за п. 3, яка відрізняється тим, що дротова сітка являє собою сітку з хвилеподібно переплетеного дроту.
9. Прокладка за п. 3, яка відрізняється тим, що її ефективна товщина приблизно дорівнює подвоєному діаметру дроту, що утворює дротову сітку.
10. Прокладка за п. 4, яка відрізняється тим, що жаростійкий матеріал спроможний витримувати температури до приблизно 1400 °С.
11. Спосіб підготування кільцевих заготовок з вуглецевого волокна для процесу хімічної інфільтрації в паровій фазі, відповідно до якого кільцеві заготовки з вуглецевого волокна складають у стопки, причому між кожними двома кільцевими заготовками з вуглецевого волокна розміщують кільцеву прокладку з металевого матеріалу таким чином, що складені в стопку кільцеві заготовки і кільцеві прокладки спільно утворюють межі внутрішнього простору всередині стопки, який відрізняється тим, що кожна з кільцевих прокладок має першу й другу поверхні, протилежні одна одній, і виконана таким чином, що щонайменше частково утворює множину радіально орієнтованих каналів для проходження газів, що з'єднують внутрішній простір стопки з простором, розташованим зовні стопки.
12. Спосіб за п. 11, який відрізняється тим, що металевий матеріал являє собою металевий матеріал без покриття.
13. Спосіб за п. 11, який відрізняється тим, що металевий матеріал являє собою дротову сітку.
14. Спосіб за п. 13, який відрізняється тим, що металевий матеріал являє собою жаростійкий матеріал.
15. Спосіб за п. 13, який відрізняється тим, що металева прокладка містить один або декілька матеріалів, що включають нержавіючу сталь, сплав "інконель", титан, молібден, тантал і вольфрам.
16. Спосіб за п. 13, який відрізняється тим, що дротова сітка має площу отворів від приблизно 20 % до приблизно 80 %.
17. Спосіб за п. 13, який відрізняється тим, що ефективна товщина прокладки складає від приблизно 1 мм до приблизно 6 мм.
18. Спосіб за п. 13, який відрізняється тим, що дротова сітка являє собою сітку з хвилеподібно переплетеного дроту.
19. Спосіб за п. 13, який відрізняється тим, що ефективна товщина прокладки приблизно дорівнює подвоєному діаметру дроту, що утворює дротову сітку.
20. Спосіб за п. 14, який відрізняється тим, що жаростійкий матеріал спроможний витримувати температури до приблизно 1400 °С.
21. Спосіб за п. 11, який відрізняється тим, що кожна з кільцевих прокладок має зовнішній діаметр, менший, ніж зовнішній діаметр кільцевих заготовок з вуглецевого волокна, і внутрішній діаметр, більший, ніж внутрішній діаметр кільцевих заготовок з вуглецевого волокна.
22. Спосіб за п. 21, який відрізняється тим, що зовнішній діаметр кожної з кільцевих прокладок приблизно на 5 мм менший, ніж зовнішній діаметр кільцевих заготовок з вуглецевого волокна, а внутрішній діаметр кожної з кільцевих прокладок приблизно на 5 мм більший, ніж внутрішній діаметр кільцевих заготовок з вуглецевого волокна.
Текст
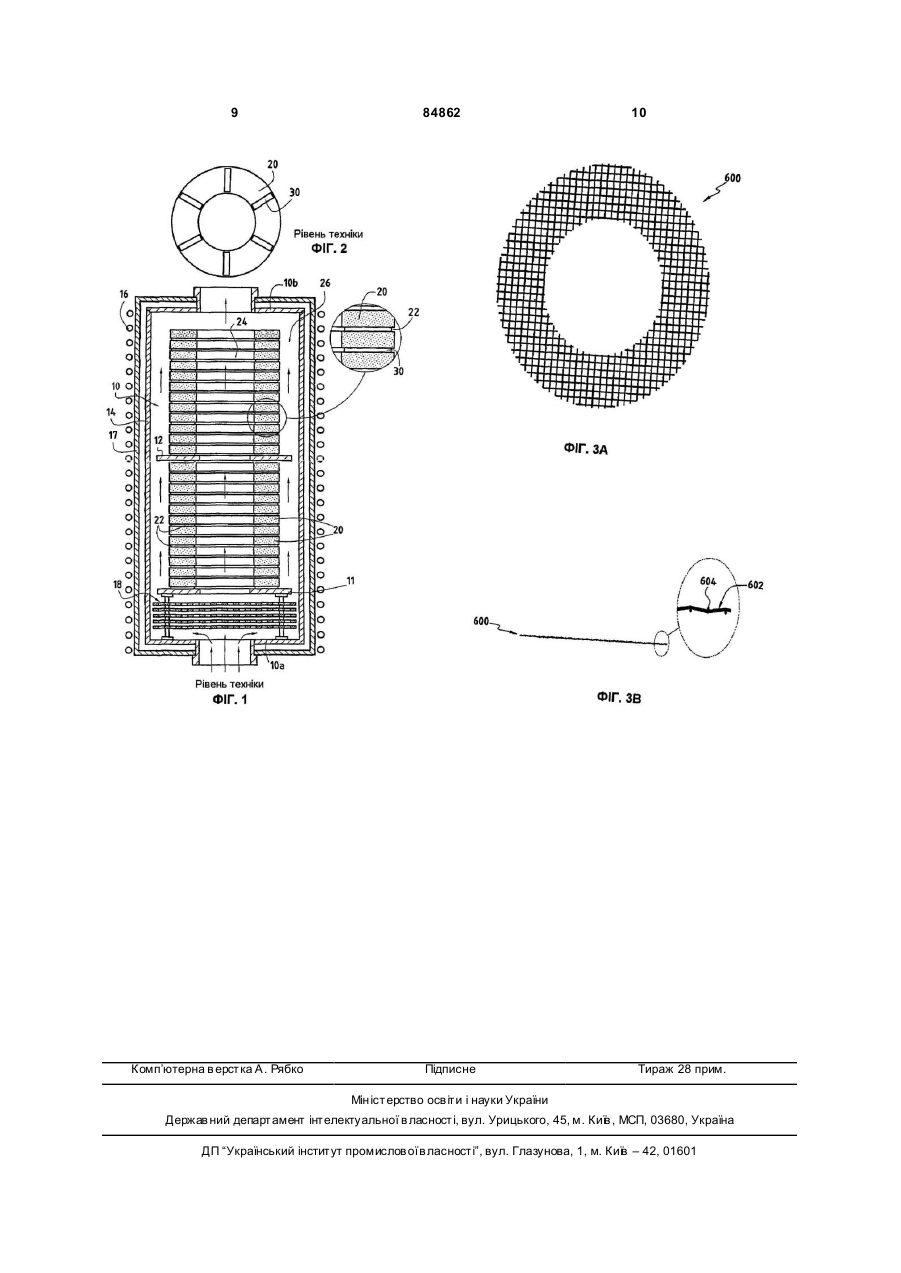
1. Кільцева прокладка, що має першу й др угу поверхні, протилежні одна одній, і множину утворених у ній отворів, яка відрізняється тим, що виготовлена з металевого матеріалу і щонайменше частково утворює множину радіально орієнтованих каналів для проходження газів, що з'єднують внутрішню в радіальному напрямку сторону прокладки з її зовнішньою в радіальному напрямку стороною. 2. Прокладка за п. 1, яка відрізняється тим, що металевий матеріал являє собою металевий матеріал без покриття. 3. Прокладка за п. 1, яка відрізняється тим, що металевий матеріал являє собою дротову сітку. 4. Прокладка за п. 3, яка відрізняється тим, що металевий матеріал являє собою жаростійкий матеріал. 5. Прокладка за п. 3, яка відрізняється тим, що металевий матеріал являє собою один або декілька матеріалів, що включають нержавіючу сталь, сплав "інконель", титан, молібден, тантал і вольфрам. 6. Прокладка за п. 3, яка відрізняється тим, що дротова сітка має площу отворів від приблизно 20% до приблизно 80%. 7. Прокладка за п. 3, яка відрізняється тим, що її ефективна товщина складає від приблизно 1 мм до приблизно 6мм. 2 (19) 1 3 84862 4 18. Спосіб за п. 13, який відрізняється тим, що дротова сітка являє собою сітку з хвилеподібно переплетеного дроту. 19. Спосіб за п. 13, який відрізняється тим, що ефективна товщина прокладки приблизно дорівнює подвоєному діаметру дроту, що утворює дротову сітку. 20. Спосіб за п. 14, який відрізняється тим, що жаростійкий матеріал спроможний витримувати температури до приблизно 1400°С. 21. Спосіб за п. 11, який відрізняється тим, що кожна з кільцевих прокладок має зовнішній діа метр, менший, ніж зовнішній діаметр кільцевих заготовок з вуглецевого волокна, і внутрішній діаметр, більший, ніж внутрішній діаметр кільцевих заготовок з вуглецевого волокна. 22. Спосіб за п. 21, який відрізняється тим, що зовнішній діаметр кожної з кільцевих прокладок приблизно на 5мм менший, ніж зовнішній діаметр кільцевих заготовок з вуглецевого волокна, а внутрішній діаметр кожної з кільцевих прокладок приблизно на 5мм більший, ніж внутрішній діаметр кільцевих заготовок з вуглецевого волокна. Даний винахід відноситься до прокладок, використовуваних для розділення складених у стопку пористих пластин під час виробничого процесу. Зокрема, винахід відноситься до кільцевих металевих прокладок, використовуваних для розділення складених у стопку кільцевих заготовок з композитного матеріалу, зокрема, в процесі ущільнення, наприклад, при хімічній інфільтрації в паровій фазі. Заготовки з композитного матеріалу можуть, зокрема, являти собою кільцеві заготовки для виготовлення гальмівних дисків або інших тертьових деталей. Пристрій для ущільнення кільцевих заготовок для виготовлення гальмівних дисків і подібних їм деталей описано, наприклад, у патентній заявці США №10/468031, поданій 14 серпня 2003р; приклад такого пристрою представлений на Фіг.1. На Фіг.1 украй схематично зображена технологічна камера, що має порожнину 10, у якій установлений комплект кільцевих заготовок або пластин 20, виконаних з вуглецевого волокна. Заготовки комплекту складені в стопку, причому їхні центральні отвори, по суті, вирівняні у вертикальному напрямку. Стопка може складатися з декількох накладених одна на одну секцій стопки, розділених однією або декількома проміжними несучими пластинами 12. Складені в стопку пластини відділені одна від одної роздільниками 30. Як показано на Фіг.2, роздільники 30 можуть бути розташовані радіально, а їхня кількість може бути різною. Роздільники утворюють між сусідніми підкладками зазори 22, що мають, по суті, однакову висоту, і забезпечують сполучення між внутрішнім об'ємом 24 стопки, утвореним, по суті, вертикально вирівняними центральними отворами пластин, і зовнішнім об'ємом 26, що знаходиться зовні стопки й усередині порожнини 10. У прикладі, представленому на Фіг.1, у порожнині 10 встановлена одна стопка підкладок. У інших варіантах здійснення в тій самій порожнині може бути встановлено декілька стопок пластин, розташованих одна поруч з одною. Порожнину 10 нагрівають за допомогою струмоприймача 14, виконаного, наприклад, з графіту, утворюючого стінки порожнини 10 і індуктивно зв'язаного з індукційною котушкою 16, розташова ною зовні корпуса 17, що о точує струмоприймач. Також можуть бути використані інші методи нагрівання, наприклад резистивне нагрівання (ефект Джоуля). У порожнину 10 впускають газ, що містить одне або декілька джерел вуглецю, звичайно вуглеводневі гази, такі як метан і/або пропан. У представленому прикладі впуск газу здійснюють через нижню частину 10а порожнини. Газ проходить через зону 18 попереднього нагрівання, утворену однією або декількома перфорованими пластинами, розташованими одна над одною в нижній частині порожнини під плитою 11, що підтримує стопку підкладок. Газ, нагрітий пластинами попереднього нагрівання (нагрітими до температури, підтримуваної всередині порожнини), вільно надходить у порожнину, проходячи одночасно у внутрішній об'єм 24, зовнішній об'єм 26 і зазори 22. Залишковий газ виводиться з порожнини через випускний патрубок, передбачений у кришці 10b, методом відсмоктування. Роздільники 30 являють собою окремо встановлювані блоки, найчастіше виконані з оксиду алюмінію. Проте ці блоки з оксиду алюмінію після формування вкрай крихкі, і їхня ламкість призводить до високих втрат. Фактично, при звичайному використанні стандартні блоки з оксиду алюмінію служать не більше двох-трьох циклів у процесі ущільнення. Це, природно, призводить до зростання виробничих витрат, оскільки викликає необхідність частої заміни блоків з оксиду алюмінію. Крім того, здійснена вручну заміна окремих блоків з оксиду алюмінію, розташованого між прошарками заготовок, віднімає вкрай багато часу. У прикладі, проілюстрованому на Фіг.2, зображені шість таких блоків, проте на практиці можуть використовуватися до дванадцяти блоків. Часові витрати збільшуються внаслідок тієї обставини, що поводження з крихкими блоками вимагає надзвичайної обережності, щоб уникнути їх поломки. Як правило, підготовка устаткування для повного процесу ущільнення, в якому використовуються сім піддонів із заготовками (на кожному з яких розташовано від дванадцяти до чотирнадцяти стопок заготовок), з використанням традиційних методів можуть займати від одного до двох робочих днів. Інша хиба використання окремих роздільників 30 полягає в тому, що вони можуть викликати де 5 84862 формації (як-от, ум'ятини) у заготовці під дією ваги заготовок (і роздільників), складених над даною заготовкою. Як можна бачити з Фіг.2, між роздільниками 30 є великі ділянки заготовки, що не спираються на роздільники. Оскільки заготовки, як правило, виконані з пластичного матеріалу, а оксид алюмінію, з якого виконані роздільники 30, не схильний до деформації, на поверхні заготовок у місцях розташування роздільників 30 виникають ум'ятини. Ці вм'ятини, хоч би якими невеличкими вони були, мають бути усун уті механічною обробкою на додатковому етапі обробки, щоб забезпечити необхідну плоску поверхню, потрібну для тертьових деталей. У результаті використовують заготовки, що мають більшу товщину, ніж необхідна товщина готової деталі, щоб врахувати можливі деформації, які виникають у процесі виготовлення традиційними методами, і механічну обробку, спрямовану на усунення цих деформацій. Втрати матеріалу, який видаляється в ході механічної обробки, знижують економічну ефективність виробництва. Відповідно до даного винаходу запропонована виконана у вигляді єдиного елемента кільцева прокладка для розділення складених у стопку кільцевих заготовок. Прокладка за даним винаходом має по суті пласку кільцеподібну форму з першою і другою поверхнями, протилежними одна одній. Щонайменше, одна з цих поверхонь виконана таким чином, що принаймні частково утворює множину радіально орієнтованих каналів для проходження газів, що з'єднують внутрішню в радіальному напрямку сторону прокладки з її зовнішньою в радіальному напрямку стороною. Прокладка за даним винаходом переважно має радіальні розміри, близькі до відповідних розмірів прилеглих до неї кільцевих заготовок. Це означає, що прокладка переважно має внутрішній і зовнішній діаметри, близькі до відповідних діаметрів кільцевих заготовок. Якщо розміри прокладки не ідентичні розмірам кільцевих заготовок, вона переважно має бути дещо меншою (тобто мати більший внутрішній діаметр і менший зовнішній діаметр, ніж кільцеві заготовки), а не більшою (тобто не ширшою в радіальному напрямку), ніж кільцеві заготовки. В одному з варіантів здійснення даного винаходу прокладка виготовлена з металевого матеріалу й має наскрізні отвори, причому металевий матеріал може являти собою металевий сітчастий матеріал, але не обмежується ним. Металевий матеріал може не мати покриття (в тому числі й антиадгезійного покриття), що спрощує виготовлення й регенерацію прокладок і робить їх менш дорогими. Даний винахід стане зрозумілішим з нижченаведеного опису, що містить посилання на додані креслення, де: на Фіг.1 зображена технологічна камера для здійснення процесу ущільнення складених у стопку кільцевих заготовок, на Фіг.2 зображене розташування окремих роздільників, що розділяють складені в стопку кільцеві заготовки, показані на Фіг.1, 6 на Фіг.3А і 3В представлений приклад прокладки за даним винаходом. Варто особливо підкреслити, що наведені креслення лише ілюструють приклади здійснення даного винаходу, не обмежуючи об'єм його правової охорони. Також слід зазначити, що на наведених кресленнях необов'язково дотримується масштаб, як у загальному вигляді, так і в окремих взаємопов'язаних виглядах. Дані, що підтверджують можливість здійснення винаходу Прокладка за даним винаходом має низку особливо корисних ознак. Суцільна або іншим чином виконана у вигляді єдиного елемента конструкція прокладки полегшує завантаження складених у стопки кільцевих заготовок у те хнологічну камеру в порівнянні з технологією, за якою між кожними двома кільцевими заготівками прокладають декілька окремих роздільників. Як було відзначено вище, відома конструкція, описана вище з посиланнями на Фіг.2, потребує розміщення кожного роздільника вручну. Крім того, оскільки відомі роздільники звичайно виготовляють з крихких матеріалів, таких як оксид алюмінію, щоб уникнути їхньої поломки такі роздільники потребують вкрай обережного поводження в ході цієї, і без того тривалої і трудомісткої ручної операції. Роздільники також мають відносно невеликі розміри і вкрай невеличку товщину (наприклад, 1×4×0,1 дюйма), що додатково ускладнює роботу з ними. При використанні суцільної прокладки за даним винаходом одна операція установки прокладки заміняє декілька операцій установки окремих роздільників відповідно до відомих технічних рішень. На відміну від описаного вище відомого способу завантаження технологічної камери, що займає від одного до двох днів, при використанні суцільної прокладки за даним винаходом час завантаження за інших рівних умов значно скорочується і складає від двох до чотирьох годин. Крім того, конструкція суцільної прокладки за даним винаходом забезпечує кращу підтримку ваги однієї або декількох кільцевих заготовок, складених на ній і що спираються на більшу площу, ніж у випадку використання окремих роздільників, як показано на Фіг.2. Зокрема, радіальна ширина суцільної кільцевої прокладки має дорівнювати або бути дещо меншою за радіальну ширину кільцевих заготовок. У результаті цього кожна з кільцевих заготовок виявляється менше деформованою після видалення з технологічної камери. Це означає, що після процесу ущільнення для одержання необхідної недеформованої поверхні потрібна менша механічна обробка. Як зазначено вище, прокладка переважно має радіальну ширину, приблизно таку саму або трохи меншу (наприклад, приблизно на 5мм щодо зовнішнього та/або внутрішнього діаметра), ніж кільцева заготовка. Якби прокладка мала ширину, що була б більшою за ширину кільцевої заготовки, на її виступаючих ділянках утворювався б осад (наприклад, піролітичного вуглецю), отриманий у результаті розкладання газу, використовуваного в процесі ущільнення. Це може скоротити термін 7 84862 служби прокладки або викликати необхідність додаткової обробки для видалення такого осаду. Крім того, якщо прокладка виступає в радіальному напрямку за зовнішні краї кільцевих заготовок, це може ускладнити розміщення декількох стопок кільцевих заготовок у технологічній камері для одночасної обробки (що його часто застосовують на практиці). Це може негативно відбитися на ефективності виробництва і призвести до того, що в те хнологічній камері певних розмірів зможе бути одночасно оброблена менша кількість стопок. У загальному випадку суцільна прокладка за даним винаходом містить радіально орієнтовані канали або інші елементи, розташовані на одній або обох поверхнях прокладки, які, щонайменше, частково утворюють радіально орієнтовані канали для проходження газів, що з'єднують внутрішню в радіальному напрямку сторону прокладки з її зовнішньою в радіальному напрямку стороною. Зауваження про "часткове" утворення каналів для проходження газів зроблено тому, що в деяких випадках ці канали також частково утворені протилежною поверхнею однієї з кільцевих заготовок, що стикається з поверхнею суцільної прокладки. Площа поперечного перерізу каналів для проходження газів переважно порівнянна з площею такого поперечного перерізу в конструкціях, відомих з рівня техніки. Проте в деяких конкретних випадках ці площі можуть відрізнятися. Варто мати на увазі, що сумарна площа поперечного перерізу каналів для проходження газів може бути змінена, наприклад, шляхом зміни розмірів кожного каналу, шляхом збільшення кількості таких каналів або іншими подібними методами. Вирішальним чинником при цьому має бути забезпечення необхідного рівня підтримки кільцевої заготовки або заготовок, що спираються на дану прокладку. У загальному випадку суцільна кільцева прокладка за даним винаходом має бути виготовлена з матеріалу, що ви тримує температури приблизно до 1100°C, а в кращому варіанті (для забезпечення безпеки) - приблизно до 1200-1400°C. Краще, щоб вибраний матеріал був максимально стійкий до хімічної взаємодії із заготовкою при зазначеній робочій температурі. Приклади матеріалів, придатних для виготовлення суцільної прокладки за винаходом, включають такі металеві матеріали, як нержавіюча сталь, сплав "інконель", титан, молібден, тантал і вольфрам, але не обмежуються ними. На Фіг.3А зображений в плані ще один приклад кільцевої прокладки 600 за даним винаходом, а на Фіг.3В - відповідна вертикальна проекція зі збільшеним зображенням ділянки прокладки. Кільцева прокладка 600, як правило, виконана з перфорованого металевого матеріалу, площа отворів у якому складає приблизно від 20% до 80%. В окремому прикладі здійснення кільцева прокладка 600 виконана з металевого сітчастого матеріалу. Як зазначено вище, металевий матеріал, використовуваний для виготовлення кільцевої прокладки 600, має витримувати температури при 8 близно до 1100°C, а в кращому варіанті (для забезпечення безпеки) - приблизно до 12001400°C. Нержавіюча сталь, сплав "інконель", титан, молібден, тантал і вольфрам є прикладами придатних металевих матеріалів. Кільцева прокладка 600 може бути виготовлена шляхом вирізання кільцеподібної деталі відповідних розмірів з листа вихідного матеріалу. Для цього можна використовува ти будь-які промислові способи різання, включаючи спосіб лазерного різання, керованого комп'ютером, але не обмежуючись ним. На Фіг.3А і 3В представлений приклад використання металевого сітчастого матеріалу для виготовлення кільцевої прокладки 600. На збільшеному фрагменті Фіг.3В ясно видно, що сітчастий матеріал являє собою плетену сітку, виготовлену за відомими технологіями, зокрема, таку, що включає хвилеподібне переплетення дроту. Виготовлення сітки з хвилеподібним переплетенням дроту передбачає попереднє формування (тобто хвилеподібне згинання) дроту, щонайменше, в одному з напрямків сітки. На Фіг.3В проілюстрований дріт 602, вигнутий відносно ниток дроту 604. Таким чином, хвилі дроту 602 утворюють виїмки, через які проходять поперечні дроти 604. Ці виїмки (з'єднані одна з одною по всій поверхні кільцевої прокладки 600) разом утворюють канали, по яких газ, застосовуваний у процесі ущільнення, може проходити між внутрішньою і зовнішньою в радіальному напрямку сторонами кільцевої прокладки 600. У загальному випадку товщина кільцевої прокладки 600 приблизно дорівнює подвоєному діаметру дроту 602 або 604. В одному з прикладів здійснення сумарна товщина кільцевої прокладки 600 складає від 1мм до приблизно 6мм Параметри теплового розширення кільцевої прокладки 600 і кільцевих заготовок істотно відрізняються, тому прилипання цих елементів один до одного дуже мале, й антиадгезійне покриття, застосовуване для вуглецевих кільцевих прокладок, може не використовуватися. Крім того, металева сітка легко може бути відновлена, наприклад, методом піскоструминного очищення. Під впливом температур, при яких відбувається ущільнення, можливе деяке забруднення заготовок металом. Проте передбачається, що глибина такого забруднення дуже мала в порівнянні з кількістю матеріалу, що втрачається при механічній обробці поверхні та інших подібних операцій, застосовуваних у ході нормального виробничого процесу (наприклад, при проміжній механічній обробці з метою відновлення пористості заготовок для продовження ущільнення). Внаслідок цього можливе забруднення видаляється без здійснення яких-небудь додаткових операцій. Хоча даний винахід був описаний відносно до найкращого варіанта його здійснення, варто особливо відзначити, що цей опис наведений тільки як один з можливих прикладів, і що у винахід можуть бути внесені відповідні зміни і модифікації, які не виходять за рамки формули винаходу, доданої до даного опису. 9 Комп’ютерна в ерстка А. Рябко 84862 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSubstrate
Автори англійськоюCHANG, Kenny
Назва патенту російськоюПодложка
Автори російськоюЧанг Кенни
МПК / Мітки
МПК: F16D 69/02, C23C 16/458, C23C 16/44, C04B 35/83
Мітки: прокладка
Код посилання
<a href="https://ua.patents.su/5-84862-prokladka.html" target="_blank" rel="follow" title="База патентів України">Прокладка</a>
Гігієнічна усмоктуюча прокладка
Номер патенту: 25330
Опубліковано: 10.08.2007
Автор: Уманець Світлана Богданівна
МПК: A61Q 99/00
Мітки: прокладка, усмоктуюча, гігієнічна
Формула / Реферат:
Гігієнічна усмоктуюча прокладка, яка включає замкнутий пакет, абсорбуючий повітропроникний шар, який розміщений між верхнім шаром, що є проникним для біологічної рідини, і нижнім, вологонепроникним шаром, оснащеним закріпляючим клейовим шаром, яка відрізняється тим, що має специфічну крильцеподібну форму, яка складається з двох частин, з'єднаних дугоподібно, що забезпечує зручне закріплення прокладки у проймі швейного виробу.
Усмоктуюча прокладка
Номер патенту: 24000
Опубліковано: 17.06.2002
Автор: Карпенко Микола Миколайович
МПК: A61F 13/15, A61F 13/56
Мітки: усмоктуюча, прокладка
Формула / Реферат:
1. Усмоктуюча прокладка, що має усмоктуючу частину з нетканого пресованого матеріалу з елементами кріплення, яка відрізняється тим, що елементи кріплення розташовані по один бік усмоктуючої частини і виконані у вигляді чотирьох пелюстків, причому елементи кріплення виконані з того ж матеріалу, що й усмоктуюча частина.2. Усмоктуюча прокладка по п. 1, яка відрізняється тим, що елементи кріплення забезпечені фіксаторами.
Еластична прокладка, спосіб її виготовлення і предмет одягу, в якому вона застосована
Номер патенту: 72498
Опубліковано: 15.03.2005
Автори: Герліхер Ант'є, Шербель Ульріх
МПК: A41D 27/02, D06C 27/00
Мітки: еластична, якому, прокладка, виготовлення, одягу, предмет, спосіб, застосована
Формула / Реферат:
1. Еластична прокладка, що містить каркас на основі тканини, трикотажу чи трикотажу з прокладкою утокової нитки, причому матеріалом основної й утокової ниток є комплексна нитка, і адгезивний шар, нанесений на одну сторону каркаса, яка відрізняється тим, що виконана ворсованою на стороні, на якій немає адгезиву.2. Прокладка за п. 1, яка відрізняється тим, що комплексна нитка складається з поліефіру і/або поліаміду.3. Прокладка за...
Прокладка нашпальна проміжного рейкового скріплення
Номер патенту: 74975
Опубліковано: 15.02.2006
Автор: Говоруха Володимир Васильович
МПК: E01B 9/68
Мітки: скріплення, нашпальна, рейкового, проміжного, прокладка
Формула / Реферат:
Прокладка нашпальна проміжного рейкового скріплення, яка виготовлена із пружного матеріалу у вигляді прямокутної пластини з отворами для розміщення кріпильних елементів та пазами і розміщена між підкладкою та шпалою, яка відрізняється тим, що на верхній поверхні прокладки, що контактує з підкладкою, виконані поперечні і поздовжні пази з утворенням між ними прямокутників, на верхній поверхні яких з заданим кроком та однаковим поперечним...
Багатопелюсткова електромагнітна прокладка
Номер патенту: 35150
Опубліковано: 15.03.2001
Автори: Семенов Геннадій Юрійович, Левченко Георгій Тимофійович
МПК: H05K 9/00
Мітки: електромагнітна, багатопелюсткова, прокладка
Формула / Реферат:
Багатопелюсткова електромагнітна прокладка, що містить об'єднані з одного кінця планкою пелюстки, яка відрізняється тим, що пелюстки додатково об'єднані планкою з іншого кінця, причому пелюстки, які розташовані поряд, мають вигин у протилежні сторони.
Попередній патент: Спосіб перевірки справжності позначки про сплату поштового збору
Наступний патент: Пристрій для визначення меж поділу різнорідних середовищ
Випадковий патент: Спосіб внутрішньопластової вибухо-хімічної обробки привибійної зони свердловини і торпеда для його здійснення